Изобретение относится к машиностроительной гидравлике и может быть использовано в малорасходных центробежных насосах систем терморегулирования космических летательных аппаратов, а также в химической промышленности.
Известно центробежное рабочее колесо, содержащее единый со ступицей ведущий диск, покрывной диск с центральным входным отверстием и размещенные между ведущим и покрывным диском не менее трех осесимметрично расположенных лопаток (А.В. Бобков. Центробежные насосы систем терморегулирования космических аппаратов, Владивосток: Дальнаука, 2003, стр. 186, последний абзац.). Покрывной диск припаивается по торцевой поверхности лопаток.
Недостатком такого центробежного рабочего колеса является его низкая технологичность: необходимо предварительно изготовить 2 детали - ведущий диск с лопатками и покрывной диск, оставив припуск на окончательную обработку, затем произвести пайку - достаточно сложный процесс, используется вакуумная пайка в электропечи, и после этого - окончательная механическая обработка рабочего колеса, т.к. при пайке возможны поводки спаиваемых деталей из-за воздействия высокой температуры. При этом вследствие такой технологии возникает необходимость межцеховых перевозок деталей, что, наряду с необходимостью повторной механической обработки, удлиняет цикл изготовления и удорожает производство. Другим недостатком такого колеса является низкая коррозионная стойкость в связи с наличием паяного соединения лопаток с покрывным диском - при пайке на торцовые стенки алюминиевых лопаток наносится медное покрытие, поэтому такие рабочие колеса не могут работать в коррозионно-активных средах.
Этих недостатков лишено центробежное рабочее колесо, содержащее единый со ступицей ведущий диск, зафиксированный относительно него покрывной диск с центральным входным отверстием и размещенные между ведущим и покрывным диском не менее трех осесимметрично расположенных составных из двух частей лопаток, первые части которых расположены на покрывном диске, а вторые части расположены на ведущем диске, при этом первые части лопаток контактируют со вторыми частями лопаток по соосной дискам двухступенчатой поверхности вращения, выбранное в качестве прототипа (Патент РФ №2533605, МПК: F04D 29/22, 2014 г.).
Недостатком такого центробежного рабочего колеса является его низкая надежность, связанная с тем, что центрирование двух частей колеса осуществляется по участкам цилиндрических поверхностей частей лопаток, имеющих малую ширину, что вызывает значительные напряжения сжатия на этих поверхностях и возможность их пластической деформации. Также малую площадь имеют торцовые поверхности частей лопаток, обеспечивающие осевую фиксацию двух частей центробежного рабочего колеса. В процессе вибрационных и ударных нагрузок, характерных для изделий ракетно-космической техники на участке выведения на орбиту, возможно пластическое деформирование контактирующих участков лопаток, ослабление фиксации частей рабочего колеса (в случае, если фиксация осуществляется прессовой посадкой) и его разрушение.
Лазерная сварка, которой могут быть соединены части рабочего колеса, также весьма ненадежна, как правило, она используется в качестве стопорения, а не самостоятельной передачи усилий и моментов. Качество лазерной сварки на конкретном рабочем колесе невозможно проверить методами неразрушающего контроля, и при незамеченном, например, нарушении режима сварки установленное в изделие рабочее колесо может разрушиться в процессе эксплуатации.
Низкая надежность колеса-прототипа также объясняется трудностью контроля геометрических размеров частей колеса, а именно диаметров и ширин двухступенчатой поверхности вращения вследствие малости измеряемых участков поверхностей. Действительно, если порядок обработки дисков с частями лопаток будет первоначально токарная обработка, после которой можно измерить диаметры и ширины ступеней, то при последующей фрезерной обработке лопаток возможно коробление деталей от сил резания и искажение верных токарных размеров. В случае же первоначального фрезерования лопаток и последующей токарной обработки, будут отсутствовать целые поверхности вращения, которые могут быть надежно проконтролированы калибрами или другими средствами. Измерение же диаметров и ширин по краям лопаток крайне недостоверны. Все вышеописанные факторы приводят к низкой надежности такого центробежного рабочего колеса.
Задачей, решаемой заявленным устройством, является повышение надежности центробежного рабочего колеса и обеспечение достоверности его контроля в производстве.
Технический результат достигается за счет того, что в известном центробежном рабочем колесе, содержащем единый со ступицей ведущий диск, зафиксированный относительно него покрывной диск с центральным входным отверстием и размещенные между ведущим и покрывным диском не менее трех осесимметрично расположенных составных из двух частей лопаток, первые части которых расположены на покрывном диске, а вторые части расположены на ведущем диске и контактируют с внутренней поверхностью покрывного диска, при этом первые части лопаток контактируют со вторыми частями лопаток по соосной дискам поверхности вращения, согласно изобретению наружная поверхность ведущего диска выполнена цилиндрической за одно целое с наружной поверхностью вторых частей лопаток, покрывной диск со стороны, обращенной к ведущему диску, снабжен цилиндрической стенкой, внутренний диаметр которой равен наружному диаметру ведущего диска, и на цилиндрической стенке выполнены осесимметричные замкнутые прорези по числу лопаток, при этом первые части лопаток образованы перемычками в стенке между прорезями и цилиндрическая стенка покрывного диска на участке между своим торцем и прорезями соединена со стенкой ведущего диска штифтами.
На фиг. 1 приведен пример конкретного выполнения центробежного рабочего колеса, вид со стороны покрывного диска, на фиг. 2 - то же, продольный разрез, на фиг. 3 - то же, общий вид центробежного рабочего колеса.
Центробежное рабочее колесо содержит единый со ступицей 1 ведущий диск 2, покрывной диск 3 с центральным входным отверстием 4 и размещенные между ведущим 2 и покрывным 3 диском не менее трех (в данном примере конкретного исполнения четыре) осесимметрично расположенных лопаток 5. Каждая лопатка 5 выполнена составной из двух частей, при этом первая часть 6 каждой лопатки выполнена заодно с покрывным диском 3, а вторая часть 7 каждой лопатки выполнена заодно с ведущим диском 2 и контактирует с внутренней поверхностью покрывного диска. Первые части 6 лопаток 5 контактируют со вторыми частями 7 лопаток 5 по соосной дискам 2 и 3 поверхности вращения 8, а именно - по наружной поверхности ведущего диска 2, которая выполнена цилиндрической за одно целое с наружной поверхностью вторых частей 7 лопаток 5. Покрывной диск 3 со стороны, обращенной к ведущему диску 2, снабжен цилиндрической стенкой 9, внутренний диаметр которой равен наружному диаметру ведущего диска 2. На цилиндрической стенке 9 выполнены осесимметричные замкнутые прорези 10 по числу лопаток 5. Первые части 6 лопаток 5 образованы перемычками 11 в цилиндрической стенке 9 между прорезями 10, т.е. прорези 10 выполнены так, что сечение перемычек 11 выполнено по расчетному профилю лопаток 5 - это легко достижимо при электроэрозионной обработке прорезей 10 электродом соответствующего профиля.
Цилиндрическая стенка 9 покрывного диска 3 на участке между своим торцем 12 и прорезями 11 соединена со стенкой ведущего диска 2 штифтами 13. В данном случае штифты 13 установлены радиально, однако можно их устанавливать и в любом другом направлении, главное, чтобы их оси были перпендикулярны оси центробежного рабочего колеса или пересекались с ней, поскольку при описанной ориентации штифты обеспечивают фиксацию дисков как в осевом, так и угловом направлении, а в случае установки штифтов аксиально (при этом оси штифтов параллельны оси колеса) фиксация дисков в осевом направлении не обеспечивается. Изложенное ограничение вытекает из обычных методов конструирования.
Центробежное рабочее колесо работает следующим образом: при приведении колеса во вращение в среде жидкости жидкость в зазоре между дисками 2 и 3 под воздействием лопаток 5 также приводится во вращение, следствием которого является вытеснение жидкости к наружному диаметру колеса через прорези 10, которые являются продолжением межлопаточного пространства, начинающегося между дисками и вторыми частями 7 лопаток 5, под действием центробежных сил инерции и создание рабочим колесом напора. Высота прорезей 10 выбирается равной высоте вторых частей 7 лопаток 5, измеренной на их наружном диаметре, чтобы избежать внезапного изменения сечения потока перекачиваемой жидкости и, соответственно, гидравлических потерь. Но это вытекает из методов обычного проектирования центробежных рабочих колес. При этом передача вращающего момента покрывному диску 3 от ведущего диска 2 осуществляется штифтами 13. Ими же осуществляется и осевая фиксация покрывного диска 3 к ведущему 2, препятствующая разъединению этих дисков.
Контакт вторых частей 7 лопаток 5 с внутренней поверхностью покрывного диска 3 обеспечивается выполнением отверстий под штифты 13 в положении, когда вторые части 7 поджаты к внутренней поверхности покрывного диска 3 технологическим приспособлением (не показано). Отсутствие же радиального люфта между дисками обеспечивается тем, что внутренний диаметр цилиндрической стенки 9 равен наружному диаметру ведущего диска 2.
В предлагаемом изобретении важно, что количество лопаток не менее 3 - что важно и для прототипа - для обеспечения точной радиальной фиксации при сборке, так и в заявленном техническом решении, так как в случае наличия, например, только 2 лопаток надежное базирование достигается только в одном направлении, а при 3 и более - во всех. Число штифтов может быть любым, большим или равным 2, за счет того, что базирующими поверхностями являются цилиндрические поверхности, при установке двух оппозитных штифтов полностью обеспечивается отсутствие возможных смещений покрывного диска в угловом направлении относительно оси этих штифтов - смещению покрывного диска препятствует упор его внутренней поверхности во вторые части лопаток, которых не менее 3. Поэтому заявляются штифты, т.е. 2 или более.
В результате использования изобретения существенно повышается надежность центробежного рабочего колеса, так как базирование покрывного диска на ведущем обеспечивается по полной цилиндрической поверхности цилиндрической стенки, что повышает точность базирования - в прототипе базирование было по узкой площади участков по числу лопаток - и существенно снижает контактные напряжения на этой поверхности. Установка штифтов позволяет также разгрузить детали от контактных напряжений, поскольку число и диаметр штифтов не ограничены узкой поверхностью, они размещены на полной цилиндрической поверхности цилиндрической стенки на участке между ее торцем 12 и прорезями 10, и прочность штифтового соединения несравненно выше прочности точек лазерной сварки. Также достигается обеспечение достоверности контроля центробежного рабочего колеса в производстве, т. к. базирующие поверхности частей колеса являются полными цилиндрами, что обеспечивает достоверное их измерение и контроль.
Указанные преимущества позволяют рекомендовать заявленное изобретение к использованию в составе систем терморегулирования изделий ракетно-космической техники и в химической промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2427726C2 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2013 |
|
RU2533605C2 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2012 |
|
RU2522134C1 |
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2014 |
|
RU2568358C1 |
| Способ изготовления рабочего колеса малоразмерного центробежного насоса | 2018 |
|
RU2699888C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС РЕГУЛИРУЕМОЙ ПРОИЗВОДИТЕЛЬНОСТИ | 1999 |
|
RU2150029C1 |
| ЦЕНТРОБЕЖНЫЙ ПОГРУЖНОЙ НАСОСНЫЙ АГРЕГАТ | 1992 |
|
RU2030641C1 |
| ЦЕНТРОБЕЖНЫЙ КОМПРЕССОР | 2007 |
|
RU2345252C1 |
| КАНАЛЬНЫЙ ВЕНТИЛЯТОР | 2016 |
|
RU2639241C1 |
| РАБОЧЕЕ КОЛЕСО ОСЕВОГО ВЕНТИЛЯТОРА | 2009 |
|
RU2422681C1 |

Изобретение относится к насосостроению и может быть использовано в составе электронасосных агрегатов систем терморегулирования изделий ракетно-космической техники, а также в химической промышленности. Центробежное рабочее колесо содержит единый со ступицей (1) ведущий диск (2), покрывной диск (3) с входным отверстием (4) и размещенные между дисками (2,3) осесимметрично расположенные лопатки (5). Каждая лопатка (5) выполнена из двух частей (6, 7). Наружная поверхность диска (2) выполнена цилиндрической за одно целое с наружной поверхностью вторых частей (7) лопаток (5). Диск (3) снабжен цилиндрической стенкой (9), внутренний диаметр которой равен наружному диаметру диска (2). На стенке (9) выполнены осесимметричные замкнутые прорези (10) по числу лопаток (5). Первые части (6) лопаток (5) образованы перемычками (11) в стенке (9) между прорезями (10). Стенка (9) между своим торцем (12) и прорезями (10) соединена с диском (2) штифтами (13). Изобретение направлено на повышение надежности колеса и обеспечение достоверности его контроля при производстве. 3 ил.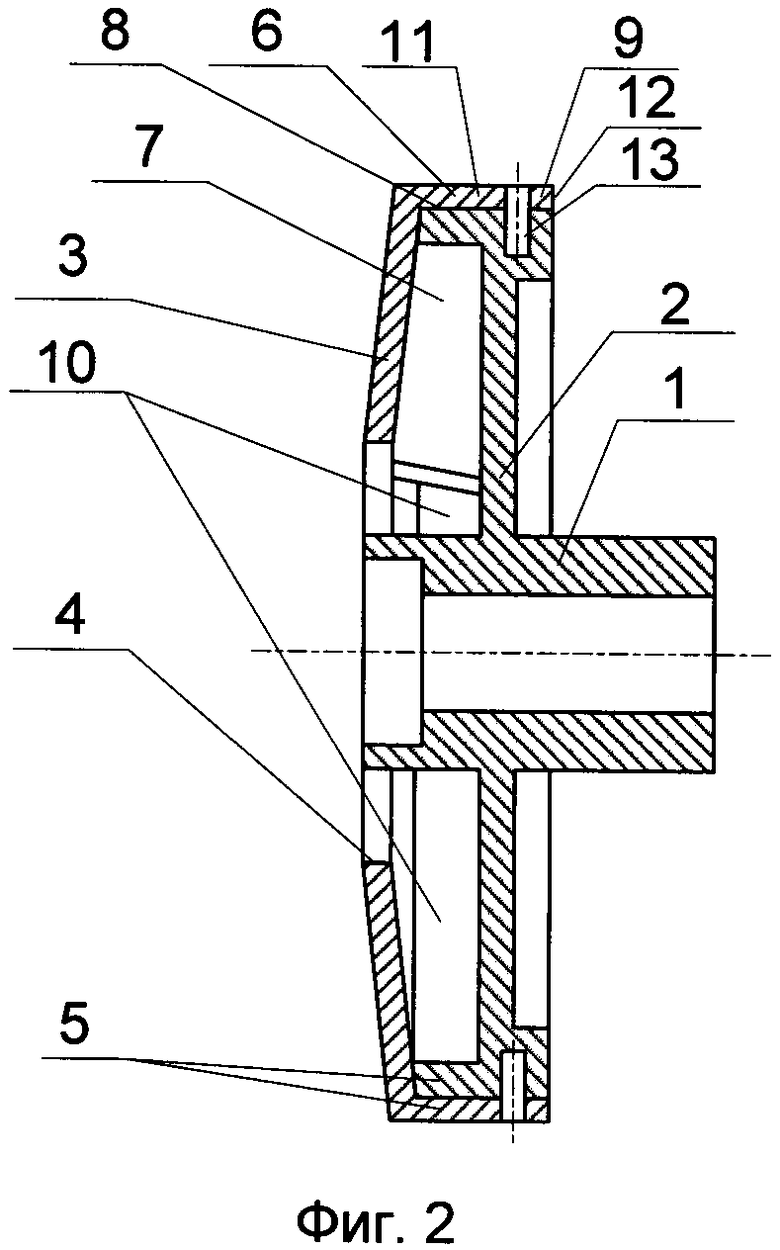
Центробежное рабочее колесо, содержащее единый со ступицей ведущий диск, зафиксированный относительно него покрывной диск с центральным входным отверстием и размещенные между ведущим и покрывным диском не менее трех осесимметрично расположенных составных из двух частей лопаток, первые части которых расположены на покрывном диске, а вторые части расположены на ведущем диске и контактируют с внутренней поверхностью покрывного диска, при этом первые части лопаток контактируют со вторыми частями лопаток по соосной дискам поверхности вращения, отличающееся тем, что наружная поверхность ведущего диска выполнена цилиндрической за одно целое с наружной поверхностью вторых частей лопаток, покрывной диск со стороны, обращенной к ведущему диску, снабжен цилиндрической стенкой, внутренний диаметр которой равен наружному диаметру ведущего диска, и на цилиндрической стенке выполнены осесимметричные замкнутые прорези по числу лопаток, при этом первые части лопаток образованы перемычками в стенке между прорезями, и цилиндрическая стенка покрывного диска на участке между своим торцем и прорезями соединена со стенкой ведущего диска штифтами.
| ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2013 |
|
RU2533605C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| SU 1485719 A1, 30.12.1990 | |||
| US 4706928 A, 17.11.1987 | |||
| УСТАНОВКА И СПОСОБ ПРОИЗВОДСТВА ПРОДУКТОВ НЕФТЕХИМИИ ИЗ БУТАН-БУТЕНОВОЙ ФРАКЦИИ БЕЗ ИСПОЛЬЗОВАНИЯ КАТАЛИЗАТОРА | 2023 |
|
RU2807871C1 |

