Настоящее изобретение относится к приводной системе секторов устройства для изготовления фюзеляжа летательного аппарата.
Заявка на патент РСТ WO 2007/148301 описывает устройство для изготовления фюзеляжа летательного аппарата, в котором барабан для ламинирования ограничен внешней поверхностью, которая образует тело вращения (в частности, цилиндр) относительно оси симметрии. Барабан для ламинирования выполнен с возможностью размещения и удерживания ленты из пропитанного синтетического материала, которую наматывают и накладывают на внешнюю поверхность барабана на этапе ламинирования, формируя множество перекрывающихся слоев. Указанные перекрывающиеся слои подвергают последующему процессу высокотемпературной полимеризации в вакууме в автоклаве для формирования конструкционной секции летательного аппарата (обычно трубчатой части фюзеляжа).
Барабан для ламинирования содержит множество секторов с угловым разнесением вокруг оси, удерживаемых направляющими, которые проходят радиально от опорной решетчатой конструкции. Секторы подвижны между: выдвинутым положением для ламинирования, в котором большие прямолинейные кромки секторов параллельны оси, располагаясь рядом, и внешние поверхности секторов, противоположные оси, образуют внешнюю поверхность; и втянутым положением для демонтажа, в котором секторы приближаются к оси, удаляясь от контура поверхности и допуская извлечение барабана для ламинирования из конструкционной секции летательного аппарата в конце процесса полимеризации в вакууме.
В выдвинутом положении для ламинирования важно, чтобы секторы сохраняли устойчивое угловое и осевое положение относительно друг друга, так как любые небольшие перемещения между частями могут непоправимо изменять конфигурацию конструкционной секции. Например, заявитель отметил, что барабан для ламинирования, используемый для изготовления конструкционных секций больших пассажирских летательных аппаратов, должен иметь малые размерные допуски, например меньше 0,5 мм.
Перемещение каждого сектора из выдвинутого положения для ламинирования во втянутое положение для демонтажа обычно выполняется посредством приводной системы типа винт-винтовая гайка, приводимой электродвигателем, расположенным на опорной решетчатой конструкции.
Указанные винты обычно выполнены из стали, которая, как известно, является металлом, который значительно расширяется при высоких температурах; заявитель фактически наблюдал, что при температурах, обычно достигаемых в автоклаве (около 200-300°C), обычно используемые винты удлиняются на несколько мм (например, приблизительно на десять мм), перемещая секторы из выдвинутого положения для ламинирования, достигнутого в холодном состоянии, в выдвинутое положение, в котором внешняя поверхность имеет больший диаметр, чем диаметр внешней поверхности в холодном состоянии.
Указанное явление приводит к получению конструкционной секции летательного аппарата, имеющей размеры, не соответствующие расчетным размерам, и, таким образом, она не может использоваться (например, так как она не может быть соединена с другими секциями).
Таким образом, существует потребность в получении системы привода сектора, которая решает указанную выше техническую проблему и не чувствительна к тепловым циклам, осуществляемым в автоклаве.
Документы DE19525023, JP2002 361541, US 4802558 и US 2010/155984 представляют известный уровень техники.
Указанная выше цель достигнута настоящим изобретением, которое относится к приводной системе секторов устройства для изготовления фюзеляжа летательного аппарата, в которой барабан для ламинирования ограничен внешней поверхностью, которая образует тело вращения относительно оси симметрии; указанный барабан для ламинирования выполнен с возможностью размещения и удерживания ленты из пропитанного синтетического материала, который укладывают и наматывают на внешнюю поверхность, формируя множество перекрывающихся слоев, которые подвергают процессу высокотемпературной полимеризации в вакууме для формирования конструкционной секции летательного аппарата; барабан для ламинирования содержит множество секторов с угловым разнесением вокруг оси, подвижных вдоль направляющих между: выдвинутым положением для ламинирования, в котором большие прямолинейные кромки секторов параллельны оси и расположены рядом, и внешние поверхности секторов, противоположные оси, совместно образуют указанную внешнюю поверхность; и втянутым положением для демонтажа, в котором по меньшей мере часть указанных секторов приближается к оси, удаляясь от контура поверхности, уменьшая радиальный размер барабана и допуская извлечение указанного барабана из конструкционной секции летательного аппарата; каждый сектор снабжен приводной системой типа винт-винтовая гайка, содержащей резьбовой прямолинейный элемент, проходящий вдоль радиальной оси вращения, винтовую гайку и моторное средство, отличающейся тем, что указанный резьбовой прямолинейный элемент содержит внутренний вал, выполненный из первого материала и проходящий вдоль указанной оси вращения, и внешнюю трубчатую часть, выполненную из второго материала, установленную вдоль оси на части указанного внутреннего вала и снабженную указанной наружной резьбой; указанный первый материал имеет меньший коэффициент расширения, чем коэффициент расширения второго материала; между указанным внутренним валом и указанной внешней трубчатой частью расположены ограничивающие средства, выполненные с возможностью предотвращения углового смещения внешней трубчатой части относительно внутреннего вала, допуская линейное скольжение внешней трубчатой части относительно внутреннего вала; первая оконечная часть внешней трубчатой части соединена с соответствующей оконечной частью указанного внутреннего вала; тепловое напряжение, прилагаемое к указанному резьбовому элементу, вызывает скольжение второй свободной оконечной части внешней трубчатой части относительно внутреннего вала таким образом, что указанное напряжение не производит общего удлинения резьбового прямолинейного элемента и каждый сектор остается в предварительно заданном выдвинутом положении для ламинирования также после указанного теплового напряжения.
Изобретение описано со ссылками на прилагаемые чертежи, которые показывают пример предпочтительного варианта осуществления изобретения, на которых:
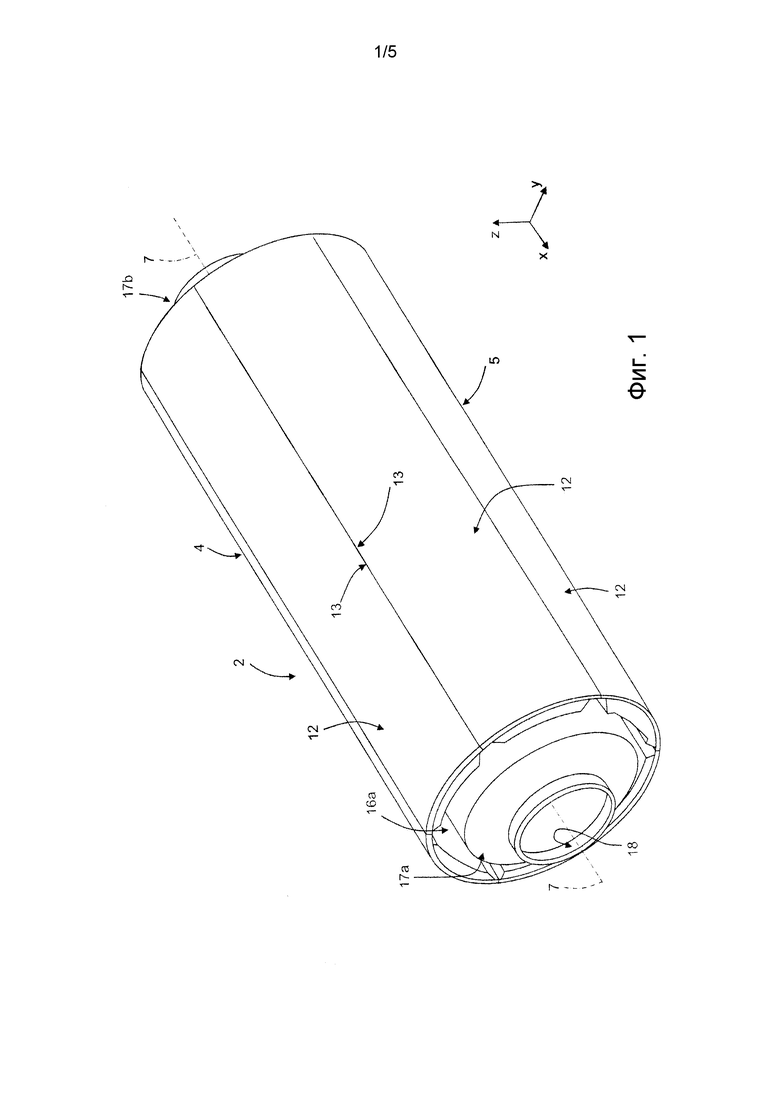
фиг. 1 - вид в перспективе устройства для изготовления фюзеляжа летательного аппарата, в котором используется приводная система согласно изобретению;
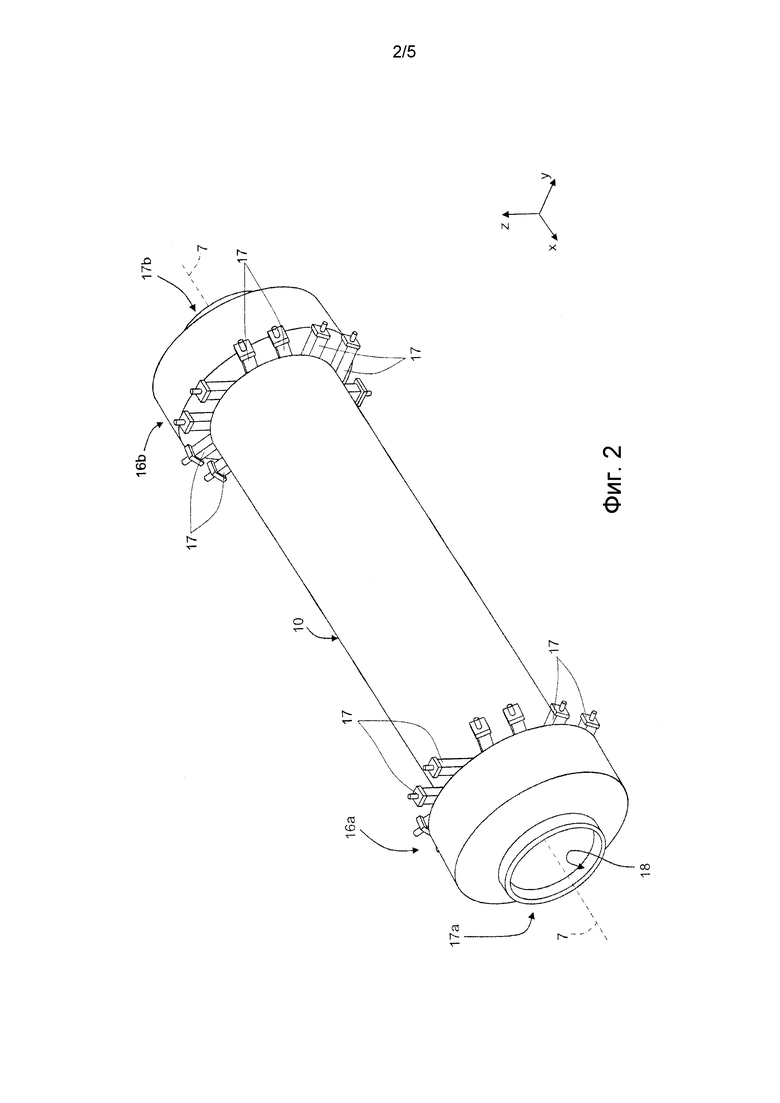
фиг. 2 - вид в перспективе внутренней структуры устройства, показанного на фиг. 1;
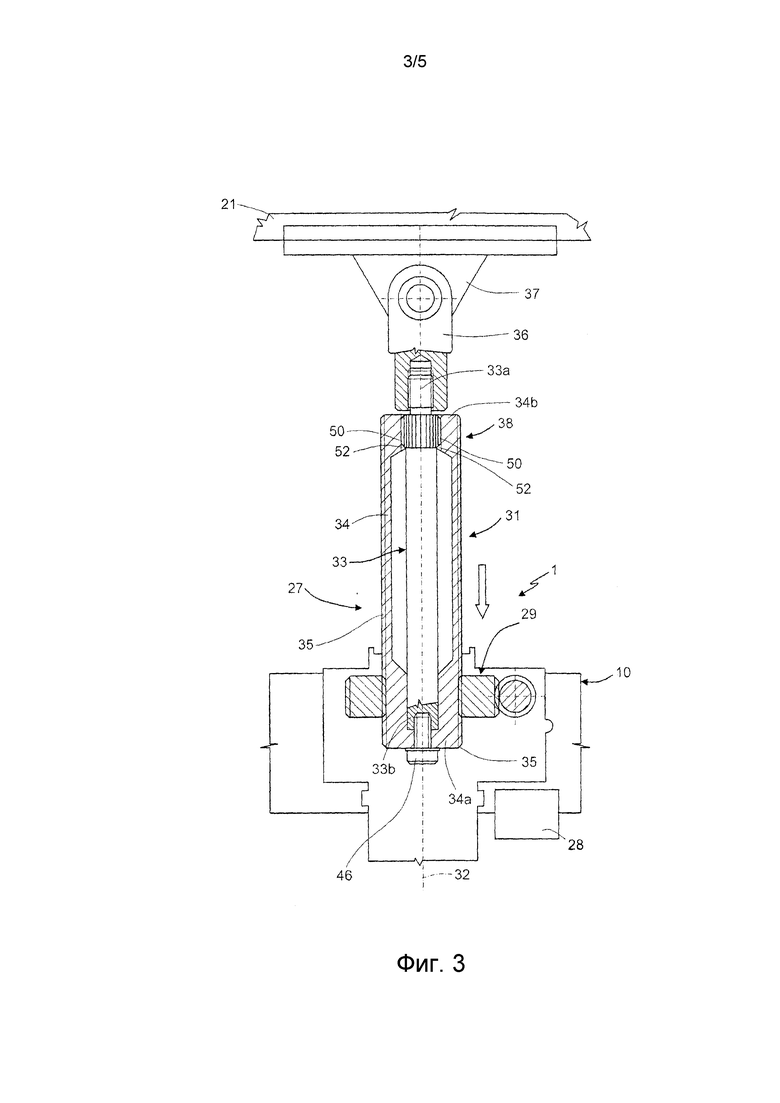
фиг. 3 - вид сбоку и в увеличенном масштабе поперечного сечения устройства, показанного на фиг. 1 и 2, который подробно показывает приводную систему, выполненную согласно изобретению;
фиг. 4 - вид продольного сечения части приводной системы в первом замкнутом рабочем положении;
фиг. 5 - вид продольного сечения части приводной системы во втором разомкнутом рабочем положении.
На фиг. 3, 4 и 5 приводная система секторов устройства 2 (фиг. 1) для изготовления фюзеляжа летательного аппарата обозначена в целом ссылочной позицией 1.
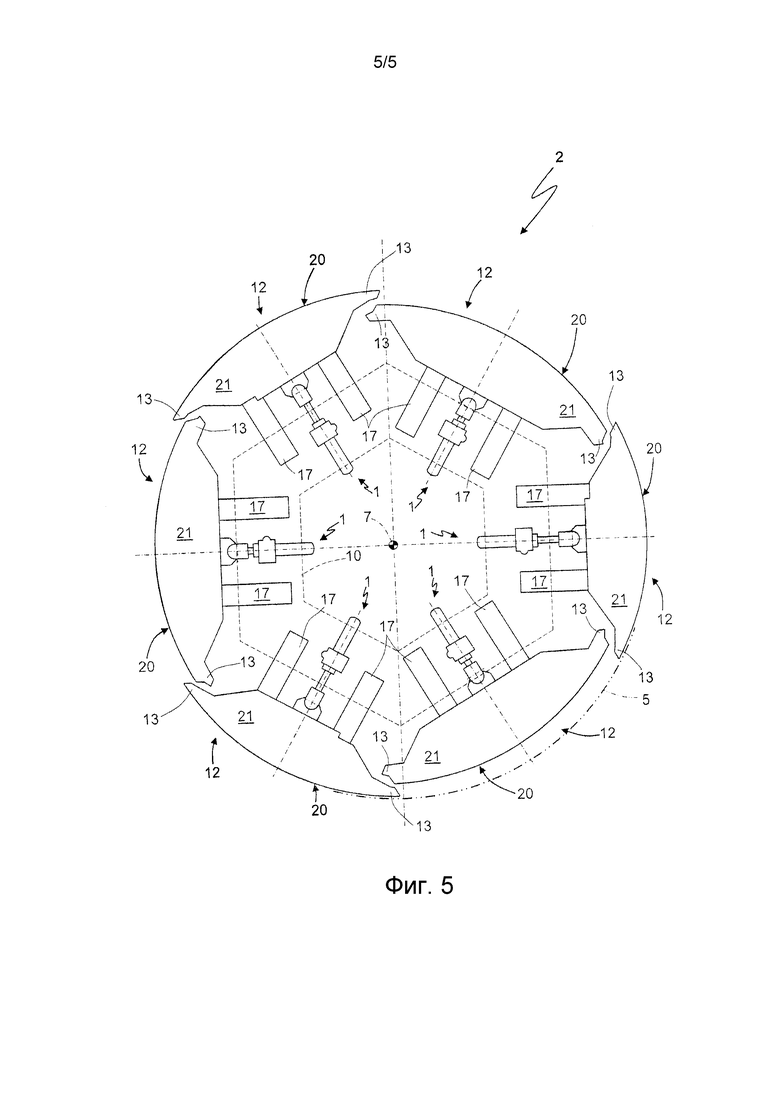
В частности, устройство 2 (фиг. 1) содержит барабан 4 для ламинирования, ограниченный внешней поверхностью 5, которая образует тело вращения относительно оси 7 симметрии. Барабан 4 для ламинирования выполнен с возможностью размещения и удерживания ленты из пропитанного синтетического материала, которую укладывают и наматывают на внешнюю поверхность 5, формируя множество перекрывающихся слоев, которые полностью и равномерно покрывают поверхность 5. Лента синтетического материала (например, из углеродного волокна) накладывается ламинирующей головкой (известного типа, не показана) на барабан 4 для ламинирования.
Например, лента может накладываться посредством вращения барабана 4 вокруг оси 7 и перемещения ламинирующей головки (не показана) скоординированным образом вдоль указанной оси 7. Например, ламинирующая головка описана в заявке на патент US2005/0039843. В конце многослойного наложения ленты ленту из пропитанного композиционного материала подвергают процессу полимеризации в вакууме для получения трубчатой конструкционной секции летательного аппарата. Указанный процесс осуществляют посредством расположения барабана 4 для ламинирования в автоклаве (не показан) и осуществления теплового цикла нагревания известного типа.
В показанном примере внешняя поверхность 5 является цилиндрической, и барабан 4 для ламинирования используется для получения цилиндрической трубчатой части фюзеляжа летательного аппарата.
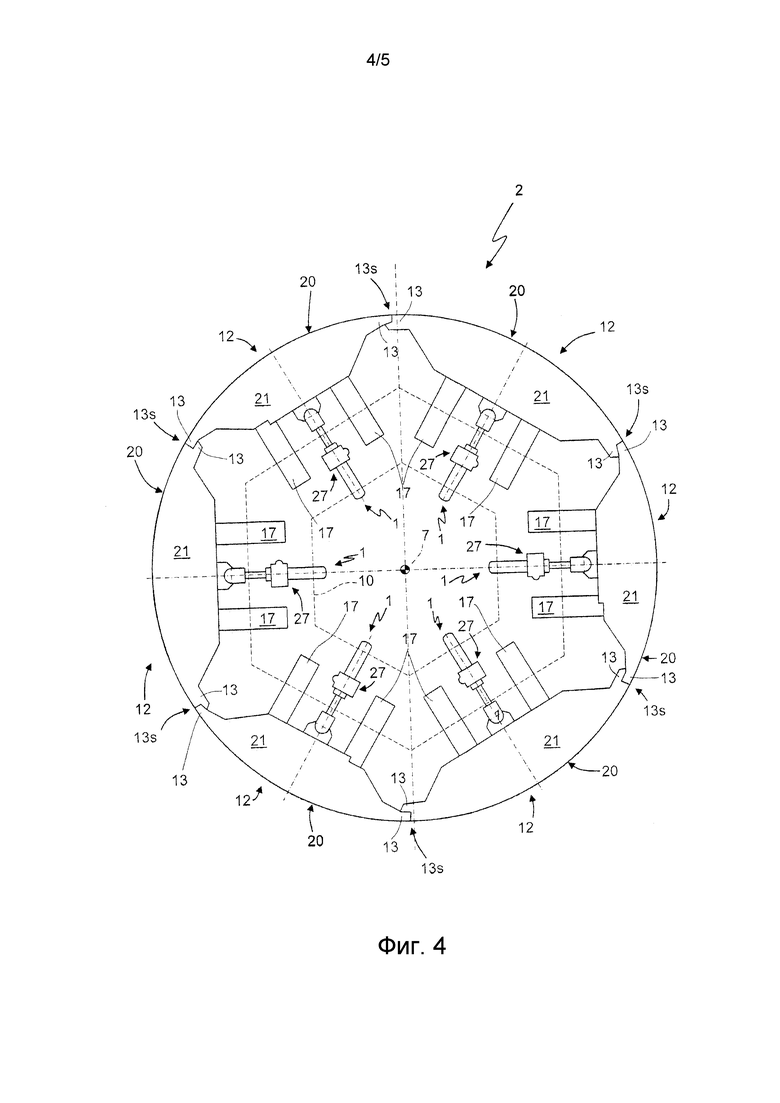
Барабан 4 для ламинирования содержит множество секторов 12 (на фиг. 5 и 6 показаны в качестве примера шесть секторов 12), расположенных с угловым разнесением вокруг оси 7 и удерживаемых опорной конструкцией 10 (показана схематично на фиг. 2), которая проходит линейно вдоль оси 7.
Секторы 12 подвижны между:
- выдвинутым положением для ламинирования (фиг. 1 и 5), в котором большие прямолинейные кромки 13 секторов 12 параллельны оси 7 и расположены рядом, и внешние поверхности секторов 12, противоположные оси 7, примыкают друг к другу и образуют в целом цилиндрическую поверхность 5; и
- втянутым положением для демонтажа (фиг. 5), в котором секторы 12 приближаются к оси 7, удаляясь от контура поверхности 5 и уменьшая радиальный размер барабана 4, чтобы допускать извлечение барабана 4 из конструкционной секции летательного аппарата в конце процесса.
Опорная конструкция 10 проходит между первой и второй кольцевыми оконечными частями 16a, 16b (фиг. 2), каждая из которых снабжена соответствующей оконечной частью 17a, 17b в форме усеченного конуса, которая проходит аксиально.
Оконечные части 17a, 17b в форме усеченного конуса выполнены из металлического материала, и каждая ограничивает центральное отверстие 18, коаксиальное с осью 7.
Заявка на патент WO 2007/148301 приводит пример варианта выполнения и использования конструкции указанного выше типа и оконечных частей 17a, 17b.
Каждый сектор 12 содержит изогнутую металлическую стенку 20 (фиг. 3, 5 и 6), которая в поперечном сечении имеет профиль дуги окружности с пролетом 60° и центром на оси 7, и укрепляющую конструкцию 21, сформированную из множества ребер 21, разнесенных вдоль оси друг от друга и обращенных к внутренней части барабана 4 для предотвращения отклонения/деформации стенки 20, обеспечивая то, что поверхность 5 остается совершенно цилиндрической и коаксиальной с осью 7.
Смежные кромки 13 двух смежных секторов 12 выполнены с возможностью расположения друг над другом в области 13s перекрытия периметра (фиг. 4).
Между укрепляющей конструкцией 21 каждого сектора 12 и опорной конструкцией расположена пара прямолинейных направляющих 17 (известного типа и, таким образом, не описанных дополнительно), выполненных с возможностью удерживания сектора 12 и обеспечения линейного поступательного движения в радиальном направлении относительно оси 7 и в противоположных направлениях каждой изогнутой стенки 20 между выдвинутым и втянутым положениями ламинирования.
Перемещение каждого сектора обеспечивается приводной системой 27 (показанной в увеличенном масштабе на фиг. 3), расположенной между парой направляющих 15 и снабженной электродвигателем 28 (схематично показанным на фиг. 3), выполненным с возможностью обеспечения указанного выше поступательного движения.
Снова, в соответствии с настоящим изобретением, приводная система 27 является системой типа винт-винтовая гайка и содержит винтовую гайку 29, удерживаемую опорной конструкцией 10 и вращаемую электродвигателем 28 (для упрощения трансмиссия не показана на фиг. 3), и прямолинейный резьбовой элемент 31, соединенный с винтовой гайкой 29 и имеющий один конец, соединенный с укрепляющей конструкцией 21 сектора 12. Прямолинейный резьбовой элемент 31 проходит в радиальном направлении вдоль оси 32, которая лежит в плоскости, перпендикулярной оси 7.
В качестве альтернативы, винтовая гайка 29 может быть расположена на укрепляющей поверхности 21 сектора 12 и резьбовой элемент 31 может удерживаться опорной конструкцией 10 и вращаться мотором 28.
Резьбовой элемент 31 содержит внутренний вал 33 (фиг. 3), выполненный из первого металлического материала и проходящий вдоль оси 32 вращения, и внешнюю цилиндрическую трубчатую часть 34, выполненную из второго металлического материала, установленную вдоль оси на части вала 33 и снабженную наружной резьбой 35, которая сцепляется с винтовой гайкой 29, которая удерживается опорной конструкцией 10 и вращается электродвигателем 28 (как указано выше, для упрощения трансмиссия, расположенная между выходным валом электродвигателя 28 и винтовой гайкой 29, не показана). Длина внешней трубчатой части 34 приблизительно равна длине внутреннего вала 33, который, таким образом, закрыт почти полностью по его длине и содержится в пределах цилиндрической полости, ограниченной трубчатой частью 34.
Первый металлический материал (например, инвар 36) имеет коэффициент расширения, меньший чем коэффициент расширения второго металлического материала (например, стали).
Например, сталь может иметь следующие коэффициенты теплового расширения (выраженные в мм/°C):
X5CrNiMo 17-12-2
X12 Cr 13
X30 Cr 13
X6 Cr 17
X5CrNiCuNb 16-4
X1NiCrMoCu25-20-5
Как известно, инвар является металлическим сплавом, состоящим, главным образом, из железа (64%) и никеля (36%) с микропримесями углерода и хрома, открытым швейцарским нобелевским лауреатом физиком Шарлем Эдуардом Гийомом. Его коэффициент теплового расширения (приблизительно 10-6 K-1 в длину) составляет приблизительно одну десятую по сравнению с коэффициентом теплового расширения стали.
Второй металлический материал имеет коэффициент расширения, который больше, чем коэффициент расширения первого материала, но имеет лучшие характеристики механической прочности, чем у первого материала.
Вал 33 имеет первую оконечную часть 33a, от которой проходит прямоугольная пластина 36, которая, в свою очередь, шарнирно соединена с кронштейном 37, который проходит радиально от укрепляющей конструкции 21 к оси 7.
Первая оконечная часть 33a не закрыта цилиндрической трубчатой частью 34 и имеет меньший диаметр, чем часть вала 33, закрытая цилиндрической частью 34.
Вторая оконечная часть 33b вала 33 снабжена осевым отверстием, принимающим концевую часть винта 46, используемого для жесткого прикрепления первой оконечной части 34a трубчатой части 34 к валу 33.
Между внутренним валом 33 и трубчатой частью расположены средства 38 ограничения углового смещения, выполненные с возможностью предотвращения углового смещения трубчатой части 34 относительно внутреннего вала 33 (и, таким образом, обеспечения передачи вращающего момента, генерируемого электродвигателем 28, на вал 33), но допускающие линейное скольжение трубчатой части 34 относительно внутреннего вала 33, следуя тепловому напряжению, прилагаемому к резьбовому элементу 31 в целом.
Например, ограничивающие средства 38 могут быть выполнены как множество продольных ребер 50 (например, с треугольным сечением на фиг. 3), расположенных на внешней поверхности концевой части внутреннего вала 33 и выполненных с возможностью соединения с соответствующими продольными пазами 52, расположенными на внутренней поверхности концевой части трубчатой части 34.
Таким образом, повышение температуры, воздействующее на резьбовой элемент 1 (повышение температуры, вызванное тепловым циклом, осуществляемым в автоклаве), производит деформацию трубчатой части 34, которая удлиняется, перемещая вторую оконечную часть 34b трубчатой части к пластине 35 (ограничивающие средства 38 допускают свободное относительное скольжение между частями и второй оконечной частью 34b) относительно внутреннего вала 33, который не подвергается значительным изменениям размеров благодаря используемому материалу. Общая длина резьбового элемента 31 в любом случае увеличивается очень незначительно, так как она определяется расстоянием между оконечными частями 33b и 33a внутреннего вала 33, который имеет очень ограниченный коэффициент расширения. Таким образом, тепловое напряжение производит ограниченное полное удлинение резьбового прямолинейного элемента 31, которое зависит только от сниженного удлинения первого материала.
Таким образом, нагревание устройства 2 в автоклаве не вызывает смещения секторов 12 относительно положения, определенного до нагревания. Таким образом, обеспечиваются заданные размерные допуски трубчатого элемента фюзеляжа летательного аппарата.
Кроме того, винтовая гайка сопрягается с резьбой, выполненной из износостойкого металлического материала, таким образом обеспечивая получение прочной приводной системы, способной выдерживать множество циклов размыкания/смыкания секторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГРАНИЧИВАЮЩАЯ СИСТЕМА СЕКТОРОВ УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА | 2013 |
|
RU2619740C2 |
| СИСТЕМА ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА | 2013 |
|
RU2622121C2 |
| УНИВЕРСАЛЬНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ ВЕРТИКАЛЬНОГО ВЗЛЕТА И ПОСАДКИ | 2004 |
|
RU2272751C1 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2019 |
|
RU2786269C1 |
| Комбинированная динамически-подобная аэродинамическая модель для разных видов аэродинамических испытаний | 2023 |
|
RU2808290C1 |
| Запирающее устройство аварийного люка летательного аппарата | 2023 |
|
RU2816324C1 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ ВЕРТИКАЛЬНОГО ВЗЛЁТА И ПОСАДКИ | 2003 |
|
RU2244661C2 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ С ФУНКЦИЕЙ «ЗАВИСАНИЯ» | 2019 |
|
RU2783550C1 |
| УСТРОЙСТВО И СПОСОБ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2684096C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЫВАНИЯ И РОЗЛИВА ИЗ БУТЫЛКИ С НАПИТКОМ, В ЧАСТНОСТИ ИЗ БУТЫЛКИ С АЛКОГОЛЬНЫМ НАПИТКОМ | 2010 |
|
RU2470845C2 |
Приводная система секторов устройства (2) для изготовления фюзеляжа летательного аппарата, в которой барабан (4) для ламинирования ограничен внешней поверхностью (5), которая образует тело вращения относительно оси (7) симметрии и содержит множество секторов (12) с угловым разнесением вокруг оси (7) подвижных вдоль направляющих между: выдвинутым положением для ламинирования и втянутым положением для демонтажа. Каждый сектор снабжен приводной системой (27) типа винт-гайка, в которой резьбовой элемент (31) вращается вокруг оси (32) вращения при помощи мотора (28). Резьбовой элемент (31) содержит внутренний вал (33), проходящий вдоль оси (32) вращения, и внешнюю трубчатую часть (34), установленную вдоль оси на части внутреннего вала и снабженную наружной резьбой. Между внутренним валом (33) и трубчатой частью (34) расположены ограничивающие средства (38). Изобретение направлено на приведение фюзеляжа в соответствие с расчетными размерами. 4 з.п. ф-лы, 5 ил.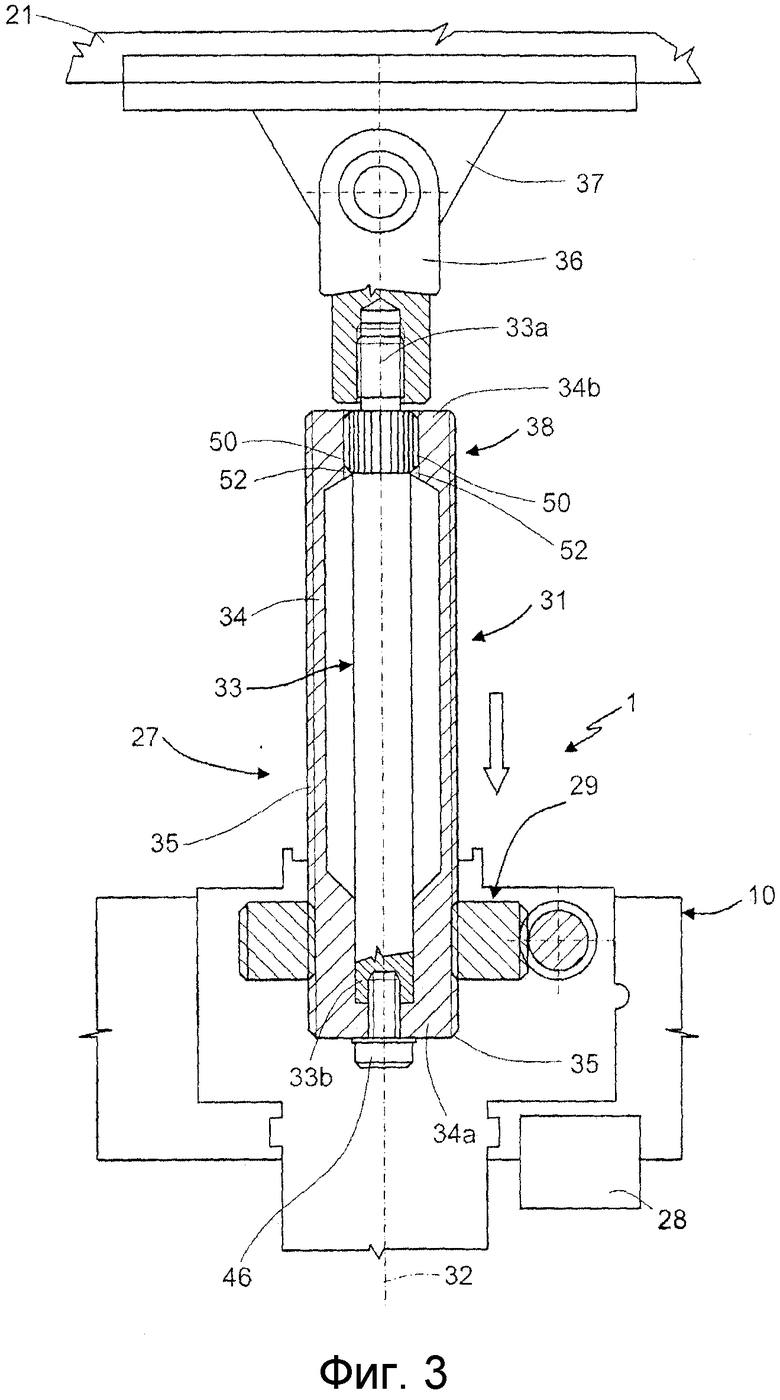
1. Приводная система секторов устройства (2) для изготовления фюзеляжа летательного аппарата, в которой барабан (4) для ламинирования ограничен внешней поверхностью (5), которая образует тело вращения относительно оси (7) симметрии, причем барабан (4) для ламинирования выполнен с возможностью размещения и удерживания ленты из пропитанного синтетического материала, укладываемого и наматываемого на внешнюю поверхность (5), формируя множество перекрывающихся слоев, которые подвергают процессу высокотемпературной полимеризации в вакууме для формирования конструкционной секции летательного аппарата,
барабан (4) для ламинирования содержит множество секторов (12) с угловым разнесением вокруг оси (7), подвижных вдоль направляющих между:
- выдвинутым положением для ламинирования, в котором большие прямолинейные кромки (13) секторов (12) параллельны оси (7) и расположены рядом и внешние поверхности секторов (12), противоположные оси (7), совместно образуют указанную внешнюю поверхность (5), и
- втянутым положением для демонтажа, в котором по меньшей мере часть указанных секторов (12) приближается к оси (7), удаляясь от контура поверхности (5), уменьшая радиальный размер барабана и допуская извлечение указанного барабана (4) из конструкционной секции летательного аппарата,
каждый сектор снабжен приводной системой (27) типа винт-винтовая гайка, содержащей резьбовой прямолинейный элемент (31), проходящий вдоль радиальной оси (32) вращения, винтовую гайку (29) и моторное средство (28),
отличающаяся тем, что указанный резьбовой прямолинейный элемент (31) содержит внутренний вал (33), выполненный из первого материала и проходящий вдоль указанной оси (32) вращения, и внешнюю трубчатую часть (34), выполненную из второго материала, установленную вдоль оси на части указанного внутреннего вала (33) и снабженную указанной наружной резьбой,
указанный первый материал имеет меньший коэффициент расширения, чем коэффициент расширения второго материала,
между указанным внутренним валом (33) и указанной внешней трубчатой частью (34) расположены ограничивающие средства (38), выполненные с возможностью предотвращения углового смещения внешней трубчатой части (34) относительно внутреннего вала (33), допуская линейное скольжение внешней трубчатой части (34) относительно внутреннего вала (33),
первая оконечная часть (34а) внешней трубчатой части (34) соединена с соответствующей оконечной частью указанного внутреннего вала (33),
тепловое напряжение, прилагаемое к указанному резьбовому элементу (31), вызывает скольжение второй свободной оконечной части (34b) внешней трубчатой части (34) относительно внутреннего вала (33) таким образом, что указанное напряжение производит ограниченное общее удлинение резьбового прямолинейного элемента (31), которое зависит только от уменьшенного удлинения первого материала, и каждый сектор остается в предварительно заданном выдвинутом положении для ламинирования, также следуя указанному тепловому напряжению.
2. Система по п.1, в которой указанные ограничивающие средства (38) содержат множество продольных ребер (50) на внешней поверхности части указанного внутреннего вала (33), выполненных с возможностью сопряжения с соответствующими продольными пазами (52), выполненными на внутренней поверхности соответствующей части указанной внешней трубчатой части (34).
3. Система по п.1 или 2, в которой указанный первый материал представляет собой инвар 36 и второй материал представляет собой сталь.
4. Система по п.1, в котором указанная винтовая гайка (29) и указанное моторное средство (28) удерживаются внутренним опорным элементом (10) указанного барабана (4) и указанный резьбовой прямолинейный элемент (31) имеет оконечную часть (33a), соединенную (35, 36) с соответствующим сектором (12).
5. Система по п.1, в которой каждый сектор (12) содержит изогнутую стенку (20), которая имеет поперечное сечение с профилем дуги окружности и укрепляющую конструкцию (21), обращенную внутрь барабана (4) и выполненную с возможностью предотвращения отклонений/деформаций стенки (20).
| WO 2007148301 A2, 27.12.2007 | |||
| WO 2011070002 A1, 16.06.2011 | |||
| RU 2009145995 A, 20.07.2011. |

