Изобретение относится к трубному производству, в частности к способу производства шестигранной трубы-заготовки размером "под ключ" 257+2-3×6+2/-1×4300+80/-30 мм, для последующего изготовления из них стеллажей для уплотненного хранения и транспортировки (СУХТ) отработанного ядерного топлива.
В СССР и до 2001 г. шестигранные трубы-заготовки размером "под ключ" 257+2/-3×6+2/-1×4300+80/-30 мм производили по технологии: выплавка слитков диаметром 460 мм из низкопластичной стали с содержанием бора 1,3-1,8% (ЧС 82), вакуумно-дуговым (ВД), вакуумно-индукционным (ВИ), вакуумно-индукционным с последующим вакуумно-дуговым переплавом (ИД) и плазменным переплавом (П) с последующей ковкой их в прутки-заготовки диаметром 225-230 мм и механической обработкой-обточкой и порезкой на заготовки размером 215×1850-1950 мм (ЧМЗ г. Челябинск, Россия); транспортировка заготовок на Южно-трубном заводе (ЮТЗ); нагрев до температуры пластичности, прошивка в стане поперечно-винтовой прокатки на ТПА-350 с автоматическим станом в гильзы размером 220×45×2700-2850 мм, охлаждение, ремонт, прошивка на первом стане поперечно-винтовой прокатки в гильзы размером 250×28×3400-3600 мм, прошивка на втором стане в гильзы размером 292×13×5600-5950 мм, прокатка в автоматическом стане в три прохода с обжатиями соответственно 14,3%, 8,3%, 0,5% и калибровка в калибровочном стане в трубы размером 288×11 мм при температуре 850-950°C (г. Никополь, Украина); транспортировка на ЧТПЗ; обточка и расточка в трубы размером 284,75+2/-3×6+2/-1×5250-5750 мм и профилирование в шестигранные трубы-заготовки размером 257+2/-3×6+2/-1×4300+80/-30 мм (ЧТПЗ г. Челябинск). Отчет по НИР «Освоение технологии производства горячекатаных передельных труб большого диаметра из стали ЧС 82 в условиях ТПА 350 «ЮТЗ», Днепропетровск, 1988 г.
Недостатками данной технологии - способа являются межгосударственные перевозки (Челябинск - Никополь - Челябинск), трудоемкая операция ковки слитков диаметром 460 мм в прутки-заготовки диаметром 225-230 мм с последующей обточкой и порезкой на размер 215×1850-1950 мм, большой расходный коэффициент металла при переделе слиток-шестигранная труба-заготовка, равный 6,53 и, как следствие, высокая стоимость передельных труб и готовой продукции (шестигранных труб-заготовок).
Наиболее близким техническим решением являются труба-заготовка, имеющая форму шестигранника с прямыми гранями размером "под ключ" 257+2/-3 мм, с толщиной стенки 6+2/-1 мм, длиной 4300+80/-30 мм и с наружным радиусом закругления граней r = 20 мм, и способ ее изготовления, включающий отливку слитков ЭШП, обточку их в слитки-заготовки размером 460±10×1750±70 мм, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев слитков заготовок до температуры пластичности, прошивку слитков-заготовок в стане поперечно-винтовой прокатки на оправке диаметром 275 мм в гильзы размером 460×вн.290×2490-2950 мм с вытяжками μпр. от 1,48 до 1,62, посадом по диаметру Δ от 0 до 2,13% или подъемом по диаметру δ от 0 до 2,22%, прокатку гильз на ТПУ 8-16ʺ с пилигримовыми станами в передельные трубы размером 290×12×20800-25000, порезку труб пилой горячей резки на трубы кратной длины 10400-12500 мм, правку труб на шестивалковой правильной машине, порезку труб на краты размером 290×12×5200-6250 мм, расточку и обточку в круглые цилиндрические трубы-заготовки размером 284,8+2/-3×6+2/-1×5200-6250 мм и теплое профилирование их в шестигранные трубы-заготовки с плоскими гранями размером "под ключ" 257+2/-3×6+2/-1×4300+80/-30 мм (ТУ14-1-4599-89. "Заготовка трубная из стали марок 04Х14ТЗР1Ф-ВИ (ЧС82-ВИ), 04Х14Т3Р1Ф-ПТ (ЧС82-ПТ), 04Х14Т3Р1Ф-ПШ (ЧС82-ПШ). ТУ14-3-1630-88 «Трубы стальные бесшовные холоднодеформированные шестигранные»).
Одним из основных недостатков данного способа является то, что он разработан и обоснован для изготовления стеллажей уплотненного хранения топлива АЭС с реакторами типа ВВЭР-1000 на основе дистанцированных между собой и размещенных в треугольной решетке шестигранных труб-заготовок из стали с содержанием бора от 1,3 до 1,8% для тепловыделяющих сборок (ТВС), использовавшихся в 90-х годах с обогащением топлива до 4,4%. Проводимое совершенствование топливных циклов и самих ТВС приводит к росту обогащения топлива и повышению их ураноемкости. Эти обстоятельства приводят к необходимости совершенствования средств обращения топлива, в первую очередь стеллажей (СУХТ) в бассейнах выдержки.
Шестигранные трубы-заготовки являются матрицей для надежной фиксации поглотителя (изотоп бора-10) и представляют собой комбинированную "ловушку" нейтронов, в которой происходит замедление быстрых нейтронов в зазоре между бористыми трубами с последующим их поглощением, что позволяет обеспечить поглощение тепловых нейтронов в непосредственной близости от ТВС.
Для атомной промышленности с целью обеспечения ядерной безопасности при хранении и транспортировки тепловыделяющих сборок (ТВС) с повышенным обогащением и ураноемкостью в стеллажах уплотненного хранения топлива (СУХТ) необходимо использовать шестигранные трубы-заготовки с повышенным содержанием бора до 3,0% или новые виды шестигранных труб с более точными геометрическими размерами. Однако, разработка новых технологий производства шестигранных труб-заготовок с более точными (расчетными) геометрическими размерами требует значительных средств и времени.
Задачей предложенной шестигранной трубы-заготовки из стали с содержанием бора от 1,3 до 3,0% для производства стеллажей для уплотненного хранения тепловыделяющих сборок с повышенным обогащением и ураноемкостью и способа ее изготовления является разработка шестигранных труб-заготовок, обеспечивающих ядерную безопасность в стеллажах уплотненного хранения топлива (СУХТ с Kэфф<0,95) при использовании нового вида топлива, включая смешанное ураноплутониевое, без потери вместимости СУХТ в рамках реализованной в настоящее время технологии производства шестигранных труб-заготовок без дополнительных капитальных вложений.
Коэффициент размножения нейтронов Kэфф в стеллажах СУХТ имеет прямую зависимость от геометрических характеристик шестигранных труб-заготовок.
Технический результат достигается тем, что труба-заготовка из стали с содержанием бора от 1,3 до 3,0% выполнена в виде шестигранника с плоскими гранями размером "под ключ" 257+2/-3 мм, радиусом закругления граней по наружной поверхности r = 20 мм, с толщиной стенки S=6+2/-1 мм и длиной L=4300+80/-30 мм, грани выполнены с прогибом во внутрь радиусом R=982 мм, а величина прогиба по центру граней δ=2,0-2,5 мм и определяется из выражения  где B - размер "под ключ" шестигранной трубы-заготовки по плоским граням, мм; S - толщина стенки шестигранной трубы-заготовки, мм; B1 - размер "под ключ" проходного калибра, мм.
где B - размер "под ключ" шестигранной трубы-заготовки по плоским граням, мм; S - толщина стенки шестигранной трубы-заготовки, мм; B1 - размер "под ключ" проходного калибра, мм.
Способ изготовления шестигранных труб-заготовок из стали с содержанием бора от 1,3 до 3,0% для производства стеллажей для уплотненного хранения тепловыделяющих сборок новых модификаций с повышенным обогащением и ураноемкостью включает изготовление передельных горячекатаных труб-плетей размером 290×12×21000-27000 мм, порезку труб-плетей на трубы-заготовки размером 290×12×5250-5400 мм, расточку и обточку в круглые цилиндрические трубы-заготовки размером 284,8+2/-3×6+2/-1×5200-5400 мм, ультразвуковой контроль, сверление отверстий на одном из концов под шкворень тянущей цепи, покрытие труб солевой смазкой, теплое профилирование в четырех валковом калибре, бочки вертикальных валков для калибровки четырех граней шестигранника выполнены в форме треугольника с плоскими гранями, а бочки горизонтальных валков для калибровки двух граней выполнены виде цилиндров с плоскими гранями, обезжиривание, термическую обработку, контроль общей кривизны граней по длине (стрелы прогиба), разметку и подрезку шестигранных труб-заготовок на мерную длину, отбор темплетов для контроля механических свойств, контроль геометрических размеров шестигранных труб-заготовок с последующим контролем на проходимость калибром, осветление, приемку, маркировку и упаковку, профилирование производят в валках, бочки которых выполнены радиусом R=982 мм с диаметрами по центру на 4-5 мм больше диаметров по краям.
Именно заявляемая шестигранная труба-заготовка обеспечивает согласно способу ее изготовления производство шестигранных труб-заготовок из стали с содержанием бора от 1,3 до 3,0% для производства стеллажей для уплотненного хранения тепловыделяющих сборок новых модификаций с повышенным обогащением и ураноемкостью, обеспечивает ядерную безопасность в стеллажах уплотненного хранения топлива (СУХТ с Kэфф<0,95) при использовании нового вида топлива, включая смешанное ураноплутониевое, без потери вместимости СУХТ в рамках реализованной в настоящее время технологии производства шестигранных труб-заготовок без дополнительных капитальных вложений и тем самым достижение цели изобретения. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявляемых технических решений с прототипом позволило установить соответствие их критерию «изобретательский уровень».
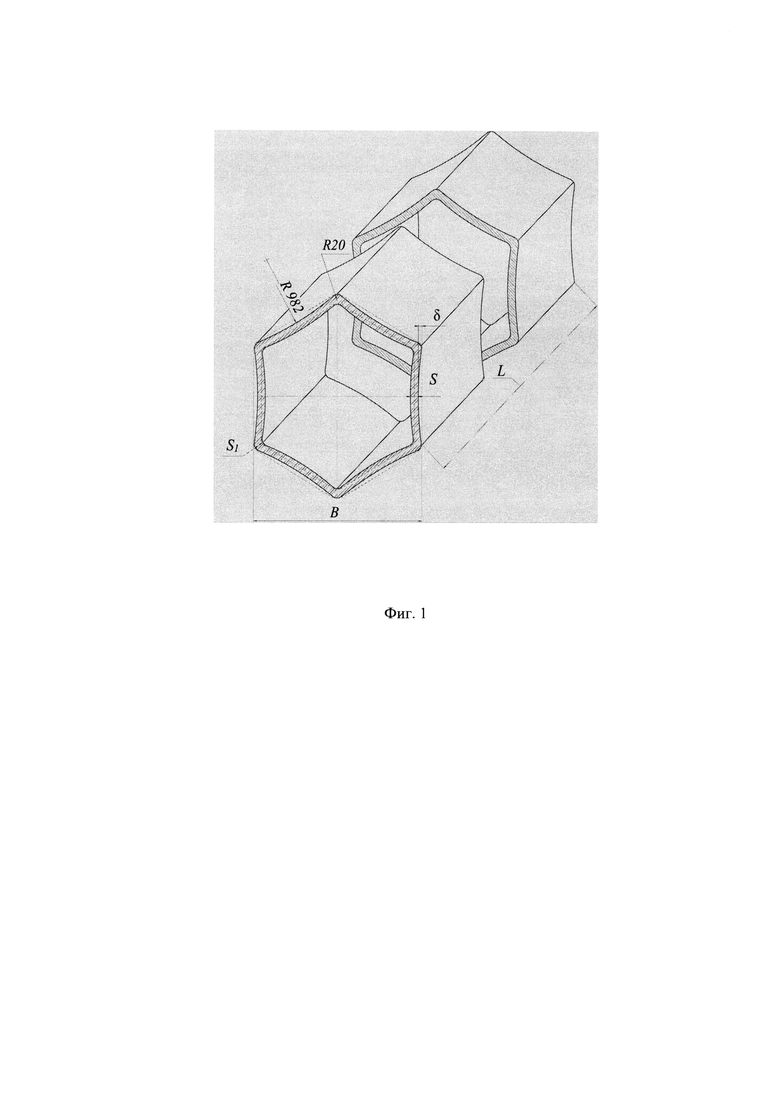
Шестигранная труба-заготовка из стали с содержанием бора от 1,3 до 3,0% для производства стеллажей для уплотненного хранения тепловыделяющих сборок новых модификаций с повышенным обогащением и ураноемкостью приведена на фиг. 1.
Шестигранная труба-заготовка содержит: B=257+2/-3 - поперечное сечение "под-ключ" по граням, мм; S=6+2/-1 - толщина стенки граней, мм; S1=6+2,5/-1 - толщина стенки в вершинах ребер, мм; R=982 - радиус прогиба полок, мм; δ=2-2,5 - величина прогиба по центру полок, мм; L=4300+80/-30 - длина шестигранной трубы-заготовки, мм.
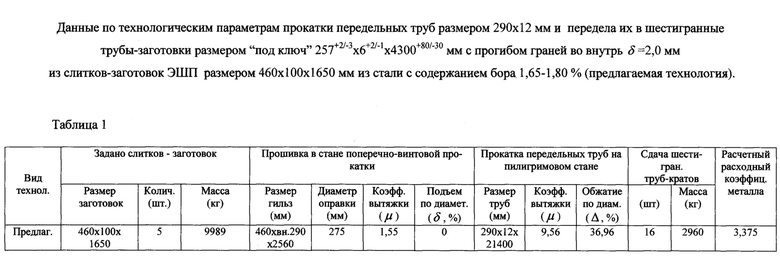
Способ был осуществлен на ОАО «Златоустовский металлургический завод» при производстве слитков-заготовок ЭШП размером 460×1650 мм. В слитках-заготовках ЭШП размером 460×1650 мм на ОАО «Челябинский трубопрокатный завод» были просверлены центральные отверстия диаметром 100±5 мм. В производство были заданы 5 слитков-заготовок ЭШП с содержанием бора от 1,65 до 1,80%. По существующей технологии слитки-заготовки ЭШП размером 460×100×1650 мм общей массой 19970 кг были нагреты в методической печи до температуры 1080-1090°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 275 мм с коэффициентом вытяжки μ=1,55 в гильзы размером 460×вн.290×2560 мм, которые были прокатаны на пилигримовом стане на дорнах диаметром 364/265 мм в передельные трубы размером 290×12×21400 мм. Трубы пилой горячей резки были порезаны на трубы кратной длины размером 290×12×10700 мм. Десять труб порезаны на трубы кратной длины размером 290×12×5350 мм, а затем расточены и обточены в цилиндрические трубы-заготовки размером 284,8×6×5350 мм. После ультразвукового контроля три трубы были забракованы по дефектам проката (наружные и внутренние плены, выводящие толщину стенки за пределы минусового поля допуска, т.е. стенка менее 5,0 мм). На профилирование заданы 17 труб-заготовок. Профилирование производили в валках, поверхности бочек которых были выполнены радиусом R=982 мм, а величины диаметров по центру бочек валков на 4,0 мм превышали значения диаметров по краям. Одна шестигранная труба-заготовка забракована по дефекту на наружной поверхности, выводящему толщину стенки за пределы минусового допуска. Сдано 16 шестигранных труб-заготовок общей массой 2960 кг, имеющих прогиб по центру граней δ=2,0 мм. Расходный коэффициент металла по шестигранным трубам-заготовкам составил 3,375. Шестигранные трубы-заготовки прошли калибровку проходным калибром размером "под ключ" 236,7 мм и приняты в соответствии с ТУ 13-3-1630-89. Данные по технологическим параметрам прокатки передельных труб размером 290×12 мм и передела их в шестигранные трубы-заготовки размером "под ключ" 257+2/-3×6+2/-1×4300+80/-30 мм с прогибом граней внутрь на величину δ=2,0 мм из слитков-заготовок ЭШП размером 460×100×1650 мм из стали с содержанием бора 1,65-1,80% (предлагаемая технология) приведены в таблице 1.
Сравнительную прокатку по существующей технологии не производили, т.к. она отличается только конечной операцией, т.е. профилированием. Трубы-заготовки отгружены заказчику для входного контроля на нейтронную просветку и изготовление стеллажей.
Таким образом, по результатам производства опытно-промышленной партии шестигранных труб-заготовок размером "под ключ" 257+2/-3×6+2/-1×4300+80/-30 мм с прогибом внутрь граней на величину δ=2,0 мм для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,65 до 1,85% видно, что расходный коэффициент металла при переделе слиток-заготовка ЭШП-шестигранная труба-заготовка находится на уровне производства промышленных партий по существующей технологии. Это так и должно быть, т.к. эти технологии отличаются только последней операцией, т.е. способом профилирования цилиндрических труб в шестигранные трубы-заготовки.
Использование шестигранных труб-заготовок из стали с содержанием бора от 1,3 до 3,0% и способа их изготовления для производства стеллажей уплотненного хранения тепловыделяющих сборок с повышенным обогащением и ураноемкостью позволит обеспечить ядерную безопасность при использовании новых видов топлива без потери вместимости стеллажей и без дополнительных капитальных вложений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2/-3&αχυτε;6+2/-1&αχυτε;4300+80/-30 ММ ИЗ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,0% ДЛЯ ТРАНСПОРТИРОВКИ И УПЛОТНЕННОГО ХРАНЕНИЯ В СТЕЛЛАЖАХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК НОВЫХ МОДИФИКАЦИЙ С ПОВЫШЕННЫМ ОБОГАЩЕНИЕМ И УРАНОЕМКОСТЬЮ&αχυτε; | 2015 |
|
RU2618286C2 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ СТЕЛЛАЖЕЙ БАССЕЙНОВ ВЫДЕРЖКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА НА АЭС | 2013 |
|
RU2550032C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5% | 2013 |
|
RU2541212C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ - ЗАГОТОВОК ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % | 2013 |
|
RU2536023C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5,0+1,5/-1,0×4300+80/-30 мм | 2013 |
|
RU2547760C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2542054C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % | 2013 |
|
RU2541213C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 292×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14ТЗР1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2550033C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
Изобретение относится к шестигранной трубе из стали с содержанием бора от 1,3 до 3,0%. Поперечное сечение трубы выполнено в виде шестигранника с плоскими гранями размером "под ключ" 257+2/-3 мм, радиусом закругления граней по наружной поверхности r=20 мм, с толщиной стенки S=6+2/-1 мм и длиной L=4300+80/-30 мм. Упомянутые грани выполнены с прогибом во внутрь радиусом R=982 мм, а величина прогиба по центру граней δ=2,0-2,5 мм и определяется из выражения
 где В - размер "под ключ" шестигранной трубы-заготовки по плоским граням, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер "под ключ" проходного калибра, мм. В результате расширяются технологические возможности. 2 н.п. ф-лы, 1 ил., 1 табл.
где В - размер "под ключ" шестигранной трубы-заготовки по плоским граням, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер "под ключ" проходного калибра, мм. В результате расширяются технологические возможности. 2 н.п. ф-лы, 1 ил., 1 табл.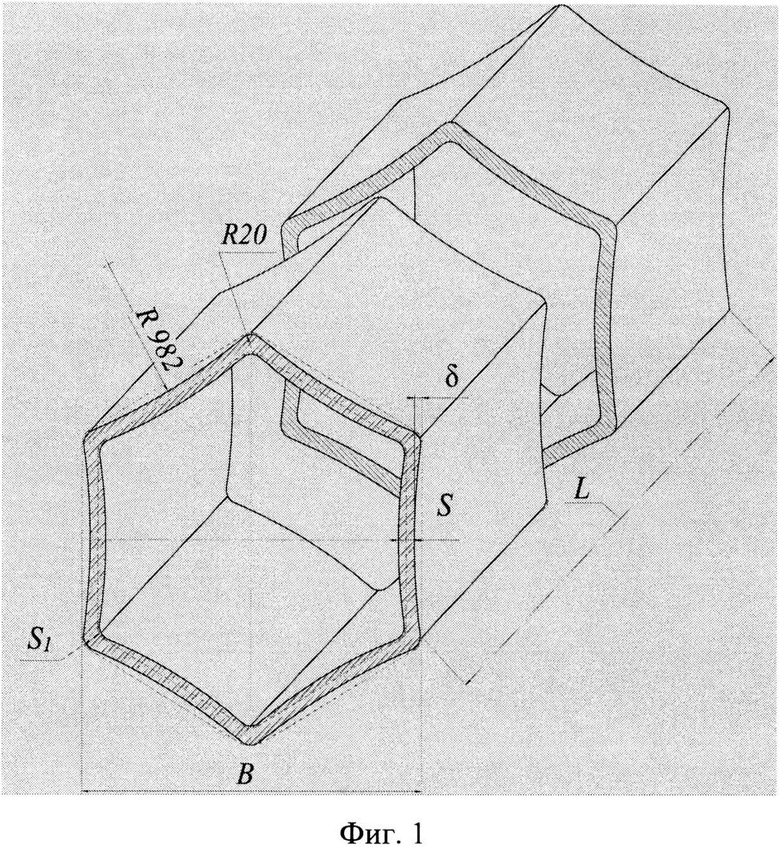
1. Шестигранная труба-заготовка из стали с содержанием бора от 1,3 до 3,0%, поперечное сечение которой выполнено в виде шестигранника с плоскими гранями размером "под ключ" 257+2/-3 мм, радиусом закругления граней по наружной поверхности г=20 мм, с толщиной стенки S=6+2/-1 мм и длиной L=4300+80/-30 мм, отличающаяся тем, что грани выполнены с прогибом во внутрь радиусом R=982 мм, а величина прогиба по центру граней δ=2,0-2,5 мм и определяется из выражения
где В - размер "под ключ" шестигранной трубы-заготовки по плоским граням, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер "под ключ" проходного калибра, мм.
2. Способ изготовления шестигранных труб-заготовок из стали с содержанием бора от 1,3 до 3,0%, имеющих поперечное сечение, выполненное в виде шестигранника с плоскими гранями размером "под ключ" 257+2/-3 мм, радиусом закругления граней по наружной поверхности r=20 мм, с толщиной стенки S=6+2/-1 мм и длиной L=4300+80/-30 мм, включающий изготовление передельных горячекатаных труб-плетей размером 290×12×21000-27000 мм, порезку труб-плетей на трубы-заготовки размером 290×12×5250-5400 мм, расточку и обточку в круглые цилиндрические трубы-заготовки размером 284,8+2/-3×6+2/-1×5200-5400 мм, ультразвуковой контроль, сверление отверстий на одном из концов под шкворень тянущей цепи, покрытие труб солевой смазкой, теплое профилирование в четырехвалковом калибре, при котором используют бочки вертикальных валков для калибровки четырех граней шестигранника, выполненные в форме треугольника с плоскими гранями, и бочки горизонтальных валков для калибровки двух граней, выполненные виде цилиндров с плоскими гранями, обезжиривание, термическую обработку, контроль общей кривизны граней по длине стрелы прогиба, разметку и подрезку шестигранных труб-заготовок на мерную длину, отбор темплетов для контроля механических свойств, контроль геометрических размеров шестигранных труб-заготовок с последующей калибровкой, осветление, приемку, маркировку и упаковку, причем профилирование производят в валках, бочки которых выполнены радиусом R=982 мм и с диаметрами по центру на 4-5 мм больше диаметров по краям.
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2334571C2 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| Эжектор | 1989 |
|
SU1707280A1 |

