[0001] В настоящей заявке испрашивается конвенционный приоритет на основании временной патентной заявки US 61/605,280, поданной 1 марта 2012 г., полное содержание которой вводится здесь ссылкой.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится в целом к защитным оболочкам для удлиненных объектов и, более конкретно, к тканым текстильным оболочкам.
2. ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0003] Удлиненные объекты, такие как провода или жгуты проводов, обычно защищают от механических повреждений и загрязнения надеваемыми текстильными оболочками. Как известно, надеваемые текстильные оболочки обычно состоят из тканого материала. Для формирования необходимой длины оболочки и для предотвращения разлохмачивания материала на концах оболочки обычно используют лазеры, ультразвуковые отрезные устройства и т.п., которые расплавляют материал оболочки в процессе отрезания, в результате чего снижается вероятность разлохмачивания материала оболочки на ее концах. Кроме того, обычно перед отрезанием оболочки на нее наносят химическое покрытие для снижения вероятности разлохмачивания материала на концах оболочки в процессе отрезания. Хотя вышеуказанные способы могут быть эффективными для снижения вероятности разлохмачивания материала на концах оболочки, однако они требуют использования специальных отрезных устройств или процессов, и, соответственно, увеличиваются производственные расходы.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0004] В настоящем изобретении предлагается надеваемая текстильная оболочка, устойчивая к разлохмачиванию концов, для защиты удлиненных объектов. Оболочка имеет удлиненную стенку, содержащую нити основы, проходящие в целом параллельно продольной центральной оси оболочки, и нити утка, проходящие по круговому периметру оболочки. Нити основы и нити утка переплетают друг с другом по некоторой схеме ткацкого переплетения. Нити основы расположены дискретными группами, чередующимися по круговому периметру стенки оболочки с соседними группами, содержащими отличающееся количество нитей основы. В такой конструкции стенка содержит группы с увеличенным количеством нитей основы, которые повышают жесткость оболочки и ее устойчивость к истиранию, а группы с меньшим количеством нитей основы улучшают гибкость оболочки вдоль ее центральной продольной оси. [0005] В соответствии с одним из вариантов изобретения схема ткацкого переплетения нитей может быть схемой полотняного, репсового, саржевого переплетения или схемой переплетения типа "рогожка".
[0006] В соответствии с другим вариантом осуществления изобретения схема ткацкого переплетения нитей может быть схемой полотняного переплетения. В этом случае статическое трение между нитями основы и нитями утка лучше поддерживает их заданные положения внутри стенки в процессе ее резки и эксплуатации оболочки.
[0007] В соответствии с другим вариантом осуществления изобретения каждую нить основы в каждой отдельной группе переплетают с нитями утка по схеме полотняного переплетения, в результате чего дополнительно улучшается удерживание нитей основы и утка в заданных положениях в процессе резки стенки и эксплуатации оболочки.
[0008] В соответствии с другим вариантом осуществления изобретения разные количества нитей основы в соседних группах равны X и Y, причем X больше Y.
[0009] В соответствии с другим вариантом осуществления изобретения нити основы представляют собой моноволокна, которые в результате термостабилизации принимают волнистую или синусоидальную форму, охватывающую нити утка. В этом случае нити основы обеспечивают удерживание нитей утка, в результате чего улучшается удерживание нитей основы и утка в заданных положениях в процессе резки стенки и эксплуатации оболочки.
[0010] В соответствии с другим вариантом осуществления изобретения нити утка представляют собой мультиволокна (пучки волокон). В этом случае улучшается защитная функция оболочки, и мультиволокна утка удерживают моноволокна основы, в результате чего предотвращается их перемещение относительно друг друга в процессе резки стенки и эксплуатации оболочки.
[0011] В соответствии с другим вариантом осуществления изобретения мультиволокна получают с использованием аэродинамического текстурирования.
[0012] В соответствии с другим вариантом осуществления изобретения оболочка имеет противолежащие края, проходящие вдоль центральной продольной оси, причем эти края могут накладываться друг на друга.
[0012] В настоящем изобретении также предлагается способ изготовления надеваемой текстильной оболочки, устойчивой к разлохмачиванию концов, для защиты удлиненных объектов. Способ включает формирование удлиненной стенки путем переплетения нитей основы и нитей утка по некоторой схеме ткацкого переплетения. В способе также используют для переплетения нити основы, расположенные дискретными группами, чередующимися по круговому периметру стенки оболочки с соседними группами, содержащими отличающееся количество нитей основы.
[0014] В соответствии с одним из вариантов изобретения схема ткацкого переплетения может быть схемой полотняного, репсового, саржевого переплетения или схемой переплетения типа "рогожка".
[0015] В соответствии с другим вариантом осуществления изобретения способ включает также переплетение каждой нити основы в каждой отдельной группе с нитями утка по схеме полотняного переплетения.
[0016] В соответствии с другим вариантом осуществления изобретения способ включает также расположение различных количеств нитей основы в соседних группах, содержащих X и Y соответствующих нитей основы, причем X больше Y.
[0017] В соответствии с другим вариантом осуществления изобретения в предлагаемом способе X равно 4 и Y равно 1.
[0018] В соответствии с другим вариантом осуществления изобретения способ включает обеспечение нитей основы в форме моноволокон и осуществление термостабилизации нитей основы для придания им синусоидальной формы.
[0019] В соответствии с другим вариантом осуществления изобретения способ включает осуществление термостабилизации нитей основы с использованием процесса каландрирования после переплетения волокон.
[0020] В соответствии с другим вариантом осуществления изобретения способ включает обеспечение нитей утка в форме мультиволокон.
[0021] В соответствии с другим вариантом осуществления изобретения способ включает обеспечение нитей утка, полученных с использованием аэродинамического текстурирования.
[0022] В соответствии с другим вариантом осуществления изобретения способ включает получение стенки в форме тканого плоского материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0023] Эти и другие аспекты, признаки, достоинства и преимущества настоящего изобретения станут более понятными после ознакомления с нижеприведенным подробным описанием предпочтительных вариантов осуществления изобретения и его наилучшего варианта, с нижеприведенной формулой и прилагаемыми чертежами, на которых показано:
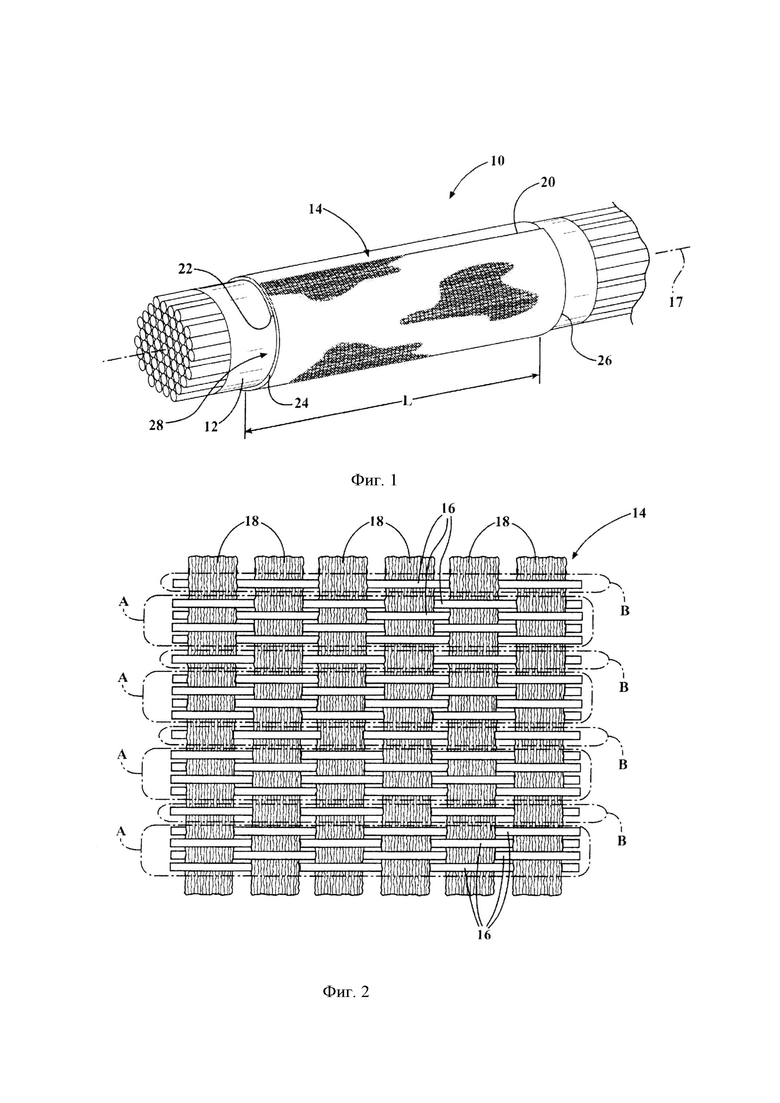
[0024] Фигура 1 - схематический вид в перспективе защитной оболочки, выполненной в соответствии с одним из предпочтительных вариантов, надетой на удлиненный объект.
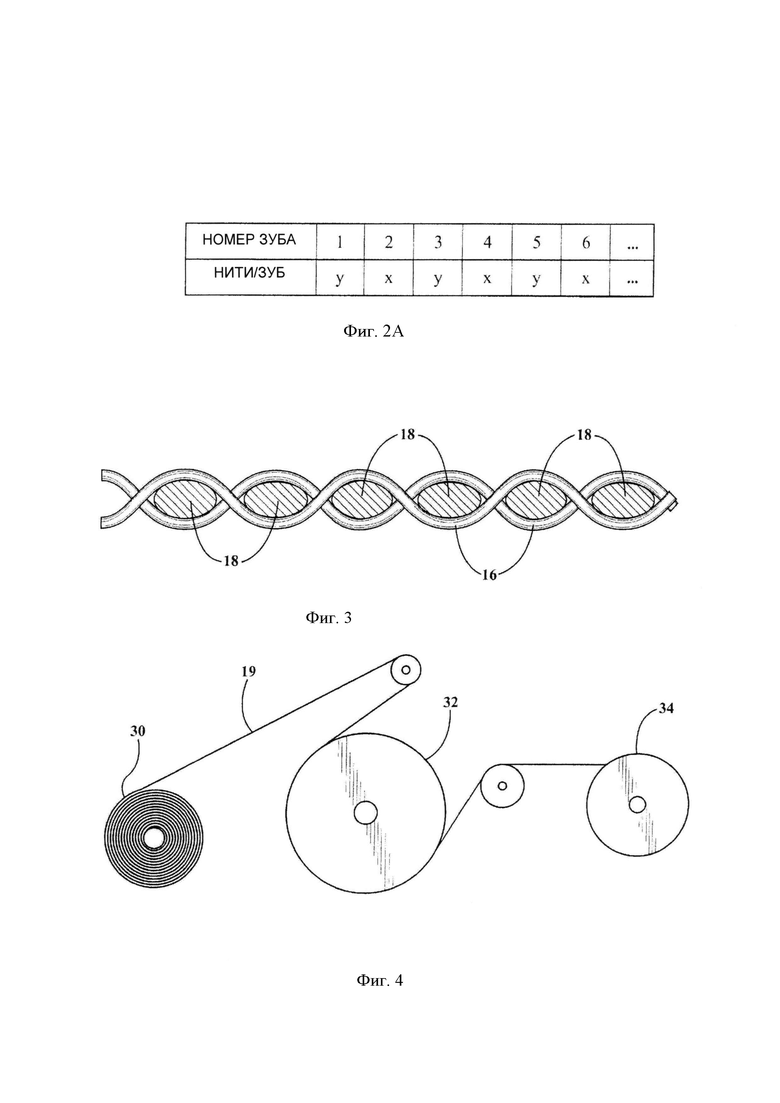
[0025] Фигура 2 - увеличенный частичный вид в плане стенки оболочки, показанной на фигуре 1.
[0026] Фигура 2A - таблица, в которой указано количество нитей основы на один зуб берда для формирования стенки оболочки, показанной на фигуре 1.
[0027] Фигура 3 - вид сбоку нитей основы оболочки, показанной на фигуре 1, после теплового формования.
[0028] Фигура 4 - схема процесса каландрирования, используемого при изготовлении полотна оболочки, показанной на фигуре 1.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0029] На фигуре 1 показана надеваемая текстильная оболочка 10, концы которой не поддаются разлохмачиванию, в соответствии с одним из предпочтительных вариантов осуществления настоящего изобретения. Оболочка 10 особенно подходит для защиты помещенного в нее удлиненного объекта 12, такого как, например, жгут проводов. Оболочка 10 имеет удлиненную стенку 14, содержащую нити 16 основы, проходящие примерно параллельно продольной центральной оси 17 оболочки 10, и нити 18 утка, проходящие поперечно нитям 16 основы по круговому периметру стенки 14. Нити 16 основы и нити 18 утка переплетают, так что они проходят по волнистым траекториям относительно друг друга, и могут формировать, например, полотняное, репсовое, саржевое переплетение или переплетение типа "рогожка". В соответствии с настоящим изобретением нити 16 основы расположены отдельными группами A, B, которые чередуются друг с другом по круговому периметру стенки 14, причем группы A, B содержат разное количество нитей 16 основы: в частности, группа A содержит увеличенное количество нитей 16 основы по сравнению с группой B. Соответственно, соседние группы A, B имеют разные плотности нитей основы, хотя эти группы могут иметь одинаковую или примерно одинаковую ширину по круговому периметру стенки 14. Сравнительно повышенная плотность нитей 16 основы группы A повышает общую плотность материала оболочки 10. Увеличенная плотность обеспечивается за счет того, что сравнительно большое количество нитей 16 основы расположены рядом и соответственно прижаты друг к другу. Результатом сравнительно высокой плотности нитей 16 основы в группах A является повышение устойчивости стенки 14 к разлохмачиванию после ее отрезания, например, после холодного отрезания. Кроме того, сравнительно высокая плотность нитей 16 основы в группах A повышает жесткость и стойкость к истиранию стенки 14. Эти свойства, обусловливаемые повышенной плотностью нитей 16 основы в группах A, являются результатом тесного расположения этих нитей. В то же время сравнительно невысокая плотность нитей 16 основы в группах B улучшает гибкость оболочки 10. Такому улучшению гибкости способствуют зазоры между группами B, имеющими сравнительно невысокую плотность нитей, и соседними группами A, имеющими повышенную плотность нитей.
[0030] Стенка 14 оболочки сначала формируется как плоский лист материала 19, который после переплетения нагревают, когда материал еще имеет плоскую форму, например, с использованием процесса каландрирования (фигура 4). После нагрева и последующего охлаждения осуществляют разрезание плоского материала 19 с использованием холодной резки, хотя может использоваться и горячая резка или резка лазером, для обеспечения необходимой длины L готовой оболочки 10, причем обрезанные концы формируют противолежащие концы 24, 26 оболочки 10. Сотканный материал стенки 14 имеет заданную ширину между противолежащими параллельными или по существу параллельными краями 20, 22, которые проходят в целом параллельно центральной продольной оси 17 между противолежащими концами 24, 26. После отрезания секции материала длиной L, предпочтительно с использованием холодной резки (по соображениям снижения затрат), эту секцию материала сворачивают вокруг оси 17, так чтобы противолежащие края 20, 22 накладывались друг на друга, с формированием центральной полости 28 для введения удлиненных объектов 12.
[0031] Нити 16 основы представляют собой моноволокна, состоящие большей частью или целиком из материала, который можно формовать в горячем состоянии, такого как, например, полиэтилентерефталат или полифениленсульфид (могут использоваться и другие материалы), а нити 18 утка представляют собой сравнительно мягкие объемные мультиволокна (пучки волокон), такие как, например, волокна, получаемые с использованием аэродинамического текстурирования. Мягкость и объемность нитей 18 утка обеспечивают увеличенное трение относительно нитей 16 основы, в результате чего нити 16, 18 основы и утка лучше удерживаются на своих местах, которые они занимают после изготовления материала 19. Рыхлость и плотность нитей 16 основы в группах A и B, соответственно, варьируется путем варьирования количества нитей 16 основы на один зуб берда (в щелях между проволоками берда, через которые проходят нити 16 основы). Например, на фигуре 2 показан тканый материал, в котором на один зуб берда может приходиться одна нить 16 основы, формирующая группы B, в то время как на соседний зуб может приходиться четыре нити 16 основы, формирующие группы A, причем эти конфигурации повторяются, чередуясь, по всему берду. Если зубья имеют одинаковую ширину, а количество нитей основы, приходящихся на соседние зубья берда, различается, то плотность нитей основы для соседних зубьев будет разной, как это уже указывалось выше в отношении разных групп A, B. Конечно, вышеуказанные количества нитей 16 основы в соседних зубьях представляют собой всего лишь иллюстративный пример, и количество нитей основы на один зуб берда может отличаться от вышеуказанных 4 нитей для групп A и 1 нити для групп B. Важным моментом является то, что количество X нитей 16 основы в группах A больше количества Y нитей 16 основы в группах B, так что X больше Y (фигура 2A).
[0032] После получения листа тканого материала его подвергают тепловой обработке (лист нагревают с последующим охлаждением) для размягчения и усадки нитей 16 основы по длине, в результате чего они сжимаются, принимая постоянную синусоидальную форму (фигура 3). При этом тканый материал, такой как материал с полотняным переплетением, после тепловой обработки уплотняется, причем нити 16 основы, прошедшие тепловую обработку, обеспечивают надежное поддержание структуры ткани, в результате чего нити 18 утка удерживаются от расплетания (разваливания) при отрезании и при эксплуатации оболочки 10. В этом случае также предотвращается разлохмачивание (разваливание) нитей 16 основы в процессе и после холодной резки в продольном направлении 17 тканого материала. Нагревание может быть осуществлено с использованием процесса каландрирования, причем полоса тканого материала 19 подается с бобины 30, проходит по поверхности нагретого валка 32, охлаждается и затем наматывается на приемную катушку 34. Конечно, тепловая обработка может осуществляться в непрерывном технологическом процессе вместе с получением тканого материала. Затем после тепловой обработки нитей 16 основы с использованием процесса каландрирования тканый материал разрезают на отдельные секции нужной длины L, например, с использованием холодной резки, которая не требует специальных отрезных устройств, таких как лазеры, ультразвуковые отрезные устройства и т.п., или процессов, которые требуют применения клеящих агентов или других химических веществ, хотя они и могут использоваться, при необходимости. Затем полученные секции могут быть обмотаны вокруг удлиненных объектов 12 для обеспечения их защиты. Для удерживания перекрывающихся краев 20, 22 в неподвижном положении могут использоваться любые подходящие крепежные средства.
[0033] Очевидно, что возможны различные модификации настоящего изобретения, не выходящие за рамки его существа, раскрытого в описании. Поэтому необходимо понимать, что в пределах объема прилагаемой формулы изобретения и любой формулы, которая может быть принята в конечном счете, оно может быть реализовано в таких формах, которые отличаются от описанных выше конкретных вариантов реализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБОЛОЧКА ДЛЯ ЗАЩИТЫ ОТ ЭЛЕКТРОМАГНИТНЫХ ПОМЕХ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2715938C2 |
| ТКАНЬ ПЕРЕВИВОЧНОГО ПЕРЕПЛЕТЕНИЯ, А ТАКЖЕ СПОСОБ И ТКАЦКИЙ СТАНОК ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2347022C1 |
| ТЕКСТИЛЬНАЯ ЧАСТЬ, ЭЛЕМЕНТ ИЗ МНОГОСЛОЙНОГО МАТЕРИАЛА, ИМЕЮЩИЙ ТЕКСТИЛЬНУЮ ЧАСТЬ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2622808C2 |
| Термостойкая ткань из полимерных волокон и изделие, выполненное из этой ткани | 2016 |
|
RU2614002C1 |
| ТЕХНИЧЕСКАЯ ТКАНЬ ПОД ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2001 |
|
RU2202014C2 |
| ЯЧЕИСТАЯ ТКАНЬ ПОД ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2002 |
|
RU2233919C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ НА ТКАЦКОМ СТАНКЕ | 2002 |
|
RU2213818C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ С ПЕРЕМЕННОЙ ПЛОТНОСТЬЮ ПО ОСНОВЕ В ПРОДОЛЬНОМ НАПРАВЛЕНИИ НА ТКАЦКОМ СТАНКЕ | 1995 |
|
RU2127338C1 |
| Платочная ткань | 1982 |
|
SU1035101A1 |
| Ткань | 1989 |
|
SU1730245A1 |
В заявке описана надеваемая текстильная оболочка, устойчивая к разлохмачиванию концов, для защиты удлиненных объектов и способ изготовления такой оболочки. Оболочка имеет удлиненную стенку, содержащую нити основы, проходящие в целом параллельно продольной центральной оси оболочки, и нити утка, проходящие по круговому периметру оболочки. Нити основы и нити утка переплетают друг с другом по некоторой схеме ткацкого переплетения. Нити основы расположены дискретными группами, чередующимися по круговому периметру стенки оболочки с соседними группами, содержащими отличающееся количество нитей основы. В такой конструкции стенка содержит группы с увеличенным количеством нитей основы, которые повышают жесткость оболочки и ее устойчивость к истиранию, а группы с меньшим количеством нитей основы улучшают гибкость оболочки вдоль ее центральной продольной оси. 2 н. и 17 з.п. ф-лы, 4 ил.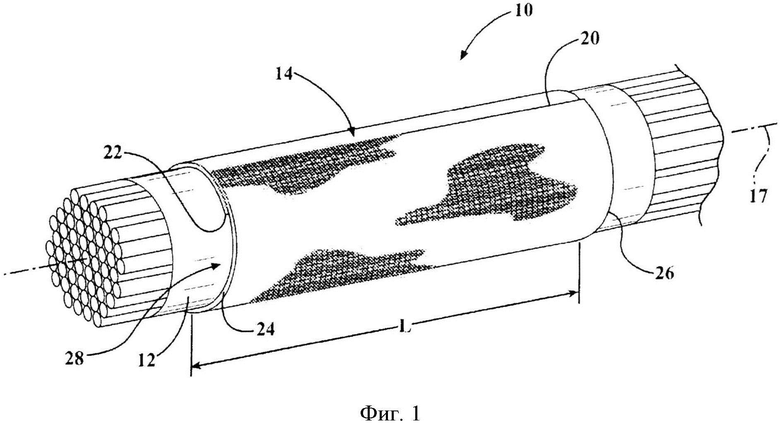
1. Надеваемая текстильная оболочка для защиты удлиненных объектов, содержащая:
удлиненную стенку, содержащую нити основы, проходящие в целом параллельно продольной центральной оси оболочки, и нити утка, проходящие по круговому периметру оболочки, причем нити основы и нити утка переплетены друг с другом по ткацкой схеме; и
нити основы расположены отдельными группами, чередующимися по круговому периметру стенки оболочки с соседними группами, содержащими отличающееся количество нитей основы, причем соседние группы имеют разную плотность нитей основы.
2. Надеваемая текстильная оболочка по п. 1, в которой схема переплетения нитей основы и утка представляет собой полотняное переплетение.
3. Надеваемая текстильная оболочка по п. 2, в которой каждую нить основы отдельных групп переплетают по схеме полотняного переплетения с нитями утка.
4. Надеваемая текстильная оболочка по п. 1, в которой разные количества нитей основы в соседних группах равны X и Y, причем X больше Y.
5. Надеваемая текстильная оболочка по п. 1, в которой X равно 4 и Y равно 1.
6. Надеваемая текстильная оболочка по п. 1, в которой нити основы представляют собой моноволокна, принимающие после термостабилизации синусоидальную форму.
7. Надеваемая текстильная оболочка по п. 6, в которой нити утка представляют собой мультиволокна.
8. Надеваемая текстильная оболочка по п. 7, в которой мультиволокна получают с использованием аэродинамического текстурирования.
9. Надеваемая текстильная оболочка по п. 6, в которой стенка оболочки имеет противолежащие края, проходящие вдоль центральной продольной оси, причем эти края могут накладываться друг на друга.
10. Способ изготовления надеваемой текстильной оболочки для защиты удлиненных объектов, включающий:
формирование удлиненной стенки путем переплетения нитей основы и нитей утка по схеме ткацкого переплетения; и
использование для переплетения нитей основы, расположенных отдельными группами, чередующимися по круговому периметру стенки оболочки с соседними группами, содержащими отличающееся количество нитей основы, причем соседние группы имеют разную плотность нитей основы.
11. Способ по п. 10, включающий также формирование схемы ткацкого переплетения, которая представляет собой полотняное переплетение.
12. Способ по п. 11, включающий также переплетение каждой нити основы в каждой отдельной группе с нитями утка по схеме полотняного переплетения.
13. Способ по п. 10, включающий также расположение различных количеств нитей основы в соседних группах, содержащих X и Y соответствующих нитей основы, причем X больше Y.
14. Способ по п. 13, в котором X равно 4 и Y равно 1.
15. Способ по п. 10, включающий также обеспечение нитей основы в форме моноволокон и осуществление термостабилизации нитей основы для придания им синусоидальной формы.
16. Способ по п. 15, включающий также осуществление термостабилизации нитей основы с использованием процесса каландрирования.
17. Способ по п. 15, включающий также обеспечение нитей утка в форме мультиволокон.
18. Способ по п. 17, включающий также обеспечение нитей утка, полученных с использованием аэродинамического текстурирования.
19. Способ по п. 10, включающий также получение стенки в форме плоского тканого материала.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Установка для калкндрирования текстильного материала | 1975 |
|
SU625428A1 |

