Изобретение относится к ядерной энергетике, в частности к ремонту парогенераторов судовых ядерных энергетических установок.
Известен способ демонтажа дефектных отработавших тепловыделяющих сборок (Пат. 2154864 Российская Федерация, МПК G21C 19/33, G21F 5/008. Способ демонтажа дефектных отработавших тепловыделяющих сборок [Текст] / Александров Н.И., Булыгин В.К., Коваленко В.Н., Никитенко В.А., заявитель и патентообладатель Центральный научно-исследовательский институт технологии судостроения. - №99117049; заявл. 04.08.1999; опубл. 20.08.2000), при котором в трубной доске и фланце втулки вокруг пенала вырезают кольцеобразную проточку с внутренним диаметром, немного превышающим наружный диаметр проходной втулки, и глубиной, превышающей провар в трубной доске, пенал захватывают за технологические пазы в его верхней части и извлекают вместе с отработавшей сборкой и втулкой.
Этот способ наиболее близок к заявляемому техническому решению, поэтому принят в качестве прототипа.
Недостатком прототипа при использовании данного способа для демонтажа крышки парогенератора ядерной энергетической установки, приваренной к его корпусу, является возможность попадания стружки срезаемого металла и загрязнений во внутренний объем парогенератора при вырезании кольцеобразной проточки и срезании сварного шва между крышкой парогенератора и его корпусом за счет того, что диаметр крышки парогенератора соответствует диаметру его внутренней полости и меньше внешнего диаметра корпуса парогенератора; очистка же внутренней полости парогенератора ядерной энергетической установки сложна и сопряжена с риском превышения контрольных уровней облучения персонала.
Суть заявляемого технического решения состоит в том, что вокруг крышки парогенератора ядерной энергетической установки вырезают кольцеобразную проточку, перед вырезкой кольцеобразной проточки с помощью устройства для фрезерования с установленной торцовой фрезой выполняют несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом, так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла; кольцеобразную проточку вырезают в теле сварного шва между крышкой парогенератора и его корпусом на глубину полости несквозного отверстия, перемещая устройство для фрезерования с установленной концевой фрезой, начиная от несквозного отверстия, по периметру сварного шва методом наклонного фрезерования под углом, соответствующим углу наклона оси полости несквозного отверстия; далее из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения; далее по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, предназначенных для фиксации крышки парогенератора относительно его корпуса; далее с помощью металлорежущего устройства с установленным коническим режущим роликом прорезают тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки; после чего крышку парогенератора присоединяют к рабочему органу подъемно-транспортного устройства, удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку парогенератора с помощью подъемно-транспортного устройства.
Сравнительный анализ заявляемого технического решения с прототипом показал, что заявляемое техническое решение обладает рядом признаков, не совпадающих с прототипом, а именно: перед вырезкой кольцеобразной проточки с помощью устройства для фрезерования с установленной торцовой фрезой выполняют несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом, так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла; кольцеобразную проточку вырезают в теле сварного шва между крышкой парогенератора и его корпусом на глубину полости несквозного отверстия, перемещая устройство для фрезерования с установленной концевой фрезой, начиная от несквозного отверстия, по периметру сварного шва методом наклонного фрезерования под углом, соответствующим углу наклона оси полости несквозного отверстия; далее из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения; далее по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, предназначенных для фиксации крышки парогенератора относительно его корпуса; далее с помощью металлорежущего устройства с установленным коническим режущим роликом прорезают тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки; после чего крышку парогенератора присоединяют к рабочему органу подъемно-транспортного устройства, удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку парогенератора с помощью подъемно-транспортного устройства.
Сравнительный анализ заявляемого технического решения с другими показал, что применение фрезерования для вырезания сварного шва широко известно в технике. Также известно использование наклонного фрезерования. Однако только применение способа, при котором перед вырезкой кольцеобразной проточки с помощью устройства для фрезерования с установленной торцовой фрезой выполняют несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом, так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла; кольцеобразную проточку вырезают в теле сварного шва между крышкой парогенератора и его корпусом на глубину полости несквозного отверстия, перемещая устройство для фрезерования с установленной концевой фрезой, начиная от несквозного отверстия, по периметру сварного шва методом наклонного фрезерования под углом, соответствующим углу наклона оси полости несквозного отверстия; далее из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения; далее по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, предназначенных для фиксации крышки парогенератора относительно его корпуса; далее с помощью металлорежущего устройства с установленным коническим режущим роликом прорезают тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки; после чего крышку парогенератора присоединяют к рабочему органу подъемно-транспортного устройства, удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку парогенератора с помощью подъемно-транспортного устройства, позволит избежать попадания стружки срезаемого металла и загрязнений во внутренний объем парогенератора ядерной энергетической установки.
Выполнение отверстия в теле сварного шва между крышкой парогенератора и его корпусом с помощью устройства для фрезерования с установленной торцовой фрезой позволяет, эффективно используя малогабаритный режущий инструмент, провести подготовку к вырезанию кольцеобразной проточки. Выполнение отверстия таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом, позволяет вырезать часть сварного шва, не задев корпуса парогенератора. Выполнение отверстия несквозным так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла, позволяет избежать попадания металлической стружки, образовавшейся при выполнении несквозного отверстия, во внутреннюю полость парогенератора. Применение устройства для фрезерования с установленной концевой фрезой для вырезания кольцеобразной проточки позволяет, эффективно используя малогабаритный режущий инструмент, выполнить кольцеобразную проточку. Вырезание кольцеобразной проточки на глубину полости несквозного отверстия позволяет избежать попадания металлической стружки и загрязнений в полость парогенератора при выполнении кольцеобразной проточки. Вырезание кольцеобразной проточки в теле сварного шва между крышкой парогенератора и его корпусом, перемещая устройство для фрезерования с установленной концевой фрезой, начиная от несквозного отверстия, по периметру сварного шва методом наклонного фрезерования под углом позволяет срезать часть сварного шва, не задев корпуса парогенератора. Удаление из полости кольцеобразной проточки металлической стружки и загрязнений предотвращает их попадание в полость парогенератора при последующих операциях. Применение металлорежущего устройства с установленным коническим режущим роликом позволяет прорезать тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки с без снятия металла и образования существенного количества металлической стружки, отделив крышку парогенератора от корпуса.
Установка перед этим по периметру кольцеобразной проточки в полости кольцеобразной проточки от трех до четырех распирающих устройств, предназначенных для фиксации крышки парогенератора относительно его корпуса, позволяет предотвратить изменение положения крышки парогенератора при отделении ее от корпуса. Присоединение крышки парогенератора к рабочему органу подъемно-транспортного устройства и последующее удаление распирающих устройств из полости кольцеобразной проточки позволяет снять крышку парогенератора с помощью подъемно-транспортного устройства.
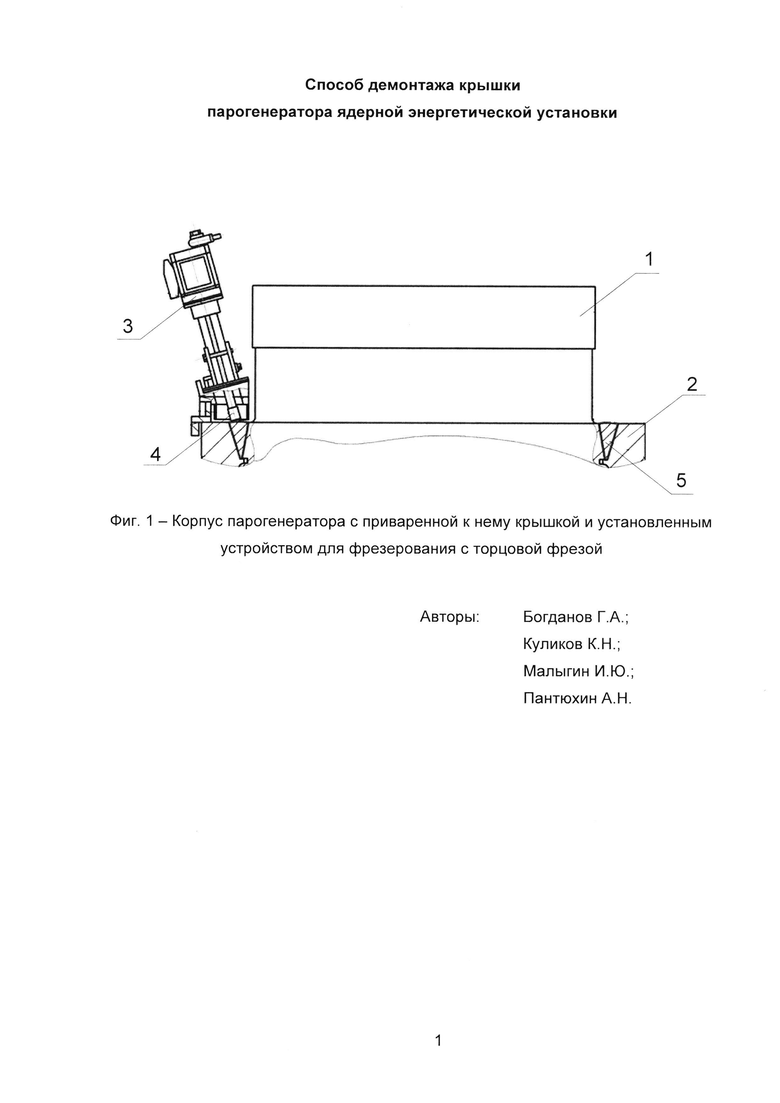
На фиг. 1 изображен корпус парогенератора с приваренной к нему крышкой и установленным устройством для фрезерования с торцовой фрезой.
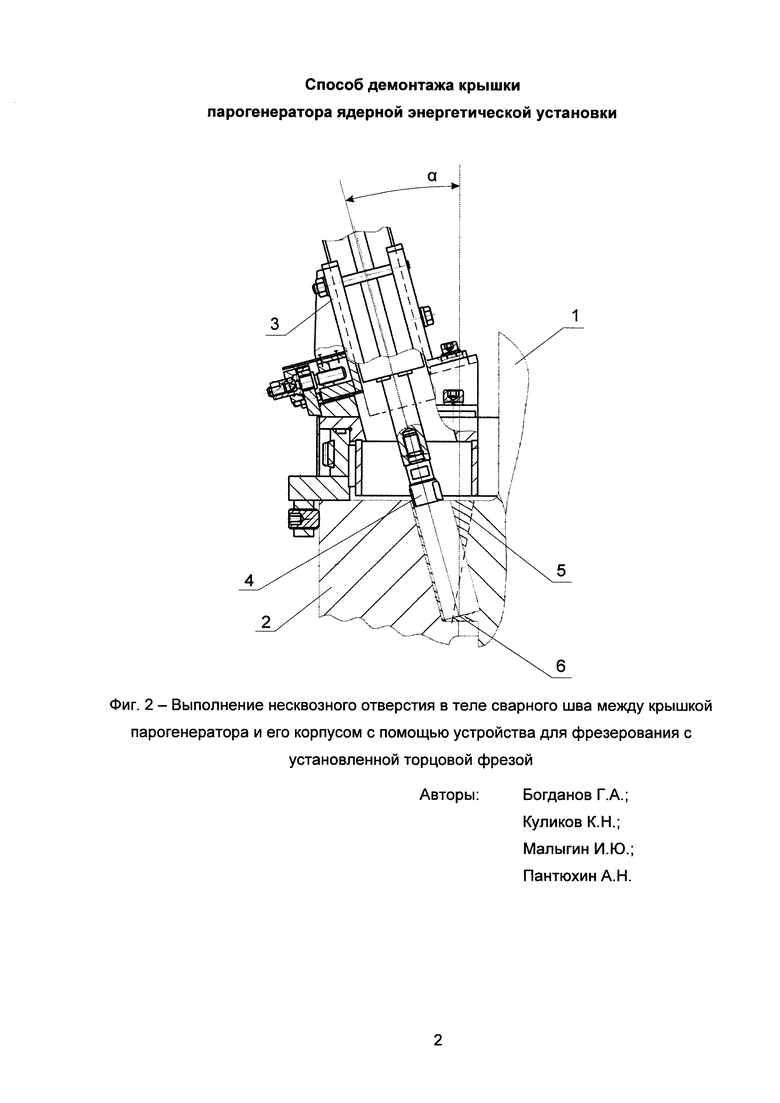
На фиг. 2 изображено выполнение несквозного отверстия в теле сварного шва между крышкой парогенератора и его корпусом с помощью устройства для фрезерования с установленной торцовой фрезой.
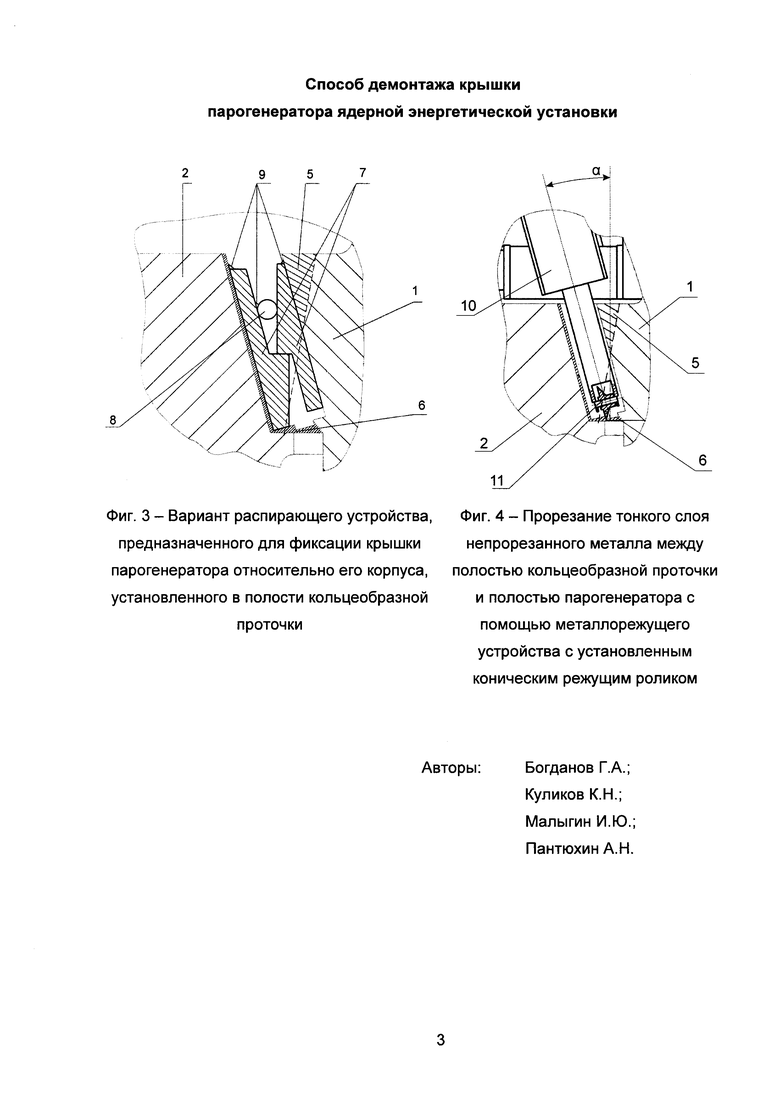
На фиг. 3 изображен вариант распирающего устройства, предназначенного для фиксации крышки парогенератора относительно его корпуса, установленного в полости кольцеобразной проточки.
На фиг. 4 изображено прорезание тонкого слоя непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора с помощью металлорежущего устройства с установленным коническим режущим роликом.
Способ осуществляется следующим образом: для демонтажа крышки 1 парогенератора ядерной энергетической установки, приваренной к корпусу 2, на корпусе 2 монтируют устройство для фрезерования 3 с установленной торцовой фрезой 4. С помощью устройства для фрезерования 3 с установленной торцовой фрезой 4 в теле сварного шва 5 выполняется несквозное отверстие таким образом, чтобы угол α наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса 2 парогенератора, соприкасающейся со сварным швом 5, так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла 6. После этого в устройстве для фрезерования торцовую фрезу 4 меняют на концевую (не обозначена) и вырезают кольцевую проточку в теле сварного шва 5 между крышкой 1 парогенератора и его корпусом 1 на глубину полости несквозного отверстия, перемещая устройство для фрезерования 3 с установленной концевой фрезой, начиная от несквозного отверстия, по периметру сварного шва 5 методом наклонного фрезерования под углом α, соответствующим углу наклона оси полости несквозного отверстия. Далее устройство для фрезерования 3 демонтируют, а из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения. После этого по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, например, включающих в себя клинья 7 и распирающий валик 8, закрепленных сварными швами 9. После этого на корпусе 2 монтируют металлорежущее устройство 10 с установленным коническим режущим роликом 11, с помощью которого прорезают тонкий слой непрорезанного металла 6 между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки. Далее крышку 1 парогенератора присоединяют к рабочему органу подъемно-транспортного устройства (не обозначено), удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку 1 парогенератора с помощью подъемно-транспортного устройства.
Таким образом, заявляемый способ позволяет выполнить демонтаж крышки парогенератора ядерной энергетической установки, приваренной к его корпусу, без попадания металлической стружки и загрязнений в полость парогенератора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕМОНТАЖА КРЫШКИ ПАРОГЕНЕРАТОРА ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2018 |
|
RU2695778C1 |
| КОРПУС ТЕПЛОВОЙ БАТАРЕИ | 2024 |
|
RU2835980C1 |
| СПОСОБ ДЕМОНТАЖА ВНУТРЕННЕГО УСТРОЙСТВА ПАРОГЕНЕРАТОРА СУДОВОЙ ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2003 |
|
RU2251164C2 |
| ИНТЕГРАЛЬНЫЙ ВОДО-ВОДЯНОЙ ЯДЕРНЫЙ РЕАКТОР | 2012 |
|
RU2496161C1 |
| КОРПУС СВЕРЛА | 1995 |
|
RU2135331C1 |
| СПОСОБ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2005 |
|
RU2302929C2 |
| БЫСТРОСЪЕМНАЯ КРЫШКА КОЛЛЕКТОРА ПАРОГАЗОВОЙ СМЕСИ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2534743C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2005 |
|
RU2287194C1 |
| Манипулятор для проведения ремонтных работ в коллекторе парогенератора ядерного реактора типа ВВЭР | 2017 |
|
RU2662655C1 |
| Способ сварки патрубка с оболочковой конструкцией | 1983 |
|
SU1138282A1 |
Изобретение относится к способу демонтажа крышки парогенератора ядерной энергетической установки, приваренной к корпусу. С помощью устройства для фрезерования с установленной торцовой фрезой в теле сварного шва выполняется несквозное отверстие таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом, так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла. После этого в устройстве для фрезерования торцовую фрезу меняют на концевую и вырезают кольцевую проточку в теле сварного шва. После этого по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, например, включающих в себя клинья и распирающий валик, закрепленных сварными швами. После этого на корпусе монтируют металлорежущее устройство с установленным коническим режущим роликом, с помощью которого прорезают тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки. Техническим результатом является возможность выполнить демонтаж крышки парогенератора ядерной энергетической установки, приваренной к его корпусу, без попадания металлической стружки и загрязнений в полость парогенератора. 4 ил.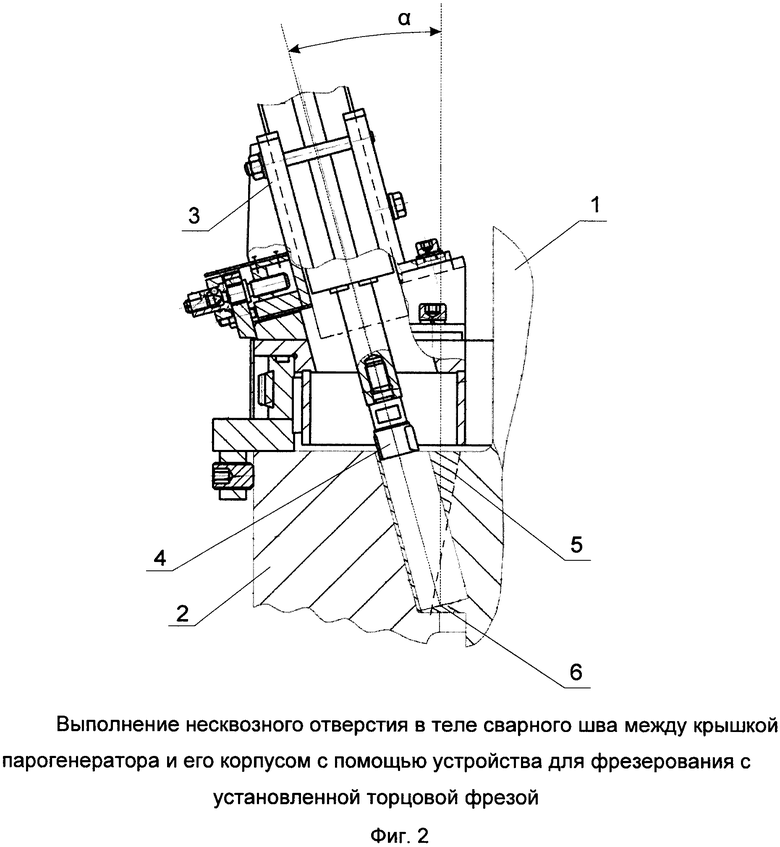
Способ демонтажа крышки парогенератора ядерной энергетической установки, при котором вокруг крышки парогенератора ядерной энергетической установки вырезают кольцеобразную проточку, отличающийся тем, что перед вырезкой кольцеобразной проточки с помощью устройства для фрезерования с установленной торцовой фрезой выполняют несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом, так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла; кольцеобразную проточку вырезают в теле сварного шва между крышкой парогенератора и его корпусом на глубину полости несквозного отверстия, перемещая устройство для фрезерования с установленной концевой фрезой, начиная от несквозного отверстия, по периметру сварного шва методом наклонного фрезерования под углом, соответствующим углу наклона оси полости несквозного отверстия; далее из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения; далее по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, предназначенных для фиксации крышки парогенератора относительно его корпуса; далее с помощью металлорежущего устройства с установленным коническим режущим роликом прорезают тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки; после чего крышку парогенератора присоединяют к рабочему органу подъемно-транспортного устройства, удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку парогенератора с помощью подъемно-транспортного устройства.
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1999 |
|
RU2154864C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2002 |
|
RU2220465C2 |
| RU 2003114833 A, 20.01.2005 | |||
| ЭМАЛЬ | 2006 |
|
RU2326837C1 |

