Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к композитной лопатке, которая используется в качестве лопатки статора, которая составляет турбовентиляторный двигатель, например.
Уровень техники
[0002] Турбовентиляторный двигатель, как описан выше, традиционно оснащен лопастями ротора, которые впускают воздух в корпус двигателя, и направляющими лопатками, которые представляют собой лопатки статора, выпрямляющие поток воздуха, который впускается лопастями ротора.
[0003] Чтобы отвечать требованиям для увеличения степени двухконтурности с целью повышения эффективности использования топлива турбовентиляторного двигателя последних лет, диаметр вентилятора имеет тенденцию увеличиваться. Соответственно, становится крайне необходимым уменьшить вес турбовентиляторного двигателя.
[0004] Вес направляющей лопатки, которая представляет собой лопатку статора, выпрямляющую поток воздуха, уменьшается посредством ее выполнения в виде композитной лопатки, состоящей из композитного материала из термоотверждающейся смолы, такой как эпоксидная смола, и армированных волокон, таких как углеродные волокна, например. В случае направляющей лопатки, состоящей из композитного материала, подобного этому, сопротивление износу меньше по сравнению с металлической направляющей лопаткой. Следовательно, абразивный износ исключается посредством приклеивания металлического кожуха для предотвращения эрозии секции входной кромки (входной кромки и окрестности входной кромки), которая особенно легко изнашивается, посредством адгезива (см. патентные документы 1 и 2, например).
[0005] Такой металлический кожух для предотвращения эрозии иногда подвергается так называемому ППО (повреждению посторонними объектами), при котором металлический кожух повреждается вследствие столкновений с посторонними объектами, например небольшими камнями, которые втягиваются в двигатель. Для сдерживания повреждений металлического кожуха во время столкновения с посторонними объектами и для того, чтобы сделать адгезив легко отделяемым во время замены металлического кожуха, который подвергается ППО, металлический кожух приклеивается, используя мягкий адгезив в качестве адгезива (см. патентный документ 3, например).
[0006] Когда металлический кожух приклеивается к секции входной кромки используя мягкий адгезив, как описано выше, требуется сохранять толщину слоя мягкого адгезива одинаковой во время нанесения мягкого адгезива. В качестве уровня техники выполнения толщины мягкого адгезива одинаковой известен способ, в котором распорки с одинаковой высотой в качестве толщины мягкого адгезива образуются на поверхности, на которую наносится мягкий адгезив (см. патентный документ 4, например).
Документы предшествующего уровня техники
Патентные документы
[0007] Патентный документ 1: открытый патент Японии No. 2009-024695
Патентный документ 2: открытый патент Японии No. 2009-068493
Патентный документ 3: открытый патент Японии No. 2001-041002
Патентный документ 4: открытый патент Японии No. 01-076799
Сущность изобретения
Проблемы, подлежащие решению посредством изобретения
[0008] Как описано выше, если мягкий адгезив используется при приклеивании металлического кожуха к секции входной кромки, повреждение, которому металлический кожух подвергается, когда посторонние объекты, например небольшие камни, сталкиваются с металлическим кожухом, может быть уменьшено до минимума, и может быть осуществлено упрощение работы по замене металлического кожуха.
[0009] Однако когда металлический кожух приклеивается к секции входной кромки используя мягкий адгезив, трудно выполнять позиционирование металлического кожуха относительно секции входной кромки, при этом сохраняя толщину слоя мягкого адгезива одинаковой во время нанесения мягкого адгезива. Следовательно, существует проблема, заключающаяся в том, что много времени и сил затрачиваются на прикрепление металлического кожуха к секции входной кромки с высокой точностью, и решение этой проблемы является трудной задачей в предшествующем уровне техники.
[0010] Настоящее изобретение было выполнено с учетом традиционной проблемы, описанной выше, и имеет цель обеспечить композитную лопатку, в которой прикрепление металлического кожуха к секции входной кромки может легко выполняться с высокой точностью.
Средства для решения проблем
[0011] Настоящее изобретение представляет собой композитную лопатку, включающую в себя тело композитной лопатки, выполненное из композитного материала из термоотверждающейся смолы или термопластической смолы, и армированных волокон, и металлический кожух, который приклеивается к секции входной кромки (входной кромке и окрестности входной кромки) тела композитной лопатки посредством мягкого адгезива для закрывания секции входной кромки, причем секция для заполнения адгезивом, в которую заполняется мягкий адгезив, контактная секция стороны входной кромки, которая входит в контакт с криволинейной секцией, соответствующей входной кромке, металлического кожуха, и множество контактных секций стороны поверхности лопатки, которые входят в контакт с планарной секцией, соответствующей поверхности лопатки, металлического кожуха, с по меньшей мере такой же высотой, что и толщина слоя требующегося количества мягкого адгезива, заполняющегося в секцию для заполнения адгезивом, образованы в секции входной кромки тела композитной лопатки.
[0012] В композитной лопатке в соответствии с настоящим изобретением в процессе изготовления композитной лопатки, в случае когда металлический кожух приклеивается к секции входной кромки тела композитной лопатки посредством мягкого адгезива, после заполнения требующегося количества мягкого адгезива в секцию для заполнения адгезивом секции входной кромки и нанесения мягкого адгезива на поверхность склеивания металлического кожуха, металлический кожух размещается на секцию входной кромки тела композитной лопатки и прижимается к контактной секции стороны входной кромки и множеству контактных секций стороны поверхности лопатки.
[0013] При этом контактная секция стороны входной кромки входит в контакт с криволинейной секцией, соответствующей входной кромке, металлического кожуха, и множество контактных секций стороны поверхности лопатки входит в контакт с планарной секцией, соответствующей поверхности лопатки, металлического кожуха с по меньшей мере такой же высотой, что и толщина слоя требующегося количества мягкого адгезива, который заполняется в секцию для заполнения адгезивом. То есть металлический кожух равномерно входит в контакт со слоем мягкого адгезива в состоянии, когда выполняется позиционирование, и, следовательно, прикрепление металлического кожуха к секции входной кромки легко выполняется с высокой точностью.
Полезные преимущества изобретения
[0014] В настоящем изобретении обеспечены преимущества, заключающиеся в том, что повреждения металлического кожуха во время столкновения с посторонними объектами, например небольшими камнями, уменьшены до минимума, осуществлено упрощение работы по замене металлического кожуха, и, кроме того, прикрепление металлического кожуха к секции входной кромки может легко выполняться с высокой точностью.
Краткое описание чертежей
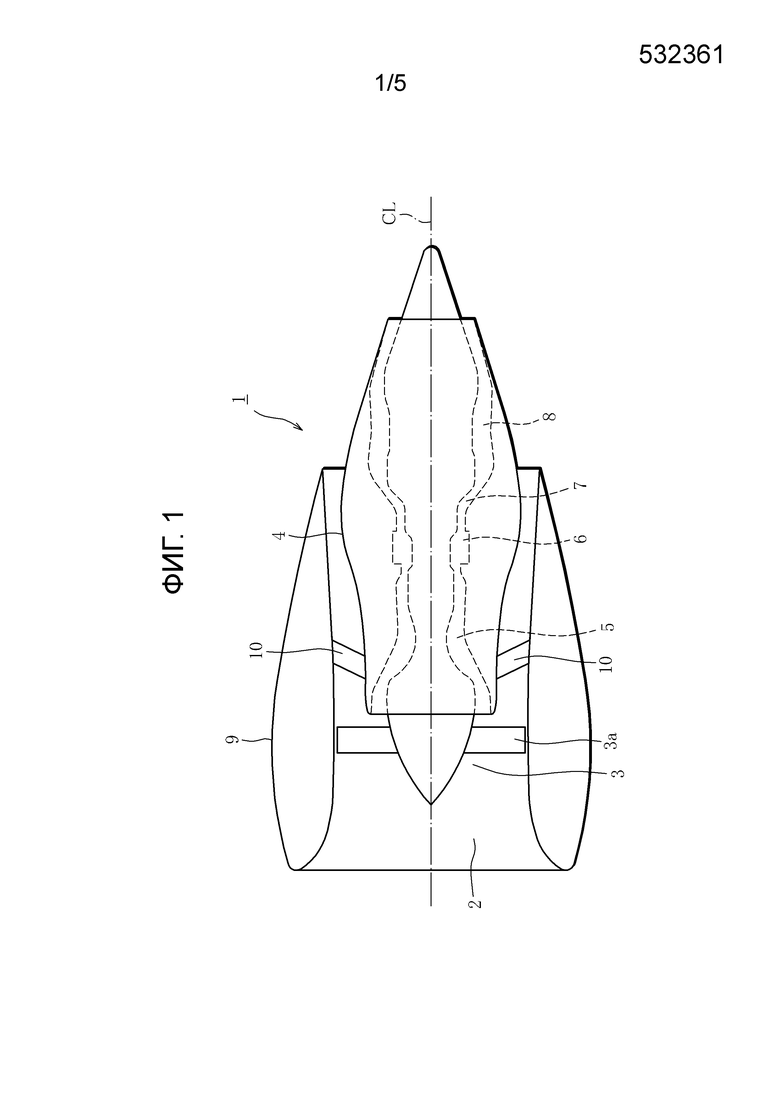
[0015] ФИГ.1 представляет собой схематичный пояснительный вид в разрезе турбовентиляторного двигателя, который применяет композитную лопатку в соответствии с одним вариантом осуществления настоящего изобретения в качестве направляющей лопатки.
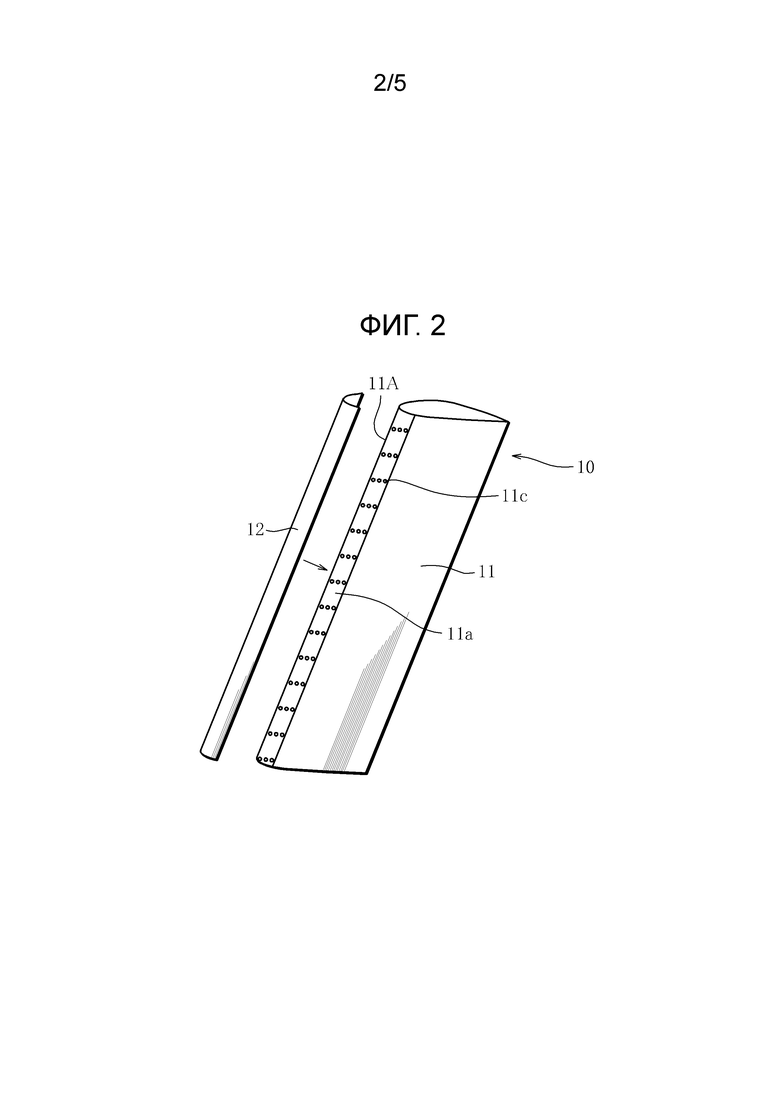
ФИГ.2 представляет собой перспективный пояснительный вид с разнесением деталей направляющей лопатки на ФИГ.1.
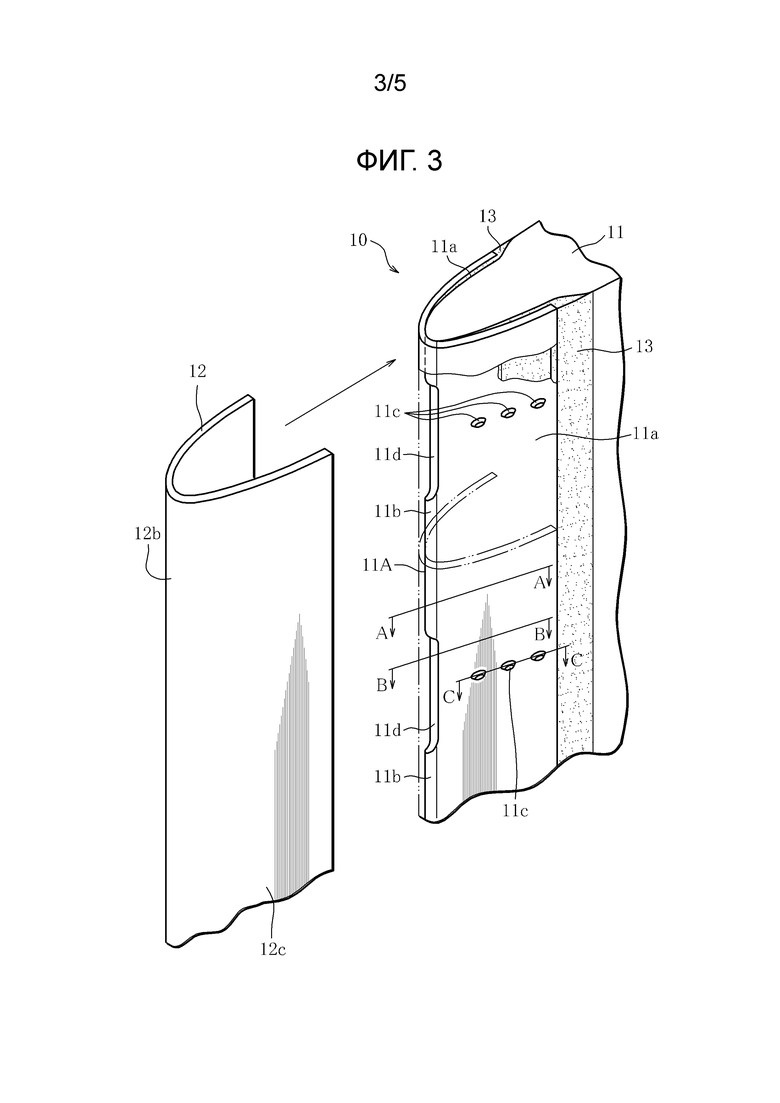
ФИГ.3 представляет собой увеличенный перспективный пояснительный вид концевого участка направляющей лопатки на ФИГ.2.
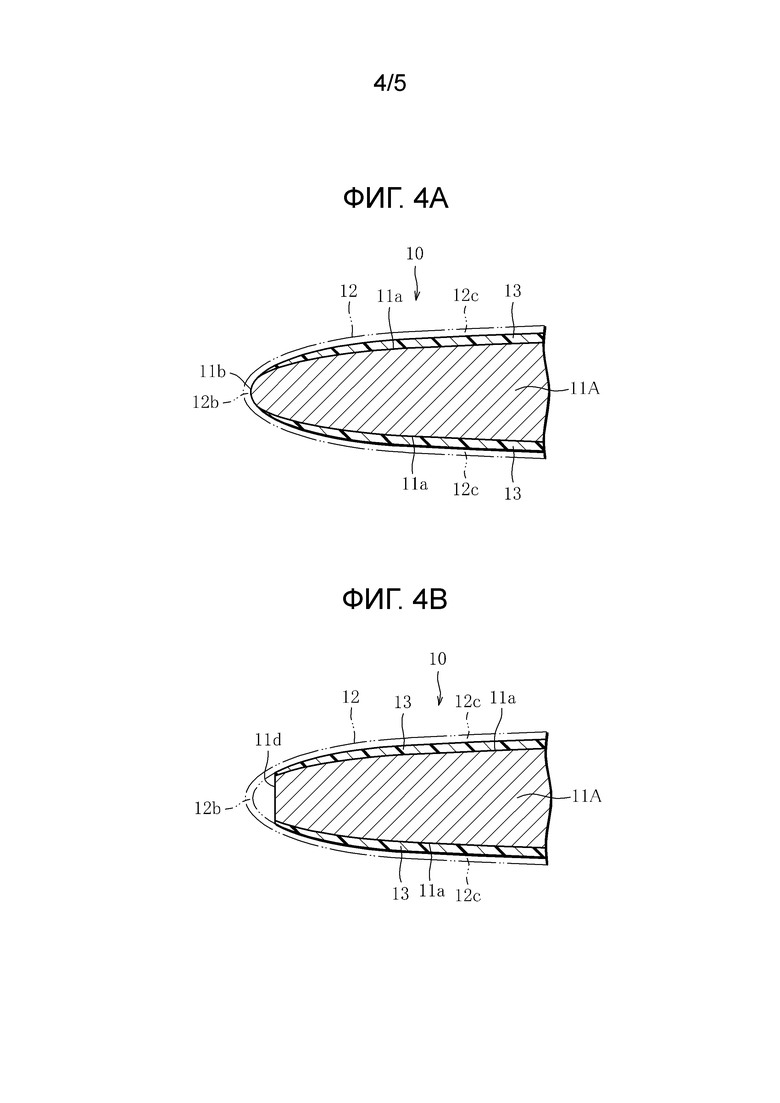
ФИГ.4A представляет собой частичный пояснительный вид в разрезе в месте вдоль линии A-A на ФИГ.3.
ФИГ.4B представляет собой частичный пояснительный вид в разрезе в месте вдоль линии B-B на ФИГ.3.
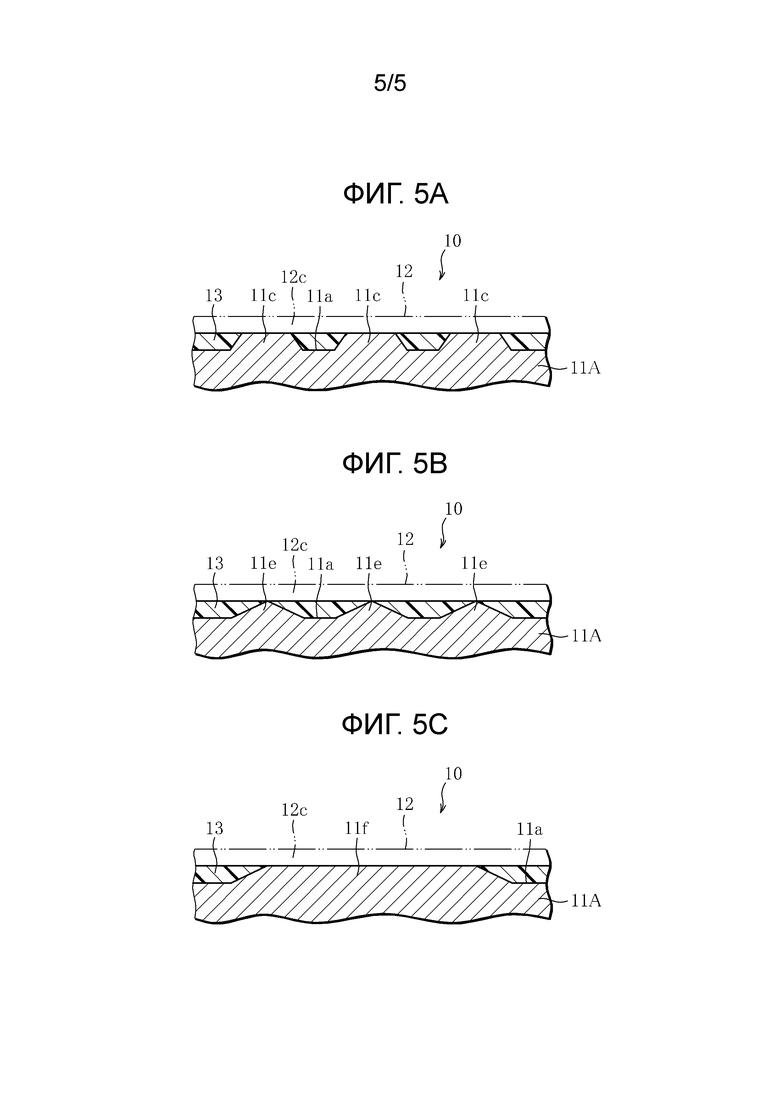
ФИГ.5A представляет собой частичный пояснительный вид в разрезе контактной секции стороны поверхности лопатки в месте вдоль линии C-C на ФИГ.3.
ФИГ.5B представляет собой частичный пояснительный вид в разрезе в месте, соответствующем линии C-C на ФИГ.3, показывающий другой пример конфигурации контактной секции стороны поверхности лопатки.
ФИГ.5C представляет собой частичный пояснительный вид в разрезе в месте, соответствующем линии C-C на ФИГ.3, показывающий еще один другой пример конфигурации контактной секции стороны поверхности лопатки.
Вариант осуществления изобретения
[0016] В дальнейшем настоящее изобретение будет описываться на основе чертежей.
На ФИГ.1-5A показан один вариант осуществления композитной лопатки в соответствии с настоящим изобретением, и в варианте осуществления случай, где композитная лопатка в соответствии с настоящим изобретением представляет собой направляющую лопатку в качестве лопатки статора, составляющей турбовентиляторный двигатель, будет описываться путем приведения в качестве примера.
[0017] Как показано на ФИГ.1, турбовентиляторный двигатель 1 выполнен с возможностью подачи воздуха, который втягивается из воздухозаборника 2 на передней части (левой части на чертеже), в компрессор 5 во внутреннем цилиндре 4 двигателя с помощью вентилятора 3, имеющего множество вентиляторных лопастей 3a, впрыска топлива в воздух, который сжимается компрессором 5, чтобы вызвать сгорание топлива в камере 6 сгорания, и вращения турбины 7 высокого давления и турбины 8 низкого давления вокруг оси CL посредством расширения высокотемпературного газа, который образуется при сгорании.
[0018] В турбовентиляторном двигателе 1 предусмотрено, что направляющие лопатки 10 в виде множества лопаток статора располагаются в обходном канале между внутренней периферией гондолы 9, которая закрывает множество вентиляторных лопастей 3a вентилятора 3, и внешней периферией внутреннего цилиндра 4 двигателя, и эти направляющие лопатки 10 эквидистантно разнесены вокруг внутреннего цилиндра 4 двигателя для выпрямления завихряющегося воздушного потока, который протекает через обходной канал.
[0019] Как показано на ФИГ.2, направляющая лопатка 10 содержит тело 11 композитной лопатки, выполненное из композитного материала, и металлический кожух 12, который закрывает секцию 11A входной кромки (входную кромку и окрестность входной кромки) тела 11 композитной лопатки.
[0020] Тело 11 композитной лопатки образовано посредством ламинирования в направлении толщины лопатки или трехмерного плетения, например, с помощью композитного материала из термоотверждающейся смолы, такой как эпоксидная смола, фенольная смола или полиимидная смола, или термопластической смолы, такой как полиэфирный имид, полиэфирэфиркетон или полифениленсульфид, и армированных волокон, таких как углеродные волокна, арамидные волокна или стекловолокна.
При этом металлический кожух 12 образован из тонкого листа, выполненного из титанового сплава с толщиной приблизительно 0,2 мм.
[0021] В секции 11A входной кромки тела 11 композитной лопатки, секция 11a для заполнения адгезивом, в которую заполняется мягкий адгезив 13, образована, как также показано на ФИГ.3, и металлический кожух 12 приклеивается к секции 11A входной кромки тела 11 композитной лопатки посредством мягкого адгезива 13.
[0022] В этом случае, как также показано на ФИГ.4A, ФИГ.4B и ФИГ.5A, в секции 11A входной кромки тела 11 композитной лопатки контактная секция 11b стороны входной кромки, которая входит в контакт с криволинейной секцией 12b, соответствующей входной кромке, металлического кожуха 12 и множество выступов 11c в качестве контактных секций стороны поверхности лопатки, которые входят в контакт с планарной секцией 12c, соответствующей поверхности лопатки, металлического кожуха 12, выполнены за одно целое с секцией 11a для заполнения адгезивом.
[0023] Каждый из множества выступов 11c имеет по меньшей мере такую же высоту, как толщина (приблизительно 0,2 мм) слоя требующегося количества мягкого адгезива 13, который заполняется в секцию 11a для заполнения адгезивом, и, следовательно, контактная секция 11b стороны входной кромки и множество выступов 11c функционируют в качестве позиционирующих средств для секции 11A входной кромки тела 11 композитной лопатки.
[0024] Контактные секции 11b стороны входной кромки размещены во множестве мест в направлении ширины лопатки (вертикальном направлении на ФИГ.3), и пространство между контактными секциями 11b и 11b стороны входной кромки, которые расположены рядом друг с другом, образуется в виде сборника 11d для адгезива, который составляет часть секции 11a для заполнения адгезивом. Расстояние между контактными секциями 11b и 11b стороны входной кромки, которые расположены рядом со сборником 11d для адгезива между ними, задается в 50-100 мм.
[0025] При этом каждый из множества выступов 11c в виде контактных секций стороны поверхности лопатки образует форму усеченного конуса с диаметром, приблизительно 5 мм, и в каждом из множества мест (на ФИГ.3 показаны только два места) в направлении ширины лопатки три выступа 11c расположены по прямой линии в направлении хорды лопатки (диагонально латеральном направлении на ФИГ.3) в варианте осуществления, и расстояние в направлении ширины лопатки между рядами множества выступов 11c задается в 10-50 мм.
[0026] В направляющей лопатке 10 степень уменьшения склеенной площади относительно металлического кожуха 12 вследствие обеспечения множества контактных секций 11b стороны входной кромки и множества выступов 11c регулируется в пределах 5% от общей площади секции 11a для заполнения адгезивом.
[0027] В направляющей лопатке 10 в соответствии с вариантом осуществления в процессе ее изготовления в случае склеивания металлического кожуха 12 с секцией 11A входной кромки тела 11 композитной лопатки посредством мягкого адгезива 13 после заполнения по меньшей мере требующегося количества мягкого адгезива 13 в секцию 11a для заполнения адгезивом секции 11A входной кромки и нанесения мягкого адгезива 13 на поверхность склеивания металлического кожуха 12 металлический кожух 12 размещается на секцию 11A входной кромки тела 11 композитной лопатки и прижимается к множеству контактных секций 11b стороны входной кромки и множеству выступов 11c.
[0028] При этом множество контактных секций 11b стороны входной кромки входит в контакт с криволинейной секцией 12b металлического кожуха 12, и множество выступов 11c входит в контакт с планарной секцией 12c металлического кожуха 12 с по меньшей мере такой же высотой, что и толщина слоя требующегося количества мягкого адгезива 13, который заполняется в секцию 11a для заполнения адгезивом, то есть металлический кожух 12 контактирует со слоем мягкого адгезива 13 равномерно в состоянии, когда выполняется позиционирование. Следовательно, прикрепление металлического кожуха 12 к секции 11A входной кромки легко выполняется с высокой точностью.
[0029] Посредством мягкого адгезива 13, который выдавливается при прижатии металлического кожуха 12 к телу 11 композитной лопатки, тело 11 композитной лопатки и металлический кожух 12, который прикрепляется с высокой точностью, соединяются таким образом, чтобы располагаться на одном уровне друг с другом, и обеспечивается форма профиля лопатки.
[0030] В направляющей лопатке 10 в соответствии с вариантом осуществления контактные секции 11b стороны входной кромки расположены во множестве мест в направлении ширины лопатки, и пространство между соседними контактными секциями 11b и 11b стороны входной кромки образуется в виде сборника 11d для адгезива, который составляет часть секции 11a для заполнения адгезивом. Следовательно, криволинейная секция 12b металлического кожуха 12 приклеивается к секции 11A входной кромки тела 11 композитной лопатки более прочно.
[0031] Более того, так как в направляющей лопатке 10 в соответствии с вариантом осуществления секция 11a для заполнения адгезивом, контактные секции 11b стороны входной кромки и множество выступов 11c выполнены за одно целое в секции 11A входной кромки тела 11 композитной лопатки, контактные секции 11b стороны входной кромки и множество выступов 11c не требуют отдельного обеспечения, и производственные затраты, соответственно, сокращаются.
[0032] В вышеописанном варианте осуществления показан случай, где контактные секции стороны поверхности лопатки представляют собой выступы 11c, каждый из которых образует форму усеченного конуса, но контактные секции стороны поверхности лопатки не ограничены на этом, и, как показано на ФИГ.5B, контактные секции стороны поверхности лопатки могут представлять собой выступы 11e, каждый из которых образует треугольник в сечении, или контактная секция стороны поверхности лопатки может представлять собой выступ 11f, образующий трапецеидальную форму в сечении, как показано на ФИГ.5C.
[0033] Более того, в вышеописанном варианте осуществления три из выступов 11c (контактных секций стороны поверхности лопатки), каждый из которых образует форму усеченного конуса с диаметром приблизительно 5 мм, размещены рядом друг с другом в форме прямой линии в направлении хорды лопатки в каждом из множества мест в направлении ширины лопатки, но настоящему изобретению не ограничено на этом, и в качестве другой конструкции множество выступов 11c может располагаться зигзагообразным образом по направлению ширины лопатки, например.
[0034] Более того, в вышеописанном варианте осуществления описан случай, где композитная лопатка в соответствии с настоящим изобретением представляет собой направляющую лопатку 10 в виде лопатки статора, которая составляет турбовентиляторный двигатель 1, но настоящее изобретение не ограничено на этом, и настоящее изобретение также может быть применено для лопасти несущего винта и лопасти рулевого винта вертолета помимо возможности применения для вентиляторной лопасти турбовентиляторного двигателя, например.
[0035] Конструкция композитной лопатки в соответствии с настоящим изобретением не ограничена вышеописанным вариантом осуществления.
[0036] Первый аспект настоящего изобретения представляет собой композитную лопатку, включающую в себя тело композитной лопатки, выполненное из композитного материала из термоотверждающейся смолы или термопластической смолы, и армированных волокон, и металлический кожух, который приклеивается к секции входной кромки (входной кромке и окрестности входной кромки) тела композитной лопатки посредством мягкого адгезива для закрывания секции входной кромки, причем секция для заполнения адгезивом, в которую заполняется мягкий адгезив, контактная секция стороны входной кромки, которая входит в контакт с криволинейной секцией, соответствующей входной кромке, металлического кожуха, и множество контактных секций стороны поверхности лопатки, которые входят в контакт с планарной секцией, соответствующей поверхности лопатки, металлического кожуха, с по меньшей мере такой же высотой, что и толщина слоя требующегося количества мягкого адгезива, заполняющегося в секцию для заполнения адгезивом, образованы в секции входной кромки тела композитной лопатки.
[0037] В процессе изготовления композитной лопатки в соответствии с настоящим изобретением, в случае где металлический кожух приклеивается к секции входной кромки тела композитной лопатки посредством мягкого адгезива, после заполнения требующегося количества мягкого адгезива в секцию для заполнения адгезивом секции входной кромки и нанесения мягкого адгезива на поверхность склеивания металлического кожуха, металлический кожух размещается на и прижимается к секции входной кромки тела композитной лопатки, посредством чего контактная секция стороны входной кромки входит в контакт с криволинейной секцией металлического кожуха и множество контактных секций стороны поверхности лопатки входит в контакт с планарной секцией металлического кожуха с по меньшей мере такой же высотой, что и толщина слоя требующегося количества мягкого адгезива, который заполняется в секцию для заполнения адгезивом. То есть металлический кожух равномерно входит в контакт со слоем мягкого адгезива в состоянии, когда выполняется позиционирование, и, следовательно, прикрепление металлического кожуха к секции входной кромки легко выполняется с высокой точностью.
[0038] Первый аспект настоящего изобретения приводит к преимуществам, заключающимся в том, что повреждения металлического кожуха во время столкновения с посторонними объектами, например небольшими камнями, уменьшены до минимума, осуществлено упрощение работы по замене металлического кожуха и, кроме того, прикрепление металлического кожуха к секции входной кромки может легко выполняться с высокой точностью.
[0039] Во втором аспекте настоящего изобретения контактные секции стороны входной кромки расположены во множестве мест в направлении ширины лопатки и пространство между контактными секциями стороны входной кромки, расположенными рядом друг с другом, образуется в виде сборника для адгезива, который составляет часть секции для заполнения адгезивом.
В соответствии со вторым аспектом настоящего изобретения криволинейная секция металлического кожуха может приклеиваться к секции входной кромки тела композитной лопатки более прочно.
[0040] В третьем аспекте настоящего изобретения секция для заполнения адгезивом, контактные секции стороны входной кромки и контактные секции стороны поверхности лопатки выполнены за одно целое в секции входной кромки тела композитной лопатки.
В соответствии с третьим аспектом настоящего изобретения контактные секции стороны входной кромки и контактные секции стороны поверхности лопатки не требуют отдельного обеспечения и производственные затраты, соответственно, сокращаются.
[0041] В композитной лопатке в соответствии с настоящим изобретением для термоотверждающейся смолы для образования тела композитной лопатки могут использоваться эпоксидная смола, фенольная смола и полиимидная смола, например, и для термопластической смолы, которая образует тело композитной лопатки, могут использоваться полиэфирный имид, полиэфирэфиркетон и полифениленсульфид, например. Для армированных волокон, которые образуют тело композитной лопатки, могут использоваться углеродные волокна, арамидные волокна и стекловолокна, например, и тело композитной лопатки выполнено из композитного материала, состоящего из этих материалов, наслаивающихся в направлении толщины лопатки или трехмерно переплетающихся, например.
При этом для металлического кожуха, который приклеивается к секции входной кромки тела композитной лопатки, может использоваться титановый сплав.
[0042] Более того, в композитной лопатке в соответствии с настоящим изобретением в качестве мягкого адгезива может применяться адгезив, имеющий такое свойство, что адгезивная прочность не уменьшается между материалами, имеющими разные коэффициенты теплового расширения, например мягкий поливинилхлоридный адгезив и полиэтилентерефталатный адгезив, и так называемый упругий адгезив, имеющий свойство резины, например полиуретан и силикон, также может применяться.
[0043] Более того, в композитной лопатке в соответствии с настоящим изобретением в качестве контактной секции стороны поверхности лопатки, которая входит в контакт с планарной секцией, соответствующей поверхности лопатки, металлического кожуха, могут применяться выступ, образующий полусферическую форму с диаметром приблизительно 5 мм, выступ, образующий треугольник в сечении с приблизительно таким же размером, выступ, образующий форму усеченного конуса, и контактная секция стороны поверхности лопатки не ограничена ни на одном из них.
[0044] Здесь, когда контактные секции стороны входной кромки расположены во множестве мест в направлении ширины лопатки, расстояние между контактными секциями стороны входной кромки, которые расположены рядом друг с другом, со сборником для адгезива между ними желательно задается в 50-100 мм.
[0045] При этом когда множество контактных секций стороны поверхности лопатки представляет собой выступы, образующие полусферические формы, например, множество выступов может размещаться рядом друг с другом в форме прямой линии в направлении хорды лопатки в каждом из множества мест в направлении ширины лопатки или множество выступов может размещаться зигзагообразным образом по направлению ширины лопатки, и, когда множество выступов размещено рядом друг с другом в направлении хорды лопатки в каждом из множества мест в направлении ширины лопатки, расстояние в направлении ширины лопатки между рядами выступов желательно задается в 10-50 мм.
[0046] В композитной лопатке в соответствии с настоящим изобретением степень уменьшения площади склеивания относительно металлического кожуха вследствие обеспечения контактных секций стороны входной кромки и множества контактных секций стороны поверхности лопатки желательно регулируется в пределах 5% от общей площади секции для заполнения адгезивом.
Ссылочные позиции
[0047] 10 направляющая лопатка (композитная лопатка)
11 тело композитной лопатки
11A секция (участок) входной кромки
11a секция (участок) для заполнения адгезивом
11b контактная секция (участок) стороны входной кромки
11c, 11e, 11f выступ (контактная секция (участок) стороны поверхности лопатки)
11d сборник для адгезива (секция (участок) для заполнения адгезивом)
12 металлический кожух
12b криволинейная секция (участок)
12c планарная секция (участок)
13 мягкий адгезив
Изобретение относится к лопатке направляющего аппарата турбовентиляторного двигателя. Имеются тело композитной лопатки, выполненное из композитного материала из термоотверждающейся смолы или термопластической смолы и армированных волокон, и металлический кожух, который приклеивается к секции входной кромки тела композитной лопатки посредством мягкого адгезива. Секция для заполнения адгезивом, в которую заполняется мягкий адгезив, множество контактных секций стороны входной кромки, которые входят в контакт с криволинейной секцией, соответствующей входной кромке, металлического кожуха, и множество выступов, которые входят в контакт с планарной секцией, соответствующей поверхности лопатки, металлического кожуха, с по меньшей мере такой же высотой, что и толщина слоя требующегося количества мягкого адгезива, заполняющегося в секцию для заполнения адгезивом, образованы в секции входной кромки тела композитной лопатки. Изобретение направлено на упрощение процесса прикрепления металлического кожуха к секции входной кромки и на повышение точности этого процесса. 2 з.п. ф-лы, 8 ил.
1. Композитная лопатка, содержащая
тело композитной лопатки, выполненное из композитного материала из термоотверждающейся смолы или термопластической смолы, и армированных волокон, и
металлический кожух, который приклеивается к секции входной кромки тела композитной лопатки посредством мягкого адгезива для закрывания секции входной кромки,
причем секция для заполнения адгезивом, в которую заполняется мягкий адгезив, контактная секция стороны входной кромки, которая входит в контакт с криволинейной секцией, соответствующей входной кромке металлического кожуха, и множество контактных секций стороны поверхности лопатки, которые входят в контакт с планарной секцией, соответствующей поверхности лопатки, металлического кожуха, с по меньшей мере такой же высотой, что и толщина слоя требующегося количества мягкого адгезива, заполняющегося в секцию для заполнения адгезивом, образованы в секции входной кромки тела композитной лопатки.
2. Композитная лопатка по п.1,
в которой контактные секции стороны входной кромки расположены во множестве мест в направлении ширины лопатки и пространство между контактными секциями стороны входной кромки, расположенными рядом друг с другом, образовано в виде сборника для адгезива, который составляет часть секции для заполнения адгезивом.
3. Композитная лопатка по п.1 или п.2,
в которой секция для заполнения адгезивом, контактные секции стороны входной кромки и контактные секции стороны поверхности лопатки выполнены за одно целое в секции входной кромки тела композитной лопатки.
| JP 4887069 B2, 29.02.2012 | |||
| Направляющий аппарат осевого компрессора | 1983 |
|
SU1213811A1 |
| Выходное устройство осевого компрессора | 1987 |
|
SU1545010A1 |
| US 20100028160 A1, 04.02.2010. | |||

