Изобретение относится к области неразрушающего контроля и может быть использовано для контроля шероховатости поверхностного слоя металла контролируемого изделия.
Известен способ неразрушающего контроля качества поверхностного слоя металла (SU 670868 Α1, МКП 5 G01N 25/32, опубл. 30.06.1979 г.), выбранный в качестве прототипа, заключающийся в измерении термоЭДС, возникающий при контакте нагреваемых электродов с контролируемым изделием, и сопоставлении с термоЭДС эталонного образца. Используют две группы одинаково нагреваемых электродов из одного материала, устанавливаемых на обработанную и необработанную поверхность контролируемого изделия, а о качестве поверхностного слоя судят по величине суммарной термоЭДС электродов.
Недостатком этого способа является необходимость наличия обработанной и необработанной поверхностей в контролируемом изделии и измерение шероховатости одной из поверхности контролируемого изделия, выполняющей функцию эталонного образца, другим способом, например профилометром. Эту процедуру контроля шероховатости другим способом одной из поверхностей контролируемого изделия необходимо проводить для каждого контролируемого изделия. Для изделий из разных плавок при незначительном отклонении химического состава эталонного образца и контролируемого изделия абсолютные значения термоЭДС могут отличаться значительно и превосходить абсолютные значения термоЭДС от обработанной и необработанной поверхности изделия. Поэтому при таком способе возможен контроль изделий только из одной плавки. Это вносит существенные ограничения в методику контроля качества поверхностного слоя металла.
Задачей изобретения является расширение арсенала технических средств аналогичного назначения.
Предложенный способ неразрушающего контроля шероховатости поверхностного слоя металла так же, как в прототипе, заключается в измерении термоЭДС, возникающей при контакте нагреваемых электродов с контролируемым изделием, и сопоставлении с термоЭДС эталонного образца. Используют два одинаково нагретых электрода из одного материала, устанавливаемых на контролируемое изделие и эталонный образец.
Согласно изобретению одновременно с измерением термоЭДС измеряют температуру нагреваемых электродов через заданный промежуток времени, определяют разность температур между первым и вторым нагреваемыми электродами и по ее значению судят о шероховатости поверхностного слоя, а по термоЭДС судят о соответствии материала контролируемого изделия эталонному образцу, причем используют один эталонный образец.
При тепловом контакте нагреваемого электрода с контролируемым изделием температура нагреваемого электрода зависит от теплового потока, передающего энергию нагреваемого электрода контролируемому изделию [Брюханов О.Н. Тепломассообмен: Учебное пособие. / О.Н. Брюханов, С.Н. Шевченко - М.: АСВ, 2005. - С. 129, 137]:

где  - тепловой поток, ккал/ч;
- тепловой поток, ккал/ч;
m - масса нагреваемого электрода, кг;
α - коэффициент теплопроводности, Вт/(м⋅°С);
В свою очередь, тепловой поток зависит от площади контакта нагреваемого электрода с контролируемым изделием:
Q=k⋅S⋅τ,
где S - поверхность теплообмена (площадь контакта), м2;
τ - движущая сила процесса теплопередачи;
k - коэффициент теплопередачи, Вт/(м2⋅К).
С учетом выражения 1 получаем
 .
.
Площадь контакта зависит от шероховатости: чем выше шероховатость, тем меньше площадь контакта; чем меньше площадь контакта, тем меньше изменение температуры нагреваемого электрода. За счет прямой зависимости изменения температуры нагреваемого электрода от площади контакта, которая также зависит от шероховатости, появилась возможность контроля шероховатости. Следовательно, предложенный способ позволяет проводить неразрушающий контроль шероховатости поверхностного слоя металла разных плавок.
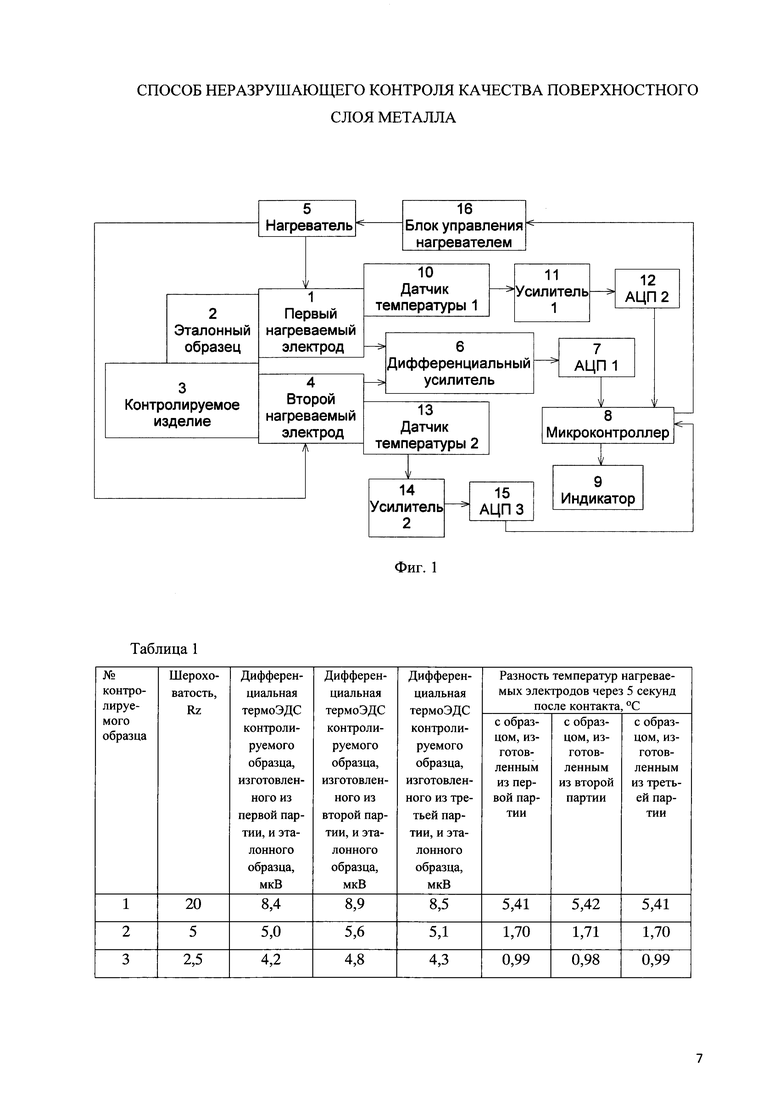
На фиг. 1 представлена схема устройства для осуществления предлагаемого способа.
В таблице 1 приведены результаты контроля шероховатости трех контролируемых образцов.
Способ неразрушающего контроля шероховатости поверхностного слоя металла осуществлен с помощью устройства (фиг. 1), содержащего последовательно соединенные первый нагреваемый электрод 1, эталонный образец 2, контролируемое изделие 3, второй нагреваемый электрод 4. Нагреватель 5 размещен с возможностью воздействия на первый и второй нагреваемые электроды 1 и 4 соответственно. Входы дифференциального усилителя 6 подключены к первому и второму нагреваемым электродам 1 и 4. Выход дифференциального усилителя 6 подключен к первому аналого-цифровому преобразователю 7 (АЦП1), выход которого подключен к первому входу микроконтроллера 8, к первому выходу которого подключен индикатор 9. Первый датчик температуры 10, имеющий тепловой контакт с первым нагреваемым электродом 1, соединен с первым усилителем 11, выход которого подключен к входу второго аналого-цифрового преобразователя 12 (АЦП2), выход которого подключен ко второму входу микроконтроллера 8. Второй датчик температуры 13, имеющий тепловой контакт со вторым нагреваемым электродом 4, соединен со вторым усилителем 14, выход которого подключен к входу третьего аналого-цифрового преобразователя 15 (АЦП3), выход которого подключен к третьему входу микроконтроллера 8. Второй выход микроконтроллера 8 подключен к блоку управления нагревателем 16, выход которого подключен к нагревателю 5.
Первый и второй нагреваемые электроды 1 и 4 выполнены из одного материала, например из меди. Нагреватель 5 может быть стандартным мощностью 25 Вт. Дифференциальный усилитель 6 должен быть с малым дрейфом напряжения смещения нуля, например К140УД17. Первый и второй усилители 11 и 14 должны быть с малым дрейфом напряжения смещения нуля, например К140УД17. Аналого-цифровые преобразователи 7, 12, 15 (АЦП1-АЦП3) могут быть стандартными, например К1113ПВ1, микроконтроллер 8 может быть стандартным, например ATMEGA 16. Индикатор 9 может быть выполнен на светодиодах АЛС324А. Датчики температуры 10 и 13 могут быть стандартными, например термопара хромель-алюмель. Блок управления нагревателем 16 может быть выполнен на транзисторе, например КТ 818Г. Эталонный образец 2 должен быть изготовлен из того же материала, что и контролируемое изделие 3.
Предлагаемым способом был проведен контроль шероховатости трех контролируемых образцов, изготовленных из стали 12Х18Н10Т. В качестве эталонного образца использовали образец, изготовленный из этой же стали, с шероховатостью Rz 0,6.
Процедуру контроля проводили следующим образом: вначале с помощью датчиков температуры 10 и 13 измеряли температуру первого 1 и второго 4 нагреваемых электродов, усиливали первым и вторым усилителями 11 и 14, преобразовывали в цифровой код вторым и третьим аналого-цифровыми преобразователями 12 (АЦП2) и 15 (АЦП3) и передавали данные в микроконтроллер 8, сигнал которого поступал в блок управления нагревателем 16, который устанавливал заданную температуру нагревателя 5. Нагреватель 5 воздействовал на нагреваемые электроды 1 и 4. Длительность воздействия контролировали микроконтроллером 8, и как только температура нагреваемых электродов 1 и 4 достигала требуемого значения (в нашем примере температура была задана в 130°С), микроконтроллер 8 выдавал сигнал на индикатор 9, сигнализируя о готовности прибора к измерению. При контроле шероховатости между первым нагреваемым электродом 1 и эталонным образцом 2 возникала первая термоЭДС 1, которая поступала на первый вход дифференциального усилителя 6. Между вторым нагреваемым электродом 4 и контролируемым изделием 3 также возникала вторая термоЭДС 2, которая поступала на второй вход дифференциального усилителя 6. Дифференциальный усилитель 6 вычитал термоЭДС 1 из термоЭДС 2. Разностная термоЭДС усиливалась дифференциальным усилителем 6 и поступала на первый аналого-цифровой преобразователь 7 (АЦП1), который преобразовывал аналоговую величину в цифровой код, который поступал в микроконтроллер 8. Микроконтроллер 8 преобразовывал этот двоичный код в семисегментный код. Этот код поступал на индикатор 9, который отображал величину термоЭДС. Одновременно с измерением термоЭДС проводили измерение температуры первого 1 и второго 4 нагреваемых электродов в течение заданного времени - 5 с. Полученные данные с первого и второго датчиков температуры 10 и 13 поступали на первый и второй усилители 11 и 14, преобразовывались в цифровой код вторым и третьим аналого-цифровыми преобразователями 12 (АЦП2) и 15 (АЦП3) и поступали в микроконтроллер 8. Микроконтроллер 8 определял разность температур между первым 1 и вторым 4 нагреваемыми электродами и передавал их на индикатор 9 для отображения. В качестве эталонного образца 2 использовали образец из стали 12Х18Н10Т с шероховатостью Rz 0,6.
Результаты контроля приведены в таблице 1, из которой видно, что использование заявляемого способа позволяет устранить влияния разброса химического состава на результат контроля. Результаты контроля шероховатости трех контролируемых изделий, изготовленных из второй партии, по дифференциальной термоЭДС приводят к неправильным выводам о завышенной шероховатости. Так, первое контролируемое изделие, изготовленное из второй партии, имеет шероховатость Rz 20, а по результатам измерения термоЭДС способом-прототипом шероховатость составила Rz 25. Второе контролируемое изделие, изготовленное из второй партии, имеет шероховатость Rz 5, а по результатам измерения термоЭДС с помощью способа-прототипа - Rz 8. Третье контролируемое изделие, изготовленное из второй партии, имеет шероховатость Rz 2,5, а при измерении способом-прототипом - Rz 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛА | 2016 |
|
RU2624787C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛА | 2012 |
|
RU2498281C1 |
| УСТРОЙСТВО ДЛЯ РАЗБРАКОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2495410C1 |
| УСТРОЙСТВО КОНТРОЛЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТА ЭЛЕКТРОДОВ С КОНТРОЛИРУЕМЫМ ИЗДЕЛИЕМ ПРИ РАЗБРАКОВКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2670365C1 |
| СПОСОБ КОНТРОЛЯ НАЛИЧИЯ КОНТАКТА НАГРЕВАЕМОГО ЭЛЕКТРОДА С КОНТРОЛИРУЕМЫМ ИЗДЕЛИЕМ ПРИ РАЗБРАКОВКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2652657C1 |
| УСТРОЙСТВО ДЛЯ РАЗБРАКОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2313082C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ МЕЖДУ КОРПУСОМ ПОЛУПРОВОДНИКОВОГО ПРИБОРА И РАДИАТОРОМ ОХЛАЖДЕНИЯ | 2018 |
|
RU2687300C1 |
| УСТРОЙСТВО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ НЕИСПРАВНОСТЕЙ В ЭЛЕКТРИЧЕСКОЙ СЕТИ | 2021 |
|
RU2762125C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ МЕЖДУ КОРПУСОМ ПОЛУПРОВОДНИКОВОГО ПРИБОРА И РАДИАТОРОМ ОХЛАЖДЕНИЯ | 2018 |
|
RU2686859C1 |
| СПОСОБ КОНТРОЛЯ НАЛИЧИЯ КОНТАКТА НАГРЕВАЕМОГО ЭЛЕКТРОДА С КОНТРОЛИРУЕМЫМ ИЗДЕЛИЕМ ПРИ РАЗБРАКОВКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2331064C1 |
Предлагаемое изобретение относится к области неразрушающего контроля и может быть использовано для контроля шероховатости поверхностного слоя металла контролируемого изделия. Способ неразрушающего контроля шероховатости поверхностного слоя металла заключается в измерении термоЭДС, возникающей при контакте нагреваемых электродов с контролируемым изделием, и сопоставлении с термоЭДС эталонного образца, используют два одинаково нагретых электрода из одного материала, устанавливаемых на контролируемое изделие и эталонный образец. Одновременно с измерением термоЭДС измеряют температуру нагреваемых электродов через заданный промежуток времени. Определяют разность температур между первым и вторым нагреваемыми электродами и по ее значению судят о шероховатости поверхностного слоя, а по термоЭДС судят о соответствии материала эталонного образца контролируемому изделию. Технический результат - контроль шероховатости поверхностного слоя металла разных плавок. 1 ил., 1 табл.
Способ неразрушающего контроля шероховатости поверхностного слоя металла, заключающийся в измерении термоЭДС, возникающей при контакте нагреваемых электродов с контролируемым изделием, и сопоставлении с термоЭДС эталонного образца, используют два одинаково нагретых электрода из одного материала, устанавливаемых на контролируемое изделие и эталонный образец, отличающийся тем, что одновременно с измерением термоЭДС измеряют температуру нагреваемых электродов через заданный промежуток времени, определяют разность температур между первым и вторым нагреваемыми электродами и по ее значению судят о шероховатости поверхностного слоя, а по термоЭДС судят о соответствии материала эталонного образца контролируемому изделию, причем используют один эталонный образец.
| Способ неразрушающего контроля качества поверхностного слоя металла | 1977 |
|
SU670868A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛА | 2012 |
|
RU2498281C1 |
| Способ термоэлектрического контроля поверхностных слоев материалов | 1987 |
|
SU1529092A1 |
| ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕОДНОРОДНОСТИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2307345C1 |
| СПОСОБ КОНТРОЛЯ НАЛИЧИЯ КОНТАКТА НАГРЕВАЕМОГО ЭЛЕКТРОДА С КОНТРОЛИРУЕМЫМ ИЗДЕЛИЕМ ПРИ РАЗБРАКОВКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2331064C1 |
| US 4542345 A,17.09.1985. | |||

