Область техники
Настоящее изобретение относится к жидкой формовочной смоле и, более конкретно, к жидкой смоле для применения в реакционно-литьевом формовании.
Уровень техники
Известен способ получения формованных изделий при помощи термоотверждающихся полимеров, таких как, например, слабосшитые термоотверждающиеся полимеры на основе полидициклопентадиена (поли-ДЦПД или ПДЦПД). Согласно такому способу два (или больше) жидких потока ДЦПД смешивают вместе при температуре, близкой к комнатной температуре, и впрыскивают в закрытую форму. Один из потоков содержит активатор, а другой поток содержит катализатор. Когда потоки смешивают вместе, происходит экзотермическая реакция (реакция полимеризации с образованием перекрестных связей), и образуется полностью полимеризованный продукт.
Существуют две основные проблемы, проявляемые продуктами из формованной смолы на основе ПДЦПД. Первая проблема состоит в том, что жесткость формованной смолы является недостаточной для некоторых тяжелых режимов применения. Для компенсации недостаточной жесткости в некоторых случаях требовалась большая толщина или присоединение усиления к элементу.
Вторая проблема состоит в том, что коэффициент термического расширения (КТР) продуктов из формованной смолы на основе ПДЦПД не такой низкий, как у других смол. Более низкий КТР желателен, особенно в случае больших и/или толстых элементов, для улучшения постоянства размеров.
Добавление наполнителя широко известно для исправления этих проблем для пластмасс. Эта техника была также изучена для возможного применения со смолами, такими как ПДЦПД. Пример этой техники раскрыт в патенте США №4400340. Наполнитель использовали для увеличения модуля упругости полимера. Стекло, волластонит, технический углерод, тальк, карбонат кальция и слюда служили примером как возможные наполнители.
Слюда является одним из пригодных наполнителей для пластмасс. Слюда классифицируется как один из двух видов слюды, которые представляют собой набухающую слюду и ненабухающую слюду.
В открытой заявке на патент Японии №2001-302888 раскрывается техника добавления силиката слоистой структуры, содержащего органический ониевый ион, в формованную смолу на основе ПДЦПД в качестве наполнителя. Смектитовая глина, такая как монтмориллонит, вермикулит и галлуазит, и набухающая слюда были приведены в качестве примера силиката слоистой структуры, и набухающая слюда особенно была отмечена в качестве подходящего материала. Эта набухающая слюда изначально содержала катион металла в слоистой структуре и подвергалась ионному обмену с органическим онием для органофикации. Эта органофицированная набухающая слюда характеризовалась улучшенной аффинностью к олефиновому метатезисному полимеру, и она обеспечивала хорошую дисперсию в полимерной матрице. Эта техника была также раскрыта в открытой заявке на патент Японии №2004-250635.
Однако набухающая слюда обычно является искусственно синтезированной и обычно более дорогой, чем ненабухающая слюда, которая является природным продуктом. Эта техника также требовала дополнительной процедуры для ионного обмена набухающей слюды в качестве дополнительной обработки материала, что являлось дорогостоящей процедурой.
Набухающая слюда, как известно, также расслаивается на тонкие слои при поглощении растворителя (набухание) и имеет высокое соотношение геометрических размеров. Однако, средний размер частиц был очень маленьким, как, например, в диапазоне от 0,01 до 3 мкм включительно (раздел [0049] открытой заявки на патент Японии №2001-302888), таким образом она имела проблему, заключающуюся в том, что вязкость значительно повышалась из-за ее сильного тиксотропного поведения при добавлении большого количества набухающей слюды в жидкий реакционный мономер для получения большего эффекта усиления. Это повышение вязкости является решающим недостатком для способа реакционно-литьевого формования, поскольку оно вызывает проблему плохого смешивания материала в смешивающей головке и приводит к проблемам, таким как плохая реакция, низкая жесткость, высокое остаточное содержание мономера, плохое качество формованных элементов и пр. Таким образом, количество набухающей слюды в жидком реакционном мономере имеет ограничение, которое становится несоответствующим для достижения эффекта усиления.
Как описано выше, обычный способ с использованием слюды имел проблемы чрезвычайно высокой жесткости и чрезмерного увеличения вязкости жидкого реакционного мономера. Авторы настоящего изобретения также наблюдали слабую реакционную способность во время литьевого формования, что происходило вследствие затруднения слюды.
Сущность изобретения
Настоящее изобретение относится к компонентам жидкой формовочной смолы и способу формования из жидкости, который может давать продукты из формованной смолы с высокой жесткостью и низким коэффициентом термического расширения (КТР) продуктов из формованной смолы с низким анизотропным свойством.
Изобретатели обнаружили, что жидкий смолистый компонент, содержащий ненабухающую слюду с определенными свойствами, показал превосходную текучесть и стабильность дисперсии, что может давать улучшенный продукт из формованной смолы.
Соответственно, один аспект настоящего изобретения относится к компоненту жидкой формовочной смолы для смешивания с по меньшей мере одним другим жидким смолистым компонентом перед впрыскиванием в форму, причем компонент жидкой формовочной смолы содержит жидкую смолу, один из активатора или катализатора и массу ненабухающей слюды с определенными свойствами.
Согласно еще одному аспекту настоящее изобретение относится к системе жидких смолистых компонентов, содержащей множество жидких смолистых компонентов, которые сохраняют отдельно перед смешиванием и впрыском в форму, причем по меньшей мере один из жидких смолистых компонентов содержит катализатор, и по меньшей мере один из жидких смолистых компонентов содержит активатор, и при этом по меньшей мере один из жидких смолистых компонентов содержит ненабухающую слюду с определенными свойствами.
Согласно еще одному аспекту настоящее изобретение относится к способу получения жидкого смолистого компонента для смешивания с по меньшей мере одним другим жидким смолистым компонентом и впрыскивания в форму, причем способ включает стадии обеспечения жидкой смолы, добавления одного из катализатора или активатора в жидкую смолу и добавления ненабухающей слюды с определенными свойствами в жидкую смолу.
Еще один аспект настоящего изобретения относится к способу получения продукта из формованной смолы, причем способ включает стадии обеспечения первого жидкого смолистого компонента, содержащего катализатор, обеспечения второго жидкого смолистого компонента, содержащего активатор, смешивания первого и второго жидких смолистых компонентов и впрыскивания смешанных жидких смолистых компонентов в форму, причем по меньшей мере один из первого жидкого смолистого компонента и второго жидкого смолистого компонента содержит ненабухающую слюду с определенными свойствами.
Эти и другие аспекты настоящего изобретения будут описаны более подробно ниже со ссылкой на сопутствующие графические материалы.
Краткое описание чертежей
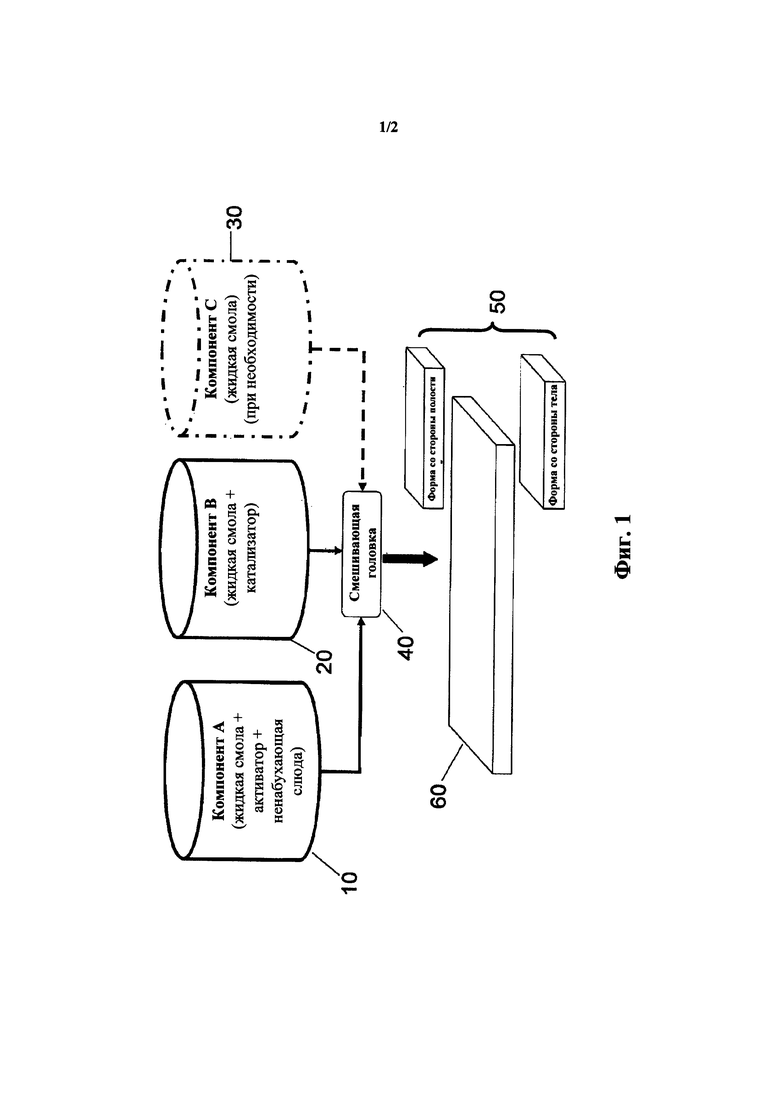
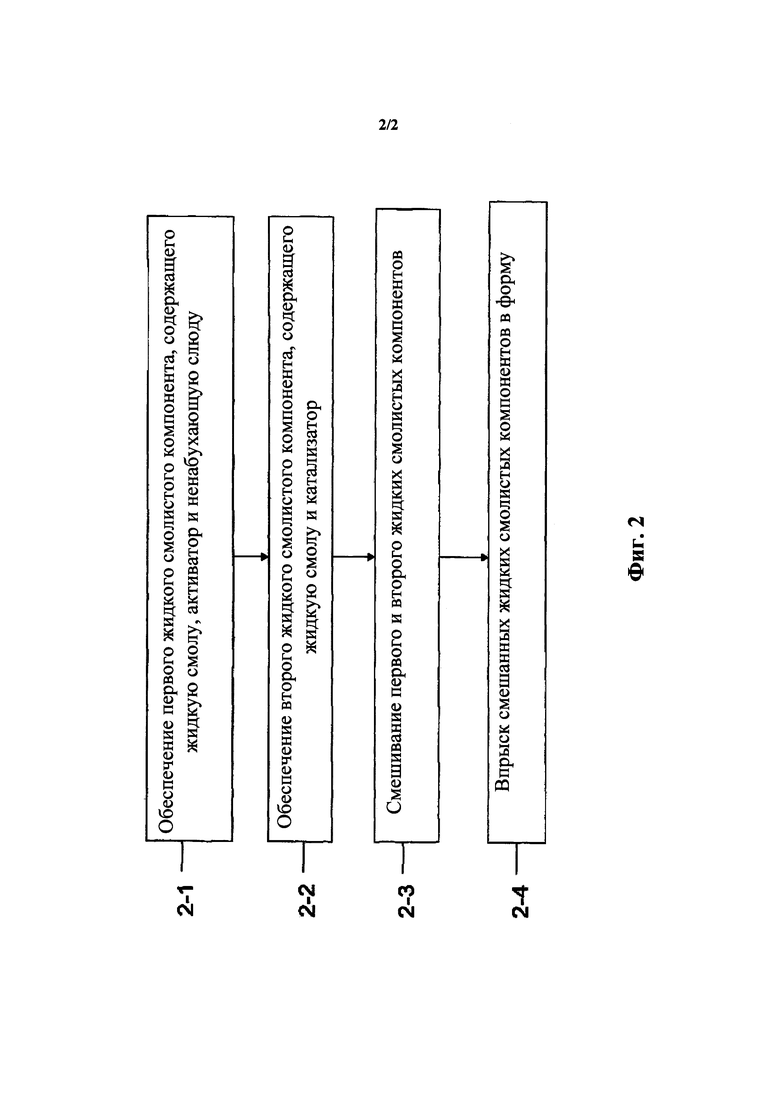
На фиг. 1 показана система для получения продукта из формованной смолы согласно предпочтительному варианту осуществления настоящего изобретения.
На фиг. 2 показан способ получения продукта из формованной смолы согласно предпочтительному варианту осуществления настоящего изобретения.
Подробное описание изобретения
Как показано на фиг. 1, система для получения продукта из формованной смолы согласно предпочтительному варианту осуществления настоящего изобретения содержит резервуар 10 (содержащий компонент А), резервуар 20 (содержащий компонент В), смешивающую головку 40 и форму 50. Необязательно резервуар 30 (содержащий компонент С) можно также включить.
Каждый из резервуаров 10 и 20 (и резервуар 30, если используется) содержит жидкий смолистый компонент. Жидкий смолистый компонент представляет собой реакционный мономер термоотверждающегося полимера, предпочтительно сшитого олефинового термоотверждающегося полимера. Наиболее предпочтительно, жидкие смолистые компоненты имеют в основе реакционный мономер, содержащий полимеризуемый метатезисной полимеризацией циклоолефин. Полимеризуемый метатезисной полимеризацией циклоолефин предпочтительно представляет собой соединение с по меньшей мере одним норборненовым скелетом на молекулу. Предпочтительные примеры полимеризуемого метатезисной полимеризацией циклоолефина представляют собой дициклопентадиен, трициклопентадиен, совместный димер циклопентадиена-метилциклопентадиена, 5-этилиденнорборнен, норборнен, норборнадиен, метилнорборнен, этилнорборнен, 5-циклогексенилнорборнен, 1,4,5,8-диметано-1,4,4а,5,6,7,8,8а-октагидронафталин, 1,4-метано-1,4,4а,5,6,7,8,8а-октагидронафталин, 6-этилиден-1,4,5,8-диметано-1,4,4а,5,6,7,8,8а-октагидронафталин, 6-этилиден-1,4-метано-1,4,4а,5,6,7,8,8а-октагидронафталин, 1,4,5,8-диметано-1,4,4а,5,8,8а-гексагидронафталин, этилен-бис(5-норборнен), 5-метоксикарбонилнорборнен, 5-(2-этилгексилокси)карбонил-5-метилнорборнен, 5-фенилоксиметилнорборнен, 5-цианонорборнен, 6-циано-1,4,5,8-диметано-1,4,4а,5,6,7,8,8а-октагидронафталин, имид N-бутилнадиковой кислоты и 5-хлорнорборнен.
Эти соединения можно использовать в качестве единственного реакционного мономера или в смеси с другими реакционными мономерами. В предпочтительном варианте осуществления используют циклоолефиновую смесь, содержащую 50 мольн.% или более и более предпочтительно 70 мольн.% или более дициклопентадиена на основе общего количества циклоолефинов. В наиболее предпочтительном варианте осуществления используют циклоолефиновую смесь, которая содержит 80 мольн.% или более дициклопентадиена на основе общего количества циклоолефинов.
По меньшей мере один из жидких смолистых компонентов (например, компонент А) содержит активатор. Активатор предпочтительно представляет собой металлорганическое соединение, такое как алкилированный металл из групп 1-3 Периодической таблицы элементов. Например, активатор может представлять собой алкилалюминиевое соединение, такое как триэтилалюминий, трибутилалюминий, триоктилалюминий, или галогенид алкилалюминиевого соединения, такой как хлорид диэтилалюминия, дихлорид этилалюминия и йодид диоктилалюминия, или соединение тетраалкил олова, такое как тетрабутилолово. Компонент А получают путем растворения металлорганического соединения, используемого в качестве активатора, в полимеризуемом метатезисной полимеризацией циклоолефине.
Если алкилалюминий используют в качестве активатора, массовое соотношение соединения алюминия на основе всего количества полимеризуемого метатезисной полимеризацией циклоолефина или смеси реакционных мономеров в компоненте А находится предпочтительно в диапазоне от приблизительно 1:10 до приблизительно 1:1000 и более предпочтительно в диапазоне от приблизительно 1:40 до приблизительно 1:200.
По меньшей мере один из других жидких смолистых компонентов (например, компонент В) содержит катализатор. Катализатор предпочтительно представляет собой галогенид, оксигалогенид, оксид, аммониевую соль металлов, таких как вольфрам, рутений, тантал, молибден, или карбеновый комплекс металлов, таких как рутений и осмий. С точки зрения реакционной способности соединения вольфрама являются особенно предпочтительными. Среди соединений вольфрама предпочтительные примеры катализатора включают гексагалогениды вольфрама, такие как гексахлорид вольфрама, и оксигалогениды вольфрама, такие как оксихлорид вольфрама. Кроме того, органическую аммониевую соль вольфрамовой кислоты можно также использовать.
Когда соединение вольфрама используют в качестве катализатора, объемное соотношение соединения вольфрама на основе всего количества полимеризуемого метатезисной полимеризацией циклоолефина (или смеси реакционных мономеров) в компоненте В предпочтительно находится в диапазоне от приблизительно 1:5 до 1:500 и более предпочтительно в диапазоне от приблизительно 1:20 до 1:100.
Если соединение вольфрама, такое как указанные выше, добавляют непосредственно в полимеризуемый метатезисной полимеризацией циклоолефин, катионная полимеризация начинается немедленно. Таким образом, когда компонент В получают при помощи такого соединения вольфрама, катализатор необходимо предварительно дезактивировать. В частности, предпочтительно, чтобы эти соединения вольфрама были готовы к использованию посредством суспендирования соединения в подходящем инертном растворителе, таком как, например, бензол, толуол и хлорбензол, и добавления небольшого количества спиртосодержащего соединения и/или фенолсодержащего соединения в инертный растворитель. Кроме того, предпочтительно, чтобы приблизительно 1-5 моль основания Льюиса или комплексообразующего средства были добавлены в 1 моль соединения вольфрама для предотвращения катионной полимеризации. Примеры подходящих добавок включают ацетилацетон, алкильные сложные эфиры алкилацетата, тетрагидрофуран и бензонитрил. Количество комплексообразующего средства или подобного можно соответственно выбирать в зависимости от количества катализатора.
Кроме того, касательно вышеописанной предпочтительной композиции, реакция полимеризации происходит быстро и может таким образом завершиться до того, как жидкая смола затечет в достаточном количестве в форму. Соответственно, предпочтительно использовать регулирующее средство для регулирования активности полимеризации. Основание Льюиса предпочтительно используют в качестве такого регулирующего средства, и эфиры, сложные эфиры и нитрилы являются особо предпочтительными. Конкретные примеры предпочтительных соединений для применений в качестве регулирующих средств включают этилбензоат, бутиловый эфир и диглим. Эти регулирующие средства предпочтительно используют путем добавления соединения в компонент А, содержащий металлорганическое соединение в качестве активатора, и количество регулирующего средства соответственно выбирают в зависимости от количества катализатора, которое используют.
Необязательный компонент С также предпочтительно представляет собой полимеризуемую метатезисной полимеризацией циклоолефиновую жидкую смолу, не содержащую ни активатор, ни катализатор. Ненабухающую слюду можно добавить в компонент С вместо или в дополнение к добавлению ее в компонент А и/или компонент В.
Каждый из компонента А, компонента В и (если используют) компонента С может также содержать другие добавки для улучшения или сохранения свойств формованной смолы. Например, такие добавки могут выступать в роли наполнителей, пигментов, антиоксидантов, фотостабилизаторов, огнестойких добавок, пенообразующих средств, смазок для форм, дезодорирующих средств, пластификаторов, смазывающих средств, снижающих статические заряды добавок или кондиционирующих добавок для полимеров. Эти добавки можно использовать отдельно или в комбинации.
Другие полимерные компоненты можно также добавить в жидкие смолистые компоненты. Например, эластомеры обычно используют в качестве полимерных добавок для увеличения ударной прочности формованной смолы и для регулирования вязкости жидкой смолы. Конкретные примеры предпочтительных эластомеров включают стирол-бутадиен-стирольный блок-каучук, терполимер стирола-изопрена-диена, нитрильный каучук, стирольный блок-каучук, полибутадиен, полиизопрен, бутилкаучук, терполимер этилена-пропилена-диена и нитрильный каучук.
По меньшей мере один из жидких смолистых компонентов также содержит ненабухающую слюду. «Набухающий» означает, что когда силикат слоистой структуры, такой как набухающая слюда, контактирует с водой, спиртом или органическим растворителем, расстояние между каждым слоем силиката слоистой структуры увеличивается путем внедрения молекул растворителя между слоями. Некоторая набухающая слюда проявляет явление в воде, спирте или органическом растворителе, при котором многослойная структура набухающей слюды разделяется на отдельные независимые слои. Таким образом, «ненабухающая слюда» означает типы слюды, которые не проявляют такое «набухание», когда слюда контактирует с водой, спиртом или органическим растворителем.
Ненабухающую слюду при использовании в настоящем изобретении можно получить из материалов, широко используемых в качестве наполнителя или для усиления в промышленности пластмасс. Предпочтительные примеры ненабухающей слюды представляют собой природный продукт - слюду, такую как мусковит, флогопит, аннит, биотит и серицит. Также синтетический продукт - слюду, такую как фтор-флогопит [KMg3(AlSi3O10)F2], калиевую тетракремниевую слюду [KMg2,5(Si4O10)F2], можно использовать в качестве ненабухающей слюды в настоящем изобретении. Дополнительный пример представляет собой кальцинированную слюду, которую синтезируют из природного продукта - слюды посредством кальцинирования, при котором удаляют гидроксидный компонент в структуре слюды. Наиболее пригодными примерами ненабухающей слюды являются мусковит и флогопит.
Ненабухающая слюда при использовании в настоящем изобретении предпочтительно характеризуется определенной объемной плотностью. Объемная плотность предпочтительно находится в диапазоне от приблизительно 0,10 до приблизительно 0,27 г/мл и более предпочтительно в диапазоне от приблизительно 0,14 до приблизительно 0,25 г/мл. Если объемная плотность больше чем приблизительно 0,27 г/мл, дисперсия ненабухающей слюды в жидком реакционном мономере разрушается, и в жидкости может образовываться комок ненабухающей слюды. Это также вызывает слабую стабильность дисперсии ненабухающей слюды, и ненабухающая слюда быстро оседает в жидкости во время процедуры реакционно-литьевого формования. Это быстрое оседание частиц в жидкости может вызывать засорение в трубопроводе, баке, фильтре или впрыскивающем сопле литьевой машины, где течет жидкость. С другой стороны, если объемная плотность меньше, чем приблизительно 0,10 г/мл, вязкость жидкого реакционного мономера, содержащего ненабухающую слюду, повышается сверх меры, и его становится сложно перемешивать, и в некоторых случаях это вызывает плохую реакционную способность во время литьевого формования.
Ненабухающая слюда при использовании в настоящем изобретении предпочтительно характеризуется определенным средним размером частиц. Средний размер частиц предпочтительно находится в диапазоне от приблизительно 35 до приблизительно 500 мкм, более предпочтительно в диапазоне от приблизительно 37 до приблизительно 300 мкм и наиболее предпочтительно в диапазоне от приблизительно 40 до приблизительно 200 мкм. Если средний размер частиц меньше, чем приблизительно 35 мкм, модуль и предел прочности формованного продукта являются неприемлемыми, и в некоторых случаях приводит к плохой реакционной способности во время литьевого формования. С другой стороны, если средний размер частиц больше, чем приблизительно 500 мкм, формованный продукт становится хуже по ударной прочности, гладкости поверхности и внешнему виду. Это также может вызывать засорение в трубопроводе, баке, фильтре или впрыскивающем сопле литьевой машины, где течет жидкость.
Ненабухающая слюда обычно содержит плоские частицы. Таким образом, средний размер частиц означает среднее максимальных диаметров плоских частиц. Его также обычно определяют как диаметр частиц в 50% накопленного объема (или накопленной массы) (D50) на кривой распределения диаметров частиц. Средний размер частиц можно обычно определить при помощи лазерной дифрактометрии, способом осаждения центрифугированием, способом просева и т.д.
Не ясно, почему ненабухающая слюда с небольшим средним размером частиц сдерживает реакционную способность жидких реакционных мономеров во время литьевого формования. Однако, авторы настоящего изобретения думают следующим образом. Общеизвестно, что ненабухающая слюда обладает слабым отрицательным зарядом на поверхности частиц. Ненабухающая слюда с небольшим средним размером частиц имеет большую площадь поверхности в жидком реакционном мономере, таким образом этот отрицательный заряд в общем намного выше, чем у ненабухающей слюды с большим средним размером частиц. Этот отрицательный заряд может влиять на реакционную способность и вызывать затруднение.
Ненабухающая слюда при использовании в настоящем изобретении предпочтительно характеризуется определенным средним соотношением геометрических размеров. Среднее соотношение геометрических размеров предпочтительно находится в диапазоне от приблизительно 10 до приблизительно 200, более предпочтительно в диапазоне от приблизительно 15 до приблизительно 160 и наиболее предпочтительно в диапазоне от приблизительно 20 до приблизительно 120. Если среднее соотношение геометрических размеров меньше чем приблизительно 10, модуль, предел прочности и/или постоянство размеров формованного продукта являются неудовлетворительными. С другой стороны, если среднее соотношение геометрических размеров больше чем приблизительно 200, оно может вызывать проблему быстрого осаждения частиц в жидкости и может вызывать засорение в трубопроводе, баке, фильтре или впрыскивающем сопле литьевой машины, где течет жидкость. Среднее соотношение геометрических размеров ненабухающей слюды при использовании в настоящем изобретении означает среднее соотношения между длиной основной оси и толщиной плоских частиц. Кроме того, если средний размер частиц находится за пределами вышеуказанного предпочтительного диапазона, даже если среднее соотношение геометрических размеров находится в пределах вышеуказанного предпочтительного диапазона, жесткость и ударная прочность формованного продукта являются неудовлетворительными из-за увеличенной вязкости жидкого реакционного мономера или затруднения реакции во время литьевого формования.
Ненабухающую слюду можно добавить в любой один, любые два или все из компонента А, компонента В и/или компонента С. Предпочтительно ненабухающую слюду можно добавить в компонент С.
Нет конкретного ограничения количества ненабухающей слюды, которое может быть добавлено в компонент А, компонент В и/или компонент С, при условии, что ненабухающая слюда может быть равномерно диспергирована в жидкой смоле. Однако общее количество ненабухающей слюды во всех жидких смолистых компонентах находится предпочтительно в диапазоне от приблизительно 6 до приблизительно 50 частей по массе от общего количества жидкой смолы, используемой в процессе формования (а именно, жидкой смоле после смешивания компонентов). Общее количество ненабухающей слюды более предпочтительно находится в диапазоне от приблизительно 8 до приблизительно 40 частей по массе от общего количества жидкой смолы, кроме того, предпочтительно в диапазоне от приблизительно 10 до приблизительно 30 частей по массе от общего количества жидкой смолы. Если количество ненабухающей слюды меньше чем приблизительно 6 частей по массе, эффекты, обычно обеспечиваемые ненабухающей слюдой, такие как улучшенная жесткость и постоянство размеров в формованной смоле, не будут получены. С другой стороны, если количество ненабухающей слюды больше чем приблизительно 50 частей по массе, количество ненабухающей слюды в формованной смоле будет слишком большим и будет плохо сказываться на механических свойствах. Это также вызывает проблему быстрого осаждения частиц в жидкости и может вызывать засорение в трубопроводе, баке, фильтре или впрыскивающем сопле литьевой машины, где течет жидкость.
Ненабухающая слюда, используемая в настоящем изобретении, не требует никакой обработки перед использованием, однако ее можно обрабатывать при помощи средства для обработки поверхности перед использованием. Если ненабухающую слюду обрабатывают при помощи средства для обработки поверхности перед использованием, можно использовать общеизвестные средства для обработки поверхности. Предпочтительные примеры средства для обработки поверхности представляют собой силановые связующие, титановые связующие, высшую жирную кислоту, сложный эфир высшей жирной кислоты, амид высшей жирной кислоты и соль высшей жирной кислоты. Наиболее предпочтительным примером средства для обработки поверхности является силановое связующее.
Предпочтительные примеры силановых связующих представляют собой винилметоксисилан, винилэтоксисилан, 2-(3,4-эпоксициклогексил)этилтриметоксисилан, 3-глицидоксипропилметилдиметоксисилан, п-стирилметоксисилан, 3-метакрилоксидипропилметилдиэтоксисилан, 3-метакрилоксипропилтриметоксисилан, 3-метакрилоксипропилметилдиэтоксисилан, 3-метакрилоксипропилтриэтоксисилан, 3-акрилоксипропилтриметоксисилан и т.д.
Любой обычный способ обработки поверхности можно применять, если ненабухающую слюду обрабатывают при помощи средства для обработки поверхности. Одним предпочтительным примером обработки поверхности является следующий. Средство для обработки поверхности, такое как силановое связующее, добавляют в раствор, такой как вода, спирт, органический растворитель или их смесь, который может содержать или может не содержать регулятор рН, такой как уксусная кислота. Ненабухающую слюду добавляют в полученный раствор и равномерно перемешивают. Затем обработанную ненабухающую слюду отфильтровывают из жидкости и сушат для удаления растворителя, при необходимости. Другим предпочтительным примером способа обработки поверхности является способ распыления, в котором средство для обработки поверхности или раствор, содержащий средство для обработки поверхности, распыляют на ненабухающую слюду. Обработанную ненабухающую слюду можно сушить или можно не сушить для удаления какого-либо компонента, такого как растворитель или избыток средства для обработки поверхности.
Наполнители, такие как волокнистый наполнитель или наполнитель в виде частиц, можно добавить вместе с ненабухающей слюдой, используемой в настоящем изобретении, если они не влияют отрицательно на свойства формованного продукта. Предпочтительные примеры волокнистых наполнителей представляют собой стекловолокно, волластонит, титанат калия, ксонотлит, основной сульфат магния, борат алюминия, оксид цинка в форме тетраподов, гипсовое волокно, фосфатное волокно, алюмоксидное волокно, игольчатый карбонат кальция, игольчатый бомит и т.д.
Предпочтительные примеры наполнителей в виде частиц представляют собой карбонат кальция, силикат кальция, сульфат кальция, гидроксид алюминия, гидроксид магния, оксид титана, оксид цинка, титанат бария, диоксид кремния, оксид алюминия, технический углерод, графит, оксид сурьмы, красный фосфор, гидроталькит и т.д.
Компонент реакционного мономера, который содержит ненабухающую слюду, предпочтительно характеризуется вязкостью 3,0 Па⋅с или ниже при 35 градусах С и более предпочтительно характеризуется вязкостью 2,5 Па⋅с или ниже при 35 градусах С. Вязкость при использовании в настоящем изобретении измеряют при помощи синусоидальных вибровискозиметров, как описано в разделе ниже, касающемся конкретных примеров предпочтительных вариантов осуществления.
Продукт из формованной смолы согласно настоящему изобретению получают при помощи реакционно-литьевого формования. Предпочтительно, описанные выше предпочтительные композиции впрыскивают в форму и продукт из формованной смолы получают при помощи реакции полимеризации, включающей реакцию образования поперечных связей.
В способе производства продукта из формованной смолы согласно настоящему изобретению можно использовать обычную машину для реакционно-литьевого формования (РЛФ), которая известна в уровне техники. Как показано на фигуре 1, когда предполагается проводить литьевое формование, каждый из резервуаров 10, 20 и (если используется) 30 обеспечивает жидкий поток в смешивающую головку 40. Соответствующие герметичные контейнеры для хранения могут служить в качестве резервуаров, если есть соответствующее приспособление для присоединения насоса или подобного для переноса жидкого смолистого компонента в смешивающую головку 40. Жидкие смолистые компоненты предпочтительно сохраняют при температуре в диапазоне приблизительно 10-50 градусов С. Однородное предварительное смешивание выполняют при помощи смешивающей головки 40. После того как жидкие смолистые компоненты смешивают вместе при помощи смешивающей головки 40, их впрыскивают в форму 50, которая установлена предпочтительно на 10-120 градусах С, более предпочтительно на 30-100 градусах С. Экзотермическая реакция имеет место, в ходе которой образуется полностью полимеризованный продукт 60 из формованной смолы.
Давление, поддерживаемое в форме во время реакции формования, предпочтительно находится в диапазоне приблизительно 0-1 МПа и более предпочтительно в диапазоне приблизительно 0,02-0,5 МПа.
Не существует ограничения касательно времени отверждения реакции формования, и его можно выбирать согласно конкретному применению, однако оно предпочтительно составляет от приблизительно 5 с до приблизительно 30 мин и более предпочтительно от приблизительно 20 с до приблизительно 10 мин после завершения впрыска.
На фиг. 2 представлена блок-схема, показывающая способ получения продукта из формованной смолы. На стадии 2-1 обеспечивают первый жидкий смолистый компонент, который содержит реакционный мономер жидкой смолы, активатор и ненабухающую слюду. На стадии 2-2 обеспечивают второй жидкий смолистый компонент, который содержит реакционный мономер жидкой смолы и катализатор. На стадии 2-3 первый и второй жидкие смолистые компоненты смешивают вместе. Как указано выше, смолистые компоненты предпочтительно перемешивают однородно с соотношением 1:1. На стадии 2-4 смешанную жидкую смолу впрыскивают в форму.
Хотя в описании выше ненабухающая слюда включена в жидкий смолистый компонент, содержащий активатор, специалистам в данной области техники будет очевидно, что ненабухающая слюда может вместо этого быть включена в жидкий смолистый компонент, который содержит катализатор, или некоторое количество ненабухающей слюды может быть включено в оба жидких смолистых компонента. Кроме того, специалисты в области термоотверждающихся смол поймут, что можно использовать третий смолистый компонент, содержащий жидкую смолу и ненабухающую слюду и/или другие добавки.
Продукт из формованной смолы, полученный указанным выше способом, предпочтительно характеризуется как пределом прочности на изгиб, так и пределом прочности на растяжение в направлении потока и поперечном направлении относительно потока впрыска равным 2,8 ГПа или выше, более предпочтительно 3,3 ГПа или выше и наиболее предпочтительно 3,8 ГПа или выше. Предел прочности на изгиб и предел прочности на растяжение измеряют способом, соответствующим японским промышленным стандартам (JIS) К7171.
Продукт из формованной смолы также предпочтительно имеет низкий анизотропный коэффициент термического расширения (КТР) между направлением потока и поперечным направлением относительно потока впрыска. Отношение КТР в направлении потока (f) к такому в поперечном направлении (v) предпочтительно находится в диапазоне от 0,80 до 1.25, более предпочтительно в диапазоне от 0,85 до 1,18 и наиболее предпочтительно в диапазоне от 0,90 до 1,11. Коэффициент термического расширения (КТР) измеряют способом, соответствующим японским промышленным стандартам (JIS) К7197.
Продукт из формованной смолы также предпочтительно характеризуется ударной прочностью по Изоду с надрезом в направлении потока (MD) и в поперечном направлении (TD) относительно потока впрыска равной 100 Дж/м или больше. Ударную прочность по Изоду с надрезом измеряют способом, соответствующим японским промышленным стандартам (JIS) К7110.
Как описано выше, продукт из формованной смолы согласно настоящему изобретению характеризуется превосходными свойствами жесткости, постоянства размеров и ударной прочности, и вдобавок также очень низким анизотропный свойством. Таким образом, формованное изделие можно использовать в различных применениях, таких как пластмассовые элементы для автомобиля, грузового автомобиля, трактора или септического резервуара, в строительстве и т.д.
Примеры
Конкретные примеры предпочтительных вариантов осуществления обеспечены ниже для дополнительной иллюстрации аспектов настоящего изобретения. Специалисты в данной области техники оценят, что существует множество других вариантов, которые могут быть составлены на основе идей настоящего описания, и примеры ниже не предназначены для ограничения объема настоящего изобретения.
Согласно следующим примерам смешанный реакционный мономер, активатор и катализатор получают следующим образом.
(Получение смешанного реакционного мономера)
Общую массу 4 частей по массе каучука из сополимера этилена-пропилена-этилиденнорборнена растворяют в растворе, состоящем из 91 части по массе дициклопентадиена высокой чистоты (чистота 99,7 мас.%) и 5 частей по массе этилиденнорборнена (чистота 99,5 мас.%).
(Получение активатора)
Триоктилалюминий и диглим смешивали в молярном соотношении 100:100.
(Получение катализатора)
28 частей по массе гексахлорида вольфрама добавляли в 60 частей по массе сухого толуола в атмосфере азота и затем добавляли раствор, состоящий из 1,3 частей по массе трет-бутанола и 1 части по массе толуола. Раствор очищали азотом в течение ночи для удаления газообразного хлороводорода, образованного реакцией гексахлорида вольфрама с трет-бутанолом. Затем раствор, состоящий из 18 частей по массе нонилфенола, добавили в вышеуказанный раствор. Смешанный раствор очищали азотом в течение ночи для удаления газообразного хлороводорода, образованного реакцией вольфрамового комплекса с нонилфенолом. Затем добавляли 14 частей по массе ацетилацетона. Раствор очищали азотом в течение ночи для удаления газообразного хлороводорода, образованного реакцией вольфрамового комплекса с ацетилацетоном. Полученный раствор использовали в качестве катализатора полимеризации.
[Получение наполнителя обработкой силановым связующим при помощи раствора (мокрый способ)]
3,2 части по массе метанола, 0,03 части по массе уксусной кислоты, 0,03 части по массе силанового связующего, 3-метакрилоксипропилтриметоксисилана добавляли в 3,2 части по массе воды, очищенной ионным обменом, и затем перемешивали при комнатной температуре в течение 3 часов. 3 части по массе наполнителя добавляли в вышеуказанный раствор и затем перемешивали при комнатной температуре в течение 1 часа. Обработанный наполнитель отфильтровывали и затем сушили на воздухе при комнатной температуре в течение ночи. Затем наполнитель сушили в сушильном шкафу при 120 градусах С в течение 20 мин.
[Получение наполнителя при помощи обработки силановым связующим путем распыления (сухой способ)]
0,03 части по массе силанового связующего, 3-метакрилоксипропилтриметоксисилана, добавили в 3 части по массе наполнителя путем распыления и затем перемешивали при комнатной температуре в течение 1 часа.
В следующих примерах следующие свойства измеряли, как описано ниже.
(1) Предел прочности на изгиб и предел прочности на растяжение измеряли способом, соответствующим японским промышленным стандартам (JIS) K7171.
(2) Коэффициент термического расширения (КТР) измеряли способом, соответствующим японским промышленным стандартам (JIS) K7197.
(3) Ударную прочность по Изоду с надрезом измеряли способом, соответствующим японским промышленным стандартам (JIS) K7110.
(4) Вязкость измеряли при помощи синусоидальных вибровискозиметров (производимых A&D company limited, вискозиметр SV типа) при 35 градусах С.
Пример 1
(Получение компонента А)
Общую массу 1,2 частей по массе активатора смешивали в 100 частях по массе смешанного мономера.
(Получение компонента В)
Общую массу 2,2 частей по массе катализатора смешивали в 100 частях по массе смешанного мономера.
(Получение компонента С)
Общую массу 30 частей по массе мусковитовой слюды МС-100 (производимой Hayashi-Kasei Co., Ltd.) обрабатывали силановым связующим при помощи описанного выше мокрого способа и затем добавляли в 70 частей по массе смешанного мономера, и затем перемешивали при комнатной температуре в течение 1 часа. Полученный раствор характеризовался вязкостью 0,55 Па⋅с при 35 градусах С. МС-100 имеет средний размер частиц 150 мкм и среднее соотношение геометрических размеров 25.
(Оценка дисперсии компонента С)
Дисперсию компонента С проверяли путем того, что его оставляли отстояться в течение 1 часа и затем смотрели, был ли какой-либо видимый комок или осадок ненабухающей слюды или добавленного наполнителя. Если был комок или осадок, он мог вызывать засорение в трубопроводе, баке, фильтре или впрыскивающем сопле литьевой машины, и также приводит к колебаниям концентрации ненабухающей слюды, которую впрыскивали в формованные элементы.
(Формование)
Компонент А, компонент В и компонент С смешивали при помощи смешивающей головки в массовом соотношении 1:1:2 и впрыскивали в форму. Использовали форму для пластин с длиной 250 мм, шириной 250 мм и толщиной 3 мм. Температура формы составляла 90 градусов С со стороны полости и 50 градусов С со стороны тела. Давление внутри формы поддерживали на 0,05 МПа во время формования.
(Оценка)
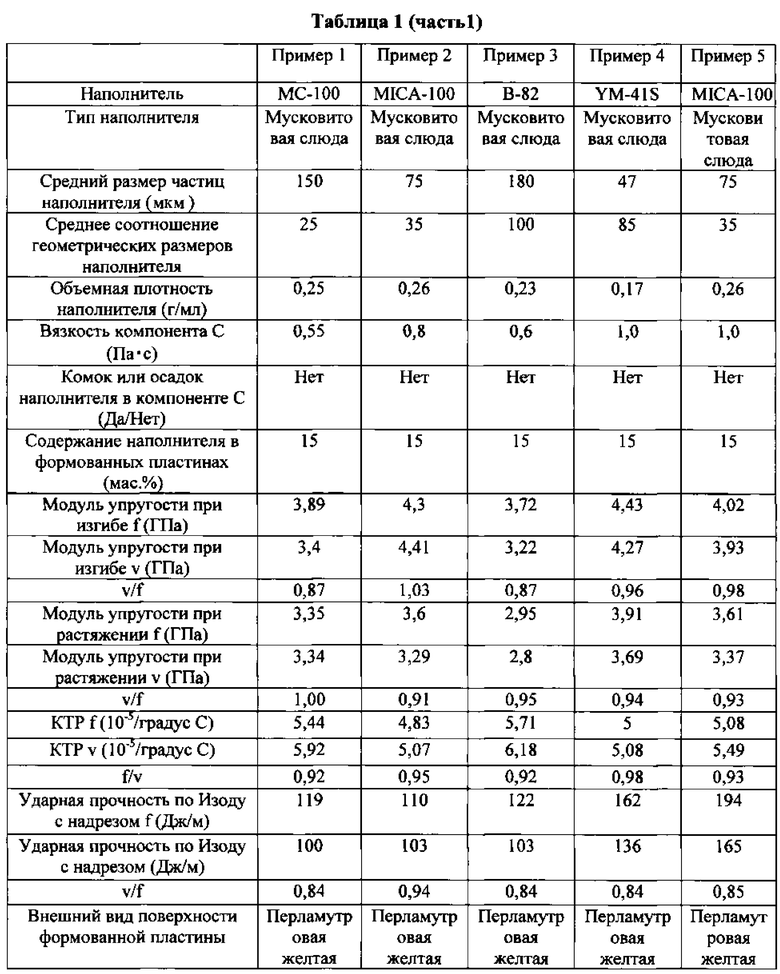
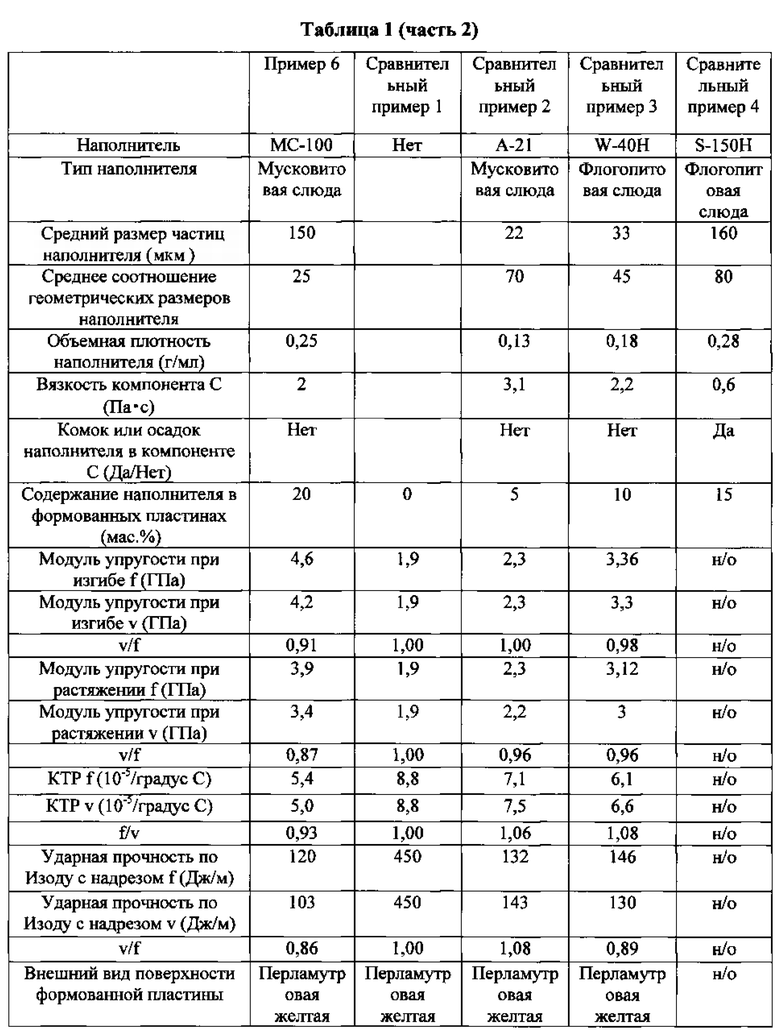
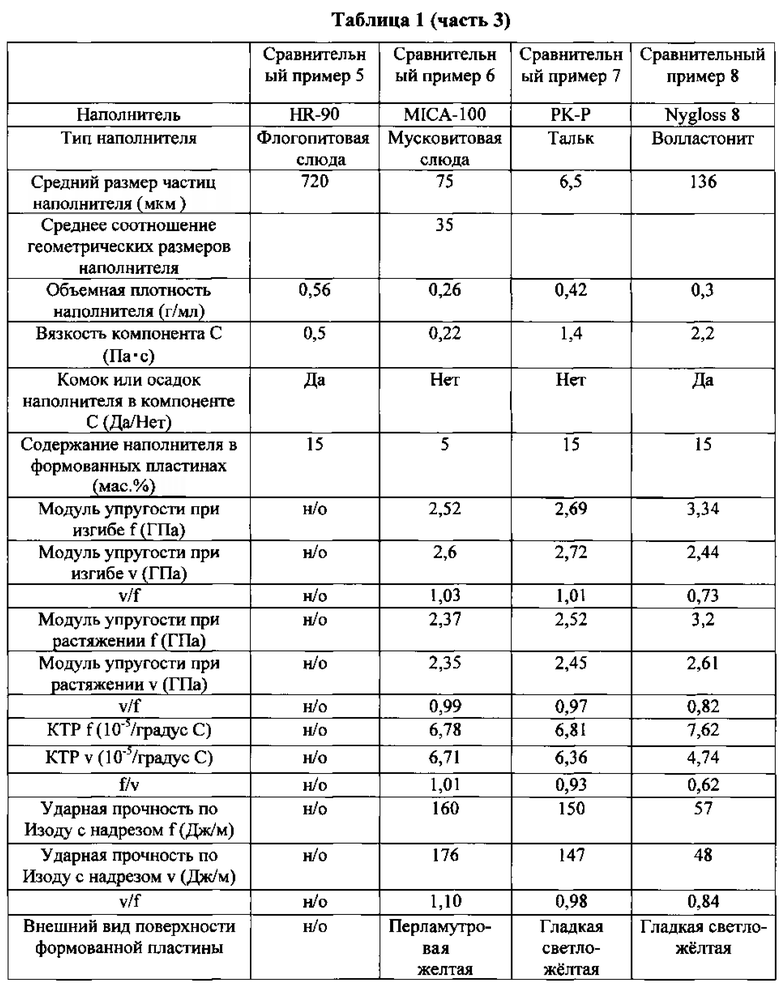
Внешний вид поверхности формованных пластин наблюдали, и результаты представлены в таблице 1.
Формованные пластины разрезали согласно соответствующим размерам для измерения механических свойств, таких как относительная плотность, ударная прочность, предел прочности на растяжение, модуль упругости при растяжении, предел прочности на изгиб и модуль упругости при изгибе. Измерения этих механических свойств представлены в таблице 1. «f» представляет данные, измеренные при помощи разрезанного образца, параллельно продольному направлению формы, которое является направлением потока относительно потока впрыска. «v» представляет данные, измеренные при помощи разрезанного образца, параллельно поперечному направлению формы, которое является поперечным направлением относительно потока впрыска. Если отношение f к v (f/v) или v к f (v/f) близко к 1, это означает, что существует только незначительное различие между свойствами в направлении потока и поперечном направлении относительно потока впрыска, другими словами, имеется низкая анизотропия.
Пример 2
За исключением замены наполнителя на мусковитовую слюду MICA-100 (производимую Wakita Kogyo Co., Ltd.), которую обрабатывали силановым связующим при помощи описанного выше мокрого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 0,8 Па⋅с при 35 градусах С. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. MICA-100 имеет средний размер частиц 75 мкм и среднее соотношение геометрических размеров 35.
Формованные пластины получали таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Пример 3
За исключением замены наполнителя на мусковитовую слюду В-82 (производимую Yamaguchi слюда Co., Ltd.), которую обрабатывали силановым связующим при помощи описанного выше сухого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 0,6 Па⋅с при 35 градусах С. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. В-82 имеет средний размер частиц 180 мкм и среднее соотношение геометрических размеров 100.
Формованные пластины получали таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Пример 4
За исключением замены наполнителя на мусковитовую слюду YM-41S (производимую Yamaguchi слюда Co., Ltd.), которую обрабатывали силановым связующим при помощи описанного выше мокрого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 1,0 Па⋅с при 35 градусах С. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. YM-41S имеет средний размер частиц 47 мкм и среднее соотношение геометрических размеров 85.
Формованные пластины получали таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Пример 5
За исключением замены наполнителя на мусковитовую слюду MICA-100 (производимую Wakita Kogyo Co., Ltd.) без обработки силановым связующим, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. Полученный раствор характеризовался вязкостью 1,0 Па⋅с при 35 градусах С.
Формованные пластины получали таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Пример 6
За исключением замены количества наполнителя до общей массы 40 частей по массе мусковитовой слюды MICA-100 (производимой Wakita Kogyo Co., Ltd.), которую обрабатывали силановым связующим при помощи описанного выше мокрого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. Полученный раствор характеризовался вязкостью 2 Па⋅с при 35 градусах С.
Формованные пластины получали таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Сравнительный пример 1
За исключением отсутствия использования компонента С, формованные пластины получали из компонента А и компонента В таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Сравнительный пример 2
За исключением замены наполнителя на мусковитовую слюду А-21 (производимую Yamaguchi слюда Co., Ltd.), которую обрабатывали силановым связующим при помощи описанного выше мокрого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 3,1 Па⋅с при 35 градусах С. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. А-21 имеет средний размер частиц 22 мкм и среднее соотношение геометрических размеров 70.
Формование пластин пробовали проводить таким же образом, как в примере 1, однако формованные пластины невозможно получить вследствие плохой реакционной способности. Таким образом, физические свойства невозможно измерить таким же образом, как в примере 1.
Затем количество наполнителя снижали до общей массы 5 частей по массе, и смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 0,16 Па⋅с при 35 градусах С.
Формованные пластины получали при помощи смешанного раствора, имеющего сниженное количество наполнителя, таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Сравнительный пример 3
За исключением замены наполнителя на флогопитовую слюду W-40H (производимую Repco Inc.), которую обрабатывали силановым связующим при помощи описанного выше мокрого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 2,2 Па⋅с при 35 градусах С. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. W-40H имеет средний размер частиц 33 мкм и среднее соотношение геометрических размеров 45.
Формование пластин пробовали проводить таким же образом, как в примере 1, однако формованные пластины невозможно получить вследствие плохой реакционной способности. Таким образом, физические свойства невозможно измерить таким же образом, как в примере 1.
Затем количество наполнителя снижали до общей массы 10 частей по массе, и смешанный раствор реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 2,0 Па⋅с при 35 градусах С.
Формованные пластины получали со смешанным раствором, имеющим сниженное количество наполнителя, таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Сравнительный пример 4
За исключением замены наполнителя на флогопитовую слюду S-150H (производимую Repco Inc.), которую обрабатывали силановым связующим при помощи описанного выше сухого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 0,6 Па⋅с при 35 градусах С. После того, как компонент С оставляли отстаиваться в течение 1 часа, наблюдали комок слюды. S-150H имеет средний размер частиц 160 мкм и среднее соотношение геометрических размеров 80.
Формование пластин пробовали проводить таким же образом, как в примере 1, однако формованные пластины невозможно получить вследствие засорения впрыскивающего сопла литьевой машины. Таким образом, физические свойства невозможно измерить таким же образом, как в примере 1.
Сравнительный пример 5
За исключением замены наполнителя на мусковитовую слюду HR-90 (производимую Kish Company Inc.), которую обрабатывали силановым связующим при помощи описанного выше мокрого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 0,5 Па⋅с при 35 градусах С. HR-90 имеет средний размер частиц 720 мкм.
Формование пластин пробовали проводить таким же образом, как в примере 1, однако формованные пластины невозможно получить вследствие засорения впрыскивающего сопла литьевой машины. Таким образом, физические свойства невозможно измерить таким же образом, как в примере 1.
Сравнительный пример 6
За исключением изменения количества наполнителя до общей массы 10 частей по массе, смешанный раствор реакционного мономера и наполнителя получали таким же образом, как в примере 1. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. Полученный раствор характеризовался вязкостью 0,22 Па⋅с при 35 градусах С.
Формованные пластины получали таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Сравнительный пример 7
За исключением замены наполнителя на тальк РК-Р (производимый Hayashi-Kasei Co., Ltd.), который обрабатывали силановым связующим при помощи описанного выше мокрого способа, смешанный раствор реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 3,2 Па⋅с при 35 градусах С. После того, как компонент С оставляли отстаиваться в течение 1 часа, не наблюдали ни комка, ни осадка. РК-Р имеет средний размер частиц 6,5 мкм.
Формованные пластины получали таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Сравнительный пример 8
За исключением замены наполнителя на волокно с тонкими нитями, волластонит Nyglos 8 (производимый NYCO Minerals Inc), который обрабатывали силановым связующим при помощи описанного выше мокрого способа, смесь раствора реакционного мономера и наполнителя получали таким же образом, как в примере 1. Полученный раствор характеризовался вязкостью 2,2 Па⋅с при 35 градусах С. После того, как компонент С оставляли отстаиваться в течение 1 часа, наблюдали осадок волластонита. Nyglos 8 имеет среднюю длину волокна 136 мкм и средний диаметр волокна 8 мкм.
Формованные пластины получали таким же образом, как в примере 1. Физические свойства измеряли таким же образом, как в примере 1. Результаты представлены в таблице 1.
Вышеописанные результаты и данные в таблице 1 показывают, что продукт из формованной смолы, образованный согласно настоящему раскрытию, обладает механическими свойствами, превосходящими такие, полученные при помощи обычных наполнителей. Таким образом, ясно, что практически можно получить такой продукт из формованной смолы, который характеризуется высокой жесткостью и низким коэффициентом термического расширения (КТР). Кроме того, можно получить такой продукт из формованной смолы, который имеет только небольшое различие в физических свойствах между направлением потока и поперечным направлением относительно потока впрыска (т.е. малая анизотропия). Кроме того, можно получить такой продукт из формованной смолы, который имеет перламутровую поверхность без дополнительной обработки или дополнительного оборудования.
Хотя настоящее изобретение было описано выше в виде примеров и предпочтительных вариантов осуществления, специалисты в данной области техники признают, что существуют другие варианты вышеописанных вариантов осуществления. Объем настоящего изобретения не должен быть ограничен конкретными примерами и вариантами осуществления, представленными выше, а скорее должен быть определен ссылкой на формулу изобретения, приложенную к настоящему документу.
Изобретение раскрывает компонент жидкой формовочной смолы для использования в способе реакционно-литьевого формования, содержащий реакционный мономер жидкой смолы, содержащий полимеризуемый метатезисной полимеризацией циклоолефин, и массу ненабухающей слюды, причем масса ненабухающей слюды характеризуется средним размером частиц в диапазоне от приблизительно 35 до приблизительно 500 мкм и имеет объемную плотность в диапазоне от приблизительно 0,10 до приблизительно 0,27 г/мл. Кроме того, раскрывается система жидких смолистых компонентов для использования в способе реакционно-литьевого формования, способ получения жидкого смолистого компонента для использования в способе литьевого формования и продукт из формованной смолы. Технический результат заключается в получении продуктов из формованной смолы с высокой жесткостью и низким коэффициентом термического расширения (КТР). 4 н. и 18 з.п. ф-лы, 1 табл., 14 пр., 2 ил.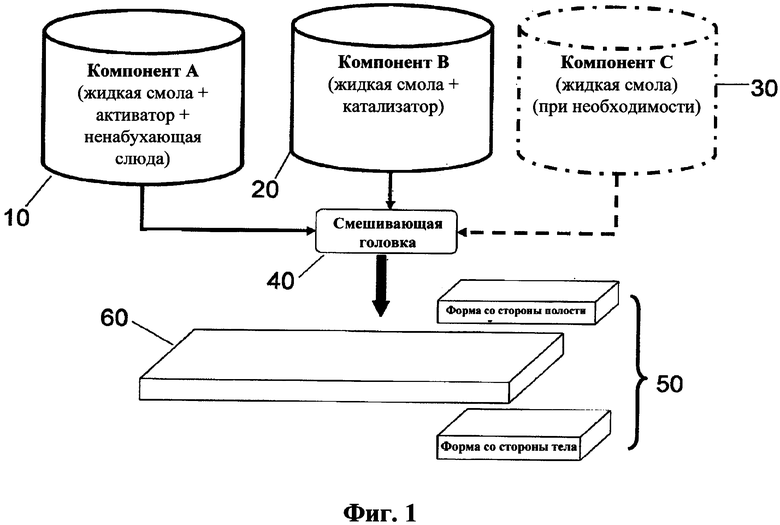
1. Компонент жидкой формовочной смолы для использования в способе реакционно-литьевого формования, содержащий:
реакционный мономер жидкой смолы, содержащий полимеризуемый метатезисной полимеризацией циклоолефин, и
массу ненабухающей слюды,
причем масса ненабухающей слюды характеризуется средним размером частиц в диапазоне от приблизительно 35 до приблизительно 500 мкм и имеет объемную плотность в диапазоне от приблизительно 0,10 до приблизительно 0,27 г/мл.
2. Компонент жидкой формовочной смолы по п. 1, отличающийся тем, что ненабухающая слюда характеризуется средним размером частиц в диапазоне от приблизительно 40 до приблизительно 200 мкм.
3. Компонент жидкой формовочной смолы по п. 1, отличающийся тем, что ненабухающая слюда характеризуется средним соотношением геометрических размеров в диапазоне от приблизительно 10 до приблизительно 200.
4. Компонент жидкой формовочной смолы по п. 1, отличающийся тем, что ненабухающая слюда содержит по меньшей мере одно из мусковита и флогопита.
5. Компонент жидкой формовочной смолы по п. 1, дополнительно содержащий один из (i) компонента-активатора каталитической системы для метатезисной полимеризации и (ii) компонента-катализатора каталитической системы для метатезисной полимеризации.
6. Компонент жидкой формовочной смолы по п. 5, отличающийся тем, что, если компонент жидкой формовочной смолы содержит компонент-активатор, компонент-активатор содержит алкилалюминиевое соединение, и, если компонент жидкой формовочной смолы содержит компонент-катализатор, компонент-катализатор содержит по меньшей мере одно из соединения вольфрама и соединения молибдена.
7. Компонент жидкой формовочной смолы по п. 1, отличающийся тем, что вся масса ненабухающей слюды представляет собой один и тот же тип ненабухающей слюды.
8. Компонент жидкой формовочной смолы по п. 1, отличающийся тем, что масса ненабухающей слюды имеет объемную плотность в диапазоне от приблизительно 0,14 до приблизительно 0,25 г/мл.
9. Компонент жидкой формовочной смолы по п. 8, отличающийся тем, что масса ненабухающей слюды характеризуется средним размером частиц в диапазоне от приблизительно 40 до приблизительно 300 мкм и имеет среднее соотношение геометрических размеров в диапазоне от приблизительно 20 до приблизительно 120.
10. Компонент жидкой формовочной смолы по п. 9, отличающийся тем, что ненабухающая слюда содержит по меньшей мере одно из мусковита и флогопита.
11. Система жидких смолистых компонентов для использования в способе реакционно-литьевого формования, содержащая множество жидких смолистых компонентов, причем каждый из жидких смолистых компонентов содержит реакционный мономер, содержащий полимеризуемый метатезисной полимеризацией циклоолефин, причем по меньшей мере один из жидких смолистых компонентов содержит компонент-катализатор каталитической системы для метатезисной полимеризации, и по меньшей мере один из жидких смолистых компонентов содержит компонент-активатор каталитической системы для метатезисной полимеризации, и причем по меньшей мере один из жидких смолистых компонентов содержит массу ненабухающей слюды со средним размером частиц в диапазоне от приблизительно 35 до приблизительно 500 мкм и с объемной плотностью в диапазоне от приблизительно 0,10 до 0,27 г/мл.
12. Система жидких смолистых компонентов по п. 11, отличающаяся тем, что ненабухающая слюда характеризуется средним соотношением геометрических размеров в диапазоне от приблизительно 10 до приблизительно 200.
13. Система жидких смолистых компонентов по п. 11, отличающаяся тем, что активатор содержит алкилалюминиевое соединение, и катализатор содержит по меньшей мере одно из соединения вольфрама и соединения молибдена.
14. Система жидких смолистых компонентов по п. 11, отличающаяся тем, что ненабухающая слюда находится в таком количестве, что ненабухающая слюда составляет от приблизительно 6 до приблизительно 50 частей по массе общего количества жидкой смолы.
15. Способ получения жидкого смолистого компонента для использования в способе литьевого формования, включающий стадии:
обеспечения реакционного мономера жидкой смолы, содержащего сшитый олефиновый термоотверждающийся полимер, и
добавления массы ненабухающей слюды в реакционный мономер жидкой смолы, причем ненабухающая слюда характеризуется средним размером частиц в диапазоне от приблизительно 35 до приблизительно 500 мкм и имеет объемную плотность в диапазоне от приблизительно 0,10 до приблизительно 0,27 г/мл.
16. Способ по п. 15, отличающийся тем, что реакционный мономер представляет собой полимеризуемый метатезисной полимеризацией циклоолефин, и ненабухающая слюда характеризуется средним соотношением геометрических размеров в диапазоне от приблизительно 10 до приблизительно 200.
17. Способ по п. 16, отличающийся тем, что ненабухающая слюда содержит по меньшей мере одно из мусковита и флогопита.
18. Способ по п. 16, отличающийся тем, что ненабухающую слюду добавляют в таком количестве, что ненабухающая слюда составляет от приблизительно 6 до приблизительно 50 частей по массе всего количества жидкой смолы.
19. Продукт из формованной смолы, полученный способом, включающим стадии:
обеспечения множества жидких смолистых компонентов, каждый из которых содержит реакционный мономер для смолы, причем по меньшей мере один из жидких смолистых компонентов содержит катализатор, по меньшей мере один из жидких смолистых компонентов содержит активатор и по меньшей мере один из жидких смолистых компонентов содержит массу ненабухающей слюды;
смешивания жидких смолистых компонентов и
впрыска смешанных жидких смолистых компонентов в форму при заранее определенной температуре,
причем ненабухающая слюда характеризуется средним размером частиц в диапазоне от приблизительно 35 до приблизительно 500 мкм и имеет объемную плотность в диапазоне от приблизительно 0,10 до приблизительно 0,27 г/мл.
20. Продукт по п. 19, отличающийся тем, что реакционный мономер представляет собой полимеризуемый метатезисной полимеризацией циклоолефин, и ненабухающая слюда характеризуется средним соотношением геометрических размеров в диапазоне от приблизительно 10 до приблизительно 200.
21. Продукт по п. 20, отличающийся тем, что ненабухающая слюда содержит по меньшей мере одно из мусковита и флогопита.
22. Продукт по п. 20, отличающийся тем, что ненабухающая слюда находится в таком количестве, что ненабухающая слюда составляет от приблизительно 6 до приблизительно 50 частей по массе всего количества жидкой смолы.
| US 20110245417 A1 06.10.2011 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СОДЕРЖАЩАЯ НАПОЛНИТЕЛИ ПОЛИМЕРНАЯ ДИСПЕРСИЯ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 1999 |
|
RU2265619C2 |

