Изобретение относится к области машиностроения, в частности к технологии упрочнения резьбовых изделий с трапецеидальной резьбой и может быть использовано для упрочнения резьбы в изделиях, работающих при повышенных нагрузках.
Известен способ упрочнения упрочнения резьбы, основанный на термической обработке резьбового соединения, включающий поверхностную закалку полосами, располагающими по окружности вдоль резьбы (АС РФ №1617016 по кл. C21D 9/08 от 30.12.1990 г.)
Недостатком данного способа является сложность технологического процесса и невозможность его использования для упрочнения трапецеидальной резьбы.
Известен также способ поверхностной электроконтактной закалки изделия в виде ходового винта, основанный на электроконтактном воздействии на резьбовую поверхность изделия путем механического воздействия роликов, соединенных с электроустановкой (патент РФ №2254381 по кл. C21D 1/06 от 20.06.2005 г.).
Недостатком данного способа является сложность проведения технологии упрочнения резьбы, недостаточное качество закалки всех участков рабочей поверхностей резьбы, что ведет к снижению ее прочности.
Известен способ упрочнения резьбы, включающий формирование пятна лазерного луча на дне резьбой канавки по ее центру и перемещение лазерного луча относительно продольной оси при одновременном вращении изделия (патент РФ №2241765 по кл. C21D 1/09 от 27.07.2004 г.).
Данный способ позволяет повысить упрочнение резьбы путем синхронизации частоты вращения обрабатываемой поверхности со скоростью перемещения луча лазера вдоль ее образующей.
Данный способ предназначен для упрочнения метрической резьбы с углом профиля 60 градусов, а использование его для упрочнения трапецеидальной резьбы крайне не эффективно, т.к. при использовании этого способа большая часть поверхности резьбы остается не обработанной и, как следствие этого, не упрочненной.
Задача, на решение которой направлено заявленное изобретение, заключается в обеспечении возможности упрочнения трепецеидальной резьбы, повышения производительности и качества процесса обработки.
Поставленная задача решается за счет того, что в способе упрочнения резьбы, включающем использование источника нагрева участка резьбы в виде лазера, формирование пятна лазерного луча на дне резьбовой канавки по ее центру, перемещение лазерного луча относительно продольной оси при вращении изделия при величине перемещения лазерного луча, равной величине шага резьбы за один оборот вращения, отличающемся тем, что формирование пятна лазерного луча осуществляют сканирующим лазерным лучом с частотой его колебаний 200÷600 Гц вдоль оси вращения и амплитудой сканирования, равной 0,6÷0,8 шага резьбы.
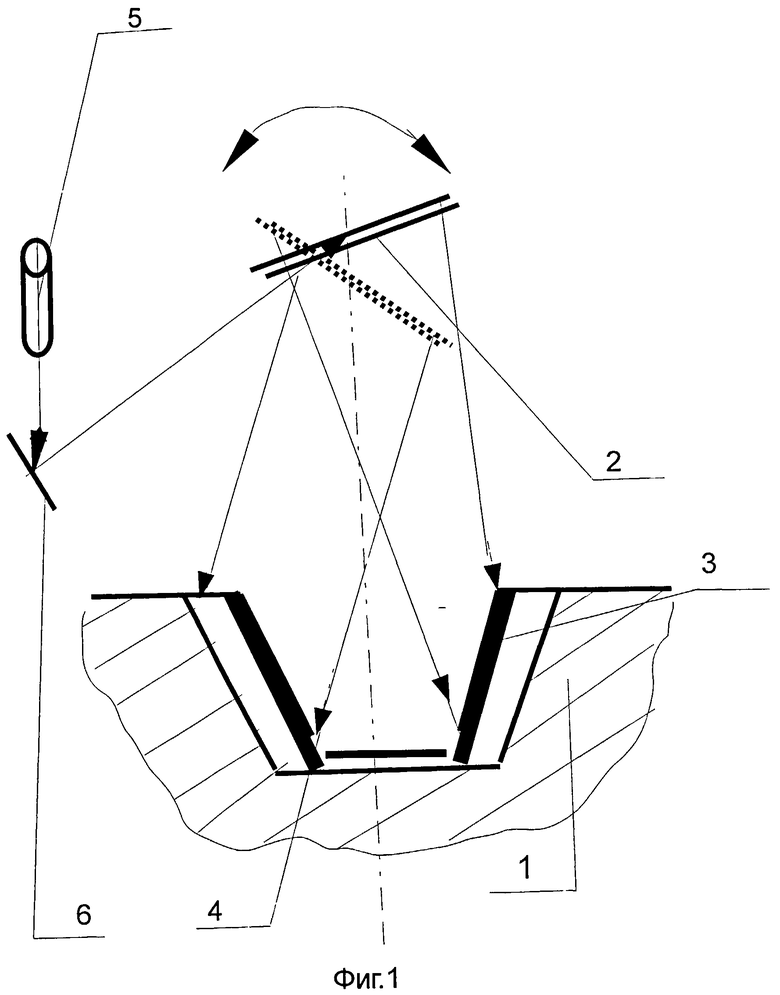
На фиг.1 представлена иллюстрация обработки рабочих поверхностей трапецеидальной резьбы сканирующим лазерным лучом, где 1 - участок трапецеидальной резьбы, 2 - элемент сканирования лазерного луча, 3 и 4 - зоны обработки рабочих участков трапецеидальной резьбы, 5 - лазер и 6 - отражающее зеркало.
Способ упрочнения резьбы осуществляют следующим образом.
В начале закрепляют заготовку с трапецеидальной резьбой в патрон, установленный на шпинделе станка (на чертеже условно не показан) с возможностью обеспечения ее вращения. Затем формируют пятно лазерного луча на дне резьбовой канавки по ее центру и после выведения работы лазера на рабочий режим и включения элемента сканирования начинают обработку рабочих поверхностей резьбы (зоны 3 и 4).
Обработку осуществляют при удельной плотности энергии излучения лазера 12÷20 Вт с/мм2, с частотой его сканирования 200÷600 Гц вдоль оси вращения и амплитудой сканирования, равной 0,6÷0,8 шага резьбы.
В процессе обработки при величине перемещения лазерного луча, равной величине шага резьбы за один оборот вращения, происходит закаливание стенок резьбовой поверхности и дна за один проход лазерного луча по всей длине заготовки.
Указанные режимы обработки позволяют обеспечить равномерную глубину упрочненного слоя, повысить производительность и качество упрочненного слоя по всей рабочей поверхности резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РЕЗЬБЫ | 2013 |
|
RU2554244C1 |
| СПОСОБ ЗАКАЛКИ ПОВЕРХНОСТНЫХ СЛОЕВ ПЛОСКИХ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2449028C1 |
| СОСТАВ ДЛЯ НАПЛАВКИ | 2014 |
|
RU2549816C1 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2017 |
|
RU2684176C2 |
| Способ лазерного термоупрочнения резьбовых соединений | 2017 |
|
RU2675884C1 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2016 |
|
RU2618013C1 |
| ЛАЗЕРНЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ | 2009 |
|
RU2397055C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ВОЛОКОН ИЗ ТУГОПЛАВКИХ МАТЕРИАЛОВ | 2015 |
|
RU2577260C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241765C2 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ КРОМОК РЕЖУЩЕГО ИНСТРУМЕНТА | 2021 |
|
RU2781887C1 |
Изобретение относится к области машиностроения, в частности к технологии упрочнения резьбовых изделий с трапецеидальной резьбой, и может быть использовано для упрочнения резьбы в изделиях, работающих при повышенных нагрузках. Для обеспечения упрочнения трепецеидальной резьбы, повышения производительности и качества процесса осуществляют нагрев участка резьбы с помощью источника нагрева в виде лазера, формирование пятна лазерного луча на дне резьбовой канавки по ее центру, перемещение лазерного луча относительно продольной оси при вращении изделия при величине перемещения лазерного луча, равной величине шага резьбы за один оборот вращения, при этом формирование пятна лазерного луча осуществляют сканирующим лазерным лучом с частотой его сканирования 200÷600 Гц вдоль оси вращения и амплитуде сканирования, равной 0,6÷0,8 шага резьбы. 1 ил.
Способ упрочнения изделия с резьбой, включающий нагрев участка резьбы с помощью источника нагрева в виде лазера, формирование пятна лазерного луча на дне резьбовой канавки по ее центру, перемещение лазерного луча относительно продольной оси при вращении изделия при величине перемещения лазерного луча, равной величине шага резьбы за один оборот вращения, отличающийся тем, что формирование пятна лазерного луча осуществляют сканирующим лазерным лучом с частотой его сканирования 200÷600 Гц вдоль оси вращения и амплитуде сканирования, равной 0,6÷0,8 шага резьбы.
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241765C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2241766C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |
| Гладкотрубный экономайзер, состоящий из батарей с верхними и нижними коллекторами | 1926 |
|
SU4943A1 |
| JP 59208022 A, 26.11.1984 | |||

