Изобретение относится к ядерной энергетике, в частности к ремонту парогенераторов судовых ядерных энергетических установок.
Известен способ демонтажа крышки парогенератора ядерной энергетической установки (Пат.2619581 Российская Федерация, МПК G21D 1/00. Способ демонтажа крышки парогенератора ядерной энергетической установки [Текст] / Богданов Г.А., Куликов К.Н., Малыгин И.Ю., Пантюхин А.Н., заявитель и патентообладатель Акционерное общество «Научно-исследовательское проектно-технологическое бюро «Онега». - №2016108047; заявл. 04.03.2016; опубл. 17.05.2017), при котором вокруг крышки парогенератора ядерной энергетической установки вырезают кольцеобразную проточку, при этом перед вырезкой кольцеобразной проточки с помощью устройства для фрезерования с установленной торцевой фрезой выполняют несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом, так, что между полностью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла; кольцеобразную проточку вырезают в теле сварного шва между крышкой парогенератора и его корпусом на глубину полости несквозного отверстия, перемещая устройство для фрезерования с установленной концевой фрезой, начиная от несквозного отверстия, по периметру сварного шва методом наклонного фрезерования под углом, соответствующим углу наклона оси полости несквозного отверстия; далее из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения; далее по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, предназначенных для фиксации крышки парогенератора относительно его корпуса; далее с помощью металлорежущего устройства с установленным коническим режущим роликом прорезают тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полностью парогенератора по периметру кольцеобразной проточки; после чего крышку парогенератора присоединяют к рабочему органу подъемно-транспортного устройства, удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку парогенератора с помощью подъемно-транспортного устройства.
Этот способ наиболее близок к заявляемому техническому решению, поэтому выбран в качестве прототипа.
Недостатком прототипа является низкая производительность процесса демонтажа крышки парогенератора ядерной энергетической установки, вызванная необходимостью многократной замены концевых фрез в процессе вырезки кольцеобразной проточки из-за их износа.
Суть заявляемого технического решения состоит в том, что в известном способе демонтажа крышки парогенератора ядерной энергетической установки, при котором выполняют несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом, так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла; перемещая устройство для фрезерования с установленной концевой фрезой, вырезают в теле сварного шва между крышкой парогенератора и его корпусом на глубину полости несквозного отверстия кольцеобразную проточку по периметру сварного шва методом наклонного фрезерования под углом, соответствующим углу наклона оси полости несквозного отверстия; далее из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения; далее по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, предназначенных для фиксации крышки парогенератора относительно его корпуса; далее с помощью металлорежущего устройства с установленным коническим режущим роликом прорезают тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки; после чего крышку парогенератора присоединяют к рабочему органу подъемно-транспортного устройства, удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку парогенератора с помощью подъемно-транспортного устройства, причем несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом выполняют сверлением, после чего перед выполнением кольцеобразной проточки высверливают серию аналогичных несквозных отверстий по всему периметру сварного шва таким образом, что между высверленными несквозными отверстиями, расположенными рядом, остаются тонкие перемычки.
Таким образом, заявляемое техническое решение отличается от прототипа тем, что несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом выполняют сверлением, после чего перед выполнением кольцеобразной проточки высверливают серию аналогичных несквозных отверстий по всему периметру сварного шва таким образом, что между высверленными несквозными отверстиями, расположенными рядом, остаются тонкие перемычки.
Сравнительный анализ заявляемого изобретения с другими техническими решениями показал, что применение сверления является одним из основных способов выполнения отверстий, однако только применение сверления для выполнения несквозного отверстия в теле сварного шва между крышкой парогенератора и его корпусом, а после этого перед выполнением кольцеобразной проточки высверливания серии аналогичных несквозных отверстий по всему периметру сварного шва таким образом, что между высверленными несквозными отверстиями, расположенными рядом, остаются тонкие перемычки позволяет повысить производительность процесса демонтажа крышки парогенератора ядерной энергетической установки, предотвратив необходимость многократной замены концевых фрез в процессе вырезки кольцеобразной проточки из-за их износа.
Применение сверления для выполнения несквозного отверстия, а также последующей серии несквозных отверстий, в теле сварного шва между крышкой парогенератора и его корпусом вместо фрезерования торцевой фрезой позволяет ускорить процесс выполнения указанного несквозного отверстия без потери качества выполнения отверстия. Высверливание серии аналогичных несквозных отверстий по всему периметру сварного шва позволит удалить основную часть металла указанного сварного шва до выполнения кольцеобразной проточки с помощью концевой фрезы, и таким образом при последующем выполнении кольцеобразной проточки используемой при этом концевой фрезе понадобится проточить только ряд последовательных тонких перемычек между высверленными несквозными отверстиями, что существенно снизит износ концевой фрезы.
Таким образом, заявляемый способ позволяет повысить производительность процесса демонтажа крышки парогенератора ядерной энергетической установки, предотвратив необходимость многократной замены концевых фрез в процессе вырезки кольцеобразной проточки из-за их износа.
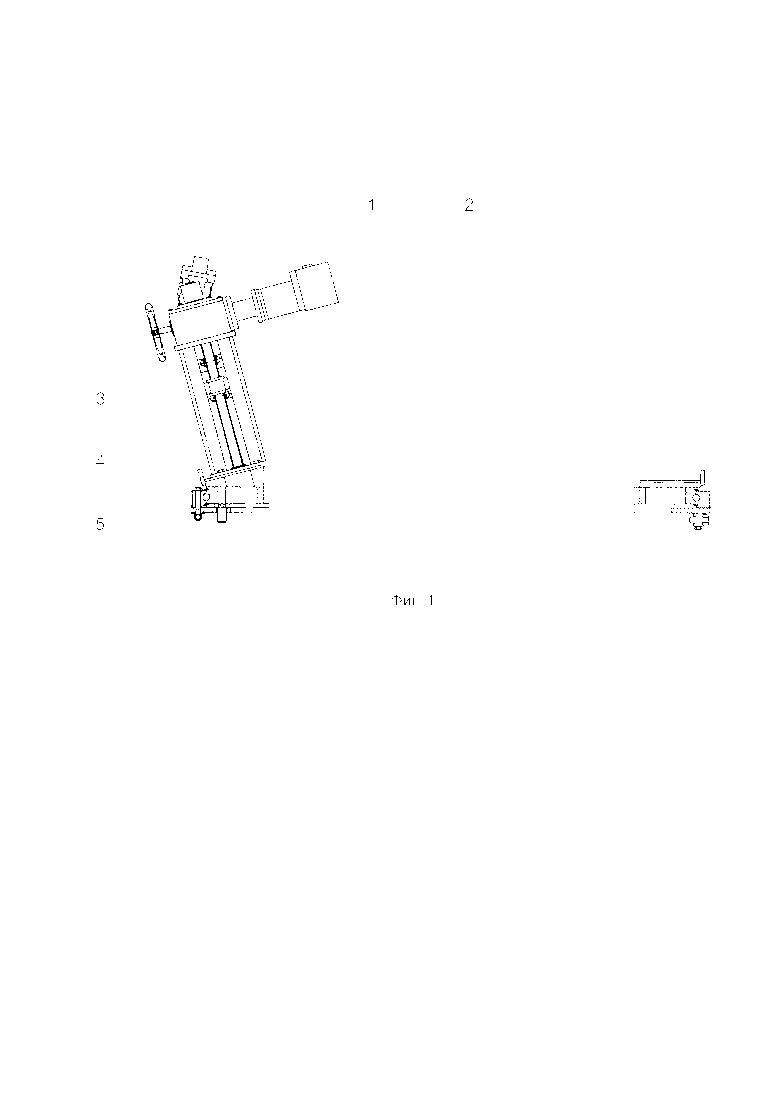
На фиг. 1 изображен корпус парогенератора ядерной энергетической установки с приваренной к нему крышкой и установленным устройством для сверления и фрезерования со сверлом.
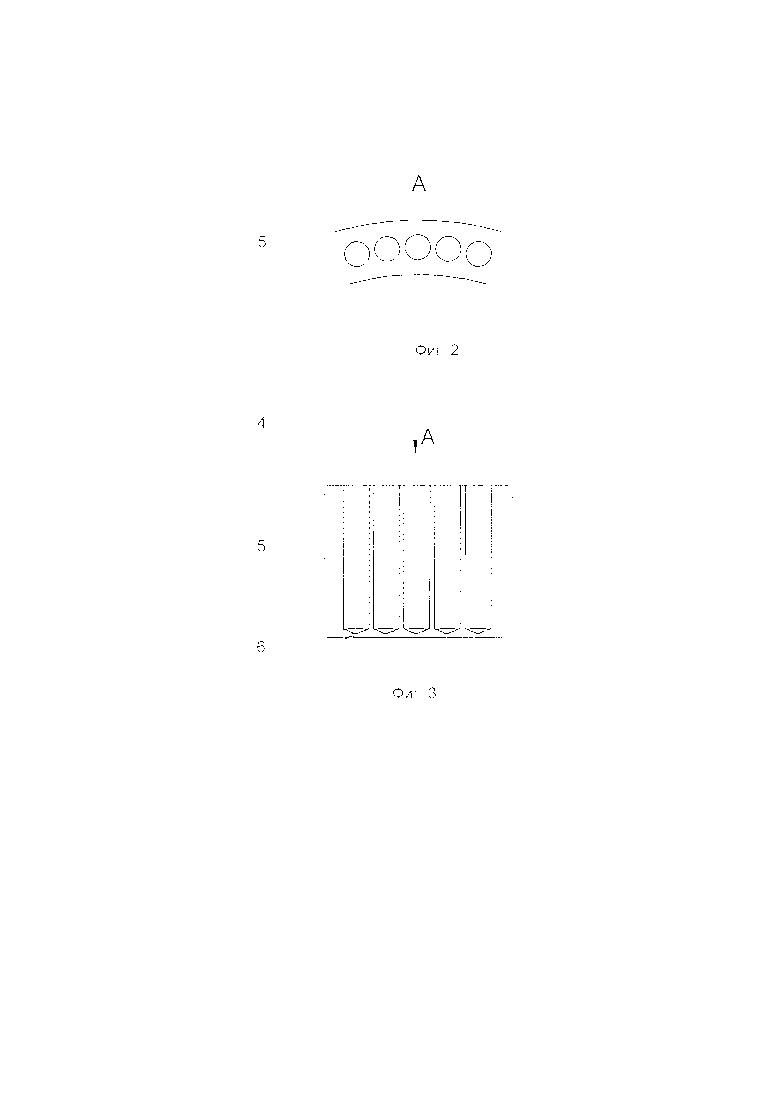
На фиг. 2 изображен вариант схемы сверления несквозных отверстий в теле сварного шва между крышкой парогенератора и его корпусом, вид сверху.
На фиг. 3 изображен вариант схемы сверления несквозных отверстий в теле сварного шва между крышкой парогенератора и его корпусом, разрез.
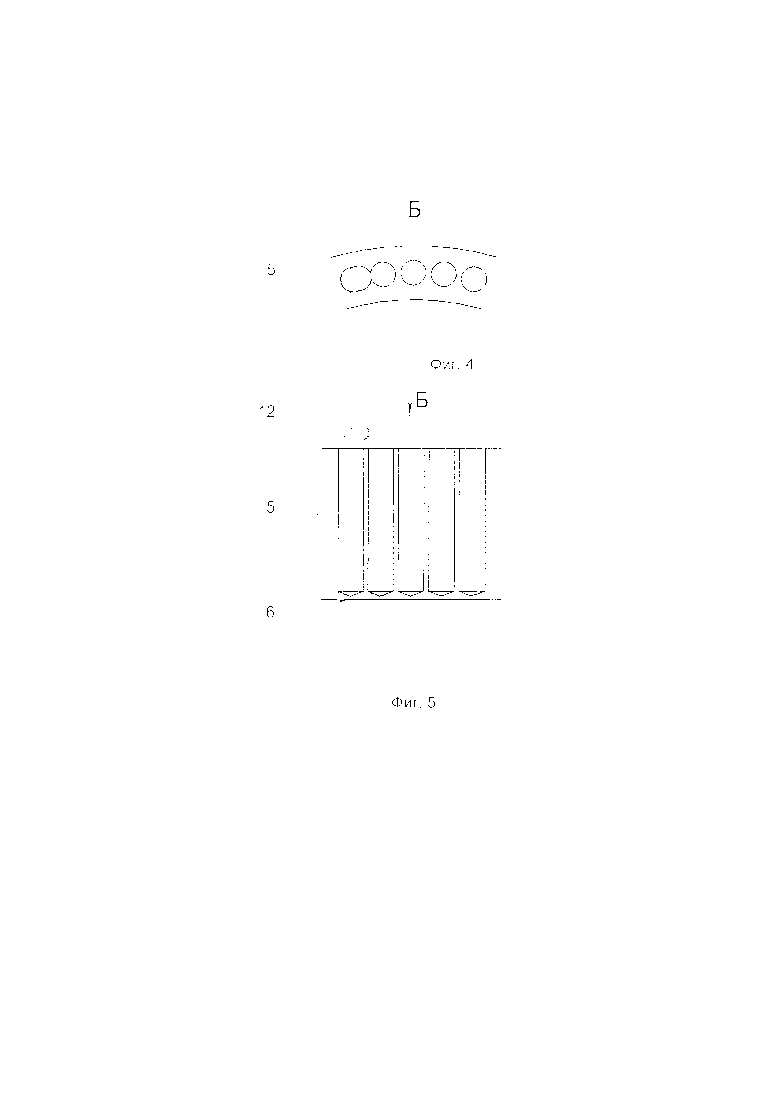
На фиг. 4 изображена схема выполнения кольцеобразной проточки, вид
сверху.
На фиг. 5 изображена схема выполнения кольцеобразной проточки,
разрез.
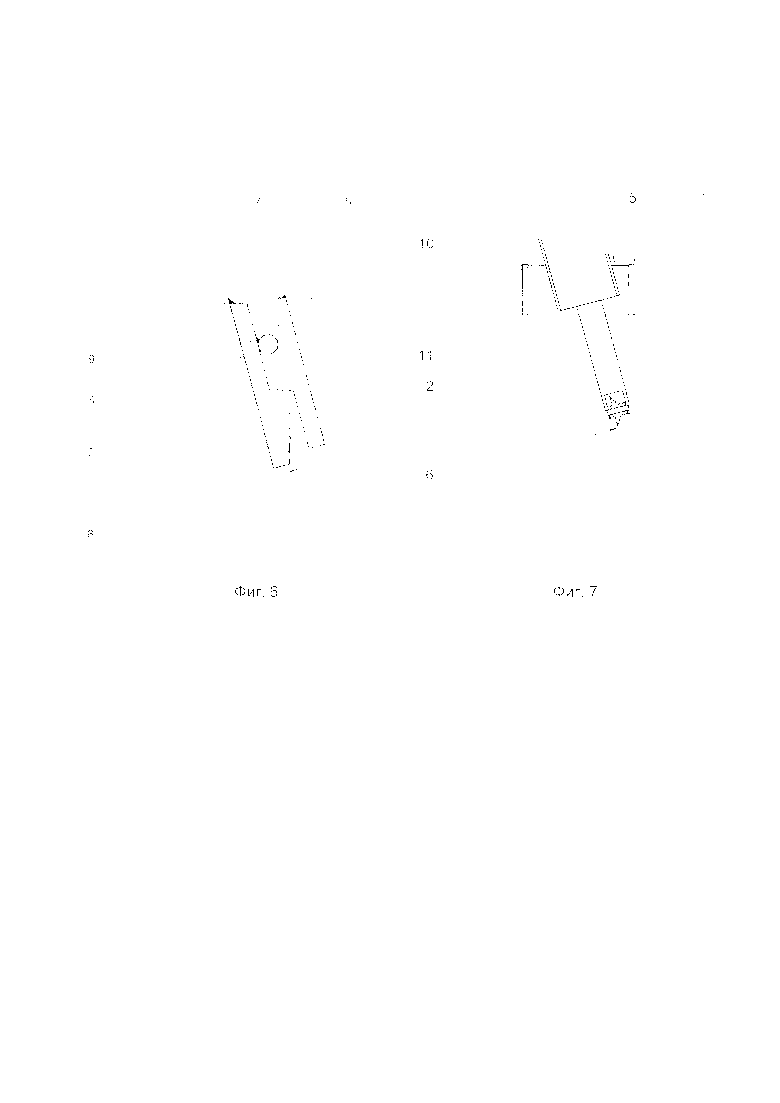
На фиг. 6 изображен вариант распирающего устройства, предназначенного для фиксации крышки парогенератора относительно его корпуса, установленного в полости кольцеобразной проточки.
На фиг. 7 изображено прорезание тонкого слоя непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора с помощью металлорежущего устройства с установленным коническим режущим роликом.
Способ осуществляется следующим образом: для демонтажа крышки 1 парогенератора ядерной энергетической установки, приваренной к корпусу 2, на корпусе 2 монтируют устройство для сверления и фрезерования 3 с установленным сверлом 4. С помощью устройства для сверления и фрезерования 3 высверливается серия несквозных отверстий по всему периметру сварного шва таким образом, что между высверленными несквозными отверстиями, расположенными рядом, остаются тонкие перемычки, под углом а соответствующем углу фаски кромки корпуса 2 парогенератора, соприкасающейся со сварным швом 5, таким образом, что между полостью каждого несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла. Далее с помощью устройства для сверления и фрезерования 3 торцевой фрезой 12 вырезаются остающиеся между высверленными отверстиями в теле сварного шва 5 перемычки на глубину полости несквозных отверстий под таким же углом а, под каким вырезаны сверлением несквозные отверстия. Затем для обеспечения работы режущего ролика 11 с помощью устройства для сверления и фрезерования 3 выполняется наклонное фрезерование концевой фрезой 13 образованной кольцевой канавки. После этого устройство для сверления и фрезерования 3 демонтируют, а из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения. После этого по периметру кольцеобразной проточки ее в полости устанавливают от трех до четырех распирающих устройств, например, включающих в себя клинья 7 и распирающий валик 8, закрепленных сварными швами 9. После этого на корпусе 2 монтируют металлорежущее устройство 10 с установленным коническим режущим роликом 11, с помощью которого прорезают тонкий слой непрорезанного металла 6 между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки. Далее крышку 1 парогенератора присоединяют к рабочему органу подъемно-транспортного устройства (не обозначено), удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку 1 парогенератора с помощью подъемно-транспортного устройства.
Таким образом, заявляемый способ позволяет повысить производительность процесса демонтажа крышки парогенератора ядерной энергетической установки, предотвратив необходимость многократной замены концевых фрез в процессе вырезки кольцеобразной проточки из-за их износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕМОНТАЖА КРЫШКИ ПАРОГЕНЕРАТОРА ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2016 |
|
RU2619581C1 |
| КОРПУС ТЕПЛОВОЙ БАТАРЕИ | 2024 |
|
RU2835980C1 |
| СПОСОБ ДЕМОНТАЖА ВНУТРЕННЕГО УСТРОЙСТВА ПАРОГЕНЕРАТОРА СУДОВОЙ ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2003 |
|
RU2251164C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ГИЛЬЗ (ТРУБ) И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2353009C2 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2005 |
|
RU2287194C1 |
| ИНТЕГРАЛЬНЫЙ ВОДО-ВОДЯНОЙ ЯДЕРНЫЙ РЕАКТОР | 2012 |
|
RU2496161C1 |
| КЛАПАН РЕГУЛИРУЮЩИЙ ОСЕСИММЕТРИЧНЫЙ СИЛЬФОННЫЙ С ВЕРХНИМ РАЗЪЕМОМ | 2012 |
|
RU2520734C2 |
| СПОСОБ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2005 |
|
RU2302929C2 |
| СПОСОБ ВЫГРУЗКИ И ОСУШЕНИЯ ПЕНАЛОВ С ДЕФЕКТНЫМИ ОТРАБОТАВШИМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2018 |
|
RU2695808C1 |
| БЫСТРОСЪЕМНАЯ КРЫШКА КОЛЛЕКТОРА ПАРОГАЗОВОЙ СМЕСИ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2534743C1 |
Изобретение относится к ядерной энергетике, в частности к ремонту парогенераторов судовых ядерных энергетических установок. Способ демонтажа крышки парогенератора ядерной энергетической установки заключается в выполнении несквозного отверстия в теле сварного шва между крышкой парогенератора и его корпусом. Угол наклона оси полости несквозного отверстия соответствует углу фаски кромки корпуса парогенератора. Между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла. Вырезают в теле сварного шва кольцеобразную проточку. С помощью металлорежущего устройства прорезают тонкий слой непрорезанного металла. Несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом выполняют сверлением. Перед выполнением кольцеобразной проточки высверливают серию аналогичных несквозных отверстий по всему периметру сварного шва. Между высверленными несквозными отверстиями, расположенными рядом, остаются тонкие перемычки. Изобретение позволяет повысить производительность процесса демонтажа крышки парогенератора ядерной энергетической установки, предотвратив необходимость многократной замены концевых фрез в процессе вырезки кольцеобразной проточки из-за их износа. 7 ил. 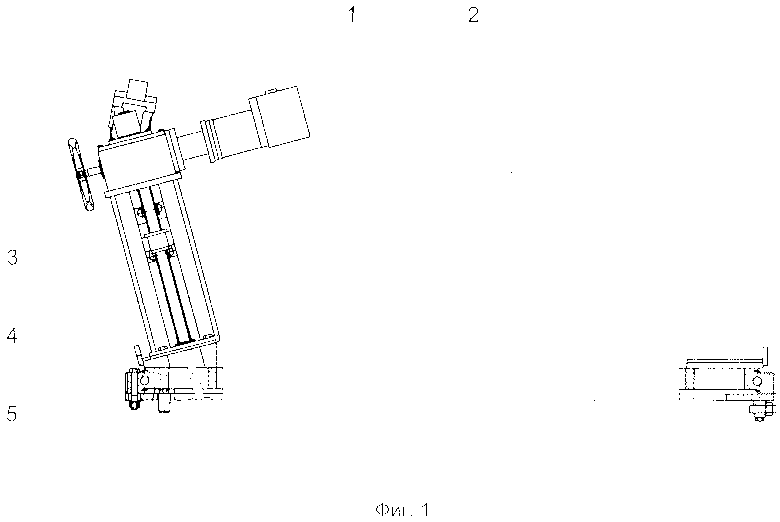
Способ демонтажа крышки парогенератора ядерной энергетической установки, при котором выполняют несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом таким образом, чтобы угол наклона оси полости несквозного отверстия соответствовал углу фаски кромки корпуса парогенератора, соприкасающейся со сварным швом так, что между полостью несквозного отверстия и внутренним объемом парогенератора остается тонкий слой непрорезанного металла; перемещая устройство для фрезерования с установленной концевой фрезой, вырезают в теле сварного шва между крышкой парогенератора и его корпусом на глубину полости несквозного отверстия кольцеобразную проточку по периметру сварного шва методом наклонного фрезерования под углом, соответствующим углу наклона оси полости несквозного отверстия; далее из полости кольцеобразной проточки удаляют металлическую стружку и загрязнения; далее по периметру кольцеобразной проточки в полости кольцеобразной проточки устанавливают от трех до четырех распирающих устройств, предназначенных для фиксации крышки парогенератора относительно его корпуса; далее с помощью металлорежущего устройства с установленным коническим режущим роликом прорезают тонкий слой непрорезанного металла между полостью кольцеобразной проточки и полостью парогенератора по периметру кольцеобразной проточки; после чего крышку парогенератора присоединяют к рабочему органу подъемно-транспортного устройства, удаляют распирающие устройства из полости кольцеобразной проточки и снимают крышку парогенератора с помощью подъемно-транспортного устройства, отличающийся тем, что несквозное отверстие в теле сварного шва между крышкой парогенератора и его корпусом выполняют сверлением, после чего перед выполнением кольцеобразной проточки высверливают серию аналогичных несквозных отверстий по всему периметру сварного шва таким образом, что между высверленными несквозными отверстиями, расположенными рядом, остаются тонкие перемычки.
| СПОСОБ ДЕМОНТАЖА КРЫШКИ ПАРОГЕНЕРАТОРА ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2016 |
|
RU2619581C1 |
| СПОСОБ РАЗРЕЗАНИЯ НА ЧАСТИ ЭЛЕМЕНТОВ ЯДЕРНОЙ УСТАНОВКИ СКАЛЫВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2109353C1 |
| СПОСОБ ДЕМОНТАЖА ВНУТРЕННЕГО УСТРОЙСТВА ПАРОГЕНЕРАТОРА СУДОВОЙ ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2003 |
|
RU2251164C2 |
| US 5633903 A1, 27.05.1997 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА КОЛЕСА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2139804C1 |

