Изобретение относится к технике для нанесения покрытий на детали машин, более конкретно к вакуумной ионно-плазменной обработке поверхностей, и может быть использовано для модифицирования поверхности и нанесения функциональных покрытий на лопатки турбомашин, например длинномерных деталей паровых турбин, при обеспечении их комплексной поверхностной обработки, включающей очистку и активацию поверхности, нанесение различного вида функциональных многослойных покрытий, модифицирование поверхности металлической и газовой плазмой, а также для комбинированной поверхностной обработки, включающей химико-термическую обработку с последующим нанесением покрытия в одном технологическом цикле.
Известна установка для нанесения защитных покрытий путем осаждения из вакуумно-дуговой плазмы материала покрытия [Патент РФ №2058427, МПК С23С 14/34, опубл. 20.04.1996]. Установка содержит вакуумную камеру, в которой расположен катод, выполненный из материала покрытия, защитный экран катода, анод, держатель изделий, электрод для возбуждения вакуумной дуги и систему электропитания. Установка предназначена для испарения токопроводящих материалов и нанесения упрочняющих покрытий на детали машин.
Известны вакуумные плазменные установки, содержащие вакуумную камеру с системой откачки и установленные в камере плазменный ускоритель и технологическое приспособление для закрепления обрабатываемых изделий [Гришин С.Д. и др. Плазменные ускорители. М.: Машиностроение, 1983, с.189, 194. Левченко Ю.М. и др.].
Известна установка для ионного азотирования, содержащая вакуумную камеру с расположенными в ней катодами, источники питания, держатель изделий [Лахтин Ю.М., Арзамасов Б.Н. Химико-термическая обработка металлов. - М.: Металлургия, 1985, с.177-181]. Обработка на таких установках производится с целью повышения эксплуатационных свойств изделий (износостойкости, эрозионной стойкости и пр.). Обработку в таких установках осуществляют путем высокотемпературной выдержки изделий в среде ионизированного рабочего газа.
Недостатком известной установки [Лахтин Ю.М., Арзамасов Б.Н. Химико-термическая обработка металлов. - М.: Металлургия, 1985, с.177-181] является невысокая эффективность процесса модификации поверхности изделий вследствие низкой энергии частиц рабочего газа. При химико-термической обработке для получения необходимой концентрации легирующего элемента в поверхности изделий необходима длительная выдержка изделий в среде рабочего газа при высокой температуре. Это является причиной низкой производительности процесса. При этом происходит образование хрупких крупнодисперсных структурных составляющих, что снижает механические и эксплуатационные свойства изделий. Также недостатком является невозможность внедрения в поверхность элементов в количестве, превышающем их предел растворимости в материале изделий.
Известны также установки для модификации поверхности путем ионной имплантации [Обеспечение эксплуатационных свойств лопаток компрессора из титановых сплавов путем ионного модифицирования поверхности на установке «Вита» / Смыслов A.M., Гусева М.И., Смыслова М.К. и др. // Авиационная промышленность. - 1992. - №5. - С.24-26], содержащие вакуумную камеру с установленными на ней устройствами для ионной имплантации, источники питания, держатель изделий. Обработку изделий в таких установках осуществляют следующим образом. Обрабатываемые изделия размещают в вакуумной камере установки, затем в ней создают вакуум и напускают в нее рабочий газ. Затем производят бомбардировку изделий ускоренными ионами рабочего газа, которые внедряются в поверхность изделий. Модификация поверхности путем ионной имплантации позволяет улучшать прочностные характеристики изделий без снижения пластичности, благодаря чему повышают, например, сопротивление усталости изделий.
Недостатком известных установок является ограниченность технологических возможностей, вследствие чего не удается получить высокие эксплуатационные свойства обрабатываемых деталей.
Наиболее близким техническим решением, выбранным в качестве прототипа, является установка для вакуумной ионно-плазменной обработки, ионной имплантации и нанесения покрытий [Патент РФ №2294395, Установка для вакуумной ионно-плазменной обработки поверхностей. МПК С23С 14/34, опубл. 2007.02.27], содержащая вакуумную камеру с по крайней мере одной загрузочной дверью, нижнее поворотное приспособление для размещения обрабатываемых изделий, электродуговые испарители, систему подачи газов, откачную систему, источники питания и блок управления. Эта установка позволяет повышать эксплуатационные свойства изделий путем комплексной обработки, включающей ионно-плазменную или ионно-имплантационную обработку и нанесение покрытия в одном цикле.
Однако конструкция установки для вакуумной ионно-плазменной обработки, ионной имплантации и нанесения покрытий не обеспечивает высокое качество обработки длинномерных деталей (особенно изделия больших размеров, к которым относят, например, лопатки паровых турбин с областью, подлежащей обработке, размером около 1200×200 мм), а также не позволяет повысить производительность за счет одновременной обработки большого количества деталей при обеспечении высокого качества их обработки. Кроме того, установка-прототип имеет низкую производительность и высокий расход энергии и материалов. Это объясняется следующими причинами:
- несовершенством метода модификации поверхности;
- неравномерностью распределения плазмы внутри камеры (что снижает однородность обработки поверхности, особенно длинномерных изделий);
- низкой производительностью процесса генерации плазмы;
- неэффективностью использования плазмы при модификации поверхности;
- неравномерностью толщины покрытия по длине изделия.
Техническим результатом изобретения является повышение функциональных возможностей, повышения производительности и качества обработки длинномерных изделий за счет одновременного или последовательного использования технологий, основанных на методах вакуумной ионно-плазменной обработки, ионной имплантации и нанесения покрытий.
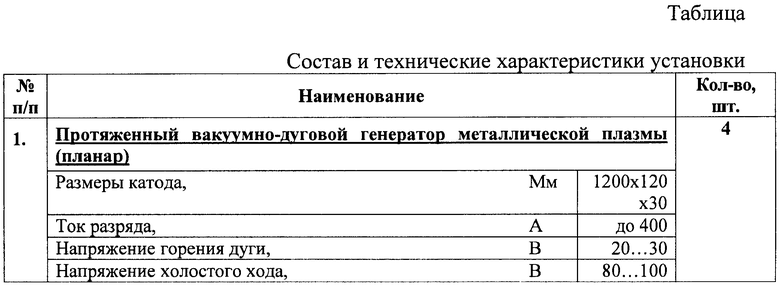
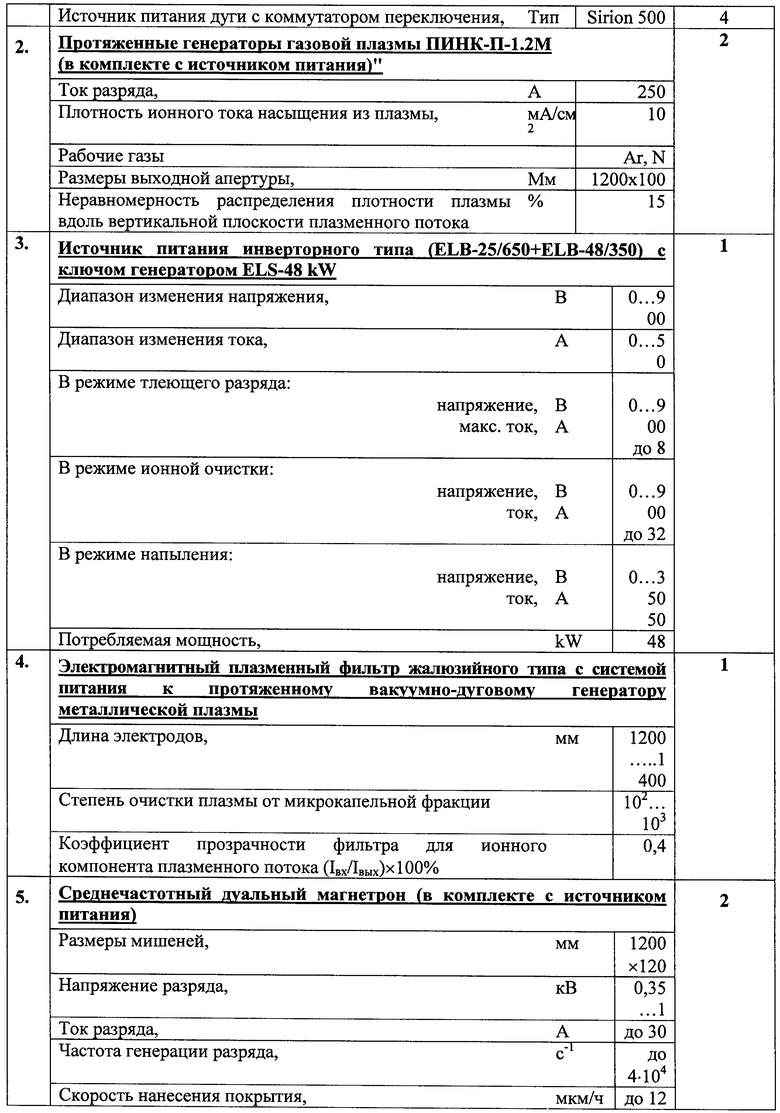
Технический результат достигается тем, что установка для комбинированной ионно-плазменной обработки, содержащая цилиндрическую вакуумную камеру с загрузочной дверью, оснащенную фланцевыми соединениями для установки технологических модулей, вакуумопровода, вакуумных насосов и вакуумных вводов, поворотное приспособление для размещения обрабатываемых изделий, технологические модули, систему подачи газов, откачную систему, источники питания и блок управления, в отличие от прототипа в качестве технологических модулей содержит: по крайней мере один протяженный вакуумно-дуговой генератор металлической плазмы, включающий плоский катод размерами 1200×120×30 мм и выполненный с возможностью обеспечения: тока разряда до 400 А, напряжения горения дуги от 20 В до 30 В, напряжение холостого хода от 80 В до 100 В, снабженный источником питания дуги с коммутатором переключения до 500 А, крайней мере один протяженный генератор газовой плазмы в комплекте с источником питания, выполненный с возможностью обеспечения: тока разряда до 250 А, плотности ионного тока насыщения из плазмы до 10 мА/см2, неравномерности распределения плотности плазмы вдоль вертикальной плоскости плазменного потока не более 15%, обеспечения работы с газами Ar, N и имеющим размеры выходной апертуры 1200×100 мм, по крайней мере один среднечастотный дуальный магнетрон в комплекте с источником питания, имеющий размеры мишеней 1200×120 мм и выполненный с возможностью обеспечения: напряжения разряда от 0,35 кВ до 1 кВ, тока разряда до 30 А, частоты генерации разряда до 4·104 с-1, скорости нанесения покрытия до 12 мкм/ч, обеспечивающим работу с газами N, Ar, O2 и их смесями при рабочем давлении газов от 0,04 Па до 0,1 Па, по крайней мере один высокочастотный, короткоимпульсный источник напряжения смещения, выполненный с возможностью обеспечения плазменно-иммерсионной ионной имплантации и/или осаждения покрытий при: амплитуде напряжений от 0,5 кВ до 4 кВ, частоте следования импульсов до 105 с-1, длительности импульсов до 5 мкс и величине тока в импульсе до 15 А.
Технический результат достигается также тем, что установка содержит источник питания инверторного типа, выполненный с возможностью обеспечения: диапазона изменения напряжения от 0 до 900 В, диапазона изменения тока от 0 до 50 А; при работе в режиме тлеющего разряда: напряжение от 0 до 900 В, максимальный ток до 8 А; в режиме ионной очистки: напряжение от 0 до 900 В, максимальный ток до 32 А; в режиме напыления: напряжение от 0 до 900 В, максимальный ток до 50 А;
Технический результат достигается также тем, что установка содержит электромагнитный плазменный фильтр жалюзийного типа с системой питания к протяженному вакуумно-дуговому генератору металлической плазмы, имеющий длину электродов от 1200 мм до 1400 мм и выполненный с возможностью обеспечения степени очистки плазмы от микрокапельной фракции 102…103 при коэффициенте прозрачности фильтра для ионного компонента плазменного потока до 0,4.
Технический результат достигается также тем, что вакуумная камера установки выполнена из немагнитной нержавеющей стали, по крайней мере, с семью фланцами для размещения генераторов плазмы и имеет размеры: диаметр рабочей зоны от 900 мм до 1000 мм, высота рабочей зоны от 1400 мм до 1500 мм, причем вакуумная камера установки выполнена с возможностью обеспечения следующих параметров: предельное остаточное давление не хуже 6,6·10-3 Па, рабочее давление 0,065…0,65 Па, время откачки до давления 6,6·10-3 Па - 30 мин, рабочая температура в камере до 500°С, а плоскость разъема загрузочной двери установки проходит через всю высоту вакуумной камеры и отсекает часть обечайки вакуумной камеры в плоскости, параллельной плоскости, проходящей через вертикальную ось обечайки вакуумной камеры.
Технический результат достигается также тем, что поворотное приспособление для размещения обрабатываемых изделий состоит из нижней и верхней частей, выполненных с возможностью независимого друг от друга функционирования, причем верхняя часть поворотного приспособления выполнена с возможностью размещения длинномерных изделий.
Технический результат достигается также тем, что вакуумная камера выполнена с водяной рубашкой охлаждения, обеспечивающей охлаждение вакуумных уплотнений и теплоотвод от камеры до 50 кВт, снабженной на выходном коллекторе датчиком температуры и выдерживающей водяное давление до 6 кгс/см2.
Технический результат достигается также тем, что внутренняя поверхность стенки вакуумной камеры снабжена секционными, быстросъемными экранами из нержавеющей стали, выполненными с возможностью предохранения поверхности стенки от запыления и имеющими вырезы и отверстия, соответствующие размерам и расположению соответствующих фланцевых соединений и вакуумных вводов.
Технический результат достигается также тем, что вакуумные уплотнения выполнены из материала, обеспечивающего герметичность при температурах до 300-350°С.
Технический результат достигается также тем, что входы вращения и подачи высокого напряжения на изделия оснащены изоляцией, выдерживающей рабочие напряжения U=6 кВ.
Технический результат достигается также тем, что установка снабжена термопарными и ионизационными датчиками давления, выполненными с возможностью их совместной работы.
Технический результат достигается также тем, что установка снабжена источниками ускоренных ионов металлов и газов, выполненных на одной базе с возможностью изменения сорта ускоряемых ионов.
Технический результат достигается также тем, что ионный источник выполнен с возможностью обеспечения свободного доступа для смены катодов и сервисного обслуживания диодного блока, а также с возможностью обеспечения длительной работы при температуре до 500°С.
Достижение технического результата объясняется следующим. Предлагаемая установка позволяет, в отличие от прототипа, за счет использования протяженных электродуговых источников и источников металлической плазмы более эффективно использовать объем камеры. При этом процессы имплантации, ионно-плазменной обработки и нанесения покрытий, осуществляемые в одном технологическом цикле установки, позволяют достичь более высокого качества обработки длинномерных деталей или большого количества одновременно обрабатываемых деталей. Кроме того, равномерное распределение плазмы в объеме вакуумной камеры позволяет обеспечивать качественную обработку изделий как при вращении деталей вокруг собственной оси, так и без их вращения.
В качестве устройства для ионной имплантации в установке, наряду с другими устройствами, может использоваться источник питания потенциала смещения. Источник питания потенциала смещения представляет собой высоковольтный источник питания, выполненный с возможностью подачи отрицательного потенциала достаточной для ионной имплантации величины на обрабатываемые изделия. Ионную имплантацию с помощью этого устройства осуществляют путем подачи на изделия отрицательного потенциала достаточной для ионной имплантации величины, при этом положительные ионы плазмы ускоряются в электрическом поле изделий и бомбардируют поверхность изделий, внедряясь в нее.
Для качественной обработки изделий необходимо, чтобы рабочая зона вакуумной камеры (зона обработки) имела размер, не меньший, чем область изделий, подлежащая обработке. Для создания большой зоны обработки и обеспечения надежности работы установки катоды электродуговых испарителей могут быть выполнены размерами от 1200 мм до 1400 мм и с возможностью обеспечения степени очистки плазмы от микрокапельной фракции 102…103 при коэффициенте прозрачности фильтра для ионного компонента плазменного потока до 0,4.
Одной из особенностей предлагаемой установки является конструкция вакуумной камеры предлагаемой установки, обеспечивающая легкий доступ во внутренний объем камеры, в частности за счет разъема двери, проходящего. Наличие внутренних объемов дверей и их массивность позволяет достаточно легко монтировать непосредственно на стенках дверей значительное количество ионно-плазменных устройств различного назначения и производить их техническое обслуживание. Так, наличие люков в конструкции вакуумной камеры позволяет более рационально использовать стенки камеры для монтажа технологичеких модулей и их элементов (ионно-плазменных источников, электродуговых испарителей, в том числе и протяженных, источников металлической и газовой плазмы, устройств для ионной имплантации и др. Технологический модуль предназначен для выполнения всех технологических этапов. В состав технологического модуля входят технологические блоки, предназначенные для выполнения одного из этапов технологического процесса). Цилиндрическая форма вакуумной камеры не имеет явно выраженных угловых «мертвых» зон, образованных как, например, в кубическом варианте между гранями вертикальных стенок камеры [патент РФ №2294395, МПК С23С 14/34, опубл. 2007.02.27]. При этом использование протяженных люков и массивной загрузочной двери в предлагаемой установке с цилиндрической вакуумной камерой позволяет сохранить преимущества кубической конструкции камеры. При этом по сравнению с кубической камерой разъемная цилиндрическая конструкция создает условия для одновременной обработки и нанесения покрытий с гораздо большего числа ионно-плазменных устройств на обрабатываемую поверхность деталей. Все это обеспечивает повышение функциональных возможностей установки при оптимальном использовании ее рабочего объема, положительно отражается на технологичности ее изготовления и обслуживания, равномерности распределения плазмы во внутреннем пространстве вакуумной камеры.
Высота и внутренний объем вакуумной камеры должны быть достаточными для свободного размещения технологических устройств и оснастки, а также обрабатываемых деталей. Исходя из обеспечения возможности обработки длинномерных изделий, в частности лопаток турбомашин, оптимальные размеры вакуумной камеры составляют: диаметр рабочей зоны от 900 мм до 1000 мм, высота рабочей зоны от 1400 мм до 1500 мм, причем вакуумная камера установки выполнена с возможностью обеспечения следующих параметров: предельное остаточное давление не хуже 6,6·10-3 Па, рабочее давление 0,065…0,65 Па, время откачки до давления 6,6·10-3 Па - 30 мин, рабочая температура в камере до 500°С, а плоскость разъема загрузочной двери установки проходит через всю высоту вакуумной камеры и отсекает часть обечайки вакуумной камеры в плоскости, параллельной плоскости, проходящей через вертикальную ось обечайки вакуумной камеры. Для обеспечения стабильности процесса вакуумная камера выполнена из немагнитной нержавеющей стали.
Повышение функциональных свойств установки обеспечивается также использованием различных технологических модулей, выполненых с возможностью: обеспечения процессов ионной очистки поверхности материалов, обеспечения высококонцентрационной ионной имплантации, обеспечения формирования переходных слоев между основой и покрытием, обеспечения осаждения покрытий в условиях ионного ассистирования с возможностью обеспечения регулирования интенсивностью последовательного и/или совместного воздействия на поверхность потоков плазмы и ускоренных ионов, с возможностью обеспечения комбинированных режимов ионно-лучевой и ионно-плазменной обработки материалов с возможностью обеспечения условий реализации процессов в едином вакуумном объеме и технологическом цикле различных видов энергетического воздействия, включая следующие сочетания: имплантация ионов газа или металла, ионная очистка с использованием генератора газовой или металлической плазмы в условиях формирования на обрабатываемых деталях непрерывного отрицательного потенциала смещения, осаждение покрытий из плазмы вакуумной дуги и/или магнетронного разряда, осаждение покрытия из плазмы вакуумной дуги и магнетронного разряда одновременно в условиях ионного ассистирования протяженным генератором газовой плазмы.
Кроме того, при использовании длинномерных держателей изделий за один цикл возможна обработка либо одного длинномерного изделия, либо нескольких изделий малого размера. Это обеспечивает высокую производительность установки.
Такое выполнение установки для вакуумной ионно-плазменной обработки, ионной имплантации и нанесения покрытий на поверхности длинномерных деталей позволяет упростить конструкцию, снизить затраты на изготовление и эксплуатацию, улучшить качество комплексной обработки поверхностей.
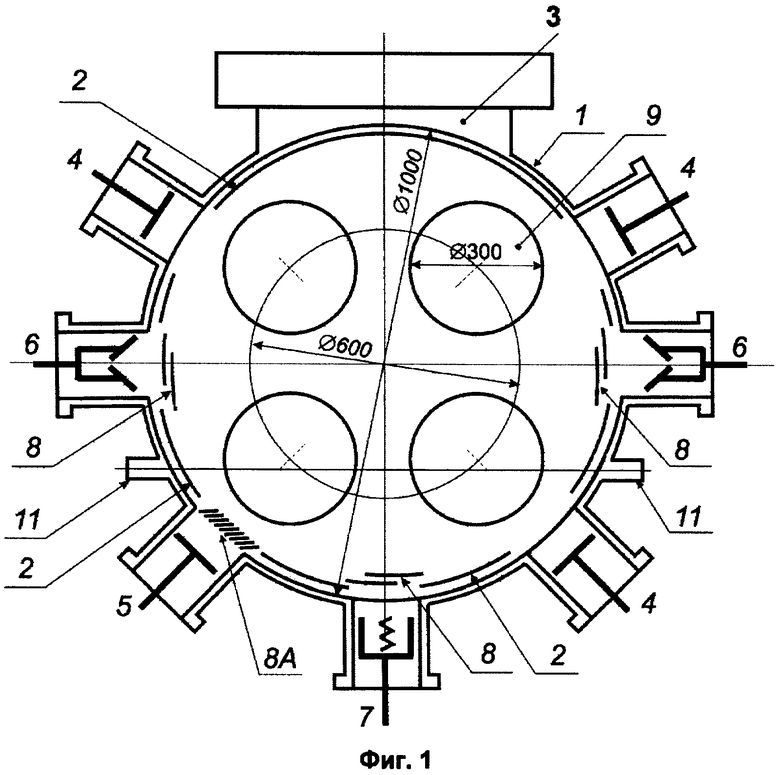
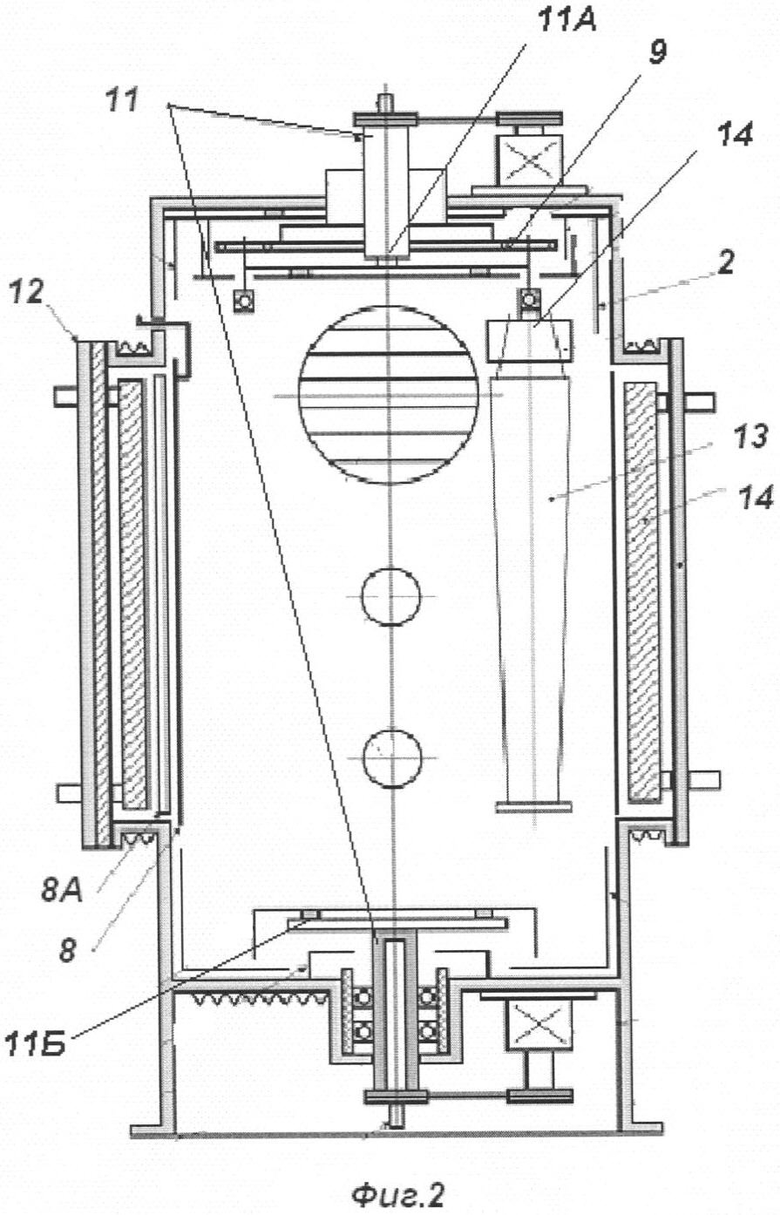
Сущность изобретения поясняется чертежами. На фиг.1 и 2 показаны конструктивная схема предлагаемой установки (фиг.1 - вид сверху - поперечный разрез, фиг.2 - продольный разрез установки).
Установка для комбинированной ионно-плазменной обработки и нанесения покрытий содержит вакуумную камеру 1, выполненную из немагнитной нержавеющей стали в виде полой цилиндрической обечайки размерами: диаметр рабочей зоны от 900 мм до 1000 мм, высота рабочей зоны от 1400 мм до 1500 мм, имеющую загрузочную дверь 10, плоскость разъема которой отсекает часть обечайки вакуумной камеры 1 в плоскости, параллельной плоскости, проходящей через вертикальную ось обечайки вакуумной камеры 1. На стенках вакуумной камеры 1 установлены защитные экраны 2, имеется патрубок откачки 3 и технологические модули: протяженный вакуумно-дуговой генератор металлической плазмы 4, протяженный вакуумно-дуговой генератор металлической плазмы с плазменным фильтром 5, протяженный дуальный магнетрон 6, протяженный генератор газовой плазмы 7, источники ускоренных ионов металлов и газов (кроме того, в состав технологических модулей могут входить: обычные электродуговые испарители и магнетронные испарители, устройства для имплантации газов, устройства для имплантации металлов, устройства ионного ассистирования протяженным генератором газовой плазмы, устройства для ионно-лучевой обработки и нанесения покрытия, система подачи газов и др.). Вакуумная камера 1 снабжена рубашкой водяного охлаждения. Электродуговые испарители снабжены протяженными катодами 14, выполненными в виде пластин, катоды электродуговых испарителей могут быть выполнены размерами 1000 мм×120 мм×30 мм (выбранными из диапазона: длина - от 500 до 2000 мм, ширина - от 50 до 300 мм, толщина - от 10 до 70 мм).
В вакуумной камере 1 установлены защитные экраны 2 и подвижные защитные экраны с пневмоприводами 8, поворотное приспособление 11, снабженное держателями изделий 14 и планетарным механизмом перемещения изделий 9, выполненных с возможностью вращения вокруг собственной оси и относительно центра вакуумной камеры 1. Обрабатываемые изделия 13 закрепляются в держателях изделий 14 поворотного приспособления 11. Поворотное приспособление 11 для размещения обрабатываемых изделий 13 состоит из нижней 11Б и верхней 11А частей, выполненных с возможностью независимого друг от друга функционирования, причем верхняя часть 11А поворотного приспособления 11 выполнено с возможностью размещения длинномерных изделий 13. Установка также снабжена дополнительным электродом.
Установка для комплексной ионно-плазменной обработки и нанесения покрытий работает следующим образом. Обрабатываемые изделия 13 устанавливают в держателях изделий, затем закрывают дверь 10 вакуумной камеры 1, создают в вакуумной камере 1 вакуум, включают привод держателя изделий.
Затем производят обработку изделий одним из следующих способов: нагревом, химико-термической обработкой, ионной имплантацией, нанесением покрытия или сочетанием этих способов.
Нагрев изделий осуществляют с целью их термической обработки или для подготовки их к последующей обработке, например нанесению покрытия. Нагрев изделий в предлагаемой установке осуществляют следующим образом. В вакуумную камеру 1 напускают рабочий газ. Зажигают вакуумно-дуговой разряд между вакуумной камерой 1 и протяженными вакуумно-дуговыми генераторами металлической плазмы 4, закрытыми поворотными экранами 8. Вакуумная камерой 1 выполняет роль анода вакуумно-дугового разряда. Затем подключают изделия к положительному полюсу источника питания двухступенчатого вакуумно-дугового разряда и зажигают двухступенчатый вакуумно-дуговой разряд между протяженными вакуумно-дуговыми генераторами металлической плазмы 4 и изделиями 13. При этом изделия 13, которые служат анодом двухступенчатого вакуумно-дугового разряда, интенсивно нагреваются электронами плазмы.
Химико-термическую обработку в предлагаемой установке осуществляют следующим образом. Осуществляют нагрев изделий вышеописанным способом. Затем, подключая дополнительный электрод к положительному полюсу источника питания зажигают двухступенчатый вакуумно-дуговой разряд между протяженными вакуумно-дуговыми генераторами металлической плазмы 4 и дополнительным электродом, являющимся анодом двухступенчатого вакуумно-дугового разряда. В результате горения двухступенчатого вакуумно-дугового разряда в камере образуется газовая плазма, содержащая ионы рабочего газа, электроны и нейтральные частицы. Изделия выдерживают в газовой плазме, при этом происходит диффузионное внедрение ионов и атомов рабочего газа в поверхность изделий.
Ионную имплантацию в предлагаемой установке осуществляют следующим образом. В вакуумную камеру 1 напускают рабочий газ. Зажигают вакуумно-дуговой разряд между протяженными вакуумно-дуговыми генераторами металлической плазмы 4 и вакуумной камерой 1. Зажигают двухступенчатый вакуумно-дуговой разряд. В результате горения двухступенчатого вакуумно-дугового разряда в камере образуется газовая плазма, содержащая ионы рабочего газа, электроны и нейтральные частицы. На изделия, подвергаемые ионной имплантации, подают отрицательный потенциал достаточной для ионной имплантации величины от источника питания потенциала смещения. При этом ионы плазмы рабочего газа ускоряются в электрическом поле изделий и внедряются в их поверхность. Для обработки деталей в режиме плазменно-иммерсионной ионной имплантации (а также для осаждения покрытий) используется высокочастотный, короткоимпульсный источник напряжения смещения, имеющий амплитуду напряжений от 0,5 кВ до 4 кВ, частоту следования импульсов до 105 с-1, длительность импульсов до 5 мкс и величину тока в импульсе до 15 А.
Нанесение покрытия в предлагаемой установке осуществляют следующим образом. В вакуумную камеру 1 напускают рабочий газ. Катоды электродуговых испарителей 5 открывают, отводя в сторону оптически непрозрачные поворотные экраны 8. Зажигают вакуумно-дуговой разряд между катодами 5 и вакуумной камерой 1, являющейся анодом вакуумно-дугового разряда. В результате горения вакуумно-дугового разряда в камере образуется металлогазовая плазма, содержащая ионы рабочего газа, ионы металла катодов, электроны и нейтральные частицы. На изделия 13 подают отрицательный потенциал от источника питания потенциала смещения. При этом ионы металла ускоряются в электрическом поле изделий и осаждаются на их поверхности, образуя покрытие. При использовании в качестве рабочего газа активного газа ионы рабочего газа соединяются с ионами металла, при этом образуется покрытие из соединений металла и неметалла. Плазменные фильтры 8 А производят очистку наносимого материала от капельной фазы. Для нанесения покрытий. В том числе и из керамических материалов используется среднечастотный дуальный магнетрон в комплекте с источником питания, имеющий размеры мишеней 1200×120 мм и выполненный с возможностью обеспечения: напряжения разряда от 0,35 кВ до 1 кВ, тока разряда до 30 А, частоты генерации разряда до 4·104 с-1, скорости нанесения покрытия до 12 мкм/ч, обеспечивающим работу с газами N, Аr, О2 и их смесями при рабочем давлении газов от 0,04 Па до 0,1 Па.
Смотровые окна со шторками служат для наблюдения за процессами, протекающими в установке. Привод 11 с регулируемой скоростью вращения позволяет более целенаправленно регулировать процессами обработки поверхности изделий 13. Высоковольтный ввод служит для надежного подвода высокого напряжения в вакуумную камеру 1 установки.
Охлаждаемые фланцы 12 обеспечивают надежность работы установки при повышенных температурах.
В отличие от прототипа предлагаемая установка для комплексной ионно-плазменной обработки и нанесения покрытий имеет более удобную для технического обслуживания конструкцию вакуумной камеры. Известно, что от качества подготовки камеры и устройств для обработки деталей зависит качество и надежность формируемых поверхностей деталей. Поэтому удобство и легкость технического обслуживания не только снижает трудоемкость подготовки, но и сказывается на качестве обработки деталей. Кроме того, конструкция цилиндрической камеры, имеющая значительную высоту рабочей части, в сочетании с протяженными ионно-плазменными устройствами (испарителями, устройствами для ионной имплантации и др.) обеспечивает равномерный процесс обработки деталей, а также расширяет технологические возможности установки по сравнению с прототипом и с установками, например установками с кубическими камерами, сохраняя преимущества последних.
Известные вакуумные ионно-плазменные установки, как правило, предназначены для обработки изделий небольшого размера (режущий инструмент, лопатки газотурбинных двигателей и т.п.). Предлагаемая установка предназначена, главным образом, для обработки длинномерных изделий, например лопаток паровых турбин. Вакуумная камера предлагаемой установки имеет размеры, позволяющие размещать в ней длинномерные изделия, а ионно-плазменные устройства установки выполнены длиной до 1200 мм, что обеспечивает зону обработки установки достаточного для качественной обработки длинномерных изделий размера, что указывает на достижение поставленного в изобретении технического результата - повышения функциональных возможностей, повышения производительности и качества обработки длинномерных изделий за счет одновременного или последовательного использования технологий, основанных на методах вакуумной ионно-плазменной обработки, ионной имплантации и нанесения покрытий.
Пример. В таблице представлены технические характеристики варианта предлагаемой установки для комбинированной ионно-плазменной обработки и нанесения покрытий.
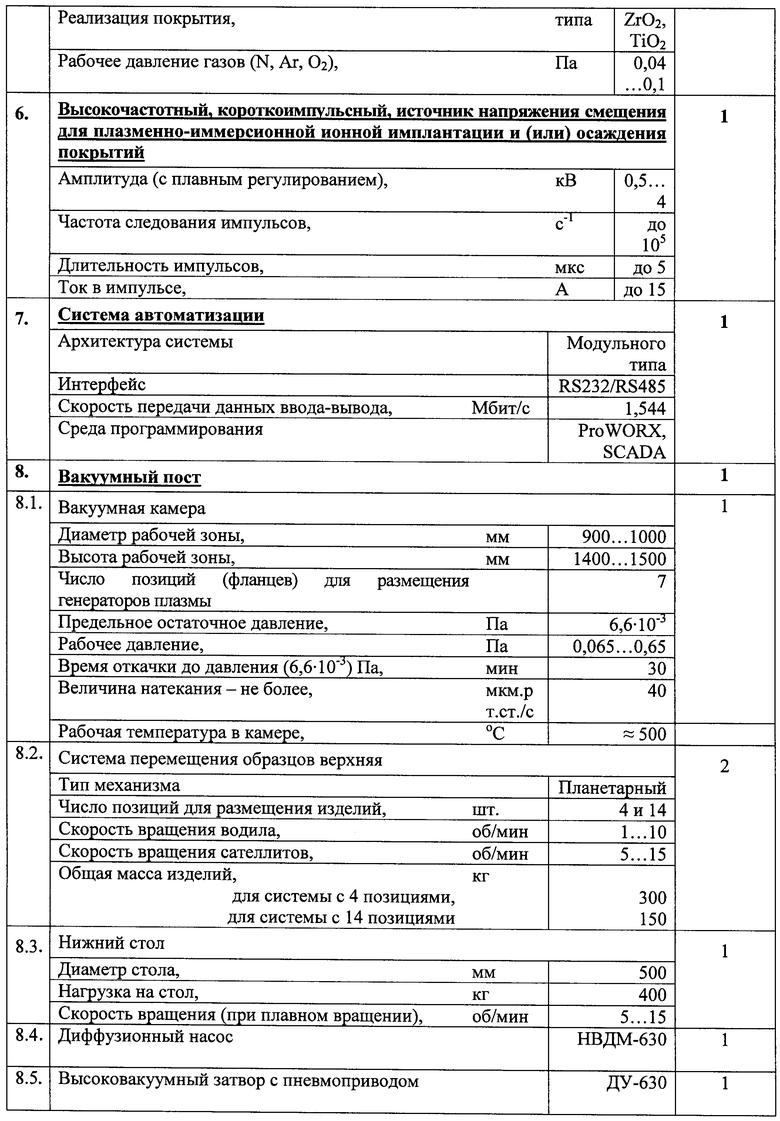
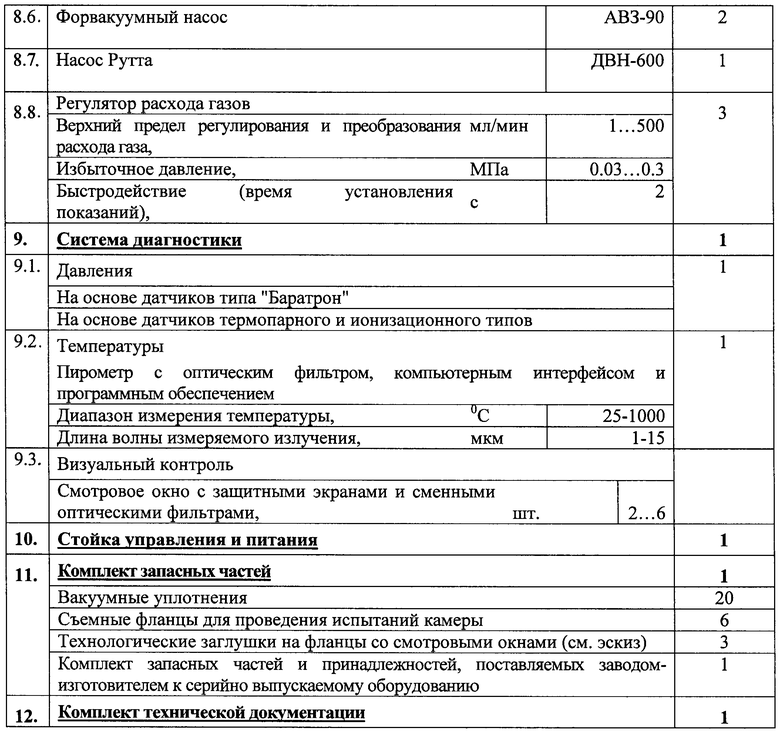
Как это показано в таблице, установка может содержать микропроцессорную систему автоматизации, выполненную с возможностью обеспечения контроля за работой установки и с возможностью управления основными элементами и технологическими модулями установки, а также с возможностью обеспечения непрерывного мониторинга технологических режимов, автономного поддержания заданных режимов работы источников ионов и плазмы и обеспечения их изменения по командам с пульта оператора.
Кроме того, установка может содержать системы автоматизации, включающие датчики и вторичные преобразователи, обеспечивающие формирование входных электрических аналоговых и дискретных сигналов системы автоматизации, а также исполнительные механизмы: реле, переключатели, шаговые двигатели, клапаны, причем подсистема нижнего уровня включает резервный блок ручного управления, выполненный с возможностью обеспечения управления технологическими режимами работы установки. Установка также может содержать средний уровень системы автоматизации, включающий программируемый логический контроллер, модули ввода-вывода аналоговых и дискретных сигналов, адаптер, источники питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИОННО-ЛУЧЕВОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2496913C2 |
| УСТАНОВКА ДЛЯ ИОННО-ПЛАЗМЕННОГО МОДИФИЦИРОВАНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ НА МОНОКОЛЕСА С ЛОПАТКАМИ | 2017 |
|
RU2661162C1 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380456C1 |
| УСТАНОВКА ДЛЯ КОМПЛЕКСНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2453629C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2450083C2 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ | 2008 |
|
RU2375493C1 |
| Установка для нанесения ионно-плазменных покрытий | 2019 |
|
RU2710809C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ НА ЛОПАТКИ БЛИСКА | 2018 |
|
RU2693229C1 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ | 2008 |
|
RU2403316C2 |
| СПОСОБ СИНТЕЗА КОМПОЗИТНЫХ ПОКРЫТИЙ TiN-Cu И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2649355C1 |
Изобретение относится к установке для комбинированной ионно-плазменной обработки и может быть применено в машиностроении, преимущественно для ответственных деталей, например рабочих и направляющих лопаток турбомашин. Установка содержит вакуумную цилиндрическую камеру с загрузочной дверью и фланцами для установки технологических модулей, позволяющих осуществлять комплексную обработку деталей в одном технологическом цикле работы установки. Размеры вакуумной камеры позволяют обрабатывать длинномерные детали. Использование в установке протяженных источников металлической плазмы и электродуговых испарителей, а также форма камеры обеспечивают равномерную и качественную обработку деталей. Установка снабжена высокоэнергетическими источниками для ионной имплантации газа и высокоэнергетическими источниками металлической плазмы, что в сочетании с другими ионно-плазменными и ионно-имплантационными устройствами позволяет получать наноструктурированные и нанослойные покрытия. Повышению качества покрытий способствует применение в установке фильтров капельной фазы. 16 з.п. ф-лы, 1 табл., 2 ил.
1. Установка для комбинированной ионно-плазменной обработки, содержащая цилиндрическую вакуумную камеру с загрузочной дверью, оснащенную фланцевыми соединениями для установки технологических модулей, вакуумопровода, вакуумных насосов и вакуумных вводов, поворотное приспособление для размещения обрабатываемых изделий, технологические модули, систему подачи газов, откачную систему, источники питания и блок управления, отличающаяся тем, что в качестве технологических модулей установка содержит по крайней мере один протяженный вакуумно-дуговой генератор металлической плазмы, включающий плоский катод размерами 1200×120×30 мм и выполненный с возможностью обеспечения тока разряда до 400 А, напряжения горения дуги от 20 до 30 В, напряжения холостого хода от 80 до 100 В, снабженный источником питания дуги с коммутатором переключения до 500 А, по крайней мере, один протяженный генератор газовой плазмы в комплекте с источником питания, выполненный с возможностью обеспечения тока разряда до 250 А, плотности ионного тока насыщения из плазмы до 10 мА/см, неравномерности распределения плотности плазмы вдоль вертикальной плоскости плазменного потока не более 15%, обеспечения работы с газами Ar, N и имеющим размеры выходной апертуры 1200×100 мм, по крайней мере, один среднечастотный дуальный магнетрон в комплекте с источником питания, имеющий размеры мишеней 1200×20 мм и выполненный с возможностью обеспечения напряжения разряда от 0,35 до 1 кВ, тока разряда до 30 А, частоты генерации разряда до 4-104 с-1, скорости нанесения покрытия до 12 мкм/ч, обеспечивающим работу с газами N, Ar, О2 и их смесями при рабочем давлении газов от 0,04 до 0,1 Па, по крайней мере, один высокочастотный короткоимпульсный источник напряжения смещения, выполненный с возможностью обеспечения плазменно-иммерсионной ионной имплантации и/или осаждения покрытий при амплитуде напряжений от 0,5 до 4 кВ, частоте следования импульсов до 105 с-1, длительности импульсов до 5 мкс и величине тока в импульсе до 15 А.
2. Установка по п.1, отличающаяся тем, что содержит источник питания инверторного типа, выполненный с возможностью обеспечения диапазона изменения напряжения от 0 до 900 В, диапазона изменения тока от 0 до 50 А, а при работе в режиме тлеющего разряда напряжение от 0 до 900 В, максимальный ток до 8 А, в режиме ионной очистки - напряжения от 0 до 900 В, максимального тока до 32 А, в режиме напыления - напряжение от 0 до 900 В, максимального тока до 50 А.
3. Установка по любому из пп.1, 2, отличающаяся тем, что содержит электромагнитный плазменный фильтр жалюзийного типа с системой питания к протяженному вакуумно-дуговому генератору металлической плазмы, имеющий длину электродов от 900 до 1400 мм и выполненный с возможностью обеспечения степени очистки плазмы от микрокапельной фракции 102 - 103 при коэффициенте прозрачности фильтра для ионного компонента плазменного потока до 0,4.
4. Установка по любому из пп.1 и 2, отличающаяся тем, что вакуумная камера установки выполнена из немагнитной нержавеющей стали, по крайней мере, с семью фланцами для размещения генераторов плазмы и имеет диаметр рабочей зоны от 900 до 1000 мм, высоту рабочей зоны от 1400 до 1500 мм, причем вакуумная камера установки выполнена с возможностью обеспечения предельного остаточного давления не ниже 6,6-10-3 Па, рабочего давления 0,065 - 0,65 Па, времени откачки до давления 6,6-10-3 Па - 30 мин, рабочую температуру в камере до 500°С, а плоскость разъема загрузочной двери установки проходит через всю высоту вакуумной камеры и отсекает часть обечайки вакуумной камеры в плоскости, параллельной плоскости, проходящей через вертикальную ось обечайки вакуумной камеры.
5. Установка по п.3, отличающаяся тем, что вакуумная камера установки выполнена из немагнитной нержавеющей стали, по крайней мере, с семью фланцами для размещения генераторов плазмы и имеет диаметр рабочей зоны от 900 до 1000 мм, высоту рабочей зоны от 1400 до 1500 мм, причем вакуумная камера установки выполнена с возможностью обеспечения предельного остаточного давления не ниже 6,6-10-3 Па, рабочего давления 0,065 - 0,65 Па, времени откачки до давления 6,6·10-3 Па - 30 мин, рабочей температуры в камере до 500°С, а плоскость разъема загрузочной двери установки проходит через всю высоту вакуумной камеры и отсекает часть обечайки вакуумной камеры в плоскости, параллельной плоскости, проходящей через вертикальную ось обечайки вакуумной камеры.
6. Установка по любому из пп.1 и 2, 5, отличающаяся тем, что поворотное приспособление для размещения обрабатываемых изделий состоит из нижней и верхней частей, выполненных с возможностью независимого друг от друга функционирования, причем верхняя часть поворотного приспособления выполнена с возможностью размещения длинномерных изделий.
7. Установка по п.3, отличающаяся тем, что поворотное приспособление для размещения обрабатываемых изделий состоит из нижней и верхней частей, выполненных с возможностью независимого друг от друга функционирования, причем верхняя часть поворотного приспособления выполнена с возможностью размещения длинномерных изделий.
8. Установка по п.4, отличающаяся тем, что поворотное приспособление для размещения обрабатываемых изделий состоит из нижней и верхней частей, выполненных с возможностью независимого друг от друга функционирования, причем верхняя часть поворотного приспособления выполнена с возможностью размещения длинномерных изделий.
9. Установка по любому из пп.1 и 2, 5, 7 и 8, отличающаяся тем, что вакуумная камера выполнена с водяной рубашкой охлаждения, обеспечивающей охлаждение вакуумных уплотнений и теплоотвод от камеры до 50 кВт, снабженной на выходном коллекторе датчиком температуры и выдерживающей водяное давление до 6 кгс/см2.
10. Установка по п.6, отличающаяся тем, что вакуумная камера выполнена с водяной рубашкой охлаждения, обеспечивающей охлаждение вакуумных уплотнений и теплоотвод от камеры до 50 кВт, снабженной на выходном коллекторе датчиком температуры и выдерживающей водяное давление до 6 кгс/см.
11. Установка по любому из пп.1 и 2, 5, 7 и 8, 10, отличающаяся тем, что внутренняя поверхность стенки вакуумной камеры снабжена секционными быстросъемными экранами из нержавеющей стали, выполненными с возможностью предохранения стенок от запыления и имеющими вырезы и отверстия, соответствующие размерам и расположению соответствующих фланцевых соединений и вакуумных вводов.
12. Установка по любому из пп.1 и 2, 5, 7 и 8, 10, отличающаяся тем, что вакуумные уплотнения выполнены из материала, обеспечивающего герметичность при температурах до 300-350°С.
13. Установка по любому из пп.1 и 2, 5, 7 и 8, 10, отличающаяся тем, что входы вращения и подачи высокого напряжения на изделия оснащены изоляцией, выдерживающей рабочие напряжения U=6 кВ.
14. Установка по любому из пп.1 и 2, 5, 7 и 8, 10, отличающаяся тем, что снабжена термопарными и ионизационными датчиками давления, выполненными с возможностью их совместной работы.
15. Установка по любому из пп.1 и 2, 5, 7 и 8, 10, отличающаяся тем, что снабжена источниками ускоренных ионов металлов и газов, выполненных на одной базе с возможностью изменения сорта ускоряемых ионов.
16. Установка по любому из пп.1 и 2, 5, 7 и 8, 10, отличающаяся тем, что ионный источник выполнен с возможностью обеспечения свободного доступа для смены катодов и сервисного обслуживания диодного блока.
17. Установка по любому из пп.1 и 2, 7 и 8, 10, отличающаяся тем, что ионный источник выполнен с возможностью обеспечения длительной работы при температуре до 500°С.
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294395C2 |
| МНОГОПУЧКОВАЯ УСТАНОВКА ДЛЯ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1995 |
|
RU2095467C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШИРОКУЮ ЛЕНТУ | 2001 |
|
RU2203979C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В УСТАНОВКЕ ДЛЯ НАНЕСЕНИЯ НА ДЕТАЛИ ПОКРЫТИЙ, ПРИСПОСОБЛЕНИЕ МОДУЛЬНОГО ТИПА, УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1997 |
|
RU2161075C2 |
| JP 62192580 A, 24.08.1987 | |||
| US 4357365 A, 02.11.1982 | |||
| KR 970005671 B, 18.04.1997 | |||
| МЕХАНИЗМ ДЛЯ ПОДКЛЮЧЕНИЯ СЧЕТЧИКА | 0 |
|
SU231216A1 |

