Изобретение относится к области получения литых изделий из металлов и сплавов, в частности к производству отливок по газифицируемым моделям.
Известен способ получения отливок по газифицируемым моделям, включающий изготовление моделей в пресс-форме, нанесение на них в виде пасты или пудры модифицирующих и легирующих поверхность изделия элементов, окраску моделей газопроницаемой антипригарной краской, сборку моделей и элементов литниково-питающей системы в блок, размещение блока в контейнере (опоке), засыпку его опорным материалом (например, сухим песком) и подведение к модели жидкого металла (RU 2391177 С2, В22С 3/00). Согласно этому способу литья возможно получать отливки с поверхностным легированным слоем, имеющим толщину в несколько миллиметров, но невозможно достичь модифицирования и легирования металла во всем объеме литой детали или некоторой ее части.
Известен также способ введения модификаторов и легирующих добавок при литье по газифицируемым моделям (RU 2427442 C1, В22С 7/02), при котором на предварительно вспененные гранулы пенополистирола наносят модификаторы или легирующие добавки в виде краски, а затем перемешивают окрашенные и неокрашенные гранулы для получения необходимого эффекта модифицирования или легирования. Затем предварительно вспененные и окрашенные гранулы спекают в пресс-формах для получения моделей.
Недостатком этого способа является то, что при его использовании не обеспечивается равномерное модифицирование металла, так как модификатор или легирующие добавки наносятся только на поверхность предварительно вспененных гранул пенополистирола, которые имеют вполне определенные размеры. При заливке металла и его затвердевании эффект модифицирования и легирования металла может не распространиться вглубь зерен, а краска с поверхности этих зерен пенополистирола может смываться потоком жидкого металла и выходить на поверхность из-за большой разницы в плотностях жидкого металла и связующих веществ краски. Кроме этого, в краске обязательно содержатся крепители, которые в целом ряде случаев могут привести к отрицательным эффектам: вскипанию, засорам и т.п. Эти недостатки в целом ряде случаев могут препятствовать равномерному распределению модификаторов или легирующих добавок в отливках.
Данный способ по совокупности признаков: изготовление изделия методом литья по газифицируемым моделям с введением в модель модифицирующих и легирующих добавок принят за прототип.
Изобретение решает задачу повышения качества модифицирования и легирования металла отливки за счет достижения более равномерного распределения модификаторов и легирующих добавок в газифицируемой модели отливки из пенополистирола или других вспененных пластиков.
Поставленная задача решается тем, что в способе модифицирования и легирования металла отливок с использованием технологии литья по газифицируемым моделям, включающем предварительное вспенивание гранул пенополистирола и изготовление из них газифицируемых моделей отливок, модификаторы и легирующие добавки в виде микро- и наночастиц измельчаются и внедряются вовнутрь предварительно вспененных гранул пенополистирола путем воздействия на эти частицы ударной волны электрического разряда.
Задача решается также тем, что электрический разряд создается в вертикальной струе порошка модификатора и легирующих добавок.
Задача решается также тем, что гранулы пенополистирола размещаются в сетчатом коробе, который выполняется в виде кольца, установленного так, что его ось совпадает с каналом электрического разряда, при этом короб наполняется предварительно вспененным пенополистиролом таким образом, чтобы он мог свободно перемещаться внутри короба под действием ударной волны от электрического разряда.
Задача решается также тем, что вокруг электрического разряда создается атмосфера из инертных газов с абсолютным давлением от 100 до 50000 Па.
Предложенный способ заключается в том, что измельченные и ускоренные электрическим разрядом микро- и наночастицы модификатора и легирующих добавок проникают вовнутрь предварительно вспененных гранул пенополистирола при соударении с ними. После спекания газифицируемой модели отливки из таких гранул эти частицы оказываются внутри нее. При заполнении формы расплавом металла пенополистирол подвергается термодеструкции и выходит из полости модели, а частицы модификатора, плотность которых высока, попадают в жидкий металл, производя эффект модифицирования и легируя его.
Для ускорения частиц применяется электрический разряд в порошке из этих частиц, который повторяющимися импульсами придаст частицам достаточную скорость в направлении гранул пенополистирола. Этот разряд также произведет измельчение частиц порошка либо за счет их дробления ударной волной разряда, либо за счет их испарения и последующей конденсации в гранулах пенополистирола в виде наночастиц. Ударная волна от разряда, распространяясь в атмосфере, окружающей разряд, также произведет перемешивание гранул пенополистирола для достижения равномерности процесса насыщения их модификатором или легирующими добавками.
Предварительно вспененные гранулы пенополистирола размещаются в коробе из сетки, имеющем форму кольца. При этом происходит равномерное насыщение гранул пенополистирола частицами модификатора, так как под действием электрического разряда они разлетаются во все стороны равномерно, а ось короба в виде кольца совпадает с каналом электрического разряда. Размер ячеек сетки короба выбирается таким образом, чтобы гранулы пенополистирола не выпадали из него, но одновременно, чтобы основная часть частиц проникала вовнутрь короба. Поскольку короб наполнен гранулами пенополистирола неполностью, эти гранулы под действием ударной волны от электрического разряда перемещаются и за счет этого активно перемешиваются. За счет этого также обеспечивается равномерное насыщение гранул частицами модификатора и легирующих добавок. Такая конструкция короба для гранул предварительно вспененного пенополистирола позволяет получать наиболее полное использование частиц модификатора и легирующих добавок для насыщения ими газифицируемой модели.
Если существует вероятность того, что вещество модификатора вступит в реакцию с кислородом или азотом воздуха, предлагаемый процесс предлагается производить в атмосфере инертного газа с пониженным относительно атмосферного давлением, абсолютная величина которого может находиться в пределах от 100 до 50000 Па. Это позволяет регулировать величину ударной волны и избежать нежелательного окисления или азотирования вещества модификатора, разогретого энергией электрического разряда.
При заполнении формы скорость подъема металла подбирается таким образом, чтобы легирующие добавки оставались на месте, не «смывались» потоком металла со своего места и не «тонули» в жидком металле. Расчеты показывают, что эта скорость должна находиться в пределах (0,30-1,20)×10-2 м/с и зависит от размера измельченных частиц легирующих добавок.
Технический результат: получение отливок с модифицированием металла в форме с целью обеспечения возможности получать задаваемую структуру и достигать необходимые служебные свойства, например повышенные прочностные характеристики, путем применения модификаторов в виде наночастиц, обеспечивающих существенное измельчение структуры сплава во всем объеме детали или в отдельных ее частях.
Примеры конкретного исполнения
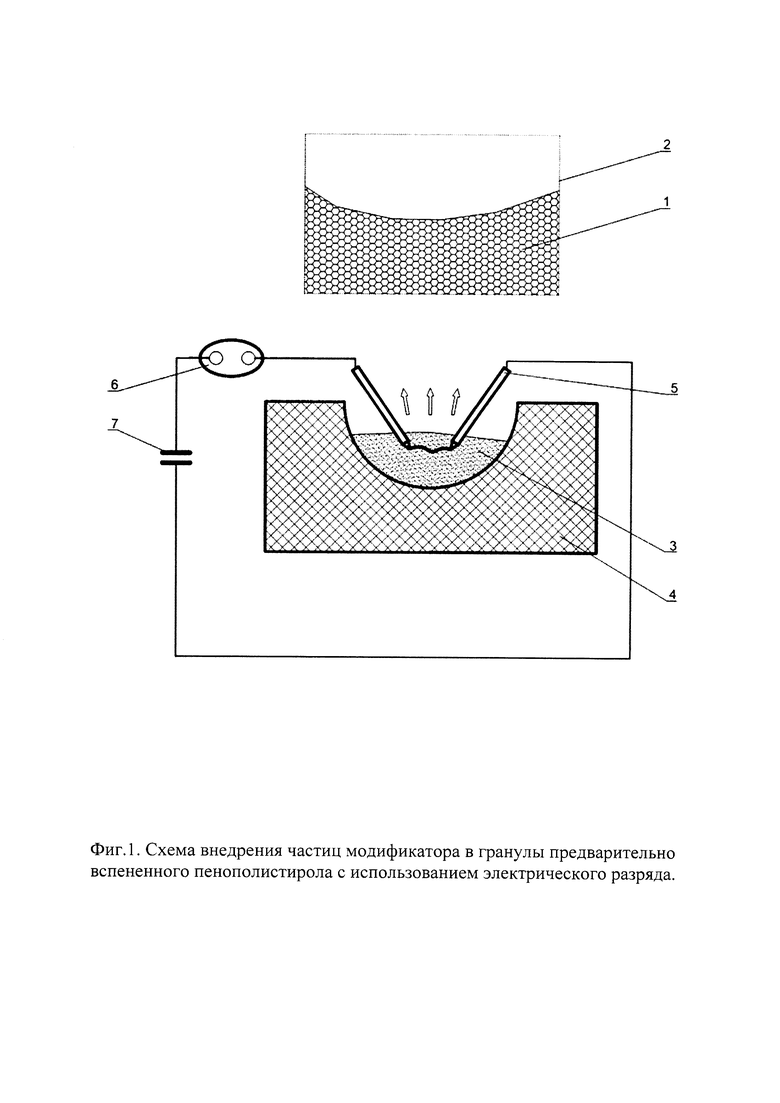
Пример 1. Для изготовления отливки из стали 23ХГС2МФЛ ГОСТ 977-88 «Башмак» предварительно вспененный пенополистирол 1 разместили в сетчатом коробе 2 (фиг. 1). Порошок модификатора 3 засыпали в чашеобразную емкость из диэлектрического материала 4 и разместили в нем два металлических электрода 5, которые через разрядник 6 соединили с конденсаторной батареей 7. При достижении напряжения на конденсаторной батарее 7, равного напряжению пробоя электрического разрядника 6 и промежутка между электродами 5, происходит электрический разряд. Электрический ток разряда пройдет по частицам модификатора 3 и приведет к его расплавлению и испарению. При этом частицы вещества модификатора 3 разлетались в сторону от емкости 4 с порошком 3. Испарившийся модификатор 3 конденсировался, затвердевал и проникал в гранулы пенополистирола 1, образуя частицы очень малых размеров: от 50 нм до 1 мкм, величина которых регулировалась напряжением и емкостью конденсаторной батареи (см., например, Гусев А.И., Ремпель А.А. Нанокристаллические материалы. - М.: Физматлит, 2001. - 224 с.). Характеристики конденсаторной батареи определены таким образом, чтобы при электрическом разряде образовывались частицы, имеющие в основном размеры от 100 до 300 нм. Количество модификатора 3 подобрано таким образом, чтобы на один 1 мм3 пенополистирола 1 приходилось более 12000 частиц указанного размера. Это определялось соответствующим измерением увеличения плотности пенополистирола. Из обработанного таким образом предварительно вспененного пенополистирола 1 спекали в специальной пресс-форме модель отливки, окрашивали ее, прикрепляли литниково-питающую систему. Модель отливки заформовывали в песок и через литниково-питающую систему подводили жидкий металл. При этом пенополистирол 1 подвергался термодеструкции на газообразные и парообразные вещества, которые удалялись из объема модели, а частицы модификатора 3 оставались в этом объеме и попадали в жидкий металл. Это происходило за счет того, что вещество модификатора 3 имеет во много раз большую плотность, чем пенополистирол 1. При кристаллизации в процессе затвердевания каждая частица модификатора 3 становилась зародышем твердой фазы и вокруг нее образовывалось зерно микроструктуры металла. Так как зародышей достаточно много и их плотность велика, получен размер зерен в затвердевшем металле меньше чем 10 мкм. После соответствующей обработки металла при испытаниях установлено, что его временное сопротивление достигает 1450 МПа. При этом остальные механические свойства на 3-5% превышали свойства, установленные ГОСТ 977-88.
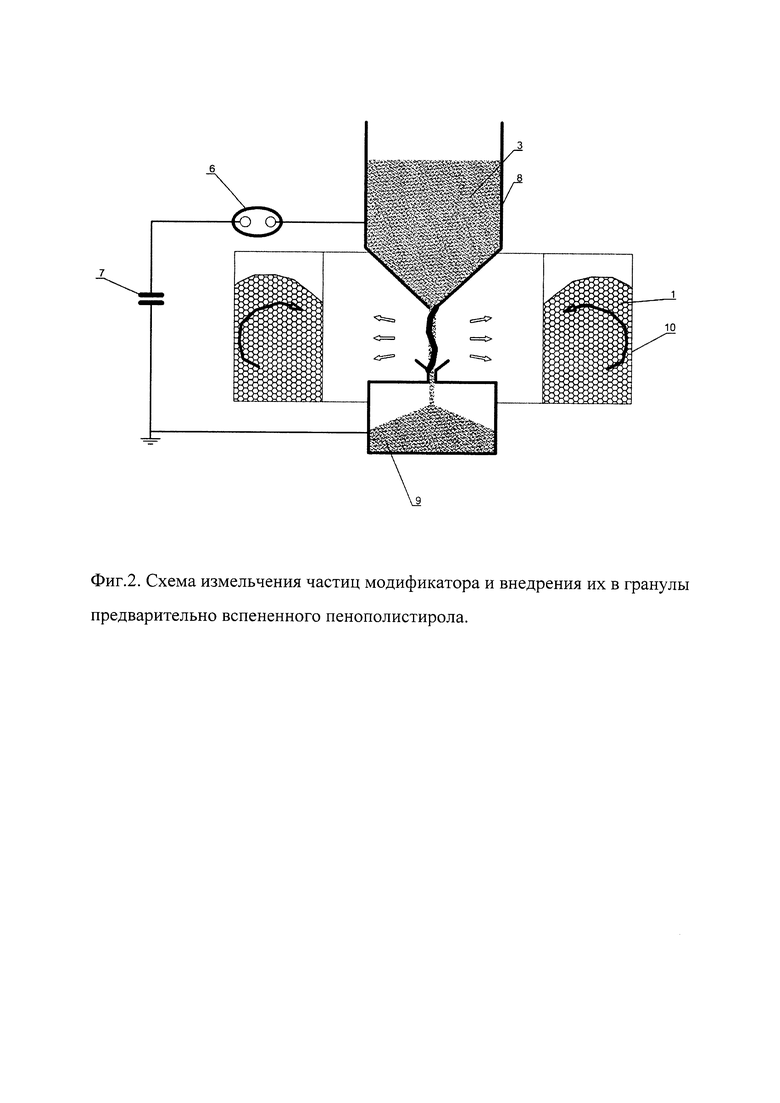
Пример 2. Для изготовления отливки «Клин» из стали 35ХМЛ в целях получения заданной гидравлической плотности за счет увеличения жидкотекучести стали произвели насыщение модели из пенополистирола 1 модификатором 3. Порошок модификатора 3 поместили в металлическую конусообразную металлическую емкость 8 (фиг. 2) с отверстием внизу, а под ней установили металлическую воронку с бункером 9 для сбора неразлетевшегося порошка модификатора 3. Порошкообразный модификатор 3 перетекал из верхней емкости 8 в нижний бункер 9. Низ конусообразной емкости 8 и металлический бункер 9 электрически соединили с конденсаторной батареей 7 через разрядник 6. Предварительно вспененные гранулы пенополистирола 1 разместили в коробе из сетки 10 так, чтобы частицы модификатора 3 при электрическом разряде попадали в него. Периодический электрический разряд напряжением от 10 до 20 кВ приводил к образованию токопроводящего канала, который частично проходил по окружающему поток порошка газу, а частично по самому порошку 3, приводя к его нагреву и ускоряя частицы в радиальном направлении. Ускоренные ударной волной электрического разряда частицы 3 попадали на гранулы предварительно вспененного пенополистирола 1, оставаясь в них. После изготовления из этих гранул газифицируемой модели, нанесения на них огнеупорной краски, сборки литниковой системы, сушки краски и размещения модели в опоке с песком произвели заливку жидкой сталью. При этом происходило модифицирование металла в форме, за счет которого повысилась жидкотекучесть стали и получилась плотная отливка, которая выдерживала давление воды 16 МПа, что не достигалось при отсутствии данного модифицирования.
Пример 3. Для изготовления отливки «Корпус», к которой также предъявлялось требование гидравлической плотности при давлениях воды до 16 МПа, массой 56 кг необходимо обработать модификатором 3 сравнительно большое количество пенополистирола 1. Для этого пенополистирол 1 после операции предварительного вспенивания разместили в коробе 10, который имеет форму кольца (фиг. 2). Короб 10 установили таким образом, чтобы его ось практически совпадала с каналом электрического разряда между конусообразной металлической емкостью 8 с модификатором и приемной воронкой бункера 9. Электрический разряд измельчал частицы модификатора и ускорял в радиальном направлении. Ударная волна перемешивала гранулы пенополистирола, так как короб 10 заполнялся ими неполностью и оставалось свободное место для их перемещения. Данная конструкция позволила эффективно насытить гранулы пенополистирола модификатором с достаточной производительностью и практически без потерь. С использованием обработанного данным способом предварительно вспененного пенополистирола изготовили отливку «Корпус» по обычной технологии литья по газифицируемым моделям. Она выдерживала испытания давлением 16 МПа, в то время как без применения данной обработки около 35% отливок подвергались операциям по устранению негерметичности или возвращались на переплавку.
Пример 4. То же, что и в примере 1. Но для модифицирования использовался модификатор ФСМг197Ба3А6, который содержит магний и барий. Эти элементы частично сгорают при нагреве током электрического разряда. Для устранения этого явления все оборудование разместили в герметичной камере, в которой сначала создали разрежение, а затем закачали аргон под давлением 5000 Па. При обработке предварительно вспененных гранул пенополистирола модификатором в данном случае не происходило выгорание магния и бария и расход модификатора уменьшился на 40%.
Изобретение относится к области литейного производства. Способ включает внедрение в предварительно вспененные гранулы пенополистирола частиц модификатора и легирующих добавок и спекание из них газифицируемых моделей. Модификаторы и легирующие добавки в виде микро- и наночастиц измельчаются и внедряются вовнутрь предварительно вспененных гранул пенополистирола путем воздействия на эти частицы ударной волны электрического разряда. Обеспечивается более равномерное распределение модификаторов и легирующих добавок в газифицируемой модели отливки и, как следствие, повышение качества модифицирования и легирования металла отливки. 3 з.п. ф-лы, 2 ил., 4 пр. 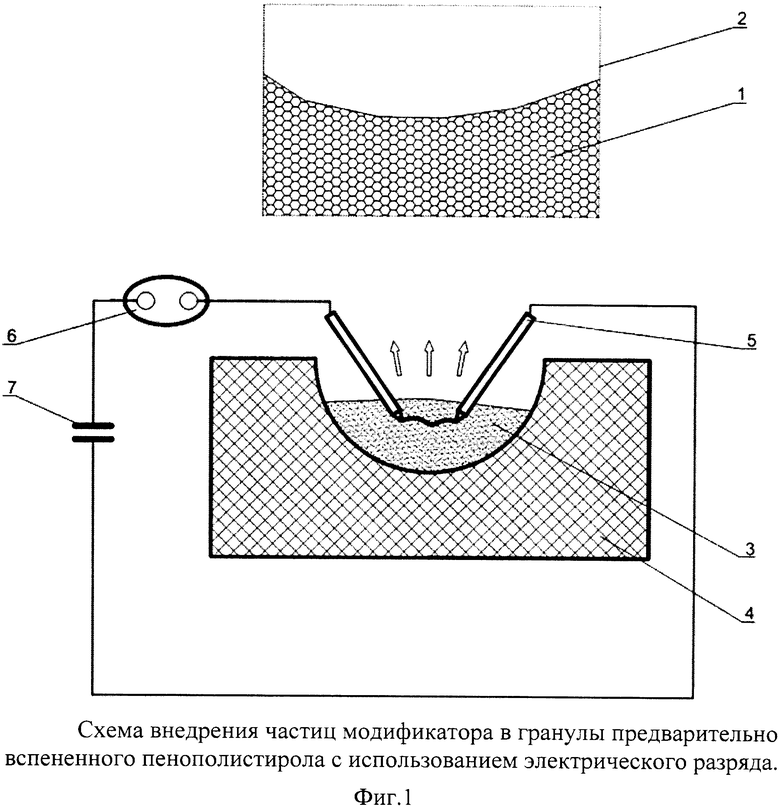
1. Способ модифицирования и легирования литых металлических изделий при литье по газифицируемым моделям, включающий предварительное вспенивание гранул пенополистирола, внедрение в них частиц модификатора и легирующих добавок и спекание из них газифицируемых моделей, отличающийся тем, что модификаторы и легирующие добавки в виде микро- и наночастиц измельчают и внедряют внутрь предварительно вспененных гранул пенополистирола путем воздействия на эти частицы ударной волны от электрического разряда.
2. Способ по п. 1, отличающийся тем, что электрический разряд создают в вертикальной струе порошка модификатора и легирующих добавок.
3. Способ по п. 2, отличающийся тем, что гранулы предварительно вспененного пенополистирола размещают в сетчатом коробе, выполненном виде кольца, установленного так, что его ось совпадает с каналом электрического разряда, при этом короб наполняют предварительно вспененным пенополистиролом таким образом, чтобы он мог свободно перемещаться внутри короба под действием ударной волны от электрического разряда.
4. Способ по любому из пп. 1-3, отличающийся тем, что вокруг электрического разряда создают атмосферу из инертных газов с абсолютным давлением от 100 до 50000 Па.
| СПОСОБ ВВЕДЕНИЯ МОДИФИКАТОРОВ И ЛЕГИРУЮЩИХ ДОБАВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427442C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ОТЛИВОК | 2008 |
|
RU2391177C2 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2532648C1 |
| Устройство для измерения поверхности контакта фаз | 1987 |
|
SU1434344A1 |
| Устройство для приготовления кормов | 1980 |
|
SU899038A1 |

