Изобретение относится к области технологии получения материалов с повышенной устойчивостью к анодному растворению и может быть использовано в производстве электродов для анодных заземлителей.
Известен способ паротермического оксидирования стальных изделий Патент RU №2456370, опубликован 20.07.2012, МПК С23С 8/18, С21В 9/00, включающий предварительный нагрев изделий в реторте печи до температуры 250-300°С, затем их нагрев в среде перегретого водяного пара до температуры 550-600°С, выдержку при данной температуре в течение времени, обеспечивающем получение пленки заданной толщины с последующим охлаждением изделий в данной среде до температуры 250-300°С, при котором осуществляют принудительное регулируемое охлаждение посредством охлаждающей среды, циркулирующей в трубопроводе, навитом с наружной стороны корпуса реторты.
Недостатком данного технического решения является отсутствие в составе обрабатываемого материала компонентов, обеспечивающих достаточно надежную пассивацию поверхности в условиях коррозионно-активных растворов.
Известна технология получения коррозионностойких высококремнистых чугунов марок ЧС15М4 и ЧС17М3 (Библиотечка литейщика, №6/2010, с. 2-6), дополнительно легированные молибденом (антихлоры). Плавка высококремнистых чугунов осуществляется из шихты, состоящей из предварительно прокаленного ферросилиция, стального лома, возврата, чушкового чугуна Л1 или Л2. Шлак разжижают известняком и скачивают при 1500-1550°С. После этого проводят рафинирование сплава гексахлорэтаном в количестве 0,25-0,4% в течение 2-3 часов и добавляют ферромолибден. Далее расплав выдерживают в ковше при температуре 1600°С в течение 4-6 часов, после чего из него конструируют отливки.
Недостатком этой технологии выплавки является изменяющийся фазовый состав чугуна, в котором может быть представлен аустенит, характеризующийся низкой скоростью растворения, а может формироваться доэвтектический чугун, для которого скорость растворения значительно возрастает.
Наиболее близкой к заявляемому способу является технология выплавки ферросилида и изготовления отливок анодов-заземлителей (Разработка и освоение технологии выплавки ферросилида и изготовление отливок анодов-заземлителей // Литейное производство. - №1, 2015. - С. 21-24), согласно которой выплавка производится из шихтовых материалов, предельного чугуна ПЛ1, ферросилиция, ФС75, феррохрома, ферромарганца ФМн78, стали с содержанием углерода и кремния по 0,2% и марганца 0,3%, в количествах, обеспечивающих состав ферросилида: кремний 13,8-18,4%, марганец 0,79%, хром - 3,52%, при загрузке печи феррохром и болванку стали помещают на дно, остальное пространство печи заполняют ферросилицием, по мере расплавления вперемешку присаживают ферросилиций и сталь, поддерживая температуру в печи 1460°С, после остывания расплава до 1450°С чугун модифицируют ферроцерием при выпуске в высушенный ковш.
На сегодняшний день не существует способов получения электродов из высококремнистого чугуна, обладающих одновременно низкой скоростью анодного растворения и пониженной хрупкостью.
Техническим результатом изобретения является получение электродов с повышенной устойчивостью к анодному растворению, за счет образования высоколегированного кремнием поверхностного слоя сплава.
Указанный технический результат достигается благодаря предлагаемому способу получения электродов анодных заземлителей, заключающийся в составлении шихты из чугуна, кремнийсодержащего компонента, ферромарганца и стали в количестве, достаточном для получения высококремнистого чугуна с содержанием кремния 9-12%, загрузке мелкой части шихтовых материалов - чугуна, кремнийсодержащего компонента и стали в виде болванки на дно печи, остальное пространство заполняют крупными частями шихты - кремнийсодержащим компонентом и чугуном, подвергают расплавлению, после полного расплавления шихты при температуре 1400-1420°С, в ванну вводят ферромарганец, перед выпуском в ковш к расплаву добавляют модификатор и выпускают в кокиль, причем в составе чугуна содержится 9-12% кремния, модификатор добавляют в количестве 0,01% от общей массы шихты, в качестве модификатора используют комплексный модификатор на основе многокомпонентных лигатур, в состав которого входят Si, Fe, Mn, Ti, сплав Fe-Zr, P, S и С при их содержании в модификаторе (мас.%): Si - 60-65, Fe - 2-3, Mn - 1-2, Ti - 1-1,5, сплав Fe-Zr - 0,001-0,01, P - 0,05, S - 0,05, С - 0,5, расплав перегревают до температуры 1530-1560°С, выпускают в кокиль, выдерживают в течении 2-2,5 минут, открывают его, переносят отливку в термостат с обеспечением ее охлаждения до комнатной температуры со скоростью не более 115-120°С/ч, выполняют обработку, включающую очистку поверхности охлажденной отливки абразивным материалом, нанесение по всей ее поверхности гидратированного фосфорного ангидрида содержащего P2O5 и H2O (мас.%): P2O5 - 90,1%, H2O - 9,9%, выдерживание 22-26 часов, промывка проточной водой и сушка при температуре 105-115°С, операции нанесения, выдерживания, промывки и сушки повторяют.
При содержании кремния в высококремнистом чугуне 9-12% полностью исчезает хрупкость и по механическим свойствам он становится аналогичен низколегированным чугунам. Модификатор на основе многокомпонентных лигатур позволяет улучшить зерновую структуру высококремнистого чугуна, повышает степень графитизации, способствуя раздельному распределению графитовых включений в основной металлической массе и, тем самым, способствует снижению скорости растворения. Содержание кремния 60-65% способствует повышению коррозионной устойчивости электрода. Содержание 1-2% марганца уплотняет структуру высококремнистого чугуна и повышает его коррозионную стойкость. Содержание 0,5% углерода способствует получению крупнозернистой структуры. Содержание 0,05% фосфора способствует повышению стойкости к коррозии. Содержание 0,05% серы является вредной примесью, которая способствуют снижению коррозионной стойкости, но из-за повышенного содержания марганца, он нейтрализует ее свойства. Содержание 1-1,5% титана повышает коррозионную стойкость и уплотняет структуру ферросилида, увеличивает одновременно его дисперсность. Содержание 2 -3% железа влияет на структуру высококремнистого чугуна, а при взаимодействии с углеродом влияет на его дисперсность. 0,001-0,01% ферроцерия повышает коррозионную стойкость и уплотняет структуру высококремнистого чугуна. В то же время модификатор увеличивает прочность высококремнистого чугуна, улучшает его обрабатываемость и износоустойчивость, обеспечивает однородность свойств в различных по сечению частях отливки, позволяет нейтрализовать в процессе плавки поверхностно-активные примеси, такие как серу, водород и кислород. То есть применение модификатора позволяет снизить хрупкость и одновременно скорость анодного растворения.
Перегрев расплава до температуры выше 1560°С способствует образованию измельченной структуры, что ведет к повышению предела прочности, ухудшаются его статические механические свойства, происходит увеличение объема расплава, которое приводит к внешним дефектам заготовки, к образованию раковин и пор. При температуре ниже 1530°С компоненты неравномерно распределяются по объему плавки, что приводит к неравномерности механических свойств и повышенным скоростям растворения.
Использование в качестве формы кокиля обеспечивает низкую пористость металла, что снижает скорость растворения за счет исключения межкристаллидного растворения. Выдержка в кокиле в течение интервала времени 2-2,5 минут и последующее охлаждение в ванне обеспечивает крупнокристаллическую малопористую структуру высококремнистого чугуна. При времени выдержки, меньшем 2 минут, будет недостаточно сформирована структура, что приведет к дефектам, влияющим на скорость анодного растворения и снижению механических свойств. При большем времени выдержки начинается образование макродефектов (раковины, поры) и измельчение структуры.
При скорости охлаждения более 115-120°С/час увеличивается степень дисперсности, следовательно, высококремнистый чугун обладает меньшей коррозионной стойкостью, ухудшаются механические свойства, возникают внешние дефекты, а именно, трещины, сколы, внутренние напряжения, образуются раковины и поры.
Обработка поверхности высококремнистого чугуна гидратированным фосфорным ангидридом, представляющий собой смесь мета - и ортофосфорных кислот, приводит к частичной пассивации поверхности фосфатами железа и последующему селективному анодному растворению железа из поверхностных слоев высококремнистого чугуна, в результате чего сплав обогащается кремнием вплоть до образования силицидов железа, обладающих повышенной стойкостью к анодному растворению. Состав продукта гидратации, P2O5 - 90,1%, H2O - 9,9%, необходим для обеспечения фосфатной пассивации участков, содержащих железокремниевые фазы. Время выдержки продукта гидратации на поверхности сплава обусловлено полнотой проведения реакции, при времени выдержки менее 22 часов поверхность обрабатывается неравномерно, время выдержки более 26 часов является избыточным и снижает производительность производства.
Промывка проточной водой необходима для удаления смеси кислот с обрабатываемой поверхности, так как иначе взаимодействие этих кислот с водой будет способствовать развитию впоследствии коррозии сплава. Сушка при температуре 105-115°С обеспечивает удаление влаги, которая может также привести к большим коррозионным потерям.
Пример реализации способа
Проводили выплавки электродов по предлагаемому способу. Для этого провели составление шихты из чугуна, кремнийсодержащего компонента, ферромарганца и стали в количестве, достаточном для получения высококремнистого чугуна с содержанием кремния 6-13,5%. Шихту подвергли расплавлению, расплав перегревали до температуры, указанной в таблице 1, выпускали в кокиль, выдерживали в течение 2-2,5 минут, открывали его, переносили отливку в термостат с возможностью ее охлаждения до комнатной температуры со скоростью, указанной в таблице 1, выполнили обработку, включающую очистку поверхности охлажденной отливки абразивным материалом, нанесение по всей ее поверхности гидратированного фосфорного ангидрида содержащего Р2О5 и H2O (мас.%): Р2О5 - 90,1%, H2O - 9,9%, выдерживание 22-26 часов, промывка проточной водой и сушка при температуре 105-115°С, операции нанесения, выдерживания, промывки и сушки повторяли.
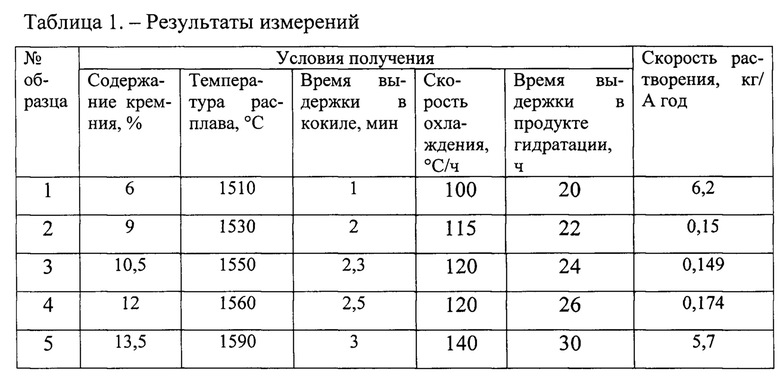
Проводили измерения скорости анодного растворения образцов электродов из высококремнистого чугуна, изготовленных в условиях предлагаемого изобретения. Результаты измерений приведены в таблице 1.
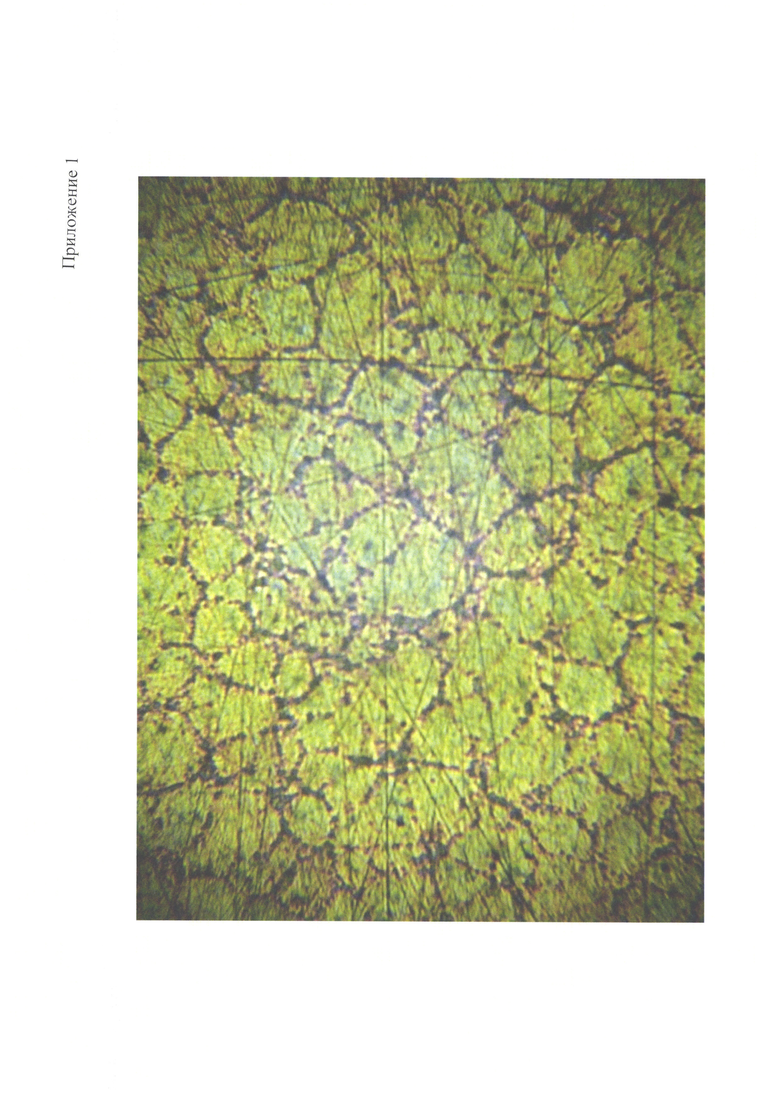
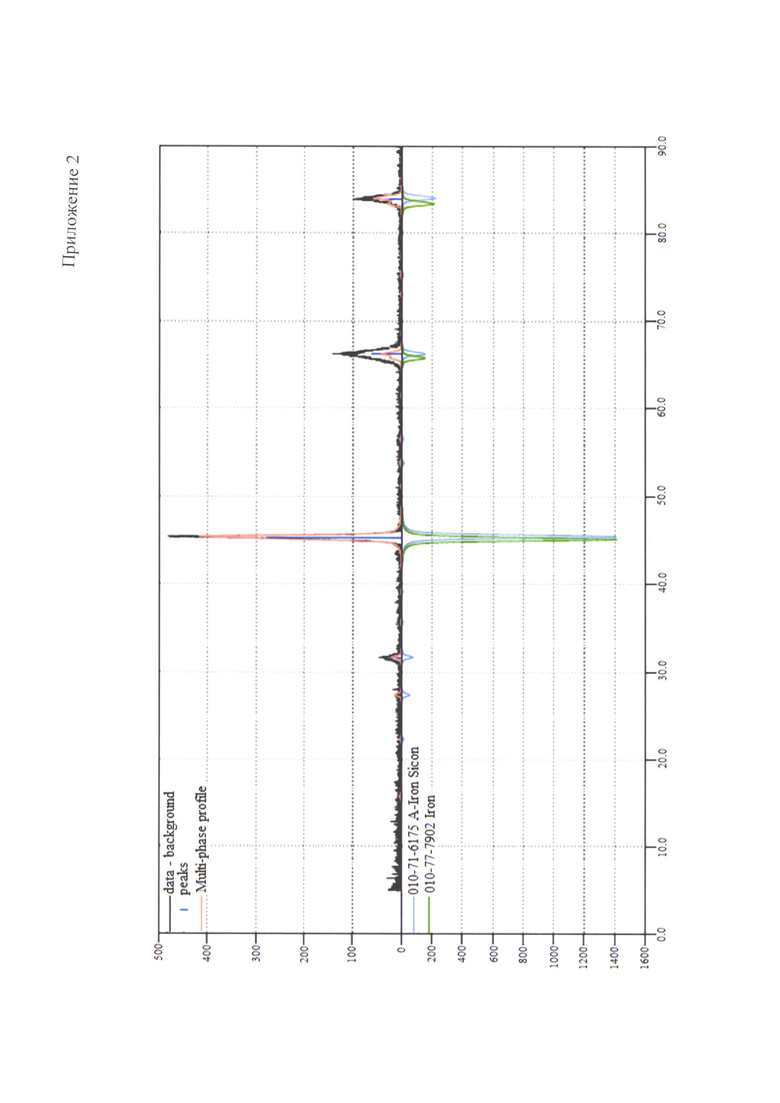
Как видно из данных таблицы 1 при содержании кремния в высококремнистом чугуне 9-12 мас.%, выдержке расплава при 1530-1560°С и скорости его охлаждения 115-120°С/ч образцы имели скорость растворения не более 0,2 кг/А год. Рентгенофазовый анализ образцов показал, что на их поверхности образовался интерметаллид Fe11S15 (рис. 1), металлографический анализ (рис. 2) подтвердил крупнозернистую структуру высокремнистого чугуна. Хрупкостью, характерной для высококремнистых чугунов с содержанием кремния более 14 мас.%, полученные сплавы не обладали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД АНОДНОГО ЗАЗЕМЛИТЕЛЯ (ВАРИАНТЫ) | 2010 |
|
RU2453634C2 |
| АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 2014 |
|
RU2574618C1 |
| НАСАДОЧНЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 2015 |
|
RU2595787C1 |
| ТРУБЧАТЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 2018 |
|
RU2677199C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2605016C2 |
| АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 1998 |
|
RU2149920C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНЕТИТОВЫХ АНОДОВ ДЛЯ СИСТЕМЫ КАТОДНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ИЗДЕЛИЙ РАЗЛИЧНОГО НАЗНАЧЕНИЯ | 1999 |
|
RU2178010C2 |
| Модификатор | 1987 |
|
SU1420055A1 |
| СПОСОБ МОНИТОРИНГА КОРРОЗИИ ТРУБОПРОВОДА | 2017 |
|
RU2653775C1 |
| АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ | 2006 |
|
RU2333293C2 |
Изобретение относится к области производства электродов для анодных заземлителей из высококремнистого чугуна. Используют чугун, содержащий 9-12% кремния, модификатор добавляют в расплав в количестве 0,01% от общей массы компонентов, в качестве модификатора используют комплексный модификатор на основе многокомпонентных лигатур при следующем содержании компонентов, мас.%: Si - 60-65, Fe - 2-3, Mn - 1-2, Ti - 1-1,5, сплав Fe-Zr - 0,001-0,01, P - 0,05, S - 0,05, С-0,5 расплав перегревают до температуры 1530-1560°С, выпускают в кокиль, выдерживают в течение 2-2,5 минут, открывают его, переносят отливку в термостат с возможностью ее охлаждения до комнатной температуры со скоростью не более 115-120 °С/ч, выполняют обработку, включающую очистку поверхности охлажденной отливки абразивным материалом, нанесение по всей ее поверхности гидратированного фосфорного ангидрида содержащего P2O5 и H2O, мас.%: P2O5 - 90,1, H2O - 9,9, выдерживание 22-26 часов, промывку проточной водой и сушку при температуре 110±5°С, при этом операции нанесения, выдерживания, промывки и сушки повторяют. Изобретение позволяет получить электрод с повышенной устойчивостью к анодному растворению при пониженной хрупкости за счет образования на его поверхности высоколегированного кремнием поверхностного слоя. 2 ил., 1 табл., 1 пр.
Способ получения электродов анодных заземлителей, заключающийся в составлении шихты из чугуна, кремнийсодержащего компонента, ферромарганца и стали в количестве, достаточном для получения высококремнистого чугуна с содержанием кремния 9-12%, загрузке мелкой части шихтовых материалов - чугуна, кремнийсодержащего компонента и стали в виде болванки на дно печи, остальное пространство печи заполняют крупными частями шихты - кремнийсодержащим компонентом и чугуном, расплавляют, после полного расплавления шихты при температуре 1400-1420°С в ванну вводят ферромарганец, перед выпуском в ковш к расплаву добавляют модификатор и выпускают в кокиль, отличающийся тем, что в составе чугуна содержится 9-12% кремния, модификатор добавляют в количестве 0,01% от общей массы шихты, в качестве модификатора используют комплексный модификатор на основе многокомпонентных лигатур, в состав которого входят Si, Fe, Mn, Ti, Fe-Zr, P,S и С, при их содержании в модификаторе, мас.%: Si - 60-65, Fe - 2-3, Mn - 1-2, Ti - 1-1,5, Fe-Zr - 0,001-0,01, P - 0,05, S - 0,05, С-0,5, расплав перегревают до температуры 1530-1560°С, выпускают в кокиль, выдерживают в течение 2-2,5 минут, открывают его, переносят отливку в термостат с обеспечением ее охлаждения до комнатной температуры со скоростью не более 115-120°С/ч, выполняют обработку, включающую очистку поверхности охлажденной отливки абразивным материалом, нанесение по всей ее поверхности гидратированного фосфорного ангидрида, содержащего P2O5 и H2O, мас.%: P2O5 - 90,1, H2O - 9,9, выдерживание 22-26 часов, промывку проточной водой и сушку при температуре 105-115°С, при этом операции нанесения, выдерживания, промывки и сушки повторяют.
| Петров Л.А | |||
| и др | |||
| Разработка и освоение технологии выплавки ферросилида и изготовление отливок анодов-заземлителей | |||
| Журнал "Литейное производство", N1, 2015, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ТРУБЧАТЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ (ВАРИАНТЫ) | 2015 |
|
RU2594221C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРРОЗИОННОСТОЙКОГО ЭЛЕКТРОДА | 2013 |
|
RU2533387C1 |
| СПОСОБ ВЫПЛАВКИ ВЫСОКОКРЕМНИСТОГО ДОМЕННОГО ЧУГУНА | 1999 |
|
RU2154672C1 |
| KR 101330034 B1, 18.11.2013 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Устройство для измерения напряжения | 1972 |
|
SU520549A1 |

