Изобретение относится к области приборостроения и может применятся при изготовлении объемных элементов в кремнии для устройств микросистемной техники - акселерометров, гироскопов и т.д.
В патенте RU 2284613 «Полупроводниковый преобразователь давления и способ его изготовления», опубликован в 2006 г., предложен способ изготовления полупроводникового преобразователя давления из монокристаллической кремниевой подложки КЭФ, предусматривающий получение мембраны из кремния путем легирования бором до концентрации 5⋅1019 см-3. Далее проводят одностороннее анизотропное стоп-травление кремния в 25-50% водном растворе этилендиамина при температуре не менее 90°С. Недостатком данного способа формирования мембраны является достаточно большая степень легирования кремния фосфором, что приводит к увеличению деформационных напряжений в кристаллической решетке формируемой кремниевой мембране и последующему выходу из строя мембраны даже при небольших нагрузках.
В патенте RU 2648287 «Способ изготовления упругих элементов микромеханических датчиков», опубликован в 2018 г., предложен способ формирования мембраны и упругого элемента на ее основе. Мембрана формируется методом двойного химического жидкостного травления монокристаллической кремниевой подложки с ориентацией (100), сначала мембрана травится анизотропно до определенной глубины через один рисунок маски, а затем на мембране формируется новая маска и далее формируется новый рисунок травлением насквозь в изотропном травителе. Недостатком способа является использование анизотропного травления для формирования мембраны в связи с погрешностью получаемой толщины мембраны до 3 мкм, что недопустимо для изготовления чувствительных элементов и приборов на их основе. Для того, чтобы процент выхода годных чувствительных элементов на пластине был бы высоким (до 90%), потребуется применение дорогих пластин с высокой равномерностью по толщине (TTV<1 мкм), что является очень затратным. Толщина получаемых мембран также зависит от этого параметра. Также, очень высокая скорость травления (до 3 мкм/мин) крайне плохо контролируется в изотропном травителе, что может не обеспечить точность получения требуемых размеров упругих элементов.
В качестве ближайшего аналога заявленного технического решения является патент «Способ изготовления кантилевера сканирующего зондового микроскопа» RU 2335033, опубликованный в 2008 г., Предложен технологический процесс изготовления кантилевера методами объемной микрообработки на монокристаллической кремниевой подложке КДБ ориентацией (100), предусматривающий формирование мембраны методом электрохимического стоп-травления толщиной 4 мкм. С помощью легирования фосфора и последующей диффузии сформировали р-n переход, где поверхностная концентрация фосфора составила 1015-1016 см-3. Травление прекращается автоматически при достижении n-слоя. Недостатками данного способа изготовления являются концентраторы напряжений, возникающие в месте перехода формируемой мембраны в толщину пластины, а также проведение сквозного травления в анизотропном травителе, имеющем неравномерность травления до 3 мкм.
В свою очередь в заявленном изобретении для преодоления технических проблем описанных выше способов изготовления микроэлектромеханических систем, уменьшения напряжений формируемой кремниевой мембраны и минимизации внутренних напряжений в структуре материала при функционировании устройства, что в итоге позволит повысить процент выхода годных изделий, предлагается перед формированием электропроводящего слоя проводить обработку кремния в водном растворе содержащим окислительный компонент для кремния и травящий компонент оксида кремния для улучшения электрического контакта между металлом и кремнием; после формирования кремниевой мембраны применять операции окисления и травления окисла кремниевой мембраны в несколько этапов для уменьшения напряжений формируемой кремниевой мембраны; и формировать объемную структуру сквозным плазмохимическим травлением для минимизации внутренних напряжений в структуре материала при функционировании устройства. Предлагаемый способ позволяет получать объемные элементы с высокой точностью комбинацией электрохимического стоп-травления и окисления.
Предложен способ формирования объемного элемента для устройств микросистемной техники, в котором на кремниевой подложке КДБ с ориентацией (100) последовательно формируют р-n переход, защитную маску с лицевой стороны и с обратной стороны, электропроводящий слой, проводят электрохимическое травление подложки до р-n перехода с образованием кремниевой мембраны. Маску для анизотропного травления, например, из оксида и нитрида кремния, формируют с лицевой стороны и с обратной стороны из двух слоев в едином процессе. Перед формированием электропроводящего слоя предлагается выполнить обработку кремния в водном растворе, содержащем окислительный компонент для кремния и травящий компонент оксида кремния и представляющем собой раствор на основе хромового ангидрида, фторида аммония и ацетата кадмия. Электропроводящий слой возможно выполнить из алюминия. При формировании электропроводящего слоя на обратной стороне пластины, места расположения объемных структур закрыты маской и не контактируют со сформированным электропроводящим слоем. Электрохимическое травление выполняют в водном растворе едкого калия, причем применяется схема подключения с тремя электродами: анодом, катодом и электродом сравнения. После электрохимического травления и формирования кремниевой мембраны выполняют не менее двух циклов окисления с последующим травлением окисла кремниевой мембраны, например, водным раствором плавиковой кислоты и фторида аммония. На завершающей стадии формируют контур объемной структуры сквозным односторонним плазмохимическим травлением через ранее сформированную маску по обратной стороне пластины. Конечная толщина кремниевой мембраны достигается последовательным окислением и травлением окисла кремния. Возможно перед формированием электропроводящего слоя провести дополнительное глубинное жидкостное анизотропное травление в водном растворе едкого калия. В этом случае возможно перед операцией глубинного жидкостного анизотропного травления сформировать сплошной защитный слой химически стойкого лака на обратной стороне подложки для защиты от травления кремния.
Предложена производственная линия для формирования объемного элемента для устройств микросистемной техники (в качестве аналога можно рассмотреть, например, производственную линию, используемую при производстве кантилеверов на предприятии Nanosensors (Швейцария) (www.nanosensors.com) и на предприятии АО «Ангстрем» (Россия) (www.angstrem.ru), содержащая последовательно задействуемое оборудование: зону обеспыливания для обеспечения необходимого качества воздуха и выполнения операций комплектования, маркирования и операций контроля; установку химической обработки пластин для выполнения химической обработки и подготовки пластин кремния; установки для анизотропного травления кремния и химического травления алюминия; установку для снятия фоторезиста; установку отмывки и сушки пластин; микроскоп для оптического контроля; центрифугу для нанесения фоторезиста; установку спреевого нанесения фоторезиста; установку инфракрасной термообработки фоторезиста; установку отмывки фотошаблонов; установку фотолитографического двустороннего экспонирования для формирования топологии для пластин с двухсторонней полировкой; сушильный шкаф для задубливания фоторезиста; установку плазмохимической обработки для зачистки фоторезиста; установку плазмохимического травления нитрида кремния; установку плазмохимического травления кремния с индуктивно-связанной плазмой для сквозного травления элементов изделия; оптический профилометр для контроля глубины травления; электропечь диффузионную однозонную для термического окисления и разгонки ранее обработанных ионной имплантацией пластин кремния, а также вжигания алюминия; эллипсометрический комплекс для контроля толщины нанесенных тонких диэлектрических пленок; установку ионного легирования для ионного легирования пластин кремния фосфором; установку осаждения для осаждения нитрида кремния; установку вакуумного магнетронного напыления для формирования пленок алюминия на поверхности пластин; установку для электрохимического анизотропного самоостанавливающегося травления кремния; растровый электронный микроскоп для контроля толщины мембраны разрушающим методом; климатическую камеру шокового температурного воздействия для термоциклической обработки пластин; миллиомметр для контроля электрического сопротивления контакта алюминия и кремния.
Для осуществления, предложенного выше способа формирования объемного элемента предлагается, в установке для электрохимического анизотропного самоостанавливающегося травления кремния разместить оснастку для герметизации обратной стороны пластины кремния и подачи электрического сигнала на легированную область кремния при самоостанавливающемся жидкостном химическом травлении. Оснастка может быть выполнена из фторопластового основания с проточкой диаметром на 2 мм больше диаметра пластины кремния, высотой не менее 10 толщин пластины кремния и резьбой на внутренней поверхности, штуцером подачи воздуха для создания повышенного давления в герметичной области и электродом для ввода электрического сигнала в герметичную область; пластины кремния того же размера, что и пластина с объемными элементами, со сформированными сквозными металлизированными отверстиями и металлизацией с двух сторон, соединенной гибким проводом с электродом для ввода электрического сигнала в герметичную область; кольца из фторопласта внешним диаметром соответствующим резьбе в основании, с резьбой на внешней поверхности, внутренним диаметром не менее, чем на 10% меньшим, чем наружный и высотой не менее 8 толщин пластины кремния.
Формирование объемных элементов в кремнии для устройств микросистемной техники в соответствии с предложенным способом осуществляется следующим образом.
Обычно для снятия концентраторов напряжений на пересечении плоскостей травления монокристаллического кремния проводится с помощью изотропного травителя (см., например, RU 2648287). Травление проводится изотропным травителем на основе азотной и плавиковой кислоты. Реакция травления экзотермическая, из-за зависимости скорости реакции от температуры необходимо поддерживание стабильной температуры на всей площади травимой пластины. В случае группового метода травления тонких упругих перемычек, процесс изотропного травления приводит к большому количеству брака на пластинах из-за их растрава и не соответствия размера мембраны требуемой точности ±0,5 мкм. Для повышения процента выхода годных был применен процесс термического окисления кремния при температуре Токисления=1050°С. Для эффективного уменьшения концентраторов напряжений была выбрана толщина окисленной пленки 0,6 мкм. Однако, при охлаждении из-за большой разницы температурных коэффициентов линейного расширения кремния и оксида кремния в биморфной структуре появлялись большие деформации, приводящие к разрушению тонких упругих перемычек.
Деформации биморфной структуры определяются следующей формулой: R=Es⋅hs2/6⋅σ⋅(1-μs)⋅hf, где Es/(1-μs) и hs - биаксиальный модуль упругости в Н/м2 и толщина кремниевой мембраны, м, R - радиус кривизны биморфной структуры, м, hf - толщина пленки, м, σ - напряжения в пленке, Па [Stoney G.G. The tension of metallic films deposited by electrolysis // Proc. R. Soc. Lond. Ser. A. -1909 - V.82. №.553. - P. 412-423]. Таким образом, исходя из формулы с ростом толщины окисной пленки радиус кривизны кремниевой перемычки уменьшается и, следовательно, растут деформации в структуре. По этой причине для уменьшения количества брака был разработан процесс последовательного окисления кремния и травления окисла в два и более этапов, с формированием окисной пленки в каждом этапе не более 0,3 мкм.
Способ формирования объемных элементов в кремнии для устройств микросистемной техники поясняется при помощи следующего неисключительного примера.
При проведении электрохимического процесса травления кремния на обратной стороне пластины необходимо сформировать омический контакт с кремнием без операции «вжигания» металла, высокая температура процесса которого приводит к возникновению больших механических напряжений в системе металл - кремниевая мембрана и увеличивает брак маятниковых структур. В качестве металла для кремния был выбран алюминий, работа выхода электронов которого ниже, чем у кремния. Данное условие позволяет (согласно модели Шоттки - Мотта) сформировать в идеальном контакте с кремнием область пространственного заряда с повышенной концентрацией основных носителей и получить омический контакт без операции «вжигания». Однако, в реальных контактах высота барьера перехода электронов металла в полупроводник часто не зависит от работы выхода электронов из металла и полупроводника. Причиной этого согласно, модели Бардина являются поверхностные электронные состояния полупроводника примесного, дефектного и адсорбционного происхождения. Они экранируют внутренний объем проводника от металла и уменьшают изгиб зон на границе контакта. Согласно модели DIGS для контактов металл - диэлектрик - полупроводник формирование на границе раздела между металлом и полупроводником промежуточного слоя диэлектрика позволяет уменьшить плотность поверхностных электронных состояний на поверхности полупроводника, сформировать область пространственного заряда с повышенной концентрацией основных носителей в полупроводнике и сформировать омический контакт.[В.Г. Божков, Контакты металл-полупроводник: физика и модели, Томск, 2016, с. 15, 63].
Учитывая склонность поверхности кремния к окислению после проведения технологических операций (термообработки, химической обработки пластин) перед магнетронным напылением алюминия на границе кремния присутствует тонкий слой окисла толщиной несколько нанометров. Качество данного окисла не позволило обеспечить однородность потенциала на всей площади пластины, сформировать омический контакт и провести электрохимическое травление кремния. Для увеличения качества окисла на поверхности кремния в технологический процесс перед напылением алюминия была введена дополнительная химическая обработка кремниевых пластин в водном растворе на основе хромового ангидрида Cr2O3, фторида аммония NH4F, ацетата кадмия и воды, (раствор Cr2O3 (80 г/мл), NH4F (12 г/мл), Cd(CH3COO)2 (40 г/мл), H2O (1000 мл), позволившая стабилизировать поверхностные состояния в кремнии, сформировать низкое омическое сопротивление между металлом и полупроводником без операции «вжигания», провести процесс электрохимического травления и создать на пластинах кремния диаметром 100 мм мембраны толщиной до 10 мкм с погрешностью 0,3 мкм.
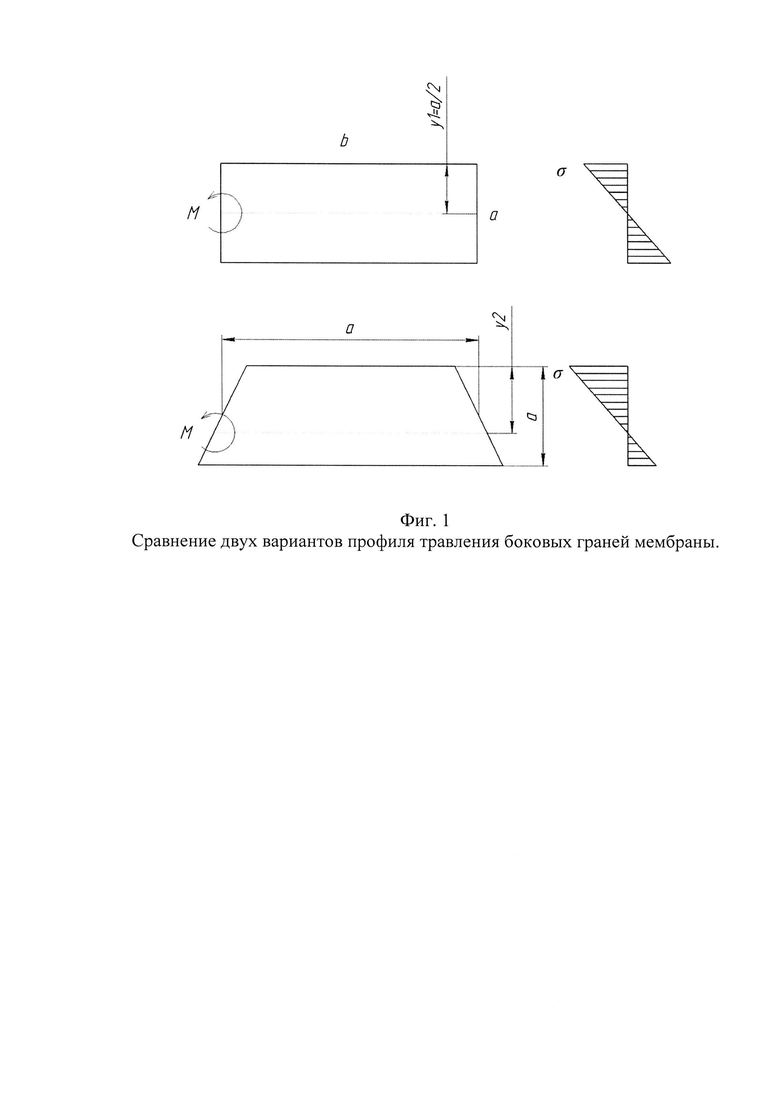
При изготовлении кремниевой мембраны методом жидкостного анизотропного химического травления контуры получаемого объемного элемента могут иметь либо наклонные (с углом 54,7° относительно основания) либо прямоугольные стенки в зависимости от расположения линий травления относительно базового среза пластины (0° или 45° соответственно). Такой профиль травления связан с использованием кремния с ориентацией (100) в качестве основного конструктивного материала. При этом, места закрепления мембраны к подвижному и фиксированному элементу недопустимо выполнять с прямоугольной стенкой, так как в этом случае образуется концентратор напряжения в прямом угле в месте стыковки, в случае травления под углом 54,7° в месте стыковки образуется тупой угол, который вызывает много меньшие напряжения в структуре кремния. Так как боковые стенки мембраны ортогональны линиям закрепления мембраны, то в данном случае травление боковых стенок также будет проходить с образованием фаски с углом 54,7°, так как травление ортогональных плоскостей в кремнии имеет однотипный характер. В предложенном варианте формирование контура объемной структуры мембраны проводится сквозным плазмохимическим травлением через ранее сформированную маску по обратной стороне пластины. Данное решение позволяет достичь прямоугольного профиля травления боковых стенок, при этом в месте закрепления мембраны угол травления кремния останется равным 54,7°.
Сравним два варианта профиля травления боковых граней мембраны, при которых в первом случае в сечении получается трапеция, а во втором -прямоугольник. При воздействии на мембрану изгибного усилия в прямоугольном сечении получается симметричная относительно нейтральной оси изгиба эпюра напряжений с максимальным значением σ1=(M/I)y1 (фиг. 1). В случае трапециевидной формы сечения балки при изгибе нейтральная ось изгиба сдвигается к большей стороне трапеции и эпюра напряжений становится не симметричной, при этом осевой момент инерции I и момент силы М сохраняются, тем самым максимальное напряжение σ2=(М/I)у2 логично возрастает (так как расстояние у от нейтральной оси изгиба до напряженной точки увеличивается) и становится больше, чем в варианте с прямоугольным профилем сечения (фиг. 1). Таким образом, вариант с прямоугольным сечением стенок мембраны является более предпочтительным. Применяемый в технологическом процессе способ плазмохимического травления тем самым способствует минимизации внутренних напряжений в структуре материала при функционировании устройства.
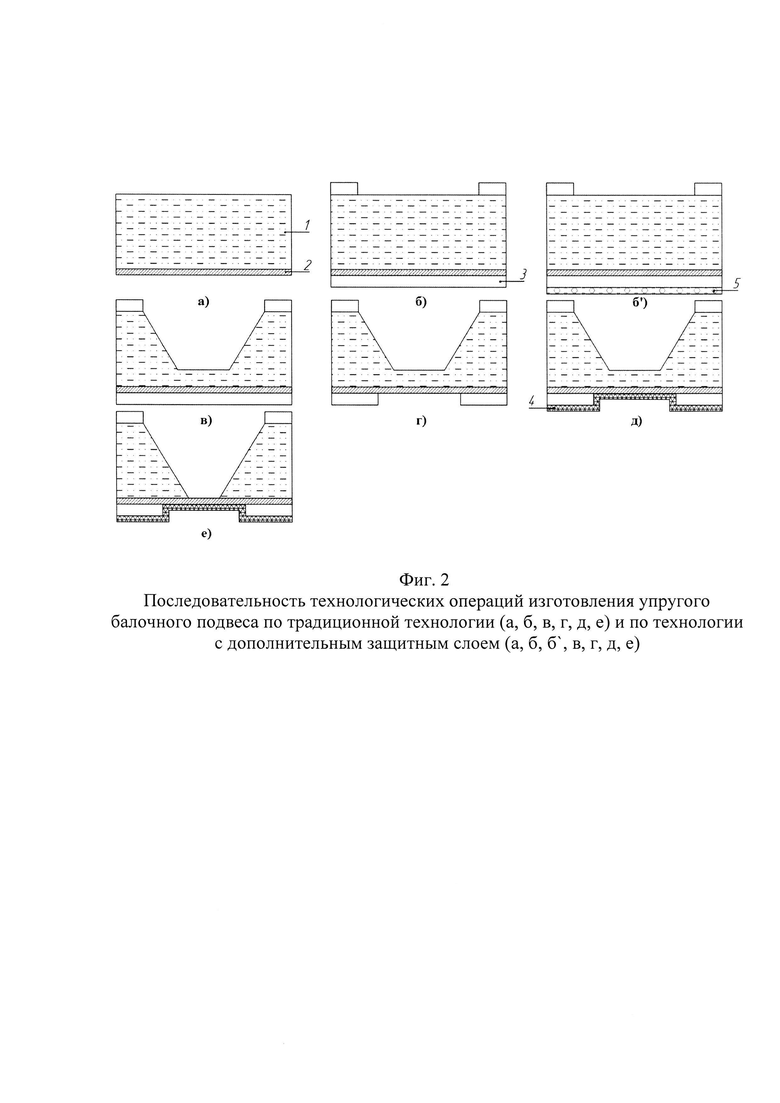
Для изготовления используются кремниевые заготовки (фиг. 2а, поз. 1), легированные акцепторной примесью двусторонней полировки, толщиной 385 мкм. На первом этапе методом ионной имплантации и отжига имплантируемой донорной примеси формируется несимметричный р-n переход (фиг. 2а, поз. 2) на глубине, равной толщине будущего упругого балочного чувствительного элемента. Далее (фиг. 2б) формируется двуслойная маска SiO2/Si3N4 (фиг. 2б, поз. 3) с лицевой стороны заготовки. Использование двуслойной маски позволило решить проблему растрава SiO2, так как верхняя маска из Si3N4 более селективна к травлению. После проводится глубинное анизотропное жидкостное химическое травление кремния (фиг. 2в) под маской SiO2/Si3N4 в 33% горячем растворе КОН на глубину 250 мкм в оснастке, защищающей обратную сторону от травления. Для формирования микроструктур процесс жидкостного химического травления является классическим, но при травлении глубиной около 330 мкм погрешность толщины формируемой мембраны по пластине диаметром 100 мм составляет около 3 мкм. Использование электрохимического стоп-травления позволяет снизить погрешность толщины до ±0,5 мкм по всей пластине. Поэтому оставшаяся толщина кремниевой мембраны дотравливается методом электрохимического стоп-травления в таком же растворе с подачей к легированной части пластины электрического потенциала.
Для обеспечения контакта к р-n переходу на обратной стороне пластины формируется маска (фиг. 2г), соответствующая рисунку сквозного травления кремния для формирования упругого подвеса из сформированной мембраны: методом магнетронного напыления, наносится слой металла (фиг. 2д, поз. 4). Далее проводится процесс жидкостного электрохимического стоп-травления (фиг. 2е). Пластину с подключенным к металлическому слою (фиг. 2д, поз. 4) (р-n переходу фиг. 2а, поз. 2) электродом опускают в 33% раствор КОН и подают потенциал. По увеличению регистрируемых значений силы тока судят о завершении процесса травления, который останавливается при достижении легированной области из-за пассивации кремния. Далее металл (фиг. 2д, поз. 4) стравливают и плазмохимическим травлением проводят сквозное вскрытие кремния по маске (фиг. 2г), сформированной с обратной стороны, в результате оказываются сформированы упругие перемычки. Также возможно введение операции нанесения химически стойкого лака (фиг. 2б', поз. 5) на обратную сторону подложки (фиг. 2б'). Поверхность пластины с имидизированным химически стойким лаком становится гидрофобной, что приводит к отталкиванию раствора КОН от поверхности и препятствованию возникновения дефектов. Также возможно объединение глубинного анизотропного жидкостного химического травления кремния (фиг. 2в) с электрохимическим стоп-травлением (фиг. 2е).
Производственная линия для формирования объемного элемента для устройств микросистемной техники, содержит зону обеспыливания для обеспечения необходимого качества воздуха и выполнения операций комплектования, маркирования и операций контроля; установки химической обработки пластин для выполнения химической обработки и подготовки поверхности кремния, установки для анизотропного травления кремния и химического травления алюминия, установку для снятия фоторезиста; установку отмывки и сушки для обработки пластин; микроскоп для оптического контроля; центрифугу для нанесения фоторезиста, установку спреевого нанесения фоторезиста, установку инфракрасной термообработки фоторезиста, установку отмывки фотошаблонов и установку фотолитографического двустороннего экспонирования для формирования топологии пластин с двусторонней полировкой, а также сушильный шкаф для задубливания фоторезиста; установку плазмохимической обработки для зачистки фоторезиста, установку плазмохимического травления нитрида кремния; установку плазмохимического травления кремния с индуктивно-связанной плазмой для сквозного травления элементов изделия; оптический профилометр для контроля глубины травления; электропечь диффузионную однозонную для термического окисления и разгонки ранее обработанных ионной имплантацией пластин кремния, а также вжигания алюминия; эллипсометрический комплекс для контроля толщины нанесенных тонких диэлектрических пленок; установку ионного легирования для ионного легирования пластин кремния фосфором; установку осаждения для формирования слоя нитрида кремния; установку вакуумного магнетронного напыления для формирования пленок алюминия на поверхности пластин; установку для электрохимического анизотропного самоостанавливающегося травления кремния; растровый электронный микроскоп для контроля толщины мембраны разрушающим методом; камеру шокового температурного воздействия для термоциклической обработки пластин; миллиомметр для контроля сопротивления контакта алюминия и кремния.
Предлагается дополнить производственную линию оснасткой, предназначенной для герметизации обратной стороны пластины кремния и подачи электрического сигнала на легированную область кремния при самоостанавливающемся жидкостном химическом травлении. Оснастка состоит из фторопласта и представляет собой цилиндрическое основание с проточкой диаметром на 2 мм больше диаметра пластины кремния, на дне основания закреплено фторопластовое кольцо для поддержания кремниевой пластины, в основание также вставлен штуцер, через который подается газ для создания повышенного давления в герметичной полости оснастки, и электрод для подачи электрического потенциала на металлизированную пластину, примыкающую одной из сторон к кремниевой пластине с объемными элементами. Металлизированная пластина представляет собой подложку диаметром, равным диаметру пластины с объемными элементами и содержащую проводящий электричество слой металла с двух сторон и сквозные переходные отверстия, электрически соединяющие верхнюю и нижнюю металлизацию данной пластины. Металлизированная пластина присоединена к электроду основания через провод пайкой. Металлизированная пластина со сквозными металлизированными переходными отверстиями предназначена для равномерного распределения подаваемого электрического потенциала на обратную сторону рабочей пластины путем плотного прижатия пластин между собой фиксирующим кольцом, вкручивающимся по резьбе в основание.
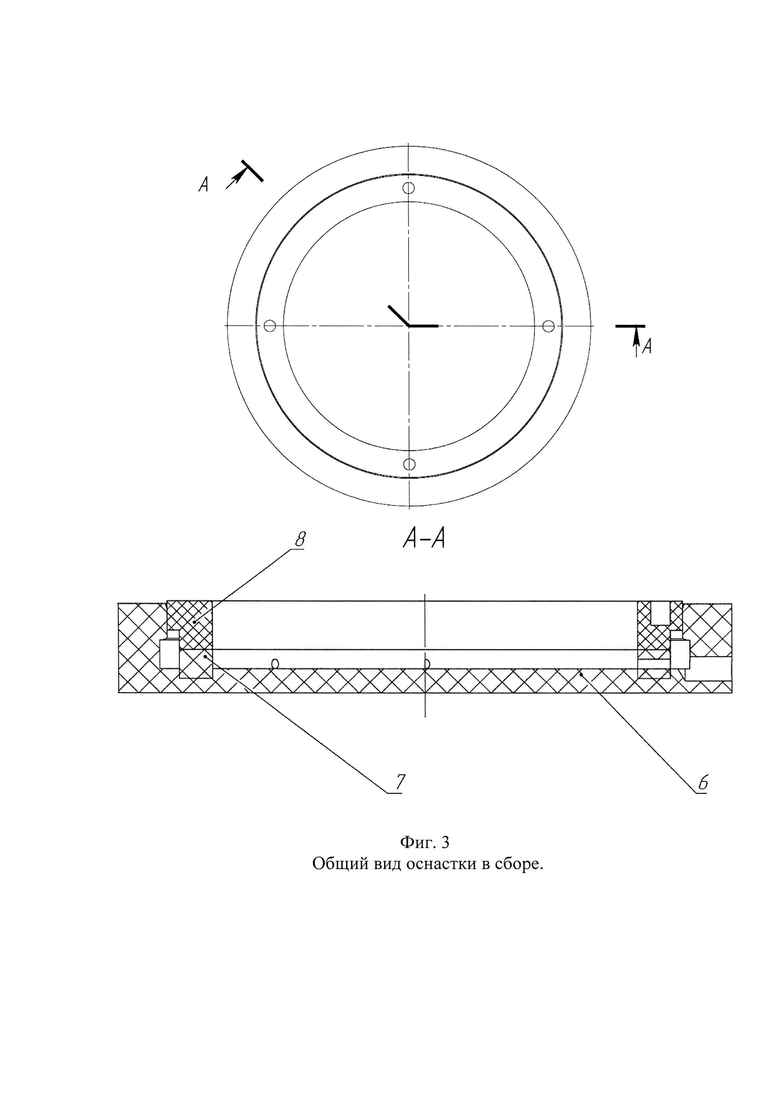
Общий вид оснастки в сборе представлен на фиг. 3. Структурная схема в общем виде представлена на фиг. 4. Материалом оснастки служит фторопласт-4 (политетрафторэтилен), так как он обладаем широким диапазоном температур применения - от минус 70°С до +270°С, а также является гидрофобным диэлектриком, устойчивым к химически агрессивным средам, что необходимо при многоразовом использовании его в процессе самоостанавливающегося травления кремния. Фторопласт практически не меняет своих эксплуатационных свойств при высокотемпературном воздействии, что позволяет успешно применять его в высокотемпературных агрессивных средах в качестве оснастки. Из фторопласта изготовлены основание в виде окружности диаметром 125 мм и толщиной 18,4 мм (фиг. 3, 4, поз. 6), кольцо (фиг. 3, 4, поз. 7) диаметром 100 мм вкладывающееся в паз, выточенный в основании и крышка диаметром 100 мм и высотой 10 мм (фиг. 3, 4, поз. 8), вкручивающаяся в основание. В оснастке есть составные части из других материалов: штуцер из нержавеющей стали, вставленный в отверстие в основании (фиг. 4, поз. 9) для подачи газовой смеси, штырь из нержавеющей стали вставленный в отверстие (фиг. 4, поз. 10) в основании для подключения электрического потенциала, подложка из кремния с переходными сквозными металлизированными отверстиями, покрытая проводящим электрический ток металлом, устойчивым к травлению в растворе щелочи.
На дне основания (фиг. 3, 4, поз. 6), где располагается кольцо (фиг. 3, 4, поз. 7) обеспечивается свободный объем, в который происходит подача газа через вставленный в основание (фиг. 3, 4, поз. 6) штуцер. Подача газовой смеси необходима для обеспечения повышенного давления внутри оснастки с целью исключить протекание раствора щелочи внутрь оснастки, что может привести к короткому замыканию проводников в процессе электрохимического травления, а также растраву металлического слоя на обратной стороне рабочей пластины и прерыванию подачи электрического потенциала на р-n переход. При этом пластин продолжит травится как с лицевой, так и с обратной стороны, образуются сквозные отверстия, и мембрана не сформируется, что недопустимо.
Через кольцо (фиг. 3, 4, поз. 7) проходит провод, припаянный к штырю, вставленному в основание (фиг. 3, 4, поз. 6) через отверстие (фиг. 4, поз. 10). Штырь подключен к источнику электрического потенциала. Провод от штыря в объеме основания (фиг. 3, 4, поз. 6) оснастки подключен к металлизированной подложке с переходными сквозными металлизированными отверстиями. Подложка с металлизированными переходными отверстиями необходима для равномерного распределения электрического потенциала по площади обратной стороны рабочей пластины для формирования мембраны более равномерной толщины. Передача электрического потенциала от металлизированной подложки с переходными отверстиями осуществляется плотным прижатием к ней рабочей пластины стороной с проводящим слоем и р-n переходом, прижатие осуществляется крышкой оснастки (фиг. 3, 4, поз. 8).
| название | год | авторы | номер документа |
|---|---|---|---|
| Двунаправленный тепловой микромеханический актюатор и способ его изготовления | 2015 |
|
RU2621612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНТИЛЕВЕРА СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2007 |
|
RU2335033C1 |
| Способ формирования плат микроструктурных устройств со сквозными металлизированными отверстиями на монокристаллических кремниевых подложках | 2018 |
|
RU2676240C1 |
| Способ изготовления сквозных металлизированных микроотверстий в кремниевой подложке | 2016 |
|
RU2629926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ЭЛЕМЕНТА ПАМЯТИ С ПОДВИЖНЫМИ ЭЛЕКТРОДАМИ | 2015 |
|
RU2584267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2024 |
|
RU2830562C1 |
| Полевой эмиссионный элемент и способ его изготовления | 2017 |
|
RU2656150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСТАТИЧЕСКОГО СИЛОВОГО МЭМС КЛЮЧА | 2013 |
|
RU2527942C1 |
| Способ изготовления чувствительных элементов газовых датчиков | 2017 |
|
RU2650793C1 |
| Способ изготовления чувствительного элемента акселерометра | 2017 |
|
RU2656109C1 |

Способ формирования объемного элемента для устройств микросистемной техники предусматривает формирование маски для анизотропного травления с лицевой стороны и с обратной стороны из двух слоев; обработку кремния в водном растворе, содержащем окислительный компонент для кремния и травящий компонент оксида кремния перед формированием электропроводящего слоя; не менее двух циклов окисления с последующим травлением окисла кремниевой мембраны после электрохимического травления и формирования кремниевой мембраны; формирование контура объемной структуры сквозным односторонним плазмохимическим травлением через ранее сформированную маску по обратной стороне пластины. Производственная линия для формирования объемного элемента для устройств микросистемной техники включает установку для электрохимического анизотропного самоостанавливающегося травления кремния, в которой расположена оснастка для герметизации обратной стороны пластины кремния и подачи электрического сигнала на легированную область кремния при самоостанавливающемся жидкостном химическом травлении. 2 н. и 11 з.п. ф-лы, 4 ил.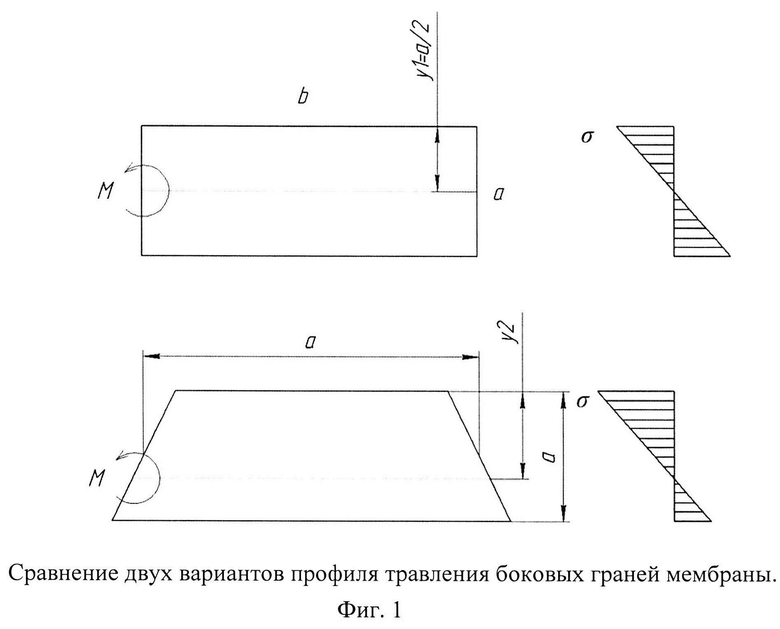
1. Способ формирования объемного элемента для устройств микросистемной техники, заключающийся в том, что на кремниевой подложке, легированной акцепторной примесью, с ориентацией последовательно формируют р-n-переход, защитную маску с лицевой стороны и с обратной стороны, электропроводящий слой и проводят электрохимическое травление подложки до р-n-перехода с образованием кремниевой мембраны, отличающийся тем, что маску для анизотропного травления формируют с лицевой стороны и с обратной стороны из двух слоев, перед формированием электропроводящего слоя выполняют обработку кремния в водном растворе, содержащем окислительный компонент для кремния и травящий компонент оксида кремния, после электрохимического травления и формирования кремниевой мембраны выполняют не менее двух циклов окисления с последующим травлением окисла кремниевой мембраны, после чего формируют контур объемной структуры сквозным односторонним плазмохимическим травлением через ранее сформированную маску по обратной стороне пластины.
2. Способ по п. 1, отличающийся тем, что маска для анизотропного травления состоит из оксида и нитрида кремния.
3. Способ по п. 1, отличающийся тем, что формирование рисунка маски с лицевой стороны и с обратной стороны подложки выполняют в едином процессе.
4. Способ по п. 1, отличающийся тем, что водный раствор, содержащий окислительный компонент для кремния и травящий компонент оксида кремния, представляет собой раствор на основе хромового ангидрида, фторида аммония, ацетата кадмия.
5. Способ по п. 1, отличающийся тем, что электропроводящим слоем является алюминий.
6. Способ по п. 1, отличающийся тем, что при формировании электропроводящего слоя на обратной стороне пластины места расположения объемных структур закрыты маской и не контактируют со сформированным электропроводящим слоем.
7. Способ по п. 1, отличающийся тем, что электрохимическое травление выполняют в водном растворе едкого калия, причем применяется схема подключения с тремя электродами: анодом, катодом и электродом сравнения.
8. Способ по п. 1, отличающийся тем, что конечная толщина кремниевой мембраны достигается последовательным окислением и травлением окисла кремния.
9. Способ по п. 1, отличающийся тем, что травление окисла кремниевой мембраны выполняют водным раствором плавиковой кислоты и фторида аммония.
10. Способ по п. 1, отличающийся тем, что перед формированием электропроводящего слоя проводят дополнительное глубинное жидкостное анизотропное травление в водном растворе едкого калия.
11. Способ по п. 10, отличающийся тем, что перед операцией глубинного жидкостного анизотропного травления формируют сплошной защитный слой химически стойкого лака на обратной стороне подложки.
12. Производственная линия для формирования объемного элемента для устройств микросистемной техники, содержащая последовательно задействуемые зону обеспыливания для обеспечения необходимого качества воздуха и выполнения операций комплектования, маркирования и операций контроля; установку химической обработки пластин для выполнения химической обработки и подготовки пластин кремния; установки для анизотропного травления кремния и химического травления алюминия; установку для снятия фоторезиста; установку отмывки и сушки пластин; микроскоп для оптического контроля; центрифугу для нанесения фоторезиста; установку спреевого нанесения фоторезиста; установку инфракрасной термообработки фоторезиста; установку отмывки фотошаблонов; установку фотолитографического двустороннего экспонирования для формирования топологии для пластин с двухсторонней полировкой; сушильный шкаф для задубливания фоторезиста; установку плазмохимической обработки для зачистки фоторезиста; установку плазмохимического травления нитрида кремния; установку плазмохимического травления кремния с индуктивно-связанной плазмой для сквозного травления элементов изделия; оптический профилометр для контроля глубины травления; электропечь диффузионную однозонную для термического окисления и разгонки ранее обработанных ионной имплантацией пластин кремния, а также вжигания алюминия; эллипсометрический комплекс для контроля толщины нанесенных тонких диэлектрических пленок; установку ионного легирования для ионного легирования пластин кремния фосфором; установку осаждения для осаждения нитрида кремния; установку вакуумного магнетронного напыления для формирования пленок алюминия на поверхности пластин; установку для электрохимического анизотропного самоостанавливающегося травления кремния; растровый электронный микроскоп для контроля толщины мембраны разрушающим методом; климатическую камеру шокового температурного воздействия для термоциклической обработки пластин; миллиомметр для контроля электрического сопротивления контакта алюминия и кремния, отличающаяся тем, что в установке для электрохимического анизотропного самоостанавливающегося травления кремния расположена оснастка для герметизации обратной стороны пластины кремния и подачи электрического сигнала на легированную область кремния при самоостанавливающемся жидкостном химическом травлении.
13. Производственная линия по п. 12, отличающаяся тем, что оснастка состоит из фторопластового основания с проточкой диаметром на 2 мм больше диаметра пластины кремния, высотой не менее 10 толщин пластины кремния и резьбой на внутренней поверхности, штуцером подачи воздуха для создания повышенного давления в герметичной области и электродом для ввода электрического сигнала в герметичную область; пластины кремния того же размера, что и пластина с объемными элементами, со сформированными сквозными металлизированными отверстиями и металлизацией с двух сторон, соединенной гибким проводом с электродом для ввода электрического сигнала в герметичную область; кольца из фторопласта внешним диаметром, соответствующим резьбе в основании, с резьбой на внешней поверхности, внутренним диаметром не менее чем на 10% меньшим, чем наружный, и высотой не менее 8 толщин пластины кремния.
| Способ формирования областей кремния в объеме кремниевой пластины | 2017 |
|
RU2672033C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННЫХ ОБЛАСТЕЙ КРЕМНИЯ В ОБЪЕМЕ КРЕМНИЕВОЙ ПЛАСТИНЫ | 2009 |
|
RU2403647C1 |
| KR 20190088423 A, 26.07.2019 | |||
| TW 201803068 A, 16.01.2018. | |||

