Предлагаемое изобретение относится к области неразрушающего контроля и может быть использовано для контроля физико-химических свойств поверхностных слоев металла контролируемого изделие, подвергнутого термической или химико-термической обработке, а также для выявления областей пластической деформации, предшествующей разрушению, необходимых для выявления остаточного ресурса.
Известен способ неразрушающего контроля качества поверхностного слоя металла (SU 670868 A1, МКП 5 G01N 25/32, опубл. 30.06.1979 г.), выбранный в качестве прототипа, заключающийся в измерении термоЭДС, возникающий при контакте нагреваемых электродов с контролируемым изделием, и сопоставлении с термоЭДС эталонного образца. Используют две группы одинаково нагретых электродов из одного материала, устанавливаемых на обработанную и необработанную поверхность детали, а о качестве поверхностного слоя судят по величине суммарной термоЭДС электродов.
В этом способе контроля в качестве холодного электрода выступает контролируемое изделие. Поэтому если его температура изменяется при разных условиях контроля, например, в первый раз изделие контролируют при положительной температуре внешней окружающей среды, а второй раз - при отрицательной температуре, то при одинаковом качестве поверхностного слоя величина термоЭДС будет различной.
Недостатком этого способа является влияние на величину разностной термоЭДС температуры контролируемого изделия, в результате этого нельзя однозначно судить о качестве поверхностного слоя.
Задачей изобретения является устранение влияния температуры контролируемого изделия на величину разностной термоЭДС.
Поставленная задача решена за счет того, что в термоэлектрическом способе неразрушающего контроля качества поверхностного слоя металла, так же как в прототипе, используют две группы одинаково нагретых электродов из одного материала, устанавливают одну группу нагреваемых электродов на контролируемое изделие, а другую на эталонный образец, измеряют разностную термоЭДС, возникающую при контакте первой группы нагреваемых электродов с контролируемым изделием и второй группы нагреваемых электродов с эталонным образцом, а о качестве поверхностного слоя судят по ее величине.
Согласно изобретению сначала измеряют температуру контролируемого изделия,
используя которую изменяют температуру групп нагреваемых электродов таким образом, чтобы используемая при измерении термоЭДС разностная температура между первой группой нагреваемых электродов и контролируемым изделием, а также между второй группой нагреваемых электродов и эталонным образцом, оставалась одинаковой при любых колебаниях температуры контролируемого изделия и эталона.
Известно, что абсолютная термоЭДС металлов и сплавов зависит от разности температур между нагреваемым и холодным электродами [В.Г. Лившиц, В.С. Крапошин, Я.Л. Линецкий. Физические свойства металлов и сплавов. М.: Металлургия, 1980, стр.232, формула 235)]:
e=a+2bΔТ+3cΔТ2,
где a, b, c - коэффициенты уравнения;
ΔТ - разность температур между нагреваемым и холодным электродами.
Разностная термоЭДС, используемая в прототипе, определяется выражением:
e1-e2=(a1-a2)+2ΔT(b1-b2)+3ΔT2(c1-c2),
где а1, b1, c1 - коэффициенты уравнения, определяющего термоЭДС контролируемого изделия;
a2, b2, c2 - коэффициенты уравнения, определяющего термоЭДС эталонного образца,
ΔТ - разность температур между нагреваемым и холодным электродами.
Таким образом, разностная термоЭДС будет оставаться неизменной для одного контролируемого изделия, если параметры контроля неизменны, то есть разность температур между нагреваемым и холодным электродами постоянна.
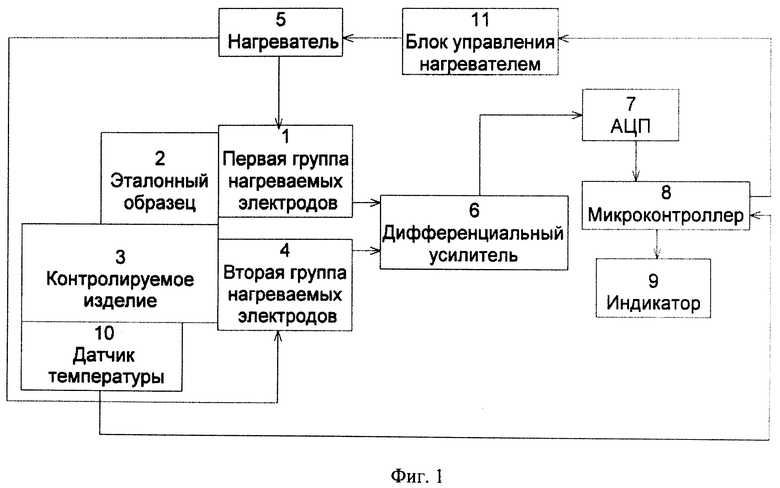
На фиг.1 представлена схема устройства для осуществления предлагаемого способа.
В таблице 1 приведены значения разностной термоЭДС, измеренные предлагаемым способом, от деформации при различных температурах контролируемого изделия.
В таблице 2 приведены результаты измерения термоЭДС по способу прототипу.
Заявляемый способ осуществлен с помощью устройства для контроля качества поверхностного слоя металла (фиг.1), содержащего последовательно соединенные первую группу нагреваемых электродов 1, эталонный образец 2, контролируемое изделие 3, вторую группу нагреваемых электродов 4. Нагреватель 5 размещен с возможностью воздействия на первую 1 и вторую 4 группы нагреваемых электродов. Входы дифференциального усилителя 6 подключены к первой и второй группам нагреваемых электродов 1 и 4. Выход дифференциального усилителя 6 подключен к аналого-цифровому преобразователю 7 (АЦП). Выход аналого-цифрового преобразователя 7 (АЦП) подключен к первому входу микроконтроллера 8, к первому выходу которого подключен индикатор 9. Датчик температуры 10 подключен ко второму входу микроконтроллера с возможностью теплового контакта с контролируемым изделием 3. Второй выход микроконтроллера подключен r блоку управления нагревателем 11. Выход блока управления нагревателем 11 подключен к нагревателю 5.
Первая и вторая группы нагреваемых электродов 1 и 4, выполнены из одного материала, например, из меди. Нагреватель 5 может быть стандартным мощностью 25 ватт. Дифференциальный усилитель 6 должен быть с малым дрейфом напряжения смещения нуля, например, К140УД17. Аналого-цифровой преобразователь 7 (АЦП) может быть стандартным, например, К1113ПВ1, микроконтроллер 8 может быть стандартным, например, ATMEGA 16. Индикатор 9 может быть выполнен на светодиодах АЛС324А. Датчик температуры 10 может быть стандартным, например, термопара хромель-алюмель. Блок управления нагревателем 11 может быть выполнен на транзисторе, например, КТ 818Г. Эталонный образец 2 должен быть изготовлен из того же материала и той же плавки, что и контролируемое изделие 3.
Предлагаемым способом был проведен контроль качества поверхностного слоя металла девяти контролируемых изделий из трех марок сталей 12Х18Н10Т; 0.8ПС-5 и СТ3, по три образца из каждой марки.
Предварительно каждое контролируемое изделие 3 было подвергнуто разной степени пластической деформации на разрывной машине с компьютерным управлением. Для сравнения с результатами, полученными заявляемым способом, величину пластической деформации (абсолютное удлинение) измеряли штангенциркулем.
Контроль пластической деформации был проведен при трех значениях температуры каждого контролируемого изделия 3 и каждого эталонного образца 2, аналогично, как и по способу прототипу.
Вначале термоЭДС поверхностного слоя контролируемого изделия 3 измеряли при температуре +25°C. Процедуру контроля проводили следующим образом: вначале с помощью датчика температуры 10 измеряли температуру контролируемого изделия 3, и передавали данные в микроконтроллер 8, сигнал которого поступал в блок управления нагревателем 11, который устанавливал такую температуру нагревателя 5, чтобы разность температур между группами нагреваемых электродов 1, 4 и контролируемым изделием 3 и эталонным образцом 2, поддерживалась одинаковой. Нагреватель 5 воздействовал на группы нагреваемых электродов 1 и 4. Длительность воздействия контролировали микроконтроллером 8, и как только температура групп нагреваемых электродов 1 и 4 достигала требуемого значения (в примере разность температур была задана в 130°C), микроконтроллер 8 выдавал сигнал на индикатор 9, включая его для отображения величины измеренной термоЭДС. Между первой группой нагреваемых электродов 1 и эталонным образцом 2, изготовленным из той же марки стали и той же плавки, что и контролируемое изделие 3, возникала термоЭДС 1, которая поступала на первый вход дифференциального усилителя 6. Между второй группой нагреваемых электродов 4 и контролируемым изделием 3 также возникала вторая термоЭДС 2, которая поступала на второй вход дифференциального усилителя 6. Дифференциальный усилитель 6 вычитал термоЭДС 1 из термоЭДС 2. Разностная термоЭДС усиливалась дифференциальным усилителем 6 и поступала в аналого-цифровой преобразователь 7 (АЦП), который преобразовывал аналоговую величину в цифровой код, который поступал в микроконтроллер 8. Микроконтроллер 8 преобразовывал двоичный код аналого-цифрового преобразователя 7 (АЦП) в семисегментный код. Этот код поступал в индикатор 9, который отображал величину термоЭДС.
Затем контролируемое изделие 3 и эталонный образец 2 охлаждали до 0°C и процедуру измерения повторяли. На третьем этапе контролируемое изделие 3 и эталонный образец 2 охлаждали до -25°C и проводили измерения термоЭДС.
Результаты контроля приведены в таблице 1, из которой видно, что использование заявляемого способа позволяет однозначно определить одинаковую величину пластической деформации поверхностного слоя металла (0,6 мм, 1,9 мм, 3,5 мм) при изменении температуры контролируемого изделия.
Для сравнения в таблице 2 приведены результаты измерения термоЭДС по способу прототипу. Контролируемое изделие было изготовлено из стали СТ3 и предварительно было подвергнуто деформации в 3,3 мм. Деформацию (абсолютное удлинение) контролируемого образца измерили штангенциркулем. Эталонный образец был изготовлен из стали СТ3 той же плавки, что и контролируемое изделие. Из таблицы 2 видно, что при изменении температуры контролируемого изделия изменяется величина термоЭДС, в результате этого делается вывод о разной степени пластической деформации поверхностного слоя, что не соответствует действительности.
Таким образом, предлагаемый способ позволяет устранить влияние сезонных или других колебаний температуры контролируемого изделия и эталонного образца на величину разностной термоЭДС.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗБРАКОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2495410C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛА | 2016 |
|
RU2619798C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛА | 2016 |
|
RU2624787C1 |
| УСТРОЙСТВО ДЛЯ РАЗБРАКОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2313082C1 |
| СПОСОБ КОНТРОЛЯ НАЛИЧИЯ КОНТАКТА НАГРЕВАЕМОГО ЭЛЕКТРОДА С КОНТРОЛИРУЕМЫМ ИЗДЕЛИЕМ ПРИ РАЗБРАКОВКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2652657C1 |
| УСТРОЙСТВО КОНТРОЛЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТА ЭЛЕКТРОДОВ С КОНТРОЛИРУЕМЫМ ИЗДЕЛИЕМ ПРИ РАЗБРАКОВКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2670365C1 |
| СПОСОБ КОНТРОЛЯ НАЛИЧИЯ КОНТАКТА НАГРЕВАЕМОГО ЭЛЕКТРОДА С КОНТРОЛИРУЕМЫМ ИЗДЕЛИЕМ ПРИ РАЗБРАКОВКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2331064C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ МЕЖДУ КОРПУСОМ ПОЛУПРОВОДНИКОВОГО ПРИБОРА И РАДИАТОРОМ ОХЛАЖДЕНИЯ | 2018 |
|
RU2687300C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕПЛОВОГО СОПРОТИВЛЕНИЯ МЕЖДУ КОРПУСОМ ПОЛУПРОВОДНИКОВОГО ПРИБОРА И РАДИАТОРОМ ОХЛАЖДЕНИЯ | 2018 |
|
RU2686859C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ НЕИСПРАВНОСТЕЙ В ЭЛЕКТРИЧЕСКОЙ СЕТИ | 2021 |
|
RU2762526C1 |
Использование: для неразрушающего контроля качества поверхностного слоя металла. Сущность: заключается в том, что используют две группы одинаково нагретых электродов из одного материала, устанавливают одну группу нагреваемых электродов на контролируемое изделие, а другую па эталонный образец, измеряют разностную термоЭДС, возникающую при контакте первой группы нагреваемых электродов с контролируемым изделием и второй группы нагреваемых электродов с эталоном, о качестве поверхностного слоя судят по ее величине, при этом сначала измеряют температуру контролируемого изделия, используя которую изменяют температуру групп нагреваемых электродов таким образом, чтобы используемая при измерении термоЭДС разностная температура между первой группой нагреваемых электродов и контролируемым изделием, а также между второй группой нагреваемых электродов и эталоном оставалась одинаковой при любых колебаниях температуры контролируемого изделия и эталона, после чего измеряют разностную термоЭДС. Технический результат: устранение влияния температуры контролируемого изделия на величину разностной термоЭДС. 1 ил., 2 табл.
Термоэлектрический способ неразрушающего контроля качества поверхностного слоя металла, заключающийся в том, что используют две группы одинаково нагретых электродов из одного материала, устанавливают одну группу нагреваемых электродов на контролируемое изделие, а другую - на эталонный образец, измеряют разностную термоЭДС, возникающую при контакте первой группы нагреваемых электродов с контролируемым изделием и второй группы нагреваемых электродов с эталоном, о качестве поверхностного слоя судят по ее величине, отличающийся тем, что сначала измеряют температуру контролируемого изделия, используя которую изменяют температуру групп нагреваемых электродов таким образом, чтобы используемая при измерении термоЭДС разностная температура между первой группой нагреваемых электродов и контролируемым изделием, а также между второй группой нагреваемых электродов и эталоном, оставалась одинаковой при любых колебаниях температуры контролируемого изделия и эталона, после чего измеряют разностную термоЭДС.
| Способ неразрушающего контроля качества поверхностного слоя металла | 1977 |
|
SU670868A1 |
| Способ термоэлектрического контроля поверхностных слоев материалов | 1987 |
|
SU1529092A1 |
| Устройство для измерения температуры при исследовании процессов поверхностно-пластического деформирования | 1986 |
|
SU1377610A1 |
| ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НЕОДНОРОДНОСТИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2307345C1 |
| JP 6114520 A, 26.04.1994 | |||
| СПОСОБ ПНЕВМАТИЧЕСКОГО ИСПЫТАНИЯ ЕМКОСТИ | 0 |
|
SU245660A1 |

