Уровень техники, к которой относится изобретение
[0001] Настоящее изобретение относится к композитной лопасти, которая используется, например, в качестве статорной лопасти, составляющей турбовентиляторный двигатель, и к способу изготовления композитной лопасти.
Уровень техники
[0002] Турбовентиляторный двигатель, который описывается выше, традиционно оборудуется роторными лопастями, которые вводят воздух в корпус двигателя, и направляющими лопастями, которые представляют собой статорные лопасти, выпрямляющие поток воздуха, который вводится роторными лопастями.
[0003] Чтобы выполнить требования увеличения степени двухконтурности с целью повышения эффективности использования топлива турбовентиляторного двигателя, в последние годы наблюдается тенденция увеличения диаметра вентилятора. Соответственно, становится необходимым уменьшение массы турбовентиляторного двигателя.
[0004] В качестве направляющей лопасти, которая представляет собой статорную лопасть, выпрямляющую поток воздуха, используется направляющая лопасть, масса которой может уменьшаться посредством ее изготовления в форме композитной лопасти, состоящей из композитного материала, содержащего, например, термоотверждающийся полимер, такой как эпоксидный полимер, и армирующие волокна, такие как углеродные волокна. В случае направляющей лопасти, состоящей из композитного материала такого типа, износоустойчивость снижается по сравнению с металлической направляющей лопастью. Таким образом, предотвращается истирание посредством прикрепления металлической оболочки для исключения эрозии к секции передней кромки (передней кромке и окрестности передней кромки), которая особенно легко подвергается износу, и для этого используется эпоксидный пленочный адгезив (твердый адгезив) (см., например, патентный документ 1).
Документ предшествующего уровня техники
Патентный документ
[0005] Патентный документ 1: японский выложенный патент № 2001-041002
Сущность изобретения
Проблемы, решаемые изобретением
[0006] В случае описанной выше направляющей лопасти корпус композитной лопасти, состоящий из композитного материал, изготавливается, когда осуществляются формование, удаление части избыточной толщины посредством механической обработки и обработка путем закругления передней кромки, в результате которой передняя кромка приобретает изогнутую форму. Поскольку обработка путем закругления передней кромки осуществляется, главным образом, вручную, возникает проблема, заключающаяся в том, что для обработки путем закругления передней кромки требуется большое количество времени и труда, и решение этой проблемы было затруднительным на предшествующем уровне техники.
[0007] Настоящее изобретение было выполнено в целях решения описанной выше проблемы, и задача настоящего изобретения заключается в том, чтобы предложить композитную лопасть, для изготовления которой требуется непродолжительное время и низкие производственные расходы, а также способ изготовления композитной лопасти.
Средства решения проблем
[0008] Первый аспект настоящего изобретения представляет собой композитную лопасть включающий корпус композитной лопасти, который состоит из композитного материала, содержащего термоотверждающийся полимер или термопластический полимер и армирующие волокна, который изготавливается путем формования, и металлическую оболочку, которая прикрепляется к секции передней кромки, включая переднюю кромку корпуса композитной лопасти и окрестность передней кромки, посредством пленочного адгезива, изготовленного путем пропитывания сетчатого материала твердым адгезивом, чтобы покрывалась секция передней кромки, причем незаполненная секция, которая образуется на стадии удаления части избыточной толщины, остающихся на передней кромке после формования, и не нуждается в обработке путем закругления передней кромки, помещается на переднюю кромку секции передней кромки в корпусе композитной лопасти.
[0009] Согласно настоящему изобретению, после того, как корпус композитной лопасти, состоящий из композитного материала, содержащего термоотверждающийся полимер или термопластический полимер и армирующие волокна, изготавливается посредством формования, часть избыточной толщины, которая остается на передней кромке секции передней кромки в корпусе композитной лопасти, удаляется в процессе механической обработки.
[0010] Когда незаполненная секция, которая не нуждается в обработке путем закругления передней кромки, образуется на передней кромке на стадии удаления части избыточной толщины, обработка путем закругления передней кромки вручную не обязательно должна осуществляться в пространстве незаполненной секции, и, таким образом, по сравнению со случаем осуществления обработки путем закругления передней кромки вручную для всего пространства корпуса композитной лопасти достигается сокращение продолжительности изготовления и производственных расходов.
Полезные эффекты изобретения
[0011] Композитная лопасть согласно настоящему изобретению обеспечивает превосходный эффект, обуславливающий достижение сокращения продолжительности изготовления и производственных расходов.
Краткое описание чертежей
[0012]
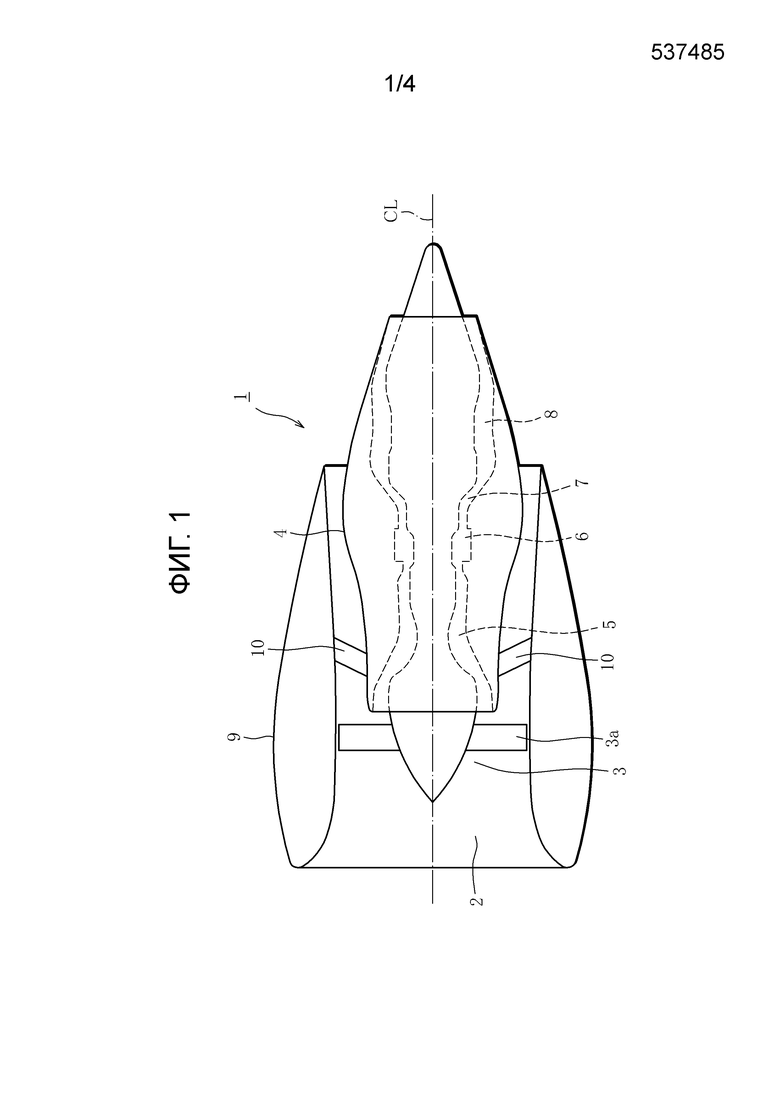
Фиг. 1 представляет пояснительное изображение схематического разреза турбовентиляторного двигателя с использованием композитной лопасти согласно одному варианту осуществления настоящего изобретения в качестве направляющей лопасти.
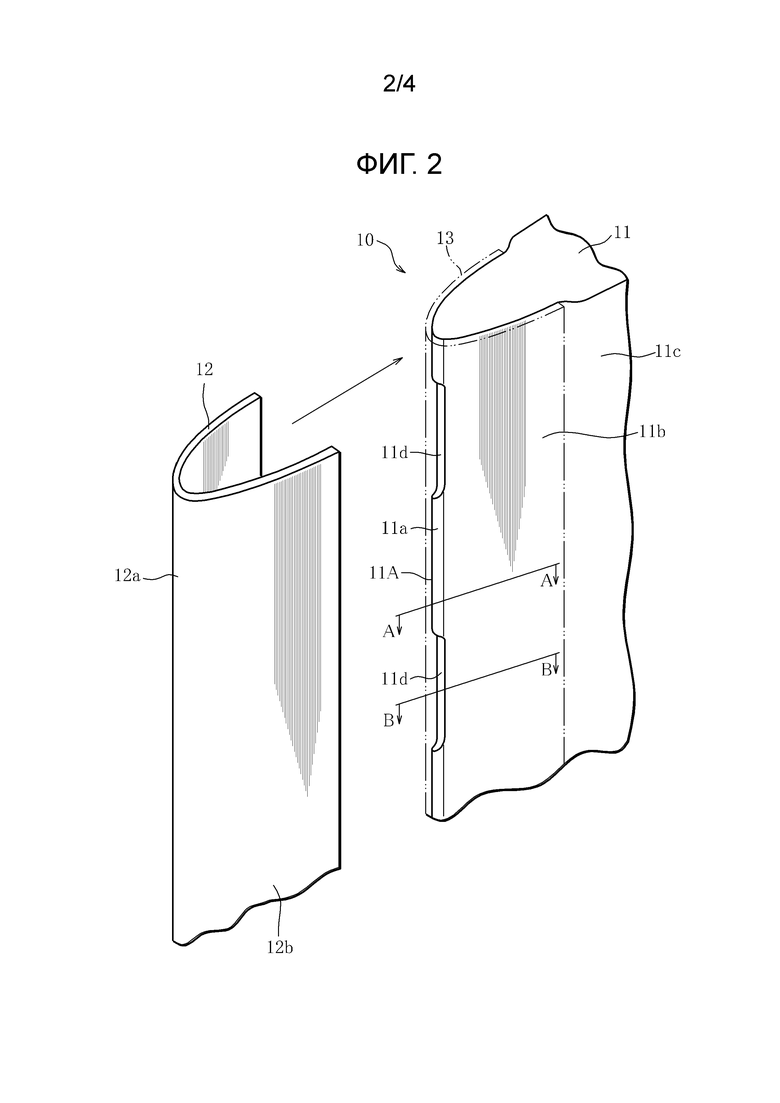
Фиг. 2 представляет увеличенное перспективное пояснительное изображение концевой части направляющей лопасти на фиг. 1.
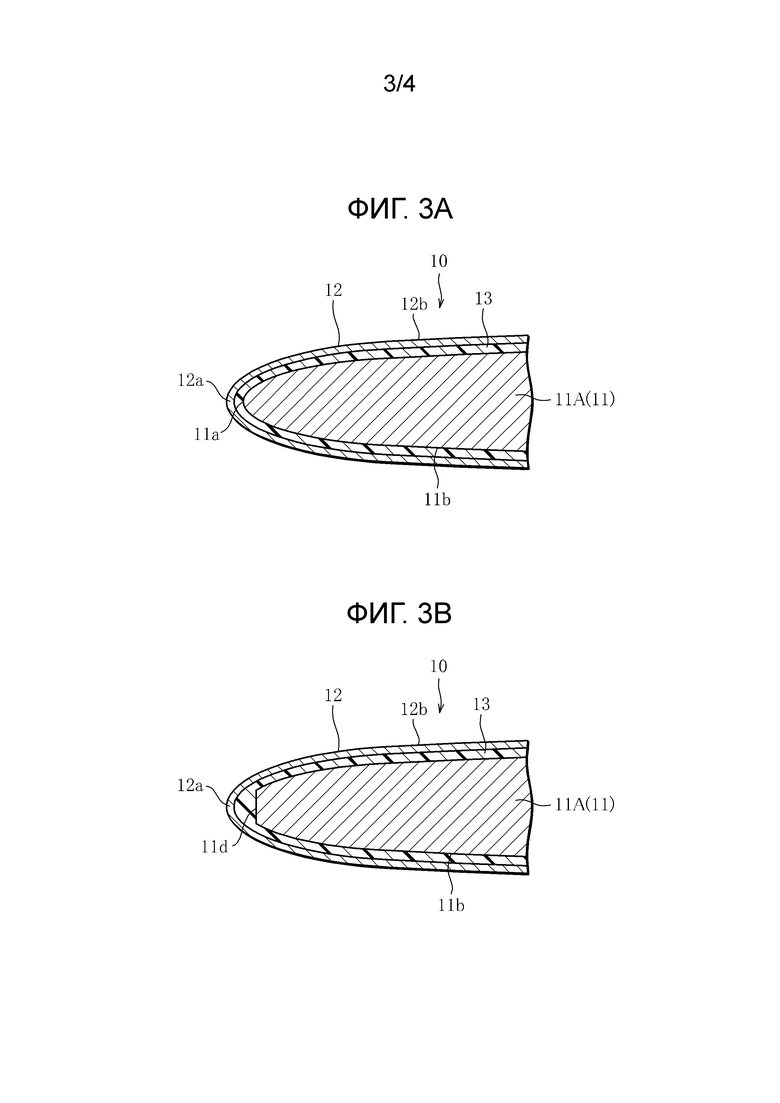
Фиг. 3A представляет пояснительное изображение частичного разреза в положении вдоль линии A-A на фиг. 2.
Фиг. 3B представляет пояснительное изображение частичного разреза в положении вдоль линии B-B на фиг. 2.
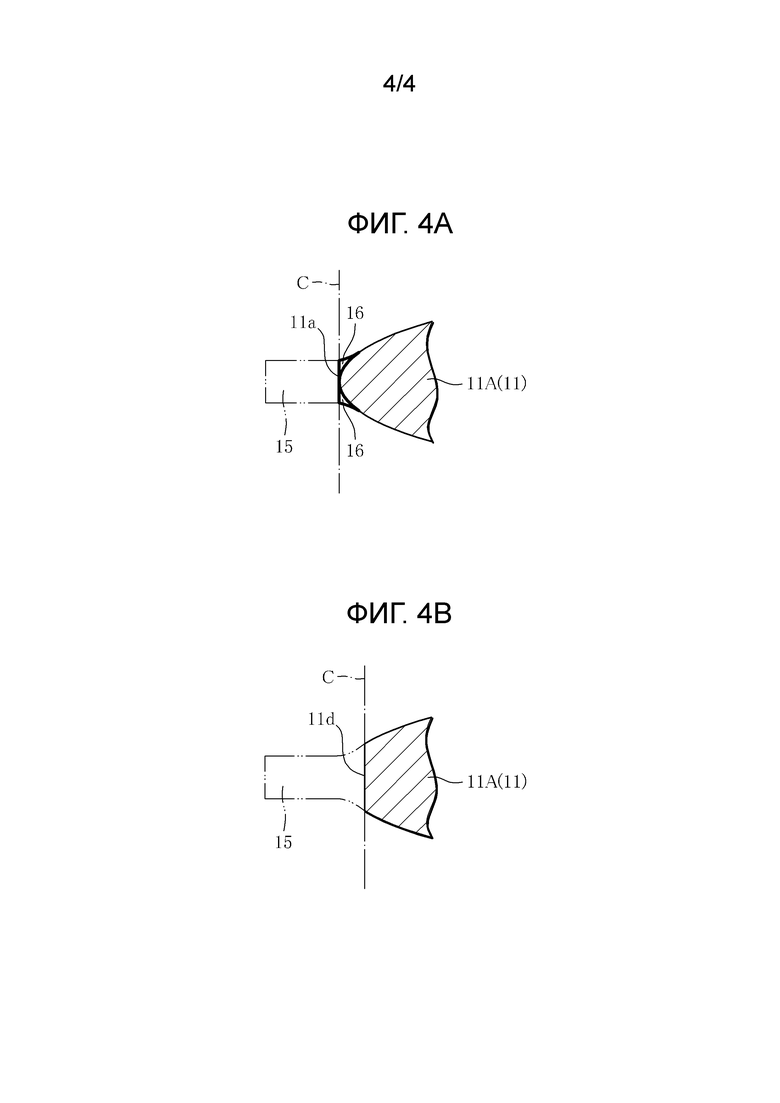
Фиг. 4A представляет пояснительное изображение частичного разреза, иллюстрируя величину механического удаления и величину ручного удаления избыточной части толщины в положении вдоль линии A-A на фиг. 2.
Фиг. 4B представляет пояснительное изображение частичного разреза, иллюстрируя величину механического удаления и величину ручного удаления избыточной части толщины в положении вдоль линии B-B на фиг. 2.
Вариант осуществления изобретения
[0013] Далее настоящее изобретение будет описано на основе чертежей.
Фиг. 1-4B иллюстрируют композитную лопасть согласно одному варианту осуществления настоящего изобретения, и в качестве примера будет описан случай, в котором композитная лопасть согласно варианту осуществления настоящего изобретения представляет собой направляющую лопасть, используемую в качестве статорной лопасти, составляющей турбовентиляторный двигатель.
[0014] Как проиллюстрировано на фиг. 1, турбовентиляторный двигатель 1 направляет воздух, который поступает из впускающего воздух отверстия 2 на передней стороне (левая сторона на чертеже), в компрессор 5 во внутреннем цилиндре 4 двигателя 4 с помощью вентилятора 3, имеющего множество вентиляторных лопастей 3a, чтобы топливо впрыскивалось в воздух, который сжимается компрессором 5, что вызывает горение топлива в камере сгорания 6, и турбина высокого давления 7 и турбина низкого давления 8 вращались вокруг оси CL посредством расширения имеющего высокую температуру газа, образующегося в результате горения.
[0015] В турбовентиляторном двигателе 1 направляющие лопасти 10, представляющие собой множество статорных лопастей, помещаются в обводной канал между внутренней периферией обтекателя 9, который покрывает множество вентиляторных лопастей 3a вентилятора 3, и внешней периферией внутреннего цилиндра двигателя 4, и направляющие лопасти 10 располагаются на равных расстояниях друг от друга вокруг внутреннего цилиндра двигателя 4, чтобы выпрямлять вихревой воздушный поток, который проходит через обводной канал.
[0016] Как проиллюстрировано на фиг. 2 и фиг. 3A, направляющая лопасть 10 включает корпус 11 композитной лопасти, состоящий из композитного материала, и металлическую оболочку 12, которая покрывает секцию 11A передней кромки, включая переднюю кромку 11a и поверхность лопасти в окрестности передней кромки 11a (окрестность передней кромки) 11b корпуса 11 композитной лопасти.
[0017] Корпус 11 композитной лопасти изготавливается путем формования с использованием композитного материала, содержащего термоотверждающийся полимер (смола), такой как эпоксидный полимер, фенольный полимер, или полиимидный полимер, или термопластический полимер, такой как простой полиэфиримид, простой полиэфирэфиркетон или полифениленсульфид, и армирующие волокна, такие как углеродные волокна, арамидные волокна или стеклянные волокна в качестве составляющего материала.
[0018] Металлическая оболочка 12 состоит из тонкой пластины, имеющей толщину, составляющую приблизительно 0,2 мм, и изготовленную из титанового сплава или нержавеющей стали, причем она имеет изогнутую секцию 12a и плоскую секцию 12b, которым соответствуют передняя кромка 11a и поверхность 11b лопасти в секции 11A передней кромки корпуса 11 композитной лопасти. Металлическая оболочка 12 прикрепляется к секции 11A передней кромки корпуса 11 композитной лопасти посредством пленочного адгезива 13, имеющего толщину, составляющую приблизительно 0,2 мм, которая изготавливается путем пропитывания сетчатого материала твердым адгезивом, например, эпоксидным клеем, затвердевающим до твердого состояния, причем секция 11A передней кромки корпуса 11 композитной лопасти должна быть тоньше, чем центральная часть 11c лопасти корпуса 11 композитной лопасти, на суммарную толщину металлической оболочки 12 и пленочного адгезива13.
[0019] В этом случае, что также проиллюстрировано на фиг. 3B, незаполненная секция 11d помещается на переднюю кромку 11a секции 11A передней кромки в корпусе 11 композитной лопасти.
[0020] Здесь, что касается избыточной части толщины, которая остается на передней кромке 11a корпуса 11 композитной лопасти после формования, ручное удаление части избыточной толщины 16 осуществляется вручную в форме обработки путем закругления передней кромки после механической обработки в целях удаления части избыточной толщины 15 по линии разреза C, как проиллюстрировано на фиг. 4.
[0021] При этом незаполненная секция 11d образуется одновременно с описанной выше механической обработкой или только посредством механической обработки после описанной выше механической обработки. То есть незаполненная секция 11d образуется посредством удаления части избыточной толщины, остающихся на передней кромке 11a, включая часть передней кромки 11a, и описанного выше ручного удаления части избыточной толщины 16 по линии разреза C, в качестве механического удаления части избыточной толщины 15, как проиллюстрировано на фиг. 4B. Соответственно, в незаполненной секции 11d не является необходимой обработка путем закругления передней кромки вручную.
[0022] Согласно варианту осуществления, незаполненные секции 11d, занимают множество положений в направлении ширины лопасти передней кромки 11a, и каждое из них функционирует в качестве собирающей адгезив точки в отношении твердого адгезива в пленочном адгезиве13.
[0023] Длина в направлении ширины лопасти незаполненной секции 11d, которая не нуждается в обработке путем закругления передней кромки, составляет от 50 до 150 мм, и длина в направлении хорды лопасти составляет 5% или менее ширины хорды лопасти. Кроме того, когда незаполненные секции 11d занимают множество положений в направлении ширины лопасти передней кромки 11a, как описывается выше, расстояние от одного до другого, то есть длина части, которая нуждается в обработке путем закругления передней кромки, составляет от 5 до 10 мм.
[0024] Когда корпус 11 композитной лопасти изготавливается в процессе изготовления направляющей лопасти 10, как описывается выше, корпус 11 композитной лопасти, состоящий из композитного материала, который содержит термоотверждающийся полимер (смола) или термопластический полимер (смола) и армирующие волокна, изготавливается путем начального формования, после которого осуществляется механическое удаление части избыточной толщины 15, которые остаются на передней кромке 11a корпуса 11 композитной лопасти, по линии разреза C посредством механической обработки, а затем осуществляется ручное удаление части избыточной толщины 16 вручную в качестве обработки путем закругления передней кромки, как проиллюстрировано на фиг. 4A.
[0025] На стадии удаления части избыточной толщины незаполненной секции 11d образуются путем удаления части избыточной толщины, остающихся на передней кромке 11a, включая часть передней кромки 11a, и описанного выше ручного удаления части толщины 16 по линии разреза C в качестве механического удаления части избыточной толщины 15, как проиллюстрировано на фиг. 4B.
[0026] Когда незаполненные секции 11d образуются на передней кромке 11a на стадии удаления части избыточной толщины таким способом, обработка путем закругления передней кромки вручную не должна осуществляться в отношении незаполненной секции 11d, и, таким образом, по сравнению со случаем, в котором обработка путем закругления передней кромки вручную осуществляется для всего пространства корпуса 11 композитной лопасти, достигается сокращение продолжительности изготовления и производственных расходов.
[0027] Кроме того, поскольку в направляющей лопасти 10 согласно варианту осуществления незаполненные секции 11d, которые не нуждаются в обработке путем закругления передней кромки, занимают множество положений в направлении ширины лопасти передней кромки 11a, дополнительно сокращается обработка вручную в процессе обработки путем закругления передней кромки и, соответственно, достигается сокращение продолжительности изготовления и производственных расходов.
[0028] Согласно описанному выше варианту осуществления настоящего изобретения случай, в котором композитная лопасть представляет собой направляющую лопасть 10, такую как статорная лопасть, составляющая турбовентиляторный двигатель 1, описывается посредством упоминания в качестве примера, но настоящее изобретение не ограничивается этим, и настоящее изобретение может применяться не только в качестве вентиляторной лопасти турбовентиляторного двигателя, но также в качестве лопасти несущего винта и лопасти рулевого винта винтокрылого летательного аппарата.
[0029] Конфигурации композитной лопасти и способ изготовления композитной лопасти согласно настоящему изобретению не ограничиваются вариантом осуществления, который описывается выше.
[0030] Первый аспект настоящего изобретения представляет собой композитную лопасть, включающую корпус композитной лопасти, который состоит из композитного материала, включающего термоотверждающийся полимер или термопластический полимер и армирующие волокна, который изготавливается путем формования, и металлическую оболочку, которая прикрепляется к секции передней кромки, включающей переднюю кромку корпуса композитной лопасти и окрестность передней кромки посредством пленочного адгезива, изготовленного путем пропитывания сетчатого материала твердым адгезивом, чтобы покрывалась секция передней кромки, причем незаполненная секция, которая образуется на стадии удаления части избыточной толщины, остающейся на передней кромке после формования, и не нуждается в обработке путем закругления передней кромки, помещается на переднюю кромку секции передней кромки в корпусе композитной лопасти.
[0031] Согласно первому аспекту настоящего изобретения после того как корпус композитной лопасти, состоящий из композитного материала, содержащего термоотверждающийся полимер или термопластический полимер и армирующие волокна, изготавливается путем формования, избыточная часть толщины, остающаяся на передней кромке секции передней кромки в корпусе композитной лопасти, удаляется посредством механической обработки.
[0032] Когда незаполненная секция, которая не нуждается в обработке путем закругления передней кромки, образуется на передней кромке на стадии удаления части избыточной толщины, обработка путем закругления передней кромки вручную не должна осуществляться в пространстве незаполненной секции, и, таким образом, по сравнению со случаем осуществления обработки путем закругления передней кромки вручную для всего пространства корпуса композитной лопасти, достигается сокращение продолжительности изготовления и производственных расходов.
[0033] Согласно второму аспекту настоящего изобретения незаполненные секции занимают множество положений в направлении ширины лопасти передней кромки и функционируют в качестве собирающих адгезив точек в отношении твердого адгезива в пленочном адгезиве.
[0034] Согласно второму аспекту настоящего изобретения незаполненные секции, которые не нуждаются в обработке путем закругления передней кромки, занимают множество положений в направлении ширины лопасти передней кромки, таким образом, что дополнительно уменьшается заключительная обработка вручную передней кромки R и, соответственно, достигается сокращение продолжительности изготовления и производственных расходов.
[0035] Третий аспект настоящего изобретения заключается в том, что во время изготовления композитной лопасти согласно первому аспекту или второму аспекту в третьем аспекте настоящего изобретения образуется незаполненная секция, которая не нуждается в обработке передней кромки путем закругления передней кромки, на стадии удаления части избыточной толщины, остающейся на передней кромке секции передней кромки после формования корпуса композитной лопасти.
Список условных обозначений
[0036]
10 - Направляющая лопасть (композитная лопасть)
11 - Корпус композитной лопасти
11A - Секция передней кромки
11a - Передняя кромка
11b - Поверхность лопасти (окрестность передней кромки)
11d – Незаполненная секция
12 - Металлическая оболочка
13 - Пленочный адгезив
15 - Механическое удаление части избыточной толщины
16 - Ручное удаление части избыточной толщины
Композитная лопасть включает корпус 11 композитной лопасти, который состоит из композитного материала, включающего термоотверждающийся полимер или термопластический полимер и армирующие волокна, который изготавливается путем формования, и металлическую оболочку 12, которая прикрепляется к секции 11A передней кромки, включающей переднюю кромку 11a корпуса 11 композитной лопасти и поверхности 11b лопасти в окрестности передней кромки 11a посредством клейкой пленки 13, изготовленной путем пропитывания сетчатого материала твердым связующим веществом, чтобы покрывалась секция 11A передней кромки, причем незаполненная секция 11d, которая образуется на стадии удаления части избыточной толщины 15 и 16, остающейся на передней кромке 11a после формования, и не нуждается в обработке путем закругления передней кромки, помещается на переднюю кромку 11a секции 11A передней кромки в корпусе 11 композитной лопасти. Становится возможным достижение сокращения продолжительности изготовления и производственных расходов. 2 н. и 1 з.п. ф-лы, 4 ил.
1. Композитная лопасть, содержащая:
корпус композитной лопасти, который сформирован из композитного материала термоотверждающегося полимера или термопластического полимера и армирующего волокна и который изготавливается путем формования; и
металлическую оболочку, которая прикреплена к секции передней кромки, включающей переднюю кромку корпуса композитной лопасти и окрестность передней кромки посредством пленочного адгезива, сформированного путем пропитывания сетчатого материала твердым адгезивом для покрытия секция передней кромки,
причем незаполненная секция, которая образуется на стадии удаления части избыточной толщины, остающейся на передней кромке после формования, и не нуждается в обработке путем закругления передней кромки, расположена на передней кромке секции передней кромки в корпусе композитной лопасти.
2. Композитная лопасть по п. 1, в которой незаполненная секция расположена во множестве положений в направлении ширины лопасти передней кромки и функционирует в качестве собирающих адгезив точек для твердого адгезива в пленочном адгезиве.
3. Способ изготовления композитной лопасти по п. 1 или 2, в котором незаполненную секцию, которая не нуждается в обработке путем закругления передней кромки, формируют на передней кромке на стадии удаления части избыточной толщины, остающейся на передней кромке секции передней кромки после формования корпуса композитной лопасти.
| WO 2012008452 A1, 19.01.2012 | |||
| JP 2003278502 A, 02.10.2003 | |||
| US 20120255176 A1, 11.10.2012 | |||
| ЛОПАТКА СОПЛОВОЙ РЕШЕТКИ ВЛАЖНО-ПАРОВОЙ ТУРБИНЫ | 2011 |
|
RU2467178C1 |

