Группа изобретений относится к лазерной и вычислительной технике, и может быть использована для усовершенствования лазера и обеспечения его безопасной эксплуатации для получения генерации лазерного излучения с высоким ресурсом работы.
Задачей, на решение которой направлено изобретение, является создание автоматизированной системы параллельного и непрерывного контроля и управления одновременно несколькими технологическими процессами и исполнительными функциональными узлами двух контурного газового лазера в режиме реального времени.
Из существующего уровня техники известен двухконтурный газовый лазер на парах рубидия [В.Ю. Власов. Г.Н. Качалин и др. «Лазер на парах рубидия с поперечной накачкой лазерными диодами и протоком активной среды». Сборник трудов симпозиума «Лазеры на парах металлов» (ЛПМ-2014) Лоо, (2014).], который содержит лазерную камеру внутри которой размещена полая кювета с окнами, прозрачными к оптическому излучению и снабженными затвором с датчиком положения и устройством охлаждения, управляемым блоком, два замкнутых герметичных контура циркуляции активной среды - основной и обдува, каждый из которых включает нагнетатель с блоком управления и участки нагрева с нагревателем и датчиком температуры, подключенным к блоку управления нагревом в виде автомат ческой системы термостабилизации, и один из контуров снабжен датчиком давления. Также, вне лазерной камеры размещены источники накачки излучения с блоком управления, систему фокусировки и доставки излучения в полость кюветы, которая содержит расположенные на одной оптической оси с окнами кюветы оптические средства, исполнительные механизмы с датчиками положения и котировочный лазер. Источники накачки излучения выполнены в виде линеек лазерных диодов, снабженных волоконным выводом.
Наиболее близким аналогом является лазер на парах щелочных металлов с диодной накачкой [патент: RU №2503105, публик. 27.12.2013. авторы: Андреев И.В., Богачев А.В., Гаранин С.Г. и др.], эксплуатация которого осуществлена в соответствии со способом.
Двухконтурный газовый лазер содержит лазерную камеру, внутри которой размещена полая кювет с окнами, прозрачными к оптическому излучению и снабженными затвором с датчиком положения и устройством охлаждения, управляемым блоком, два замкнутых герметичных контура циркуляции активной среды - основной и обдува, каждый из которых включает нагнетатель с блоком управления и участки нагрева с нагревателем и датчиком температуры, подключенным к блоку управления нагревом в виде автоматической системы термостабилизации, и один из контуров снабжен датчиком давления. Также, вне лазерной камеры размещены два источника излучения накачки с блоком управления, система фокусировки и доставки излучения в полость кюветы, которая содержит расположенные на одной оптической оси с окнами кюветы оптические средства, исполнительные механизмы с датчиками положения и юстировочный лазер. Источники накачки излучения выполнены в виде линеек лазерных диодов. Способ эксплуатации двухконтурного газового лазера заключается в поэлементном включении/отключении его составных узлов в ручном режиме для осуществления подготовки оптического тракта с дальнейшей юстировкой, по завершению которой организации потока активной среды в контурах с заданным объемом прокачки и температурой при непрерывном контроле давления, после чего нагревания активной среды до заданной температуры и генерации лазерного излучения путем включения источников накачки излучения и увеличения объема прокачки активной среды, также при организации потока активной среды и генерации осуществляют охлаждение торцевых окон кюветы лазерной камеры.
В представленных способах и устройствах управление режимами и их контроль работы при эксплуатации лазера происходит в ручном режиме, что усложняет процедуру самой эксплуатации, и снижает надежность и безопасность проведения работ. При возникновении различных нештатных ситуаций, требует достаточно длительное время на восстановление с затрагиванием работоспособных функциональных частей лазера. Также отсутствует возможность подключения к лазеру дополнительных узлов, что сужает область его применения.
Технический результат устройства заключается в повышении надежности и безопасности проведения работ за счет автоматизации работы составных частей в каждом режиме, а также появления возможности отслеживания нештатных ситуаций в реальном масштабе времени. Кроме этого, одновременно с этим расширяется область применения двухконтурного газового лазера за счет возможности подключения дополнительных узлов.
Технический результат способа заключается в обеспечении оптимизации и упрощении процедуры эксплуатации двухконтурного газового лазера.
Указанный технический результат достигается тем, что в двухконтурном газовом лазере, содержащем лазерную камеру, внутри которой размешены полая кювета с окнами, прозрачными к оптическому излучению и снабженными затвором с датчиком положения и устройством охлаждения, управляемым блоком, два контура циркуляции активной среды, проходящие через полость кюветы, и каждый из которых включает нагнетатель с блоком управления и участки нагрева с нагревателем и датчиком температуры, подключенным к блоку управления нагревом, и один из контуров снабжен датчиком давления, вне лазерной камеры размешены, по меньшей мере, два источника накачки излучения с блоком управления, система фокусировки и доставки излучения в полость кюветы, которая содержит расположенные на одной оптической оси с окнами кюветы оптические средства, исполнительные механизмы с датчиками положения и юстировочный лазер, новым является то, что блоки управления нагнетателями активной среды контуров, нагревом, источниками накачки излучения и охлаждением окон кюветы объединены в единую автоматизированную систему управления, в которую также входит контроллер для управления блоками в соответствии с программным обеспечением и соединенный к нему по каналу ввода вывода через сетевой коммутатор вычислительный модуль, при этом к контроллеру последовательно подключены модуль питания, модуль связи с блоком управления источниками накачки излучения, модуль аналогового ввода, связанный с датчиком давления и температуры, модуль релейного вывода, связанный с контактором блока управления нагревом, модуль дискретного вывода, связанный с твердотельным реле блока управления нагревом и реле котировочного лазера, а также с контактором блока управления охлаждением окон кюветы, модуль дискретного ввода, связанный с сигнальным проводником датчиков положения, исполнительных механизмов и затвора окон кюветы, причем реле протока устройства охлаждения окон кюветы соединено с модулем дискретного ввода, и модуль размножения потенциала, соединенный с общим проводником датчиков положения.
Кроме этого, в качестве единой автоматизированной системы управления может быть использован программируемый логический контроллер, либо встраиваемые системы на базе промышленных компьютеров. Единая автоматизированная система управления может содержать выносной пульт управления, индикаторы которого подключены к модулю дискретного вывода, а тумблеры - к модулю дискретного ввода.
Указанный технический результат достигается также тем, что в способе эксплуатации двухконтурного газового лазера, заключающемся в поэлементном включении/отключении его составных узлов для осуществления подготовки оптического тракта с дальнейшей юстировкой, по завершению которой организации потока активной среды в контурах с заданным объемом прокачки и температурой при непрерывном контроле давления, после чего названия активной среды до заданной температуры и генерации лазерного излучения путем включения источников накачки излучения и увеличения объема прокачки активной среды, также при организации потока активной среды и генерации осуществляют охлаждение торцевых окон кюветы лазерной камеры, новый является то, что поэлементное включение/отключение составных узлов лазера осуществляют при переключении режимов его работы автоматизирован но в соответствии с алгоритмом реализации определенного режима работы, которые заранее установлены на основе конкретных значений параметров объема прокачки, температуры и давления активной среды.
Влияние отличительных признаков латентной формулы устройства на технический результат.
Объединение блоков управления нагнетателями активной среды контуров, нагревом, источниками накачки излучения и охлаждением окон кюветы в единую автоматизированную систему управления, в которую также входит контроллер для управления блоками в соответствии с программным обеспечением и соединенный к нему по каналу ввода/вывода через сетевой коммутатор вычислительный модуль, позволяет осуществлять сбор и обмен информацией в реальном масштабе времени, преобразовывать и передавать команды, параметры и управляющие сигналы.
Последовательное подключение к контроллеру модуля питания, модуля связи с блоком управления источниками накачки излучения, модуля аналогового ввода, связанного с датчиком давления и температуры, модуля релейного вывода, связанного с контактором блока управления нагревом, модуля дискретного вывода, связанного с твердотельным реле блока управления нагревом и реле котировочного лазера, а также с контактором блока управления охлаждением окон кюветы, модуля дискретного ввода, связанного с сигнальным проводником датчиков положения, исполнительных механизмов и затвора окон кюветы, причем реле протока устройства охлаждения окон кюветы соединено с модулем дискретного ввода, и модуля размножения потенциала, соединенного с общим проводником датчиков положения, позволяет отслеживать изменение параметров и получать своевременную информацию о их значениях, необходимых для функционирования собственного алгоритма, а также получать задания на выполнение определенной подзадачи и передачи отчетов.
Использование в качестве единой автоматизированной системы управления программируемого логического контроллера, либо встраиваемых систем на базе промышленных компьютеров, позволяет оптимально скомпоновать все необходимые функциональные модули в единый узел.
Содержание в единой автоматизированной системе управления выносного пульта управления, индикаторы которого подключены к модулю дискретного вывода, а тумблеры - к модулю дискретного ввода, позволяет без дополнительных вычислительных ресурсов удаленно управлять лазером.
Влияние отличительных признаков патентной формулы способа на технический результат.
Осуществление поэлементного включения/отключения составных узлов лазера при переключении режимов его работы автоматизированно, позволяет удаленно организовать порядок управления и осуществлять контроль над работой составных частей лазера в реальном масштабе времени, детально диагностируя при этом их состояние и при необходимости осуществить быструю наладку и восстановление работоспособности, что оптимизирует и упрощает процедуру эксплуатации двухконтурного газового лазера.
Использование автоматизированного режима работы в соответствии с алгоритмом реализации определенного режима работы, которые заранее установлены на основе конкретных значений параметров объема прокачки, температуры и давления активной среды, позволяет минимизировать программные и аппаратные ресурсы двухконтурного газового лазера и обеспечить более оптимальную и простую процедуру эксплуатации.
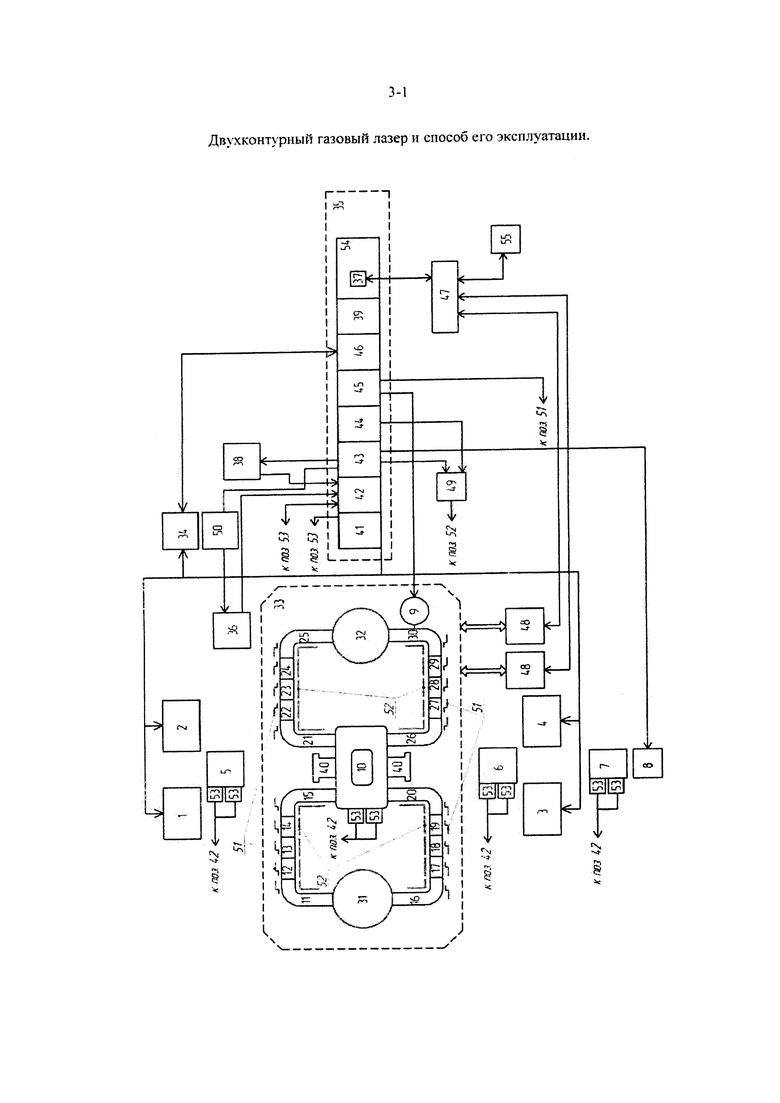
Рассмотрим реализацию предлагаемого способа эксплуатации с помощью устройства, представленного на чертеже, где позициями обозначены:
1 - источник накачки излучения №1;
2 - источник накачки излучения №2;
3 - источник накачки излучения №3;
4 - источник накачки излучения №4;
5 - медная пластина №1;
6 - медная пластина №2;
7 - заслон лазерного луча (ЗЛЛ);
8 - лазер юстировочный (ЛЮ);
9 - датчик давления;
10 - затвор контуров:
11-20 - участки нагрева основного контура;
21-30 - участки нагрева контура обдува;
31 - нагнетатель основного контура;
32 - нагнетатель контура обдува;
33 - лазерная камера;
34 - блок управления источниками накачки (БУИН):
35 - единая автоматизированная система управления;
36 - устройство охлаждения;
37 - канал ввода/вывода;
38 - выносной пульт управления (ВПУ);
39 - модуль питания;
40 - окна кюветы лазерной камеры;
41 - модуль размножения потенциала;
42 - модуль дискретного ввода;
43 - модуль дискретного вывода;
44 - модуль релейного вывода;
45 - модуль аналогового ввода;
46 - модуль связи с блоком управления источниками накачки излучения;
47 - сетевой коммутатор;
48 - блоки управления нагнетателями активной среды контуров;
49 - блок управления нагревом;
50 - блок управления охлаждением окон кюветы;
51 - датчики температуры;
52 - нагреватель;
53 - датчики положения:
54 - контроллер;
55 - вычислительный модуль.
При реализации предлагаемого способа использован непрерывный двухконтурный газовый лазер с высоким ресурсом работы, включающий лазерную камеру 33, внутри которой размещены полая кювета с окнами 40 прозрачными к оптическому излучению и снабженными затвором 10 с датчиком положения 53 и устройством охлаждения 36, управляемое блоком 50, два контура циркуляции активной среды, проходящие через полость кюветы. Первый контур - основной, в котором происходит циркуляция активной среды через лазерную камеру 33. Второй контур - контур обдува торцевых окон, в котором установлен датчик давления 9. В обоих контурах организован поток активной среды, который создается при помощи крыльчаток нагнетателей 31 и 32. По обоим контурам распределены 20 участков нагрева 11-30, где каждый из которых представляет собой нагревательную систему типа позиционный регулятор, включающий в себя нагреватель 52 с датчиком температуры 51, подключенные к блоку управления нагревом 49. Вне лазерной камеры 33 размещены четыре источника накачки излучения 1-4 с блоком управления 34, система фокусировки и доставки излучения в полость кюветы, которая содержит расположенные на одной оптической оси с окнами кюветы 40 оптические средства (на фиг. не показаны), исполнительные механизмы 5, 6, 7 с датчиками положения 53 и юстировочный лазер 8. В качестве оптических средств системы фокусировки и доставки излучения в полость кюветы используют сферическую и цилиндрическую линзы, а в качестве исполнительных механизмов - медные пластины 5, 6 и заслон лазерного луча 7.
Блоки управления нагнетателями активной среды контуров, нагревом, источниками накачки излучения и охлаждением окон кюветы объединены в единую автоматизированную систему управления 35, в которую также входит контроллер для управления блоками в соответствии с программным обеспечением и соединенный к нему по каналу ввода/вывода 37 через сетевой коммутатор 47 вычислительный модуль 55. Сетевой коммутатор 47 выполнен в виде HUB-модуля. Мри этом к контроллеру 54 последовательно подключены модуль питания 39, модуль связи с блоком управления источниками накачки излучения 46, модуль аналогового ввода 45, связанный с датчиками давления 9 и температуры 51, модуль релейного вывода 44, связанный с контактором блока управления нагревом 49, модуль дискретного вывода 43, связанный с твердотельным реле блока управления нагревом 49 и реле котировочного лазера 8, а также с контактором блока управления охлаждением окон кюветы 50, модуль дискретного ввода 42, связанный с сигнальным проводником датчиков положения 53, исполнительных механизмов и затвора окон кюветы 10, причем реле протока устройства охлаждения окон кюветы 36 соединено с модулем дискретного ввода 42, а модуль размножения потенциала 41 контроллера соединен с общим проводником датчиков положения 53. Единая автоматизированная система управления 35 содержит выносной пульт управления 38, индикаторы которого подключены к модулю дискретного вывода 43, а тумблеры - к модулю дискретного ввода 42.
Окна 40, через которое излучение накачки попадает в полость кюветы лазерной камеры 33 и в которой происходит генерация излучения, выполнены из стекла, или кварца, или сапфира. Длина лазерной камеры составляет 1.5 м и выполнена из нержавеющей стали.
В качестве единой автоматизированной системы управления 35 использован программируемый логический контроллер, либо встраиваемые системы на базе промышленных компьютеров.
Программируемый логический контроллер (далее ПЛК) выбран для жестких условий эксплуатации типа FASTWEL/IO. Алгоритм программного обеспечения разработан в адаптированной среде программирования контроллеров CoDeSys на языках стандарта МЭК 61131-3 и имеет набор настраиваемых параметров объема прокачки активной среды, температуры и давления, установленных на конкретное заданное значение в зависимости от требуемого на данный момент времени режима работы.
Для детальной диагностики состояния оборудования и взаимодействие с внешними распределенными системами управления в реальном масштабе времени применен канал ввода/вывода 37. построенный на базе интерфейса Ethernet. Обмен данными с ПЛК по каналу ввода/вывода 37 выполняется по протоколу, который поддерживает набор команд переключения режимов работы ПЛК и команду опроса состояния оборудования. По каналу ввода/вывода 37 через сетевой коммутатор 47 можно подключиться к локальной вычислительной сети или подключить вычислительный модуль 55 (компьютер; со специальным программным обеспечением, поддерживающим протокол обмена с ПЛК. С компьютера, подключенного к сетевому коммутатору 47 можно удаленно контролировать и управлять работой двухконтурного газового лазера. Параметры настройки работы двухконтурного газового лазера могут корректироваться с компьютера, а откорректированные параметры - можно сохранить в энергозависимой памяти (ЭП) ПЛК. С удаленного компьютера, подключенного к сетевому коммутатору 47 можно обновлять программное обеспечение ПЛК, просмотреть и архивировать параметры, сохранить их в файл или загрузить их из файла.
Эксплуатация двухконтурного газового лазера происходит следующим образом. После подачи напряжения на модуль питания 39 ПЖ инициализируется исходными параметрами, необходимыми для поддержки заданных режимов работы двухконтурного газового лазера. Причем если в ЭП ПЛК имеются параметры, отличные от значений, записанных на этапе разработки алгоритма программного обеспечения, то ПЛК инициализируется параметрами из ЭП ПЛК. После инициализации параметров ПЛК осуществляет проверку фактических параметров работы оборудования двухконтурного газового лазера. Сбор фактических параметров работы двухконтурного газового лазера выполняется ПЛК путем опроса модулей аналогового и дискретного ввода 42, 45 и данных получаемых с блоков управления нагнетателями 48, которые управляют нагнетателями основного контура 31 и нагнетателями контура обдува 32. Если фактические параметры не соответствуют заданным, ПЛК пытается устранить несоответствие, если устранить несоответствие не получилось, то ПЛК передает на выносной пульт управления 38 сигнал неисправности оборудования и записывает фактические параметры для последующего анализа в ЭП ПЛК. Контроль состояния оборудования двухконтурного газового лазера выполняется ПЛК с момента загрузки заданных параметров до момента отключения питания. Переключение режимов работы и вывод сигналов о состоянии двухконтурного газового лазера выполняется через ВПУ 38 или вычислительный модуль 55. Далее описаны процессы переключения режимов работы двухконтурного газового лазера для ВПУ 38. Переключение режимов может выполняться с виртуального ВПУ программного обеспечения компьютера.
Работа с двухконтурный газовым лазером заключается в поэлементном включении/отключении его составных узлов для осуществления подготовки оптического тракта с дальнейшей юстировкой, по завершению которой организации потока активной среды в контурах с заданным объемом прокачки и температурой при непрерывном контроле давления. Для выполнения работ по юстировке оптического тракта ПЛК имеет режим юстировки, который может быть вызван, если неактивен не один из режимов или активен режим организации потока активной среды в контурах. Переход в режим юстировки выполняется тумблером "Юстировка" с ВПУ 38, после включения тумблера формируется сигнал, который поступает на модуль дискретного ввода 42, сигнал идентифицируется программным обеспечением (ПО) ПЛК. Если тумблер перехода в режим "Юстировка" был включен в режиме организации потока активной среды в контурах, то на блок управления нагнетателем 48 контура обдува передается команда для установки частоты вращения крыльчаток нагнетателей 100 об/мин., определяющей объем прокачки активной среды. После выхода нагнетателя контура обдува на заданные обороты ПО подает команду на модули релейного вывода 44, которые формируют сигналы управления открытием медных пластин 5, 6, затвора 10 и заслона лазерного луча 7, затем ПО посыпает команду на модуль дискретного вывода 43 включить юстировочный лазер 8. Если оптический тракт открыт и нагнетатели поддерживают заданные обороты, тогда ПО включает на ВПУ индикатор "Юстировка" путем подачи сигнала с модуля дискретного вывода 43. После завершения юстирования оптического тракта, на ВПУ 38 выключается тумблер "Юстировка" который сбрасывает сигнал с модуля дискретного ввода 42, сигнал идентифицируется ПЛК, затем в соответствии с алгоритмом режима работы модули релейного вывода 44 формируют сигналы управления закрытием медных пластин 5, 6, затвора 10 и заслона лазерного луча 7. затем сигналом с модуля дискретного вывода 43 выключается юстировочный лазер 8. После закрытия затвора 10 подается команда останова нагнетателя контура обдува, затем отключается дискретный сигнал включающий индикатор режима '"Юстировка" и ПЛК переходит на режим предшествующий режиму "Юстировка".
Переход в режим организации потока активной среды в контурах выполняется включением тумблера "Алгоритм" на ВПУ 38 который передает сигнал на модуль дискретного ввода 42, сигнал идентифицируется ПЛК, затем в соответствии с режимом работы подается команда на блок у правления нагнетателями контуров 48 через сетевой коммутатор 47 для установки на нагнетателе рабочего контура частоты вращения крыльчатки порядка 300 об/мин. Одновременно с этим программное обеспечение непрерывно контролирует давление и поддерживает необходимую для данного режима температуру (порядка 120°C) с помощью датчиков 9, 51, подавая также с них сигналы на модули аналогового ввода 45. Нагрев участков 11-20 и 21-30 осуществляется с помощью нагревателей 51. Дополнительно на устройстве охлаждения 36 подачей на контактор его блока управления 50 сигнала с помощью модуля дискретного вывода 43 устанавливают температуру ПС для осуществления охлаждения окон кюветы лазерной камеры 40. Данный режим выдерживают до установления заданной температурах на всех участках нагрева.
Нажатием кнопки "Работа" с ВПУ 38 формируется сигнал, который поступает на модуль дискретного ввода 42, сигнал идентифицируется программным обеспечением, затем осуществляется переход в режим генерации лазерного излучения путем включения источников накачки излучения 1-4 и увеличения объема прокачки активной среды с установкой частоты вращения крыльчаток нагнетателя рабочего контура 2500 об/мин. и нагнетателя контура обдува 800 об/мин. Затем через модуль релейного вывода 44 программное обеспечение формирует сигнал управления открытием затвора 10. Сигнал на включение источников накачки осуществляет ПЛК через модуль связи с блоком управления источниками накачки 46 и блок управления источниками накачки 34 после определения завершения открытия затвора по датчикам положения 53. После стабилизации источников накачки примерно (1 мин.) открываются медные пластины 5, 6 путем подачи модулем релейным выводом 44 сигнала управления открытием. Световой поток от источников накачки излучения 1-4 через оптические средства системы фокусировки и доставки излучения в полость кюветы и окна 40, поступает в кювету лазерной камеры 33 где осуществляется генерация лазерного излучения.
После 2-3 минут режима генерации ПЛК отключает источники накачки излучения 1-4, закрывает медные пластины 5, 6, после чего затвор 10 и уменьшает обороты рабочего контура частоты вращения крыльчатки до 300 об/мин, а для контура обдува до 0 об/мин., после чего ПЛК переходит в режим организации потока активной среды.
Для отключения двухконтурного газового лазера требуется с ВПУ 38 отключить тумблер "Алгоритм" при этом сбрасывается сигнал, который постулат на модуль дискретного ввода 42, потеря сигнала идентифицируется программным обеспечением ПЛК, затем программное обеспечение формирует команды управления для модулей, подключенных к ПЛК при этом снимается питание с нагревателей участков 11-30, отключается контактор блока управления нагревом 49, после снижения температуры участков 11-30 до 60°C ПЛК по каналу ввода/вывода 37 подает на блок управления нагнетателями 48 сигнал остановки вращения крыльчаток нагнетателей и сигнал отключения контактора блок управления охлаждением окон кюветы 50.
Также во всех режимах работы каждый процессорный модуль ПЛК выполняя свою часть общей задачи, производит постоянный сбор и обмен информацией с объекта для контроля работоспособности функциональных узлов и при обнаружении неисправности ПЛК пытается устранить несоответствие. В случае, когда за определенное время не удалось устранить данное несоответствие, то на индикатор выносного пульта управления 38 передается сигнал аварии, после чего ПЛК запускает режим аварийного отключения с помощью канала ввода/вывода 37. Во время проверки работоспособности ПЛК заносит результаты проверки в электронный журнал, хранящийся в ЭП ПЛК. Журнал результатов проверок может быть передан на компьютер для анализа неисправности.
На предприятии был создан непрерывный двухконтурный газовый лазер на котором и был реализован заявляемый способ его эксплуатации, который позволил оптимизировать и упростить его работу. Повысилась надежность и безопасность проведения работ за счет автоматизации работы составных частей в каждом режиме, а также появилась возможность отслеживания нештатных ситуаций в реальном масштабе времени. Кроме этого, одновременно с этим расширяется область применения двухконтурного газового лазера за счет возможности подключения дополнительных узлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ ЦИРКУЛЯЦИИ РАБОЧЕЙ СРЕДЫ ГАЗОВОГО ЛАЗЕРА | 2019 |
|
RU2722864C1 |
| ЛАЗЕР НА ПАРАХ ЩЕЛОЧНЫХ МЕТАЛЛОВ С ДИОДНОЙ НАКАЧКОЙ | 2012 |
|
RU2503105C1 |
| АКТИВНЫЙ ЭЛЕМЕНТ ЛАЗЕРА НА ПАРАХ ЩЕЛОЧНЫХ МЕТАЛЛОВ | 2014 |
|
RU2558652C1 |
| Дистанционный оптический абсорбционный лазерный газоанализатор с длиной волны излучения в области 1,6 мкм (2 варианта), способ его осуществления и оптоволоконный рамановский усилитель для дистанционного оптического абсорбционного лазерного газоанализатора с длиной волны излучения в области 1,6 мкм | 2018 |
|
RU2694461C1 |
| Жидкостной лазер | 2022 |
|
RU2795380C1 |
| ЛАЗЕРНОЕ УСТРОЙСТВО КОНТРОЛЯ ОКОЛОЗЕМНОГО КОСМИЧЕСКОГО ПРОСТРАНСТВА | 2012 |
|
RU2502647C1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ ГАЗООБРАЗНЫХ ВЕЩЕСТВ | 2014 |
|
RU2598694C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВОДОРОДА В МЕТАЛЛАХ | 1992 |
|
RU2027165C1 |
| ЛАЗЕР НА ИНЕРТНЫХ ГАЗАХ С ОПТИЧЕСКОЙ НАКАЧКОЙ | 2022 |
|
RU2785283C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ОБЪЕКТА ИЗЛУЧЕНИЕМ ИМПУЛЬСНОГО ВОЛОКОННОГО ЛАЗЕРА С ПАССИВНОЙ МОДУЛЯЦИЕЙ ДОБРОТНОСТИ И ПОРТАТИВНАЯ СИСТЕМА НА ЕГО ОСНОВЕ | 2024 |
|
RU2835228C1 |
Изобретение относится к лазерной технике. Двухконтурный газовый лазер содержит лазерную камеру, внутри которой размещены полая кювета с окнами, прозрачными к оптическому излучению и снабженными затвором с датчиком положения и устройством охлаждения, управляемым блоком. Два контура циркуляции активной среды проходят через полость кюветы, каждый из которых включает нагнетатель с блоком управления и участки нагрева с нагревателем и датчиком температуры, подключенным к блоку управления нагревом. Один из контуров снабжен датчиком давления. Вне лазерной камеры размещены источники накачки с блоком управления, система фокусировки и доставки излучения в полость кюветы. Кювета содержит расположенные на одной оптической оси с окнами кюветы оптические средства, исполнительные механизмы с датчиками положения и юстировочный лазер. Блоки управления нагнетателями активной среды контуров, нагревом, источниками накачки излучения и охлаждением окон кюветы объединены в единую автоматизированную систему управления, в которую также входит контроллер для управления блоками в соответствии с программным обеспечением и соединенный к нему по каналу ввода/вывода через сетевой коммутатор вычислительный модуль. К контроллеру последовательно подключены модуль питания, модуль связи с блоком управления источниками накачки излучения, модуль аналогового ввода, связанный с датчиком давления и температуры, модуль релейного вывода, связанный с контактором блока управления нагревом, модуль дискретного вывода, связанный с твердотельным реле блока управления нагревом и реле юстировочного лазера, а также с контактором блока управления охлаждением окон кюветы, модуль дискретного ввода, связанный с сигнальным проводником датчиков положения, исполнительных механизмов и затвора окон кюветы. Реле протока устройства охлаждения окон кюветы соединено с модулем дискретного ввода. Модуль размножения потенциала соединен с общим проводником датчиков положения. Технический результат заключается в обеспечении возможности упрощения процедуры эксплуатации лазера. 2 н. и 2 з.п. ф-лы, 1 ил.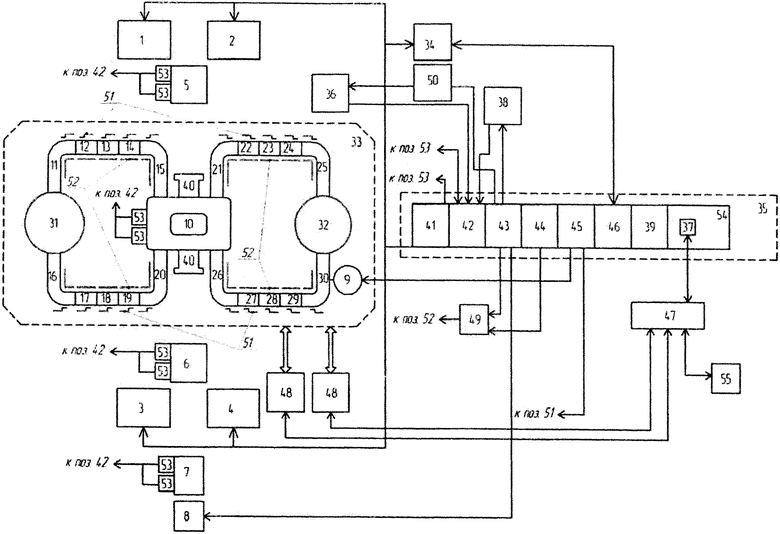
1. Двухконтурный газовый лазер, включающий лазерную камеру, внутри которой размещены полая кювета с окнами, прозрачными к оптическому излучению и снабженными затвором с датчиком положения и устройством охлаждения, управляемым блоком, два контура циркуляции активной среды, проходящие через полость кюветы, и каждый из которых включает нагнетатель с блоком управления и участки нагрева с нагревателем и датчиком температуры, подключенным к блоку управления нагревом, и один из контуров снабжен датчиком давления, вне лазерной камеры размещены по меньшей мере два источника накачки излучения с блоком управления, система фокусировки и доставки излучения в полость кюветы, которая содержит расположенные на одной оптической оси с окнами кюветы оптические средства, исполнительные механизмы с датчиками положения и юстировочный лазер, отличающийся тем, что блоки управления нагнетателями активной среды контуров, нагревом, источниками накачки и охлаждением окон кюветы объединены в единую автоматизированную систему управления, в которую также входит контроллер для управления блоками в соответствии с программным обеспечением и соединенный к нему по каналу ввода/вывода через сетевой коммутатор вычислительный модуль (ПК), при этом к контроллеру последовательно подключены модуль питания, модуль связи с блоком управления источниками накачки, модуль аналогового ввода, связанный с датчиком давления и температуры, модуль релейного вывода, связанный с контактором блока управления нагревом, модуль дискретного вывода, связанный с твердотельным реле блока управления нагревом и реле юстировочного лазера, а также с контактором блока управления охлаждением окон кюветы, модуль дискретного ввода, связанный с сигнальным проводником датчиков положения, исполнительных механизмов и затвора окон кюветы, причем реле протока устройства охлаждения окон кюветы соединено с модулем дискретного ввода, и модуль размножения потенциала, соединенный с общим проводником датчиков положения.
2. Устройство по п. 1, отличающееся тем, что в качестве единой автоматизированной системы управления использован программируемый логический контроллер либо встраиваемые системы на базе промышленных компьютеров.
3. Устройство по п. 1, отличающееся тем, что единая автоматизированная система управления содержит выносной пульт управления, индикаторы которого подключены к модулю дискретного вывода, а тумблеры - к модулю дискретного ввода.
4. Способ эксплуатации двухконтуриого газового лазера, заключающийся в поэлементном включении/отключении его составных узлов для осуществления подготовки оптического тракта с дальнейшей юстировкой, по завершении которой организации потока активной среды в контурах с заданным объемом прокачки и температурой при непрерывном контроле давления, после чего нагревания активной среды до заданной температуры и генерации лазерного излучения путем включения источников накачки излучения и увеличения объема прокачки активной среды, также при организации потока активной среды и генерации осуществляют охлаждение торцевых окон кюветы лазерной камеры, отличающийся тем, что поэлементное включение/отключение составных узлов лазера осуществляют при переключении режимов его работы автоматизированно в соответствии с алгоритмом реализации определенного режима работы, которые заранее установлены на основе конкретных значений параметров объема прокачки, температуры и давления активной среды.
| CN 202997291 U, 12.06.2013 | |||
| DE 3631201 A1, 24.03.1988 | |||
| CN 102931569 A, 13.02.2013 | |||
| ГАЗОВЫЙ ЛАЗЕР НА ПАРАХ ХИМИЧЕСКИХ ВЕЩЕСТВ | 1985 |
|
SU1362378A1 |

