Изобретение относится к области металлообработки, в частности к режущему инструменту с механическим креплением пластин, и может быть использовано, например, в конструкциях фрез и резцов.
Известен режущий инструмент (патент №1278121, кл. В23С 5/22 от 03.01.85), содержащий корпус, в гнезде которого установлена режущая пластина, закрепляемая с помощью головки Г-образного прихвата с цилиндрической направляющей частью, расположенной в отверстии корпуса и винта, установленного в резьбовом отверстии корпуса, которое выполнено перпендикулярно отверстию под цилиндрическую направляющую прихвата, и взаимодействующего своей торцовой конической поверхностью с конической поверхностью, выполненной на цилиндрической направляющей перпендикулярно ее оси и со смещением относительно оси резьбового отверстия корпуса в сторону головки прихвата.
Указанная конструкция проста в изготовлении и обладает достаточной компактностью, однако имеет недостаток, связанный с определенной сложностью при раскреплении режущей пластины, а именно после отвинчивания винта необходимо дополнительно воздействовать на прихват в направлении от режущей пластины, что увеличивает вспомогательное время на обслуживание инструмента.
Известен также режущий инструмент (патент №2497638, кл. В23С 5/20, В23В 27/16 от 19.06.2012 г. - прототип), содержащий корпус, в гнезде которого установлена режущая пластина, закрепляемая головкой Г-образного прихвата с цилиндрической направляющей, расположенной в отверстии корпуса, и винтом, установленным в резьбовом отверстии корпуса, выполненном перпендикулярно отверстию под цилиндрическую направляющую прихвата, и взаимодействующим своей торцовой конической поверхностью, выполненной эксцентрично оси винта, с конической поверхностью, выполненной на цилиндрической направляющей Г-образного прихвата перпендикулярно ее оси и со смещением относительно оси резьбового отверстия корпуса в сторону от головки Г-образного прихвата на величину, меньшую эксцентриситета конической поверхности винта относительно его оси.
Указанная конструкция обеспечивает раскрепление режущей пластины без дополнительного воздействия на прихват, однако требует очень точного изготовления и взаимного расположения элементов узла крепления. В противном случае осевое перемещение прихвата будет недостаточным, что может привести к затруднениям при замене режущих пластин, которые имеют значительный допуск по толщине.
Цель изобретения - сокращение вспомогательного времени на переустановку режущих пластин.
Указанная цель достигается тем, что в режущем инструменте, содержащим корпус, в гнезде которого установлена режущая пластина, закрепляемая головкой Г-образного прихвата с цилиндрической направляющей, расположенной в отверстии корпуса, и винтом, установленным в резьбовом отверстии корпуса, выполненном перпендикулярно отверстию под цилиндрическую направляющую прихвата, и взаимодействующим своей торцовой конической поверхностью, выполненной эксцентрично оси винта, с конической поверхностью, выполненной на цилиндрической направляющей Г-образного прихвата перпендикулярно ее оси и со смещением относительно оси резьбового отверстия корпуса в сторону от головки Г-образного прихвата на величину, меньшую эксцентриситета конической поверхности винта относительно его оси, согласно предложению у основания конической поверхности цилиндрической направляющей прихвата выполнена цилиндрическая выточка, а у основания торцовой конической поверхности винта - цилиндрическая проточка с эксцентриситетом относительно оси винта, равным эксцентриситету его торцовой конической поверхности, и входящая в цилиндрическую выточку у основания конической поверхности цилиндрической направляющей прихвата.
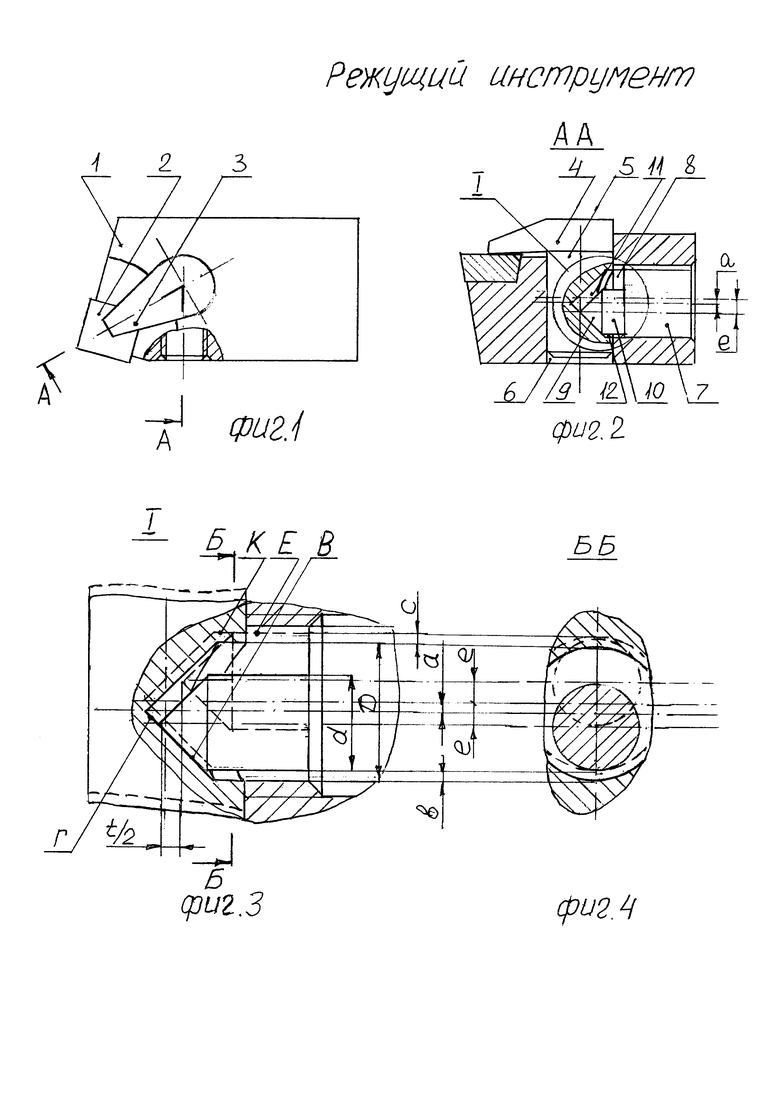
Изобретение поясняется чертежами, где на фиг. 1 - предлагаемый инструмент - вид в плане; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - элемент фиг. 2; на фиг. 4 - сечение Б-Б фиг. 3.
Режущий инструмент содержит корпус 1, в гнезде которого установлена режущая пластина 2, закрепляемая с помощью головки 3 Г-образного прихвата 4 с цилиндрической направляющей частью 5, расположенной в отверстии 6 корпуса. Перемещение прихвата 4 осуществляется с помощью винта 7, установленного в резьбовом отверстии 8 корпуса и имеющего торцевую коническую поверхность 9, выполненную с эксцентриситетом е относительно его оси. У основания торцовой конической поверхности 9 выполнена цилиндрическая проточка 10 с эксцентриситетом относительно оси винта 7, равным эксцентриситету его торцовой конической поверхности 9. Коническая торцовая поверхность 9 винта 7 взаимодействует с конической поверхностью 11, выполненной на цилиндрической направляющей 5 прихвата 4 перпендикулярно ее оси и со смещением относительно резьбового отверстия 8 корпуса 1 в сторону от головки 3 прихвата 4 на величину а. У основания конической поверхности 11 цилиндрической направляющей 5 прихвата 4 выполнена цилиндрическая выточка 12, в которую входит цилиндрическая проточка 10 винта 7.
Закрепление режущей пластины 2 осуществляется при завинчивании винта 7, когда образующая В его торцовой конической поверхности 9 взаимодействует с образующей Г конического отверстия 11 направляющей 5 прихвата 4, перемещая последний до зажима его головкой 3 режущей пластины 2.
Для закрепления должно быть выполнено условие е>а, а также обеспечен гарантированный зазор в между цилиндрической выточкой 12 конической поверхности 11 цилиндрической направляющей 5 прихвата 4. Раскрепление пластины 2 осуществляется при отворачивании винта 7 на пол-оборота, при этом он перемещается вдоль своей оси на величину t/2 (где t - шаг резьбы), а образующая Е его цилиндрической проточки 10 взаимодействует с образующей К цилиндрической выточки 12 цилиндрической направляющей 5 прихвата 4, перемещая последний вдоль оси на расстояние с (изображено на фиг. 3 и 4 пунктирной линией).
В предложенном варианте соотношение размерных параметров узла следующее:
D=d+2е,
где D - диаметр цилиндрической выточки направляющей прихвата;
d - диаметр цилиндрической проточки винта;
а=в=с.
Таким образом, подбирая размерные параметры элементов узла крепления, можно, без особой точности изготовления, обеспечить нужное осевое перемещение прихвата, что упростит процесс замены режущих пластин и сократит вспомогательное время.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2497638C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2017 |
|
RU2649927C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2019 |
|
RU2703219C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2497637C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2681093C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2015 |
|
RU2613836C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2013 |
|
RU2536316C1 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| СБОРНЫЙ РЕЗЕЦ | 1993 |
|
RU2049599C1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
Изобретение относится к машиностроению и может быть использовано в инструментах с механическим креплением режущих пластин. Режущий инструмент содержит узел крепления режущей пластины Г-образным прихватом с цилиндрической направляющей частью, перпендикулярно оси которой выполнена коническая поверхность с цилиндрической выточкой у своего основания. Закрепление-раскрепление пластины осуществляется с помощью винта с эксцентричной относительно оси торцовой конической поверхностью, у основания которой выполнена цилиндрическая выточка. При закреплении пластины взаимодействуют конические поверхности направляющей и винта, при раскреплении - цилиндрическая выточка направляющей и цилиндрическая проточка винта. Винт обеспечивает осевое перемещение прихвата в двух направлениях за пол-оборота. Сокращается вспомогательное время на переустановку режущих пластин. 4 ил.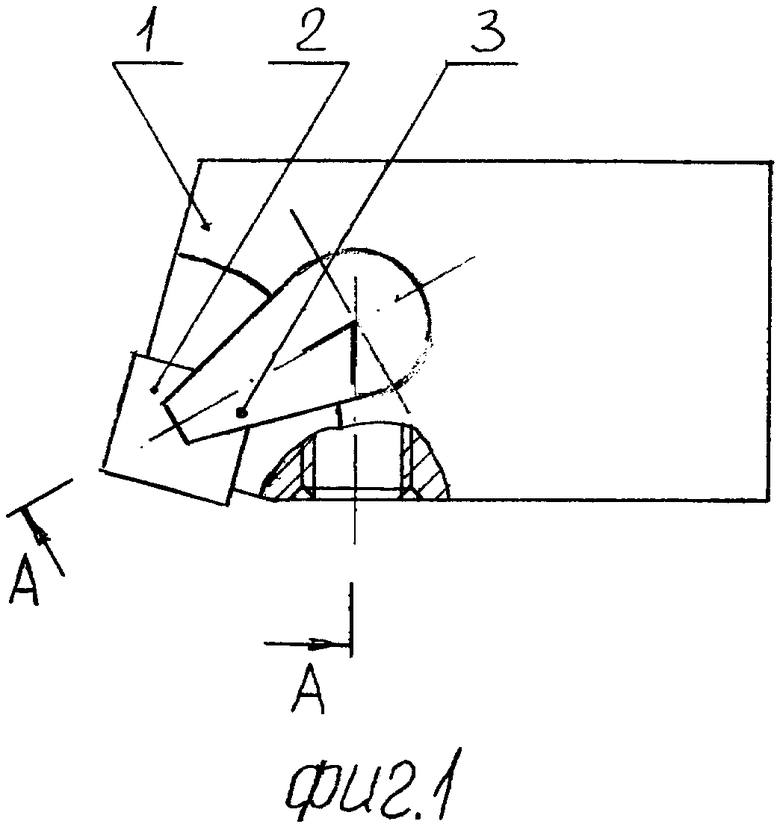
Режущий инструмент, содержащий корпус, в гнезде которого установлена режущая пластина, закрепляемая головкой Г-образного прихвата с цилиндрической направляющей, расположенной в отверстии корпуса, и винтом, установленным в резьбовом отверстии корпуса, выполненном перпендикулярно отверстию под цилиндрическую направляющую прихвата, и взаимодействующим своей торцовой конической поверхностью, выполненной эксцентрично оси винта, с конической поверхностью, выполненной на цилиндрической направляющей Г-образного прихвата перпендикулярно ее оси и со смещением относительно оси резьбового отверстия корпуса в сторону головки Г-образного прихвата на величину, меньшую величины эксцентриситета конической поверхности винта относительно его оси, отличающийся тем, что у основания конической поверхности цилиндрической направляющей прихвата выполнена цилиндрическая выточка, а у основания торцовой конической поверхности винта - цилиндрическая проточка с эксцентриситетом относительно оси винта, равным эксцентриситету его торцовой конической поверхности, входящая в цилиндрическую выточку у основания конической поверхности цилиндрической направляющей прихвата.
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2497638C1 |
| Резец с механическим креплением режущей пластины | 1981 |
|
SU992127A1 |
| Резьбовый токарный резец | 1990 |
|
SU1750852A1 |
| Сборный режущий инструмент | 1985 |
|
SU1269917A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2497637C1 |
| US 9302326 B2, 05.04.2016. | |||

