Изобретение относится к способам ионно-лучевой обработки изделий с большой площадью поверхности.
Для ионно-лучевой обработки изделий с большой площадью поверхности используют различные способы, к которым относятся: сканирование поверхности изделия узким сфокусированным ионным пучком, обработка изделия ионным пучком большого сечения, площадь которого сопоставима с площадью установленного под пучком, неподвижного изделия, а также обработка ионным пучком ленточного сечения изделий, перемещаемых поперек оси пучка. В последнем случае обеспечивается обработка изделий значительной протяженности, например тонких листов электротехнической стали [1]. Способ сканирования поверхности сфокусированным пучком имеет недостатки, обусловленные ограничением размера обрабатываемых изделий и невысокой производительностью процесса обработки, связанной с ограничением тока пучка с малым поперечным сечением собственным пространственным зарядом [2]. При обработке широким пучком неподвижных изделий их размер также ограничен из-за необходимости создания однородного плазменного эмиттера ионов с большой площадью поверхности, что является достаточно сложной физико-технической задачей [3]. Создание однородного ленточного плазменного эмиттера ионов является более простой задачей по причине одномерности объекта, основную трудность в этом случае представляет создание ионно-оптической системы, обеспечивающей создание ленточного пучка значительной протяженности с высокой плотностью тока, необходимой для высокопроизводительной ионной обработки. Нагрев до высоких температур электродов ионно-оптической системы, имеющих значительную протяженность, приводит к изменению ее геометрических размеров: изменяются ширина эмиссионной щели, длина ускоряющего зазора, нарушается условие плоскопараллельности электродов, что влияет на величину тока пучка, условия его фокусировки и, в конечном счете, на степень неравномерности ионной обработки.
Оптимальным способом для обработки больших поверхностей является применение пучка с большим поперечным сечением, имеющим форму неравноосного прямоугольника, относительно большой оси которого перемещают обрабатываемые изделия. Это позволяет уменьшить плотность тока эмиссии ионов и снизить температуру электродов, что ослабляет влияние термомеханических эффектов. Известен способ получения таких пучков с использованием многоапертурных многоэлектродных ионно-оптических систем (аналог), которые состоят из плоскопараллельных экранного и ускоряющего электродов с круглыми отверстиями [4]. Однако ионно-оптическая прозрачность таких систем, определяемая долей ионов, извлекаемых из плазмы, от общего потока ионов в направлении экранного электрода ионно-оптических системы, невысока (0,2-0,5) [5]. Для повышения тока пучка необходимо увеличивать прозрачность электродов ионно-оптических систем, что достигается использованием щелевых апертур, формируемых набором параллельно устанавливаемых тонких стержней или проволок. Для дальнейшего увеличения ионно-оптической прозрачности ионно-оптических систем необходимо увеличивать поперечный размер щелей, однако это приводит к росту отрицательного напряжения отсечки вторичных электронов, прикладываемого к ускоряющему электроду ионно-оптической системы, увеличению частоты возникновения дуг и пробоев ускоряющего промежутка между электродами ионно-оптической системы. Уменьшение напряжения отсечки и увеличение ширины щелей достигается применением ионно-оптических систем, в которых ускоряющий электрод состоит из двух одинаковых многоапертурных электродов, расположенных на определенном расстоянии друг от друга и имеющих одинаковый потенциал [6]. Поскольку длина щелей ограничена из-за удлинения нитей или стержней при нагреве и нарушения геометрии ионно-оптической системы, пучок большого сечения формируют с использованием ионно-оптических систем, электроды которых образованы набором большого числа параллельно расположенных щелевых апертур с оптимальной длиной щелей, а обработку изделий с большой площадью поверхности производят перемещением изделия поперек большой оси сечения пучка. Такой способ обработки (прототип) используется в установке для ионно-плазменной обработки [7]. Способ формирования пучка ионно-оптической системой и параметры пучка описаны в [8]. В способе-прототипе используется ионно-оптическая система, формирующая ионный пучок сечением 600×100 мм с энергией ионов 10-30 кэВ и током пучка до 0,2 А, ширина щелей которой при напряжении отсечки 4 кВ составляет 10 мм в системе с обычным ускоряющим электродом и 20 мм - при использовании двойного ускоряющего электрода. Длина щелевых апертур, ограниченная вследствие нагрева и коробления формирующих апертуры вольфрамовых проволок диаметром 2 мм, составляет 100 мм.
К недостаткам этого способа-прототипа относится то, что даже при высокой однородности плазменного эмиттера ионов многощелевая ионно-оптическая система обеспечивает близкое к равномерному распределение плотности тока пучка вдоль большой оси его поперечного сечения только на определенном расстоянии от ионно-оптической системы в определенных режимах ее работы, задаваемых сочетанием тока пучка и ускоряющего напряжения. Равномерность обеспечивается в результате угловой расходимости формируемых в одиночных апертурах элементарных пучков и их перекрывания в пространстве дрейфа пучка. Неоднородность распределения плотности тока пучка по сечению обусловлена многощелевой структурой ионно-оптической системы и характеризуется чередованием максимумов и минимумов плотности тока в направлении длинной оси пучка. Поэтому даже при незначительном изменении режимов генерации пучка или при обработке поверхностей сложной формы флюенс ионного облучения поверхности изделий, перемещаемых поперек длинной оси пучка, также будет неравномерно распределен по поверхности.
Задачей изобретения является снижение неравномерности распределения ионного флюенса по поверхности изделий, перемещаемых относительно ионного пучка, формируемого многощелевой ионно-оптической системой.
Поставленная задача решается благодаря тому, что в широкоапертурной ионно-оптической системе, содержащей плазменный и ускоряющий электроды прямоугольной неравноосной формы, каждый из которых состоит из набора параллельно расположенных тонких стержней или проволок, формирующих щелевые апертуры, апертуры устанавливают под углом α относительно короткой оси ионного пучка, в направлении которой перемещается изделие, в результате чего все участки обрабатываемой поверхности при движении в зоне пучка последовательно пересекают области максимумов и минимумов распределения плотности тока, что обеспечивает равномерное распределение ионного флюенса по поверхности изделий. Минимальное значение угла αmin=arctg(h/l) определяется из условия пересечения любой точкой обрабатываемой поверхности части области распределения, формируемой единичной апертурой, при движении вдоль диагонали щели. Максимальный угол зоны αmax=arccos(H/l) определяется из условия сохранения оптимальной длины щелевой апертуры. Здесь l, h - длина и ширина щелевых апертур; Н - длина короткой оси сечения пучка.
Технический результат заключается в достижении равномерной ионно-лучевой обработки изделий с большой площадью поверхности, осуществляемой посредством перемещения изделий относительно ионного пучка большого сечения.
Между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом существует причинно-следственная связь, а именно: для широкоапертурной ионно-оптической системы газоразрядного источника ионов, состоящей из многоапертурных плазменного и ускоряющего электродов, апертуры в которых имеют форму щелей, характерно существование локальных неоднородностей распределения плотности тока пучка в поперечном сечении пучка, что обусловлено многощелевой структурой ионно-оптической системы и приводит к неравномерной ионно-лучевой обработке поверхности изделий, перемещаемых поперек большой оси пучка, так как любая малая область поверхности движется в фиксированной части распределения с постоянным значением плотности ионного тока. Если щелевые апертуры размещают под углом α относительно короткой оси сечения ионного пучка, в направлении которой перемещается изделие, то все участки обрабатываемой поверхности при движении в зоне пучка последовательно пересекают области максимумов и минимумов распределения плотности тока, что обеспечивает набор одинакового ионного флюенса и равномерность обработки поверхности. Значения угла наклона щелей относительно короткой оси ионного пучка определяются из соотношения arccos(H/l)>α>arctg(h/l); где Н - длина короткой оси сечения пучка; l, h - длина и ширина щелевых апертур.
Изобретение позволяет снизить неравномерность ионно-лучевой обработки материалов с большой площадью поверхности, причем для этого не требуется поддерживать строго определенные значения тока пучка и энергии ионов и нет жестких ограничений на расстояние между ионно-оптической системой и обрабатываемой поверхностью.
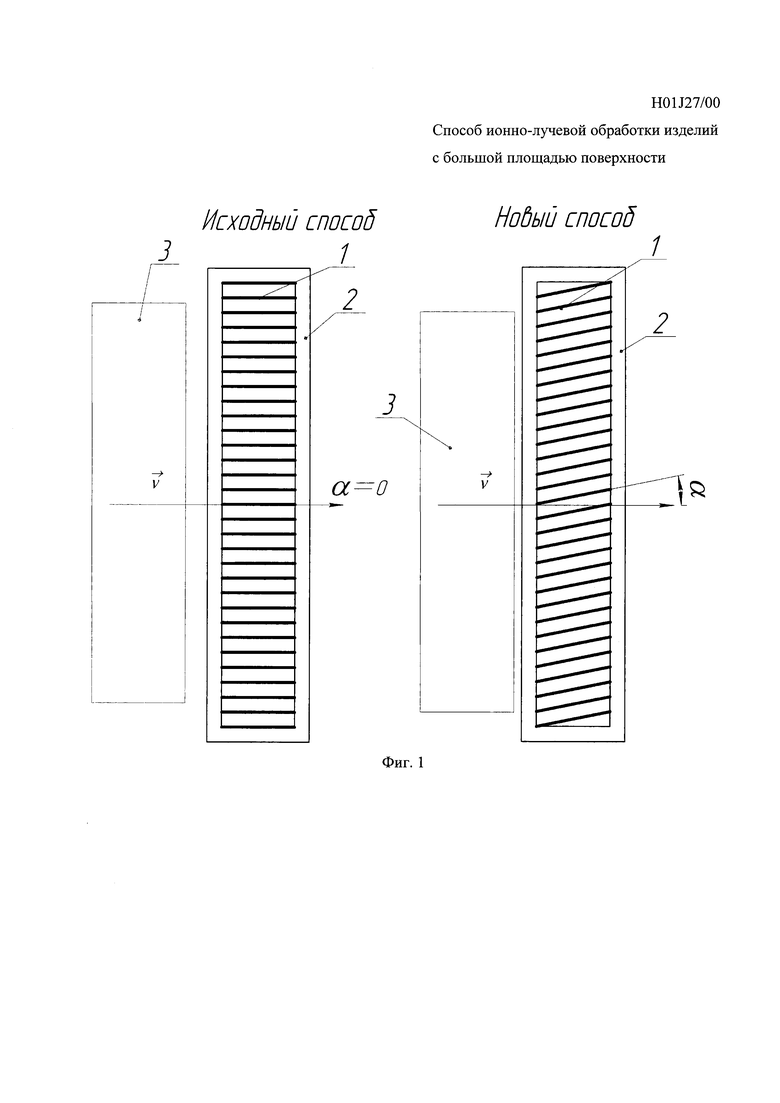
Техническая сущность предложенного способа обработки поясняется чертежами: на фиг. 1 схематически изображены электроды ионно-оптической системы, содержащие стержни 1, установленные в рамку 2, показан вектор  направления движения изделий 3 при ионно-лучевой обработке. Фиг. 2 и фиг. 3 поясняют принцип определения предельных значений углов между направлением движения изделий и осями щелевых апертур. На рисунках Н - длина короткой оси сечения пучка; l, h - длина и ширина щелевых апертур; α - угол наклона щелей относительно короткой оси ионного пучка.
направления движения изделий 3 при ионно-лучевой обработке. Фиг. 2 и фиг. 3 поясняют принцип определения предельных значений углов между направлением движения изделий и осями щелевых апертур. На рисунках Н - длина короткой оси сечения пучка; l, h - длина и ширина щелевых апертур; α - угол наклона щелей относительно короткой оси ионного пучка.
Максимальный угол αmax определяют из условия сохранения оптимальной длины апертуры l, превышение которой приводит к значительному искривлению стержней при их нагреве и недопустимому нарушению формы щелевых апертур. Из геометрических построений следует, что αmax=arccos(H/l), где Н - длина короткой оси сечения пучка; l - длина апертуры.
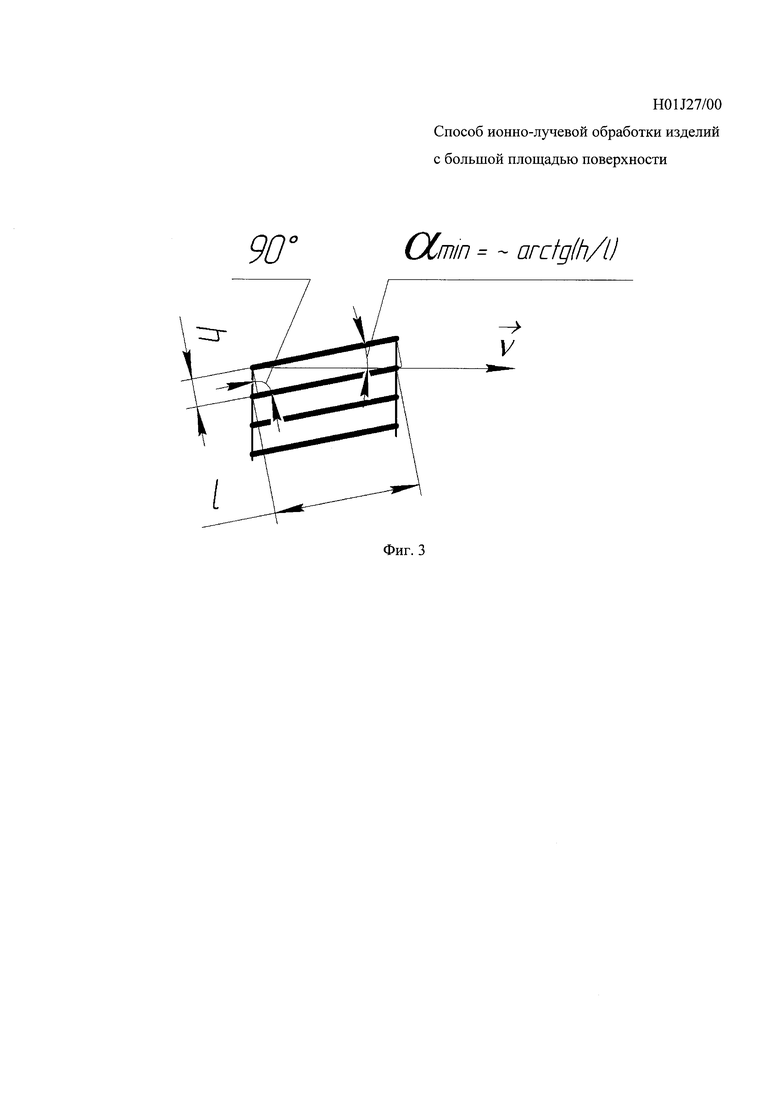
Минимальный угол αmin определяется из условия перемещения элемента поверхности параллельно диагонали щелевой апертуры и составляет, как следует из фиг. 3, αmin=~arctg(h/l), где h, l - ширина и длина щелевой апертуры.
Возможность осуществления заявляемого изобретения показана следующими примерами:
Испытания проводились с использованием источника широкого ионного пучка, поперечное сечение которого составляло ~90×700 мм2. Использовалась двухэлектродная ионно-оптическая система, ширина щелевых апертур в которой составляла 10 мм, апертуры длиной 90 мм располагались под прямым углом относительно длинной оси ионно-оптической системы. Источник работал в импульсно-периодическом режиме с частотой повторения импульсов 200 Гц и длительностью импульса 0,5 мс. Средний ток пучка составлял ~60 мА, энергия ионов аргона - 20 кэВ. Для измерения распределения плотности тока по сечению пучка использовался коллектор в форме пластины толщиной 2 мм и длиной 75 мм, установленный на расстоянии ~3 см от ускоряющего электрода системы формирования пучка в зоне резко неоднородного распределения плотности тока по сечению ионного пучка. В выбранном режиме генерации пучка плоскость, в которой достигается наименьшая неоднородность распределения, находилась на расстоянии ~20 см от ускоряющего электрода ионно-оптической системы. Ток в цепи коллектора фиксировался двухкоординатным самописцем.
Испытания заключались в измерении распределений плотности тока вдоль длинной оси пучка при различных углах наклона коллектора относительно щелей ионно-оптической системы. Диапазон допустимых значений изменения угла, определенный из соотношения arccos(H/l)>α>arctg(h/l) для используемой ионно-оптической системы составлял ~9-27 градусов.
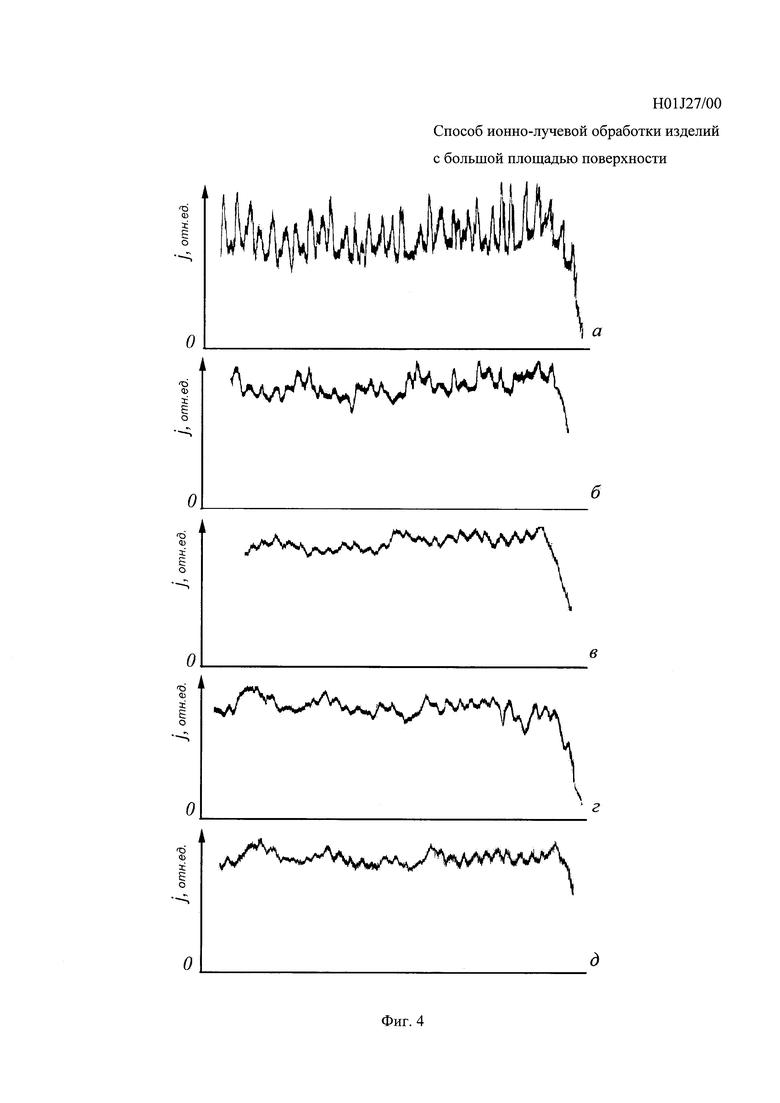
На фиг. 4 показаны результаты измерения тока ионов на коллектор, расположенный под различными углами (фиг. 4а - α=0°; фиг. 4б - α=9°; фиг. 4в - α=14°; фиг. 4г - α=18°; фиг. 4д - α=27°) относительно длинной оси щелевых апертур, при его перемещении вдоль длинной оси пучка. Как следует из фиг. 4, при перпендикулярном расположении коллектора относительно длинной оси пучка степень неоднородности распределения плотности тока составляет ±36% от средней величины (фиг. 4а). При изменении угла наклона коллектора в ограниченном условием arccos(H/l)>α>arctg(h/l) диапазоне значений неоднородность распределения снижается примерно до 10% и практически не зависит от величины угла α. Поскольку эксперимент с измерением тока на неподвижный коллектор, расположенный под углом α относительно оси щелей, моделирует набор ионного флюенса при прохождении движущейся областью поверхности через зону обработки, то изменение тока при движении коллектора вдоль длинной оси пучка характеризует неоднородность распределения флюенса по поверхности, которая максимальна при α=0° и резко уменьшается при углах наклона коллектора, находящихся в диапазоне значений 9-27 градусов.
Предложенный способ обеспечивает однородность ионной обработки изделий с большой площадью поверхности, перемещаемых в зоне действия ионного пучка, и соответствующее расширение сферы возможных технологических применений источников ионных пучков большого сечения.
Источники информации
1. Губернаторов В.В., Драгошанский Ю.Н., Ивченко В. А., Овчинников В.В., Сычева Т.С. Способ термомагнитной обработки магнитомягких материалов. Патент РФ №2321644, 03.08.06.
2. Молоковский С.И., Сушков А.Д. Интенсивные электронные и ионные пучки. - М.: Энергоатомиздат, 1991. - 138 с.
3. Ионные инжекторы и плазменные ускорители: Сб. науч. ст. Под ред. А.И. Морозова, Н.Н. Семашко. - М.: Энергоатомиздат, 1990. - 256 с.
4. H.R. Kaufman, W.E. Hughes, R.S. Robinson, G.R. Thompson. Thirty-eight-centimeter ion source. Nucl. Instr. and Meth in Phys. Res. - 1989. - V. B37/38. - P. 98-102.
5. H.R. Kaufman, R.S. Robinson. Broad-beam ion source technology and applications. Vacuum. - 1989. - V. 39, No. 11-12. - P. 1175-1180.
6. B.B. Осипов, С.М. Чесноков. Широкоапертурная ионно-оптическая система газоразрядного источника ионов. Авторское свидетельство №1790314. СССР: 27.11.95.
7. М.К. Смыслова, И.Б. Степанов, Ю.М. Дыбленко и др. Установка для ионно-лучевой и плазменной обработки. Патент РФ №2496913, 2013 г.
8. Д.Р. Емлин, А.И. Меньшаков. Источник ленточных пучков ионов газов для модификации рулонных материалов. Вестник ЮУрГУ, серия "Машиностроение". - 2012. - №33 (292). - С. 131-138.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ИОНОВ | 1990 |
|
RU1766201C |
| ЛЕНТОЧНЫЙ ПЛАЗМЕННЫЙ ЭМИТТЕР ИОНОВ | 2005 |
|
RU2294578C1 |
| ИСТОЧНИК ИОНОВ | 2003 |
|
RU2248064C1 |
| ГАЗОРАЗРЯДНЫЙ ПЛАЗМЕННЫЙ КАТОД | 2003 |
|
RU2250577C2 |
| Ионно-оптическая система источника ионов | 2022 |
|
RU2794724C1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПРОТЯЖЕННЫХ ОТВЕРСТИЙ | 2022 |
|
RU2781774C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОЙ ФОКУСИРОВКИ ИОННОГО ПУЧКА В УСКОРИТЕЛЕ ПЛАЗМЫ С АЗИМУТАЛЬНЫМ ДРЕЙФОМ ЭЛЕКТРОНОВ | 2010 |
|
RU2465749C2 |
| Способ обработки стальных изделий | 1989 |
|
SU1670968A1 |
| Источник ионов дуоплазмотронного типа | 1988 |
|
SU1774391A1 |
| ИНЖЕКТОР ПУЧКА НЕЙТРАЛЬНЫХ ЧАСТИЦ НА ОСНОВЕ ОТРИЦАТЕЛЬНЫХ ИОНОВ | 2012 |
|
RU2619923C2 |

Изобретение относится к способам ионно-лучевой обработки изделий с большой площадью поверхности. Обрабатываемые изделия перемещают поперек большой оси пучка, формируемого с помощью ионно-оптической системы, содержащей плазменный и ускоряющий электроды, каждый из которых содержит большое число щелевых апертур. Многощелевая структура ионно-оптической системы обуславливает существование локальных неоднородностей распределения плотности ионного тока, приводящих к неравномерности ионно-лучевой обработки. Изделия перемещают под углом αmin относительно оси параллельных щелевых апертур, в результате все участки поверхности изделий получают одинаковый флюенс ионного облучения. Минимальный угол αmin=arctg(h/l) определяют из условия пересечения области пучка по диагонали единичной апертуры. Максимальный угол αmax=arccos(H/l) определяют из условия сохранения оптимальной длины апертуры. Здесь l, h - длина и ширина апертур, Н - длина короткой оси сечения пучка. Технический результат - достижение равномерной ионно-лучевой обработки изделий при их перемещении в области ионного пучка. 4 ил.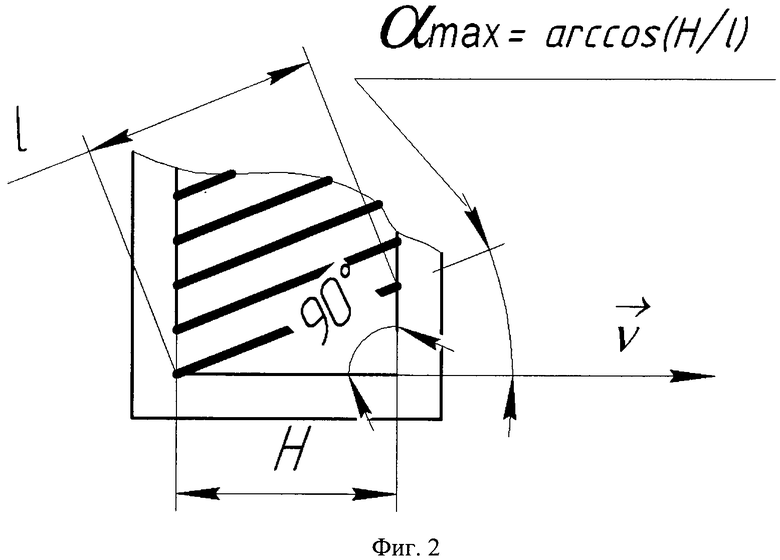
Способ ионно-лучевой обработки изделий с большой площадью поверхности, заключающийся в том, что широкий пучок формируют с помощью многоапертурной ионно-оптической системы со щелевой формой апертур, а обрабатываемые изделия перемещают под ионным пучком, отличающийся тем, что изделия перемещают под углом α относительно оси щелевых апертур, при этом величину угла определяют из неравенства arccos(Н/l)>α>arctg(h/l), где l, h - длина и ширина щелевых апертур, H - длина короткой оси сечения пучка.
| УСТАНОВКА ДЛЯ ИОННО-ЛУЧЕВОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2496913C2 |
| УСТАНОВКА ДЛЯ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2009 |
|
RU2425173C2 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US 2014061030A1, 06.03.2014. | |||

