Настоящее изобретение относится к резцу для фиксирования во фрезерной головке, который содержит стержень в виде вала и головку, имеющую режущие пластины (лезвия), присоединенные путем припаивания, и боковую режущую кромку, образованную передней поверхностью и открытой гранью.
Настоящее изобретение также относится к фрезерной головке, имеющей несколько резцов, размещающихся в посадочных углублениях корпуса, причем режущие пластины припаяны к каждому резцу, при этом каждый резец имеет возможность аксиально смещаться с помощью клина и фиксироваться во фрезерной головке с помощью фиксирующих элементов.
В основном, фрезерная головка известна из патента DE 4003862. В описанной в данном патенте фрезерной головке посадочные поверхности корпуса для резцов отходят от грани ее корпуса параллельно ее оси вращения, также расположены на расстоянии друг от друга во внутрь от его внешней поверхности; причем резцы используемых режущих пластин слегка выступают за поверхность корпуса. Более того, каждая ось круглых клиньев, используемых для зажимания, отходит под небольшим острым углом к держателю режущей пластины. Наконец, дополнительный круглый клин с дифференциальным винтом также предназначен для осевой регулировки каждой режущей пластины и установлен в соответствующем посадочном углублении, расположенным радиально вовнутрь от внешней поверхности корпуса. Геометрически одинаковые круглые клинья, направленные радиально наружу, используются для осевой регулировки и зажимания, направленного радиально наружу. В качестве преимущества этой фрезерной головки в документе подчеркивается тот факт, что благодаря положению посадочных углублений, в которых установлены держатели режущих пластин параллельно оси вращения корпуса, возникают только радиально направленные центробежные силы без осевых составляющих. Указанные силы могут быть легко поглощены, поскольку посадочные углубления не располагаются непосредственно на внешней поверхности корпуса; скорее они расположены радиально вовнутрь на расстоянии от внешней поверхности. Таким образом, фрезерная головка также является приемлемой для работы при исключительно высоких скоростях вращения и центробежных силах, возникающих при таких скоростях. Это создает преимущества в плане обеспечения точной аксиальной регулировки фрезерных элементов без частичного наложения с радиальными компонентами.
В то время как в соответствии со способами известного уровня техники коленчатые валы для автотранспортных средств подвергаются чистовой обработке путем шлифования или ленточного шлифования, фрезерование проводится с помощью смазывающе-охлаждающих жидкостей, и благодаря разработке способа с применением приемлемых фрезерных инструментов обеспечивается возможность замены шлифования коленчатых валов фрезерованием. Ввиду конструкции коленчатых валов ортогональное токарное фрезерование используют при внецентровом положении инструментов без осевой подачи. В данном случае инструмент совершает врезную подачу, на основе которой конструкция гнезд подшипника выполняется исключительно боковой режущей кромкой инструмента. В этом случае инструмент должен быть расположен относительно детали таким образом, чтобы обеспечивался полный контакт боковой режущей кромки по всей линии верхней части гнезда подшипника. Образуемый диаметр гнезда подшипника обусловлен линией верхней части гнезда. За счет этого процесса центральные участки боковой режущей кромки находятся в контакте в течение более продолжительного времени, чем другие участки. Это является причиной того, что резец подвергается более сильному износу на центральном участке, чем на внешних участках.
Дополнительная информация относительно ортогонального токарного фрезерования может содержаться, например, в патенте DE 102004022360 А1. Однако ортогональное токарное фрезерование с внецентровым положением инструментов без осевой подачи обладает несомненным преимуществом. Ввиду того, что при этом способе боковая режущая кромка инструмента совершает врезную подачу, минимальные ошибки при обработки резанием или минимальный износ инструмента оказывают непосредственный отрицательный эффект на производимую форму и качество поверхности. Неравномерный износ инструмента, в частности, ведет к преждевременным отклонениям формы.
Целью настоящего изобретения является устранение недостатков, указанных выше, в частности, должна быть найдена такая форма резания, которая одновременно гарантировала бы прецизионную обработку детали и, кроме того, максимальный срок эксплуатации инструмента.
Дополнительной целью настоящего изобретения является создание соответствующей фрезерной головки для этой цели.
Первая, указанная выше цель, достигается за счет резца по п.1. В соответствии с изобретением резец имеет фаску, примыкающую к боковой режущей кромке и образованную на задней поверхности, при этом ширина фаски сходит до 0. Дополнительные примеры осуществления резца описаны в зависимых пунктах изобретения.
Цель далее достигается за счет фрезерной головки согласно пункту 10 формулы изобретения, отличающейся тремя держателями, расположенными под эквидистантным углом по отношению друг к другу.
В резцах без фаски, известных из уровня техники, высокая степень начального износа возникала в центре режущей пластины, а именно в точке, в которой режущая пластина контактирует с обрабатываемой деталью в течение максимального времени. В противоположность этому участки, расположенные на кромках при значительно менее продолжительном контакте обработки резанием, имели более низкую степень износа на задних поверхностях. С другой стороны, при использовании резца в соответствии с настоящим изобретением стало возможным значительно уменьшить износ конусовидного участка с высокой степенью начального износа задней поверхности таким образом, чтобы было возможно соответственно удлинить участок, на котором износ задней поверхности происходил линейно.
Ниже следует детальное описание изобретения со ссылками на прилагаемые чертежи, на которых:
ФИГ.1 - вид в перспективе фрезерной головки с тремя резцедержателями,
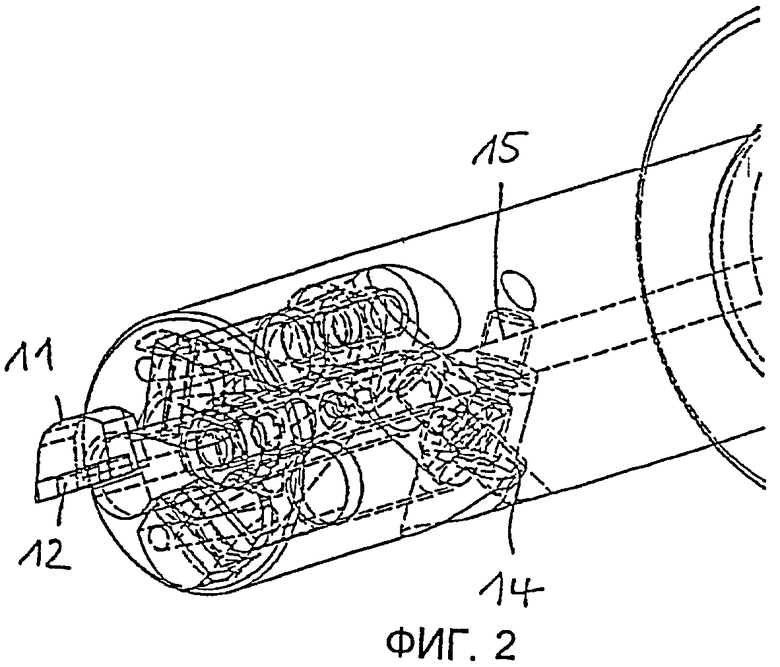
ФИГ.2 - каркасное представление фрезерной головки на ФИГ. 1,
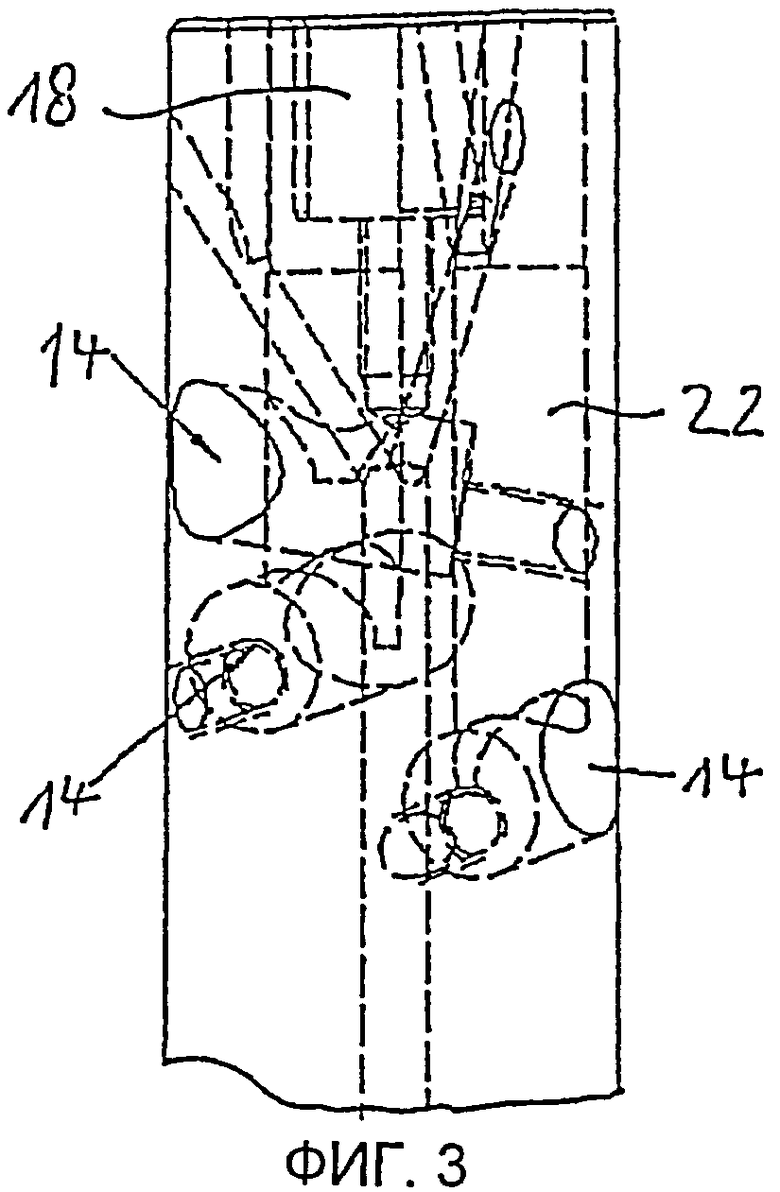
ФИГ.3 - продольное сечение фрезерной головки без резца,
ФИГ.4 - вид резца сбоку,
ФИГ.5 - вид положения резца относительно зажимного элемента корпуса и клина для осевой регулировки,
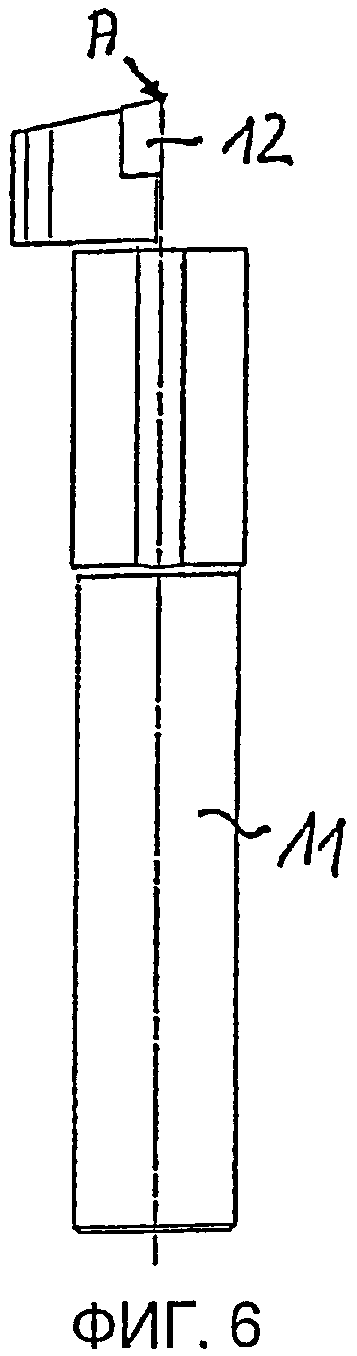
ФИГ.6 - дополнительный вид резца сбоку,
ФИГ.7 - увеличенный вид в разрезе участка, обозначенного "А",
ФИГ.8 и 9 - увеличенные виды режущих пластин на ФИГ.4 в двух различных примерах осуществления настоящего изобретения,
ФИГ.10 - вид сверху свободной грани режущей пластины, и
ФИГ.11 - графическое изображение кривой износа.
Проиллюстрированная на ФИГ.1-3 фрезерная головка в основном состоит из корпуса 10 для трех резцов 11, к которым припаяны тугоплавким припоем соответствующие режущие пластины 12. Резцы 11 установлены в соответствующих сквозных отверстиях 22 (см. ФИГ. 3), расположенных параллельно продольной оси 13. Три дополнительных отверстия выполнены в корпусе 10, они расположены в основном радиально или под небольшим острым углом к радиусу и в них размещены соответствующие клинья 14, способные перемещаться радиально с помощью соответствующих регулировочных винтов 15, предпочтительно двухходовых винтов.
Как видно из ФИГ.5, клинья 14 имеют скосы 16, располагающиеся под острым углом к радиальной плоскости корпуса таким образом, чтобы при радиальном перемещении клина 14 соответствующий резец 11 перемещался вдоль своей продольной оси, т.е. аксиально. Зажимной элемент 18 используют для зажимания резца, при этом зажимной элемент располагается по центру и имеет три зажимные поверхности 19, прилегающие к дополнительным зажимным поверхностям резца 11. Зажимной элемент 18 может быть зафиксирован на месте с помощью соответствующего винта 21, выполненного предпочтительно в виде двухходового винта. В показанном здесь случае зажимной элемент 18 служит для фиксирования трех резцов 11, при этом каждый из них имеет плоскую поверхность 20. Форма зажимного элемента 18 и треугольная форма зажимных поверхностей 19 обеспечивают точную ориентацию резцов 12 и резцедержателя 11 под углом 120° по отношению друг к другу (см. ФИГ.1). Каждый резцедержатель 11 может быть аксиально перемещен с помощью круглого клина и соответствующего винта 15. Отверстия 22 служат для ориентации резцов и их режущих кромок параллельно оси. Поверхность 23 предназначена для того, чтобы между резцом 11 и отверстием 22 не возникал линейный контакт. Как показано на ФИГ.4, резец 11 также имеет наклонную поверхность 24, угол наклона которой соответствует углу наклона поверхности 19 зажимного элемента.
В другом примере осуществления настоящего изобретения вместо крепежного отверстия можно использовать наружное натяжное кольцо в сочетании с зажимным элементом, расположенным на оси, между которыми могут быть зафиксированы резцедержатели 11. Натяжное кольцо далее привинчивается или устанавливается путем горячепрессовой посадки на корпус 10.
Детали настоящего изобретения, в частности, проиллюстрированы на ФИГ.7, 9 и 10, на которых приведен увеличенный вид резцов и/или изготовление резцов; на ФИГ.8 проиллюстрирован дополнительный пример осуществления настоящего изобретения, на котором внутренние и внешние участки наклонены в обратную сторону относительно центрального участка резца.
Скос (фаска) 29, который служит в качестве скоса предварительного износа, выполняет функцию моделирования характера износа в соответствии со способом, при этом учитывая необходимое вогнутое крепление резцов в направлении вовнутрь. Таким образом, уменьшается конусовидный характер износа. В некотором смысле он проявляется непосредственно с участком линейного износа. Если бы скос предварительного износа не был проточен в резце, учитывая необходимую вогнутую опору резца в направлении вовнутрь, отклонение формы возникло бы уже на участке конусообразного износа, тем самым завершая срок эксплуатации ввиду отклонения формы.
С целью получения формы резца в соответствии с настоящим изобретением задняя поверхность режущей кромки 25, сохраняющая при этом задний угол, либо обрабатывается абразивным инструментом с приданием обратной V-образной формы (с большими радиусами и короткими длинами резания), либо, как показано на ФИГ.9, обрабатывается с приданием круглой выпуклой формы с радиусом R, предпочтительно приблизительно 900 мм.
В соответствии с примером осуществления настоящего изобретения на ФИГ.9 расстояние от наивысшей точки вершины 27 режущей пластины до самой низкой точки составляет 4 мкм. Если на второй стадии процесса производится проточка фаски 29 на задней поверхности 28, при этом угол прогиба резца сохраняется, то образуется фаска в соответствии с примером осуществления изобретения, проиллюстрированном на ФИГ.10, которая имеет максимальную ширину 4 мкм приблизительно в центре режущей кромки 25. Фаска располагается до торцов режущей кромки 25 или до места, заканчивающегося в непосредственной близости от торцов, при этом фаска 29 постоянно сужается до тех пор, пока не сходит до 0 мм на своих двух торцах. Таким образом, фаска выполняется за счет разреза в форме хорды через крышеобразную или выпуклую заднюю поверхность, установленную под задним углом в 10°. Угол резания составляет постоянно 0°. Режущие пластины 12 обрабатываются для придания им вогнутой формы под углом прогиба 90° или под несколько меньшим углом к оси вращения инструмента, в результате чего вершина резца 27 выступает на 4 мкм. Благодаря этому вместо характера износа в соответствии с кривой 30 на ФИГ.11, образующейся при использовании резцов известного уровня техники, достигается характер износа 31, при котором участок линейного износа значительно удлиняется за счет того, что конусовидный первоначальный участок износа уменьшается на соответствующий период времени.
В другом примере осуществления настоящего изобретения, представленном на ФИГ.8, боковой участок резца, наклоненный под углом 5°, имеет длину 2 мм, при этом за боковым участком резца находится боковой участок резца 25b, располагающийся перпендикулярно продольной оси 26, идущей параллельно оси вращения 13. На внутренней стороне находится боковой участок резца 25с, также наклоненный под углом 5°.
За счет конфигурации наклоненных внешних участков (двойная головка) резца, выполненного с фаской предварительного износа в соответствии с ФИГ.8, которая может быть выбрана дополнительно, внутренние и внешние участки резания преднамеренно удаляют из участка контакта резания. В случае двух резцов, не снабженных «двойной головкой», имеет место более высокая степень износа задней поверхности на этих участках. На центральном участке резания, где благодаря указанному способу возникает максимальная площадь задней поверхности, все три резца режут одновременно. Таким образом, характеристики износа используют для создания выпуклой формы подшипника коленчатого вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ЗУБОРЕЗНАЯ ФРЕЗА С РАДИАЛЬНО РЕГУЛИРУЕМЫМИ СТЕРЖНЕВЫМИ РЕЗЦАМИ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2013 |
|
RU2660427C2 |
| ЗУБОРЕЗНАЯ ФРЕЗА С РАДИАЛЬНО РЕГУЛИРУЕМЫМИ СТЕРЖНЕВЫМИ РЕЗЦАМИ | 2013 |
|
RU2650365C2 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 2006 |
|
RU2414333C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ФРЕЗЕРНАЯ РЕЗЦОВАЯ ГОЛОВКА | 2008 |
|
RU2425735C2 |
| ФРЕЗЕРНЫЙ РЕЗЕЦ | 2019 |
|
RU2791897C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Фреза для особо тонкой обработки | 1979 |
|
SU958041A1 |
| ФРЕЗЕРНОЕ УСТРОЙСТВО С РЕЗЦЕДЕРЖАТЕЛЯМИ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ФОРМИРОВАНИЯ ОКРУЖНОСТИ И ИМЕЮЩЕЕ РЕГУЛИРУЕМЫЙ УГОЛ КОНТУРА | 2021 |
|
RU2811299C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 2006 |
|
RU2398662C2 |







Резец предназначен для фиксирования во фрезерной головке и содержит стержень в виде вала и головку с напаянной на нее твердым припоем режущей пластиной, имеющей боковую режущую кромку (25), образованную передней поверхностью и задней поверхностью. Для повышения точности обработки и стойкости резца он выполнен с фаской (29), прилегающей к боковой режущей кромке (25) и образованной на задней поверхности, при этом ширина фаски сходит до 0. Фрезерная головка содержит три резца, установленных под равным углом по отношению друг к другу. При этом каждый резец установлен в посадочном углублении корпуса с возможностью регулировки с помощью клина в аксиальном направлении и фиксирования во фрезерной головке с помощью фиксирующих зажимных элементов. 2 н. и 8 з.п. ф-лы, 11 ил.
1. Резец, предназначенный для фиксирования во фрезерной головке, содержащий стержень в виде вала и головку с напаянной на нее твердым припоем режущей пластиной, имеющей боковую режущую кромку (25), образованную передней поверхностью и задней поверхностью, отличающийся тем, что он выполнен с фаской (29), прилегающей к боковой режущей кромке (25) и образованной на задней поверхности, при этом ширина фаски сходит до 0.
2. Резец по п.1, отличающийся тем, что фаска расположена приблизительно центрально по отношению к боковой режущей кромке (25).
3. Резец по п.1, отличающийся тем, что максимальная ширина фаски составляет ≤10 мкм, предпочтительно ≤4 мкм.
4. Резец по п.1, отличающийся тем, что ширина фаски постепенно уменьшается до 0 на обоих концах и/или фаска (29) выполнена по всей ширине боковой режущей кромки.
5. Резец по п.1, отличающийся тем, что фаска (29) выполнена с использованием двух последовательных операций шлифования, а именно первой операции шлифования участка задней поверхности (28), смежного с режущей кромкой, для придания ей выпуклой или крышеобразной формы и последующей частичной операции плоского шлифования участка свободной поверхности.
6. Резец по п.5, отличающийся тем, что радиус шлифованного участка задней поверхности с приданием ему выпуклой формы составляет R=900 мм±100 мм.
7. Резец по п.1, отличающийся тем, что задний угол составляет 10°±2°.
8. Резец по п.5, отличающийся тем, что режущая кромка выполнена многосекционной с центральным участком (25b), расположенным перпендикулярно продольной оси вала, и при этом прилегающие к нему участки (25а, 25с) наклонены относительно центрального участка под углом ≤10°, предпочтительно ≤5°.
9. Резец по п.8, отличающийся тем, что отношение длины внешнего наклоненного под углом участка (25а) в радиальном направлении к центральному участку (25b) составляет 2:3 и/или отношение длины внутреннего наклоненного под углом участка (25с) в радиальном направлении к радиальному внешнему боковому участку (25а) составляет 2:1.
10. Фрезерная головка, содержащая три резца по одному из пп.1-9, установленных под равным углом по отношению друг к другу, при этом каждый резец установлен в посадочном углублении корпуса с возможностью регулировки с помощью клина в аксиальном направлении и фиксирования во фрезерной головке с помощью фиксирующих зажимных элементов.
| DE 4003862 A1, 07.02.1991 | |||
| Форма выполнения торцевой фрезы по п. 1 авторского свидетельства № 59753 | 1939 |
|
SU59957A2 |
| Способ обработки тел вращения | 1984 |
|
SU1201173A1 |
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |
| Торцовая фреза | 1990 |
|
SU1756036A1 |

