Изобретение относится к трубному производству, в частности к способу производства на ТПУ 8-16ʺ с пилигримовыми станами передельных горячекатаных труб-плетей размером 290×12×21000-27000 мм, порезки труб-плетей на трубы-краты длиной 5250-5400 мм, расточки и обточки на установке со следящей системой в передельные горячекатаные механически обработанные трубы-заготовки размером 284,8+2/-3×6+2/-1×5250-5400 мм и теплое профилирование на валковом профилировочном стане в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм, для последующего изготовления из них стеллажей для уплотненного хранения и транспортировки отработанного ядерного топлива (СУХТ), и может быть использовано на ТПУ 8-16ʺ с пилигримовыми станами и на профилировочном стане «400» ОАО «ЧТПЗ».
В трубной промышленности известен способ производства передельных труб размером 290×12 мм из слитков-заготовок ЭШП низкопластичной стали с содержанием бора 1,3-1,8% (Патент РФ №2255820, кл. В21В 21/00, В21В 21/04, 27.14.2005, бюл. №19), включающий отливку слитков ЭШП диаметром 470-480 мм, обточку слитков в слитки-заготовки диаметром 460-470 мм, сверление сквозного отверстия диаметром 100±5 мм, выдержку при температуре 450-500°C на колосниках методической печи без кантовки в течение 90-120 мин, нагрев до температуры 800-850°C со скоростью 1,8-2,0°C в минуту, затем нагрев до температуры пластичности 1060-1090°C со скоростью 2,1-2,2°C в минуту с кантовкой через 15-20 минут и выдержку при данной температуре в течение 70-80 минут с кантовкой на угол ≈180° через 10-15 минут, подачу внутрь слитков-заготовок смазки в виде графита с поваренной солью (50/50) % массой 300-500 г, прошивку с вытяжкой μ=1,6-1,75 без подъема по диаметру, снижение скорости вращения валков при прошивке с 40-45 оборотов в минуту при заполнении очага деформации, от захвата слитка-заготовки валками до полного нахождения гильзы на оправку, на 20-25% - 25-30 оборотов в минуту, прокатку гильз на пилигримовом стане в передельные трубы с вытяжкой μ=9,0-10,5 и обжатием по диаметру 35-40%, затравку и докатку-обкатку пилигримовой головки с вытяжкой μ=7,5-8,5, равной 0,8-0,85 от величины вытяжки установившегося процесса прокатки, снижение вытяжки при затравке на длине 1,0-1,1, а при докатке пилигримовой головки на длине 0,3-0,5, пути отката подающего аппарата, за счет разведения валков пилигримового стана.
Одним из основных недостатков данного способа является то, что он разработан и обоснован для изготовления стеллажей уплотненного хранения топлива АЭС с реакторами типа ВВЭР-1000 на основе дистанцированных между собой и размещенных в треугольной решетке шестигранных труб-заготовок из стали с содержанием бора от 1,3 до 1,8% для тепловыделяющих сборок (ТВС), использовавшихся в 90-х годах с обогащением топлива до 4,4%. Проводимое совершенствование топливных циклов и самих ТВС приводит к росту обогащения топлива и повышению их ураноемкости. Эти обстоятельства приводят к необходимости совершенствования средств обращения топлива, в первую очередь стеллажей бассейнов выдержки (СУХТ).
Шестигранные трубы-заготовки являются матрицей для надежной фиксации поглотителя (изотоп бора-10) и представляют собой комбинированную «ловушку» нейтронов, позволяющую обеспечить размещение ТВС с минимально возможным шагом. Данная конструкция позволяет оптимальным образом обеспечить поглощение тепловых нейтронов в непосредственной близости от ТВС, замедление быстрых нейтронов в зазоре между бористыми трубами с последующим поглощением.
В трубном производстве известен способ производства передельных труб из низкопластичной стали с содержанием бора 1,3-1,8%, включающий отливку электрошлаковым переплавом полых слитков размером 480-490×вн.270×2300-2500 мм, расточку и обточку до удаления раковин и следов флюса в полые слитки-заготовки размером 470-480×вн.280×2300-2500 мм с чистотой поверхности Rz≤40 мкм, на концах которых, соответствующих донным концам полых слитков-заготовок ЭШП, выполнены с наружной поверхности конуса на длине L=(1,5-2,0)Sз с толщиной притупления h=(5,0-6,0)Sт, где Sт - толщина стенки передельных труб, мм; Sз - толщина стенки полых слитков-заготовок электрошлакового переплава, мм; h - толщина притупления стенки полых слитков-заготовок электрошлакового переплава, мм, нагрев слитков-заготовок до температуры 1040-1060°C и прокатку их на пилигримовом стане в передельных горячекатаных трубах размером 290×12×22000-23000 мм на дорнах диаметром 264/265 мм с вытяжкой μ=10,7-11,4, отрезку пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, теплую правку на шестивалковой правильной машине с использованием температуры прокатного нагрева и отгрузку передельных труб в цех №5 для выполнения всех последующих операций по технологическому процессу передела горячекатаных труб в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм (Патент РФ №2297893, кл. В21В 21/00, 27.04.2007).
Данный способ производства шестигранных труб-заготовок направлен на исключение из технологического процесса дефектообразующей операции прошивки слитков-заготовок в стане поперечно-винтовой прокатки и снижения дефектов при затравке полых слитков-заготовок.
Недостатками данного способа производства шестигранных труб-заготовок, как и выше приведенного аналога, является то, что шестигранные трубы-заготовки с содержанием бора 1,3-1,8% не являются оптимальными по геометрии и не позволяют обеспечить критерий ядерной безопасности Kэфф.<0,95 (критерий безопасности - эффективный коэффициент размножения нейтронов должен быть Kэфф.<0,95 в соответствии с требованиями нормативного документа НП-061-05) для новых видов ТВС, и то, что стоимость полого слитка-заготовки ЭШП значительно дороже сверленого слитка-заготовки. Для новых видов ТВС (к настоящему времени обогащение используемого топлива в реакторах ВВЭР-1000 возросло до 5,0%, а ураноемкость ТВС увеличилась на 20%, уменьшилось количество конструкционных материалов в ТВС, уменьшилось содержание гафния в оболочках ТВЭЛ) требуется использовать более совершенные по геометрии шестигранные трубы в СУХТ или повышать содержание бора в них.
Коэффициент размножения нейтронов Kэфф. в стеллажах СУХТ имеет сильную зависимость от геометрических характеристик шестигранных труб-заготовок.
Наиболее близким техническим решением (прототипом) является способ производства шестигранных труб-заготовок для уплотненного хранения и транспортировки отработанного ядерного топлива из низкопластичной стали с содержанием бора от 1,3 до 3,5% размером «под ключ» 257+2/-3×6+2/-1×10500-11000 мм, отличающийся тем, что шестигранные трубы-заготовки производят из полых слитков-заготовок ЭШП размером 500×вн.330×2750±50 мм, которые садят на колосники методической печи при температуре в третьей зоне 800-850°С, выдерживают без кантовки в течение 45-60 минут и нагревают до температуры 550-600°С, кантуют на одно окно через 20-22 минуты, в процессе кантовки с 22-го по 7-е окно слитки-заготовки равномерно нагревают до температуры 1080-1100°C с равномерной кантовкой с 7-го на 4-е окно через 15-17 минут, с 4-го окна слитки-заготовки кантуют на яму и выдают из печи на слитковую тележку с температурой центра 1080-1100°C, продувают сжатым воздухом, внутрь подают смазку в виде смеси графита с поваренной солью в процентном соотношении (50/50) массой 800-1000 г, транспортируют на входную сторону пилигримового стана и прокатывают в передельные горячекатаные трубы-плети размером 325×12×22400-23300 мм, передельные горячекатаные трубы-плети разрезают пилой горячей резки на трубы-краты длиной 7450-7750 мм, растачивают и обтачивают в передельные трубы-краты размером 321×8×7450-7750 мм с чистотой поверхности Rz≤30 мкм, трубы-краты размером 321×8×7450-7750 мм нагревают в индукторе до температуры 200-250°C и перекатывают на стане ХПТ 450 в передельные трубы размером 284,8×6×10500-11000 мм, производят ультразвуковой контроль, профилируют в шестигранные трубы-заготовки и разрезают в трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм с выполнением всех последующих операций по технологическому процессу.
Недостатком данного способа является то, что производство шестигранных труб-заготовок размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм производят из полых слитков-заготовок ЭШП, стоимость которых значительно выше стоимости сплошных слитков-заготовок и то, что это приводит к повышенному расходу бора и снижению пластических свойств, а следовательно, к повышенному расходному коэффициенту при переделе полый слиток-заготовка ЭШП - передельная горячекатаная труба - шестигранная труба-заготовка.
Для атомной промышленности с целью обеспечения ядерной безопасности при хранении и транспортировки тепловыделяющих сборок (ТВС) новых модификаций с повышенным обогащением и ураноемкостью в стеллажах уплотненного хранения топлива (СУХТ) необходимо использовать шестигранные трубы-заготовки с повышенным содержанием бора до 3,0% или новые виды шестигранных труб с более жесткими геометрическими размерами. Однако разработка новых технологий производства шестигранных труб-заготовок с более жесткими геометрическими размерами требует значительных средств и времени.
Задачей предложенного способа является разработка шестигранных труб-заготовок, обеспечивающих ядерную безопасность в стеллажах уплотненного хранения топлива (СУХТ с Kэфф.<0,95) при использовании нового вида топлива, включая смешанное уран-плутониевое, без потери вместимости СУХТ в рамках реализованной в настоящее время технологии производства шестигранных труб-заготовок без дополнительных капитальных вложений.
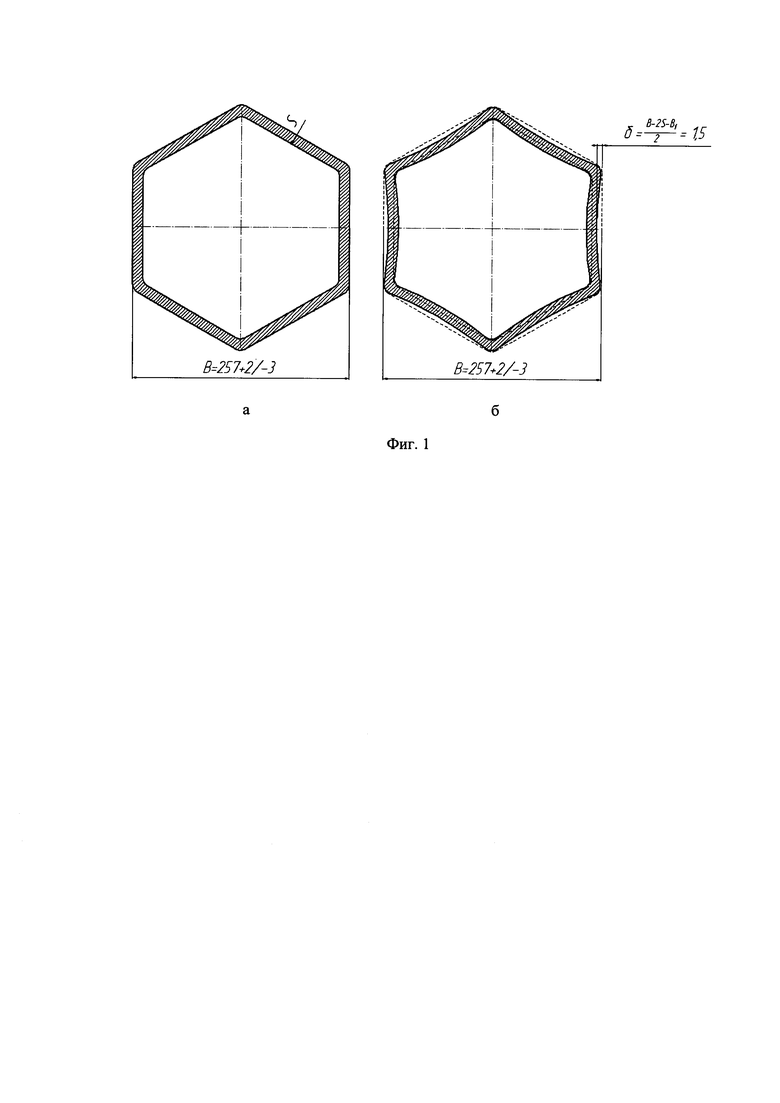
Технический результат достигается тем, что в известном способе производства шестигранных труб-заготовок размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм из стали с содержанием бора от 1,3 до 3,0%, предназначенных для транспортировки и уплотненного хранения в стеллажах тепловыделяющих сборок модификаций с повышенным обогащением топлива и ураноемкостью, характеризующимся тем, что осуществляют отливку сплошных слитков электрошлаковым переплавом, механическую обработку сплошных слитков в слитки-заготовки со сверлением в них центрального отверстия диаметром 100±5 мм, нагрев сверленых слитков-заготовок до температуры пластичности, прошивку сверленых слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на ТПУ с пилигримовыми станами в передельные трубы, порезку труб на трубные заготовки-краты размером 290×12×5250-5400 мм, расточку и обточку труб-кратов в круглые передельные трубы размером 284,8+2/-3×6+2/-1×5250-5500 мм и теплое профилирование их в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм, при этом профилирование шестигранных труб-заготовок осуществляют с обеспечением прогиба граней вовнутрь, величину которого определяют из выражения:  где В - размер «под ключ» шестигранной трубы-заготовки, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер «под ключ» проходного калибра, мм, а также тем, что осуществляют отливку полых слитков электрошлаковым переплавом, механическую обработку полых слитков в слитки-заготовки, нагрев полых слитков-заготовок до температуры пластичности, прокатку полых слитков-заготовок на ТПУ с пилигримовыми станами в передельные трубы, порезку труб на трубные заготовки-краты размером 290×12×5250-5400 мм, расточку и обточку труб-кратов в круглые передельные трубы размером 284,8+2/-3×6+2/-1×5250-5500 мм и теплое профилирование их в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм, при этом профилирование шестигранных труб-заготовок осуществляют с обеспечением прогиба граней вовнутрь, величину которого определяют из выражения: где В - размер «под ключ» шестигранной трубы-заготовки, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер «под ключ» проходного калибра, мм.
где В - размер «под ключ» шестигранной трубы-заготовки, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер «под ключ» проходного калибра, мм, а также тем, что осуществляют отливку полых слитков электрошлаковым переплавом, механическую обработку полых слитков в слитки-заготовки, нагрев полых слитков-заготовок до температуры пластичности, прокатку полых слитков-заготовок на ТПУ с пилигримовыми станами в передельные трубы, порезку труб на трубные заготовки-краты размером 290×12×5250-5400 мм, расточку и обточку труб-кратов в круглые передельные трубы размером 284,8+2/-3×6+2/-1×5250-5500 мм и теплое профилирование их в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм, при этом профилирование шестигранных труб-заготовок осуществляют с обеспечением прогиба граней вовнутрь, величину которого определяют из выражения: где В - размер «под ключ» шестигранной трубы-заготовки, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер «под ключ» проходного калибра, мм.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства шестигранных труб-заготовок размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм из стали с содержанием бора от 1,3 до 3,0% для транспортировки и уплотненного хранения в стеллажах тепловыделяющих сборок новых модификаций с повышенным обогащением и ураноемкостью, отличается то известного тем, что профилирование шестигранных труб-заготовок осуществляют с прогибом граней во внутрь, значение которого определяют из выражения:  где В - размер «под ключ» шестигранной трубы-заготовки, мм; S - толщина стенки шестигранной трубы-заготовки, мм; B1 - размер «под ключ» проходного калибра, мм. Эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
где В - размер «под ключ» шестигранной трубы-заготовки, мм; S - толщина стенки шестигранной трубы-заготовки, мм; B1 - размер «под ключ» проходного калибра, мм. Эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого технического решения (способа), не только с прототипом, но и с другими техническими решениями в данной области техники позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности «новизна».
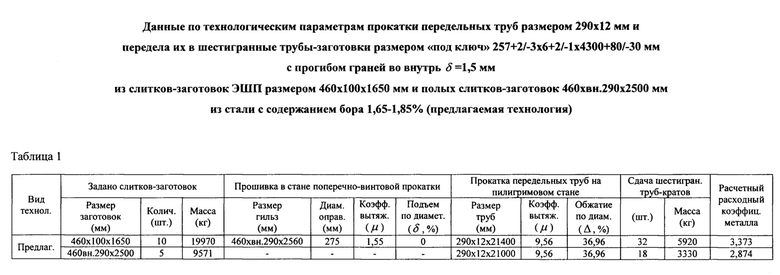
Способ был осуществлен на ОАО «ЗМЗ» при производстве слитков-заготовок ЭШП размером 460×1650 мм и полых слитков-заготовок размером 460×вн.290×2500 мм. В слитках-заготовках ЭШП размером 460×1650 мм на ОАО «ЧТПЗ» были просверлены центральные отверстия диаметром 100±5 мм. В производство были заданы 10 слитков-заготовок ЭШП с содержанием бора от 1,65 до 1,85%. По существующей технологии слитки-заготовки ЭШП размером 460×100×1650 мм общей массой 19970 кг были нагреты в методической печи до температуры 1080-1090°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 275 мм с вытяжкой μ=1,55 в гильзы размером 460×вн.290×2560 мм, которые были прокатаны на пилигримовом стане на дорнах диаметром 364/265 мм в передельные трубы размером 290×12×21400 мм. Трубы пилой горячей резки были порезаны на трубы кратной длины размером 290×12×10700 мм. Двадцать труб отправлены в цех №5, где были порезаны на трубы-краты размером 290×12×5350 мм, а затем расточены и обточены в цилиндрические трубы-заготовки размером 284,8×6×5350 мм. После УЗК пять труб были забракованы по дефектам проката (наружные и внутренние плены, выводящие толщину стенки за пределы минусового поля допуска, т.е. стенка менее 5,0 мм). На профилирование заданы 35 труб-заготовок. Профилирование производили в валках, бочка которых была выполнена в виде овала с диаметром по центру на 3,0 мм больше, чем по краям. Три шестигранные трубы-заготовки забракованы по дефекту на наружной поверхности, выводящему толщину стенки за пределы минусового допуска. Сдано 32 шестигранных трубы-заготовки общей массой 5920 кг, имеющих прогиб граней δ=1,5 мм. Расходный коэффициент металла по шестигранным трубам-заготовкам данной партии составил 3,373. В производство также были заданы 5 полых слитков-заготовок ЭШП с содержанием бора от 1,75 до 1,83%. Полые слитки-заготовки ЭШП размером 460×вн.290×2550 мм общей массой 95710 кг были нагреты в методической печи до температуры 1080-1090°C, которые были прокатаны на пилигримовом стане на дорнах диаметром 364/265 мм в передельные трубы размером 290×12×21000 мм. Трубы пилой горячей резки были порезаны на трубы кратной длины размером 290×12×10500 мм. Десять труб отправлены в цех №5, где были порезаны на трубы-краты размером 290×12×5250 мм, а затем расточены и обточены в цилиндрические трубы-заготовки размером 284,8×6×5250 мм. После УЗК две трубы были забракованы по дефектам проката (наружные и внутренние плены, выводящие толщину стенки за пределы минусового поля допуска, т.е. стенка менее 5,0 мм). На профилирование задано 18 труб-заготовок. Сдано 18 шестигранных труб-заготовок общей массой 3330 кг, имеющих прогиб граней δ=1,5 мм. Расходный коэффициент металла по шестигранным трубам-заготовкам данной партии составил 2,874. Шестигранные трубы-заготовки прошли калибровку проходным калибром размером "под ключ" 236,7 мм и приняты в соответствии с ТУ 13-3-1630-89. Данные по технологическим параметрам прокатки передельных труб размером 290×12 мм и передела их в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм с прогибом граней внутрь δ=1,5 мм из слитков-заготовок ЭШП размером 460×100×1650 мм из стали с содержанием бора 1,65-1,85% и полых слитков-заготовок из стали с содержанием бора от 1,75 до 1,83% (предлагаемая технология) приведены в таблице 1. Общий вид сечения шестигранных труб-заготовок, изготовленных по существующей технологии (а) и предлагаемой (б), приведен на фиг. 1. Сравнительную прокатку по существующей технологии не производили, т.к. они отличаются только конечной операцией, т.е. профилировкой. Трубы-заготовки отгружены заказчику для входного контроля на нейтронную просветку и изготовление стеллажей.
Таким образом, по результатам производства опытно-промышленной партии шестигранных труб-заготовок размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм с прогибом внутрь граней на величину δ=1,5 мм для уплотненного хранения и транспортировки отработанного ядерного топлива из слитков-заготовок ЭШП низкопластичной стали с содержанием бора от 1,65 до 1,85% и полых слитков-заготовок ЭШП с содержанием бора от 1,75 до 1,83% видно, что расходный коэффициент металла при переделе слиток-заготовка ЭШП - шестигранная труба-заготовка находится на уровне производства промышленных партий по существующей технологии. Это так и должно, т.к. эти технологии отличаются только последней операцией, т.е. способом профилировки цилиндрических труб в шестигранные. При прокатке передельных труб размером 290×12×21000 мм из полых слитков-заготовок расходный коэффициент ниже ≈ на 500 кг, за счет исключения из технологического процесса дефектообразующей операции прошивки в стане поперечно-винтовой прокатки.
Использование предлагаемого способа производства шестигранных труб-заготовок размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм с прогибом внутрь граней для изготовления стеллажей СУХТ позволит обеспечить ядерную безопасность при использовании новых видов топлива без потери вместимости стеллажей и капитальных вложений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЕСТИГРАННАЯ ТРУБА-ЗАГОТОВКА ИЗ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,0% И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2618687C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % | 2013 |
|
RU2541213C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ - ЗАГОТОВОК ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % | 2013 |
|
RU2536023C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5% | 2013 |
|
RU2541212C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5,0+1,5/-1,0×4300+80/-30 мм | 2013 |
|
RU2547760C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2545954C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2557383C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 289×11,5×26000-27000 И 290×12×26000-27500 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2012 |
|
RU2530085C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2542054C1 |
Изобретение относится к трубному производству, а именно к способу производства шестигранных труб-заготовок размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм из стали с содержанием бора от 1,3 до 3,0%, предназначенных для транспортировки и уплотненного хранения в стеллажах тепловыделяющих сборок модификаций с повышенным обогащением топлива и ураноемкостью. Способ включает отливку сплошных и полых слитков электрошлаковым переплавом, механическую обработку сплошных и полых слитков в слитки-заготовки, сверление в сплошных слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев сверленых и полых слитков-заготовок до температуры пластичности, прошивку сверленых слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз и полых слитков-заготовок на ТПУ с пилигримовыми станами в передельные трубы, порезку труб на трубные заготовки-краты размером 290×12×5250-5400 мм, расточку и обточку труб-кратов в круглые передельные трубы размером 284,8+2/-3×6+2/-1×5250-5500 мм и теплое профилирование их в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм, при этом профилирование шестигранных труб-заготовок осуществляют с обеспечением прогиба граней вовнутрь. Обеспечивается ядерная безопасность стеллажей без потери их вместимости. 2 н.п. ф-лы, 1 ил., 1 табл.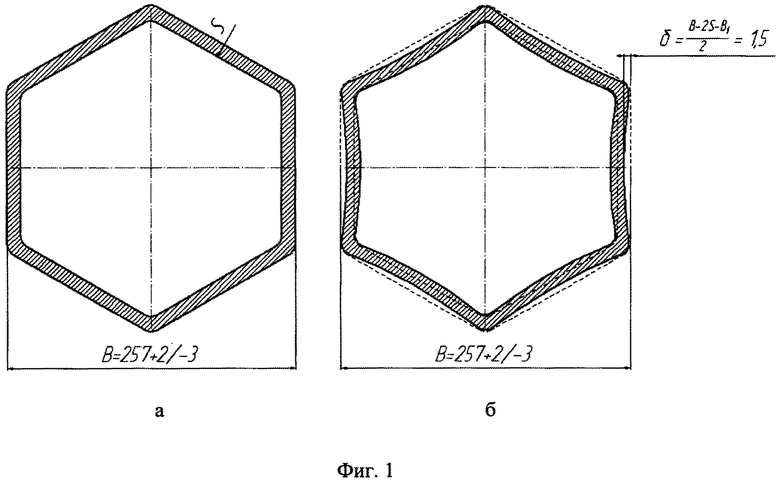
1. Способ производства шестигранных труб-заготовок размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм из стали с содержанием бора от 1,3 до 3,0%, предназначенных для транспортировки и уплотненного хранения в стеллажах тепловыделяющих сборок модификаций с повышенным обогащением топлива и ураноемкостью, характеризующийся тем, что осуществляют отливку сплошных слитков электрошлаковым переплавом, механическую обработку сплошных слитков в слитки-заготовки со сверлением в них центрального отверстия диаметром 100±5 мм, нагрев сверленых слитков-заготовок до температуры пластичности, прошивку сверленых слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на ТПУ с пилигримовыми станами в передельные трубы, порезку труб на трубные заготовки-краты размером 290×12×5250-5400 мм, расточку и обточку труб-кратов в круглые передельные трубы размером 284,8+2/-3×6+2/-1×5250-5500 мм и теплое профилирование их в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм, при этом профилирование шестигранных труб-заготовок осуществляют с обеспечением прогиба граней вовнутрь, величину которого определяют из выражения:

где В - размер «под ключ» шестигранной трубы-заготовки, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер «под ключ» проходного калибра, мм.
2. Способ производства шестигранных труб-заготовок размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм из стали с содержанием бора от 1,3 до 3,0%, предназначенных для транспортировки и уплотненного хранения в стеллажах тепловыделяющих сборок модификаций с повышенным обогащением топлива и ураноемкостью, характеризующийся тем, что осуществляют отливку полых слитков электрошлаковым переплавом, механическую обработку полых слитков в слитки-заготовки, нагрев полых слитков-заготовок до температуры пластичности, прокатку полых слитков-заготовок на ТПУ с пилигримовыми станами в передельные трубы, порезку труб на трубные заготовки-краты размером 290×12×5250-5400 мм, расточку и обточку труб-кратов в круглые передельные трубы размером 284,8+2/-3×6+2/-1×5250-5500 мм и теплое профилирование их в шестигранные трубы-заготовки размером «под ключ» 257+2/-3×6+2/-1×4300+80/-30 мм, при этом профилирование шестигранных труб-заготовок осуществляют с обеспечением прогиба граней вовнутрь, величину которого определяют из выражения:
где В - размер «под ключ» шестигранной трубы-заготовки, мм; S - толщина стенки шестигранной трубы-заготовки, мм; В1 - размер «под ключ» проходного калибра, мм.
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5% | 2013 |
|
RU2541212C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2006 |
|
RU2297893C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2255820C2 |
| US 4798071 A1, 17.01.1989. | |||

