Область техники
Изобретение относится к литью металлов преимущественно по газифицируемым моделям.
Уровень техники
Способ литья расплавов по газифицируемым моделям из пенополистирола был изобретен в 1958 году. Позднее были разработаны подробные основы теории и технологии литья [1]. С тех пор способ широко вошел в практику и производство литейных изделий из различных металлов в разных странах, в том числе и в России.
О возможности легирования изделий из железа с использованием пенополистирола были мнения на уровне предположений и отдельных технических решений. Теоретически возможно получение пенополистирола с легирующим металлом в структуре углеводорода (скорее всего, в алифатических цепях), однако такой пенополистирол до сих пор неизвестен. Более реальным является получение механических смесей из пенополистирола с легирующим металлом.
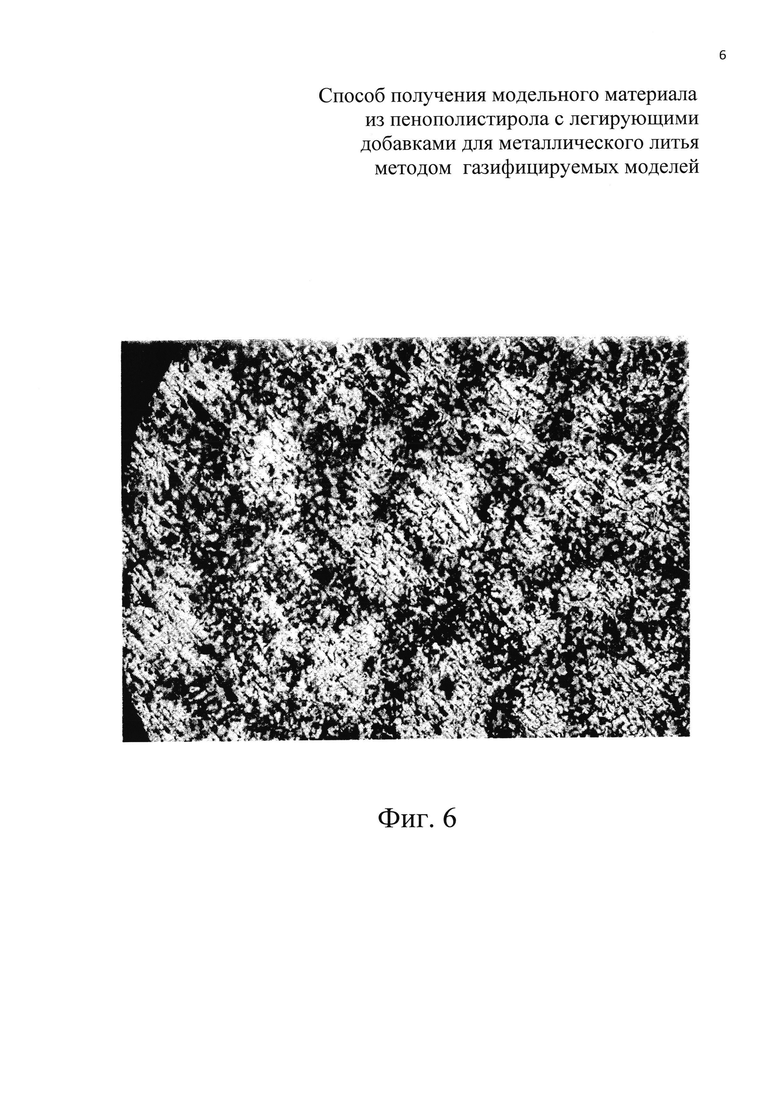
Исследования механизмов взаимодействия расплава с твердым веществом, в частности с пенополистиролом, показывают, что деструкция и газификация модельного материала идет выборочно и проявляется прежде всего в разрыве Н-С связей, а затем связей алифатического ряда C3sp-C3sp. На этой стадии образующиеся газы насыщают литниковую систему и загрязняют окружающую среду. На основе оставшегося термоустойчивого (до 2000°С) бензольного кольца формируются карбиды металла в виде перлита, сохраняющего его структуру в металле. Унаследованная от полистирола структура бензольного кольца проявлена в виде перлитных «гранул», которые предложено называть гломеробластами. Гломеробласты проявляются только в чугунах [2-4] (Фиг. 6). В сталях они сохраняются в виде реликтовых то перлитных, то аустенитных «пятен» [1]. Процесс взаимодействия расплава с углеродом бензольного кольца - это процесс расплавного замещения с сохранением текстурно-структурных особенностей модельного материала [2] (см. Фиг. 6). Есть мнение, что весь процесс взаимодействия расплава с пенополистиролом в литейной форме протекает по реакциям замещения [5].
Основываясь на фактах замещения железом из расплава полистирола с трансформацией структурных особенностей замещаемого вещества, можно полагать, что легирующее вещество будет замещаться железом, переходя в расплав в виде ионов, и обеспечивать улучшение, то есть легирование металлического изделия.
Известен способ изготовления моделей из полистирола с легирующими добавками, при котором покрытие, содержащее легирующие добавки, наносят на гранулы полистирола перед вспениваем их в пресс-форме [А.с. 304049 СССР, МПК В22С 7/02. Способ изготовления моделей из полистирола / П.П. Лузан и др.; Институт проблем литья. - №1428955/22-2, Заявл. 27.IV.1970; Опубл. 25.V.1971, Бюл. №17][6].
Существенным недостатком этого метода является употребление в процессе такого вещества, как поливинилбутираль. Это вещество с формулой С8Н13О2 превосходит по содержанию водорода полистирол с формулой C8H8. Применение поливинилбутираля в количестве до 10 об.% приведет к повышенному выделению газов, в основном углеводородов, из модели при ее заливке металлом. Это создаст дополнительные трудности при соблюдении безопасности в литейном цехе по уровню загазованности воздуха.
Известно получение моделей в пресс-форме путем нанесения на предварительно вспененные гранулы пенополистирола модификаторов или легирующих добавок в виде краски с последующей сушкой, засыпкой их в пресс-форму и окончательного вспенивания. Затем проводят сборку моделей в модельный блок, окрашивание модельного блока газопроницаемой антипригарной краской с добавкой неокрашенных предварительно вспененных гранул пенополистирола с последующей заливкой металла [Патент RU 2427442 РФ, МПК В22С 7/02, В22С 9/04. Способ введения модификаторов и легирующих добавок при литье по газифицируемым моделям / А.Ю. Лещев, A.M. Липанов и др.; Учреждение Российской академии наук Институт прикладной механики Уральского отделения РАН (RU). - №2010110529/02; Заявл. 19.03.2010. Опубл. 27.08.2011] [7].
Недостатком этого метода является то, что окончательное вспенивание пенополистирола, проходящее, как известно, в кипящей воде или в перегретом паре (105-120°С), растворяет краску, освобождая модификаторы и легирующие добавки, которые при непременном их передвижении к краям модели неравномерно распределяются как в самой модели, так и в металле после заливки.
Раскрытие изобретения
Техническим результатом изобретения является снижение вредных выбросов в процессе производства, снижение расхода легирующего материала, снижение стоимости процесса литья при повышении качества получаемого продукта.
Технический результат достигают применением при литье модельного материала в виде легированного пенополистирола. Способ получения модельного материала включает нанесение на гранулы пенополистирола легирующих добавок в виде порошкообразного легирующего состава с последующей сушкой. Для этого используют гранулы окончательно вспененного пенополистирола, на поверхность которых вначале наносят клеящее вещество, не образующее при температуре заливки металла вредных выбросов, и затем порошкообразный легирующий состав при непрерывном перемешивании гранул.
Легирующий состав может содержать порошок одного элемента.
Легирующий состав может содержать два и более элемента в виде их смеси.
Легирующий состав на гранулы пенополистирола при необходимости наносят два и более раза.
Модельный материал, полученный по изложенному выше способу, применяют для создания моделей для литья по газифицируемым моделям.
В результате осуществления предлагаемого способа объемное легирование металла происходит в литейной форме, а не в домнах, вагранках, электропечах и т.п. Перенесение процесса легирования прямо в литейную форму позволяет экономно расходовать легирующие добавки, не затрачивая их на допуски, прибыли, литники, стояки в литейных формах, идущие, как правило, в отходы и во вторичное производство.
Возможность осуществления предложенного технического решения подтверждает прилагаемый иллюстративный материал.
Краткое описание иллюстративного материала
Фиг 1 - Получаемый модельный материал в товарной упаковке, готовый к применению.
Фиг. 2 - Заполненная модельным материалом полуформа пресс-формы.
Фиг. 3 - Заливка полуформ разогретым воском при температуре 80-90°С.
Фиг. 4 - Соединение полуформ и закрепление их соединительными болтами.
Фиг.5 - Полученная модель после формирования путем выдержки ее и выбивки модели из пресс-формы.
Фиг. 6. - Структура чугуна, наглядно показывающая сохранение текстурно-структурных особенностей модельного материала из полистирола в процессе расплавного замещения, увеличение в 36 раз.
Осуществление изобретения
Процесс изготовления модельного материала происходит следующим образом.
Пример 1
Окончательно вспененный пенополистирол с плотностью 0,040-0,080 г/см3 насыпают в емкость. Производят окропление массы полистирола тонким слоем клеящего вещества с одновременным перемешиванием гранул полистирола для равномерного распределения клеящего вещества по поверхности гранул. В качестве клеящего вещества возможно использование силикатного клея (жидкое стекло) производства фирмы «Экспоприбор», г. Обнинск. Применение указанного клеящего вещества исключает повышенную загазованность производства.
Затем в емкость с гранулами полистирола, покрытыми тонким слоем клеящего вещества, подают расчетное количество легирующего состава в виде порошка никелевого электролитического марки ПНЭ-1 при тщательном непрерывном перемешивании гранул. Легирующий состав может содержать два и более компонента в виде смеси металлических порошков. Например, порошок никелевый электролитический марки ПНЭ-1 и порошок хрома электролитического в чешуйках марки ЭРХ-1.
После равномерного покрытия гранул металлическим порошком цвет гранул при этом меняется, легирующий состав закрепляют на поверхности гранул обсушкой на воздухе при комнатной температуре в течение 10-20 мин.
Полученный готовый модельный материал упаковывают в тару (Фиг. 1).
Пример 2
Покрытие легирующим веществом, одним или более, проводят как в Примере 1. После закрепления легирующего состава на поверхности гранул их опять покрывают тонким слоем клеящего вещества с одновременным перемешиванием для равномерного распределения клея по поверхности уже легированных одним слоем гранул. Затем на гранулы наносят легирующий состав, содержащий необходимое для легирования количество металла в виде порошка или смеси порошков металлов. Для равномерного покрытия гранулы непрерывно перемешивают. Закрепляют легирующий состав на поверхности гранул пенополистирола на воздухе, как в примере 1.
При необходимости процедуру нанесения легирующего состава повторяют.
Материал в виде россыпи гранул пенополистирола диаметром до 10-12 мм с легирующим элементом на поверхности применяют для создания моделей для метода литья по газифицируемым моделям.
Пример 3
Легированный пенополистирол используют для литья по газифицируемым моделям в разъемных пресс-формах. Для этого обе половины пресс-формы по отдельности покрывают смазкой для форм в целях избежания прилипания материала к поверхности пресс-формы и заполняют легированным пенополистиролом, который слегка уплотняют. Затем обе половины заливают воском (стеарином, парафином, их смесями), разогретым до температуры 70-90°С, в целях сохранения формы и внешних контуров будущего изделия. После остывания воска происходит выбивка полученных модельных форм из обеих половинок пресс-формы. Половинки будущей модели зачищают по всем их поверхностям и устраняют их возможные дефекты (непроливы воска, углубления, выступы и т.п.). Затем обе половинки смазывают клеящим веществом по поверхности разъема и помещают в пресс-форму для окончательного скрепления в виде готовой к употреблению модели. По полученной модели необходимой формы формируют литниковую систему и производят обмазку газопроницаемыми смесями. Затем проводят заливку металлом моделей из легированного пенополистирола в литниковой системе с присутствием в моделях воска или производят вытопку из литниковой системы и, следовательно, из моделей воска при температуре не выше 95°С (при температуре 97°С происходит размягчение полистирола и его плавление) и заливку металлом. Затем готовые изделия выбивают из формы, освобождая ее.
Предлагаемое техническое решение позволяет экономно расходовать легирующие добавки, получать качественные изделия практически без отходов и без загрязнения окружающей среды.
Опытное получение пенополистирола с легирующими элементами и применение его для объемного легирования металлов открывает широкие возможности успешного использования получаемого модельного материала при различных методах современного металлического литья, а именно при литье в землю, литье по выплавляемым моделям, в кокиль, в оболочковые формы. Необходимы лишь технологические приемы и решения.
Получаемый в результате модельный материал представляет собой оптимальное решение, направленное на экономное использование дорогостоящих легирующих веществ. Способ обеспечивает значительное снижение загазованности производства как модельного материала, так и литья с применением полученного модельного материала. Реализация продукта, полученного в результате осуществления способа, позволяет не только перенести процесс легирования металлов из массивных средств производства расплавов металлов (домен, вагранок, конверторов, печей) непосредственно в литейные формы, но и получать качественные легированные изделия.
Описание настоящего изобретения и его преимущества, изложенные выше, служат для более детальной иллюстрации сущности изобретения, но не для ограничения сферы его применения.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Литье по газифицируемым моделям: основы теории и технологии / Под редакцией Ю.А. Степанова. - М.: «Машиностроение», 1976. - 224 с.
2. Гурулев С.А. Явления замещения в расплавах // ДАН СССР. - 1978-238. - №1. - С. 203-206.
3. Гурулев С.А. Процесс науглероживания чугунных и стальных отливок при литье по газифицируемым моделям // Литейное производство. - 1980. - №6. - С. 21-22.
4. Гурулев С.А. Следы в чугуне // Химия и жизнь. - 2007. - №6. - С. 18-19.
5. Шуляк B.C. Литье по газифицируемым моделям. - СПб.: Профессионал, 2007. - 408 с.
6. А.с. 304049 СССР, МПК В22С 7/02. Способ изготовления моделей из полистирола / П.П. Лузан и др.; Институт проблем литья. - №1428955/22-2. Заявл. 27.IV.1970. Опубл. 25.V.1971. Бюл. №17.
7. Патент RU 2427442 РФ, МПК В22С 7/02, В22С 9/04. Способ введения модификаторов и легирующих добавок при литье по газифицируемым моделям / А.Ю. Лещев, A.M. Липанов и др. Учреждение Российской академии наук Институт прикладной механики Уральского отделения РАН (RU). - №2010110529/02. Заявл. 19.03.2010. Опубл. 27.08.2011.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования и легирования отливок при формообразовании литьем по газифицируемым моделям | 2020 |
|
RU2744688C1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2619548C2 |
| Способ поверхностного легирования отливок из металлических сплавов на заданную глубину | 2016 |
|
RU2660446C2 |
| Способ модифицирования и легирования отливок при литье по газифицируемым моделям | 2017 |
|
RU2675675C1 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2475331C2 |
| СПОСОБ ВВЕДЕНИЯ МОДИФИКАТОРОВ И ЛЕГИРУЮЩИХ ДОБАВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427442C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ОТЛИВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРОВАННЫМ МОДЕЛЯМ | 2016 |
|
RU2633806C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ И ЛЕГИРОВАНИЯ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2638722C1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2613244C1 |
| Способ изготовления моделей из пенополистирола для получения композиционных отливок методом литья по газифицируемым моделям | 2015 |
|
RU2620422C2 |
Изобретение относится к литейному производству, в частности к литью металлов по газифицируемым моделям. Способ включает нанесение на гранулы окончательно вспененного пенополистирола легирующих добавок. На поверхность гранул наносят клеящее вещество, не образующее при температуре заливки металла вредных выбросов, а затем порошкообразный легирующий состав при непрерывном перемешивании гранул. Легирующий состав может содержать порошок одного элемента или нескольких. При необходимости легирующий состав на гранулы пенополистирола наносят несколько раз. Обеспечивается снижение загазованности производства модельного материала и литья при экономном использовании легирующих веществ и получение качественных легированных изделий. 3 з.п. ф-лы, 6 ил., 3 пр.
1. Способ получения модельного материала из пенополистирола с легирующими добавками для металлического литья, включающий нанесение на гранулы пенополистирола легирующих добавок с последующей сушкой, отличающийся тем, что используют гранулы окончательно вспененного пенополистирола, на поверхность которых наносят клеящее вещество, не образующее при температуре заливки металла вредных выбросов, и затем - порошкообразный легирующий состав при непрерывном перемешивании гранул.
2. Способ по п. 1, отличающийся тем, что легирующий состав содержит порошок одного элемента.
3. Способ по п. 1, отличающийся тем, что легирующий состав содержит два и более элемента в виде их смеси.
4. Способ по п. 1, отличающийся тем, что легирующий состав на гранулы пенополистирола наносят два и более раза.
| ВСЕСОЮЗНАЯ 1ПAШiIHO-TEKHй^iEaш!БИБЛИ.О'Т'и.КА | 0 |
|
SU304049A1 |
| СПОСОБ ВВЕДЕНИЯ МОДИФИКАТОРОВ И ЛЕГИРУЮЩИХ ДОБАВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427442C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ОТЛИВОК | 2008 |
|
RU2391177C2 |
| US 4136140A, 23.01.1979 | |||
| Литье по газифицируемым моделям | |||
| Под редакцией Степанова Ю.А., М., Машиностроение, 1976, с.15,16. | |||

