фцг.З
Изобретение относится к металлообработке и может быть использовано при обработке отверстий многолезвийными инструментами.
Целью изобретения является повышение надежности крепления пластин за счет их дополнительного поджима.
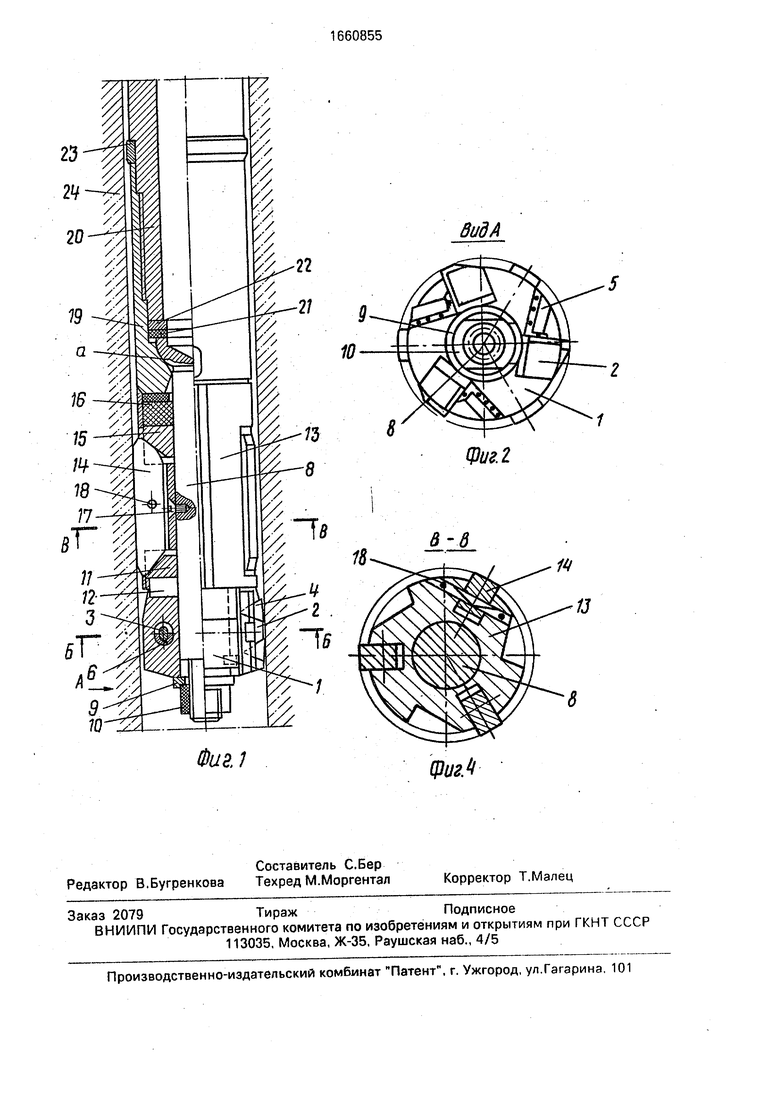
На фиг.1 представлен трехлезвийный инструмент, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1.
Расточной инструмент содержит трех- лезвийную головку, направляющий и шарнирный узлы и стеблевую часть инструмента. Трехлезвийная головка выполнена из корпуса 1 с центральным отверстием и продольными пазами, на опорных поверхностях которого размещены резцовые вставки 2. Резцовые вставки 2 равномерно расположены по окружности корпуса 1 и закреплены в продольных его пазах с помощью винтов 3. Резцовые вставки 2 выполнены призматической формы, в гнездах которых размещены режущие элементы 4. Фиксация режущих элементов 4 в гнездах корпуса осуществлена посредством прихвата 5, в средней части которого размэщена головка винта 3, выполненная конической формы и контактирующая с коническим дном паза этого прихвата. Между тыльным торцом прихвата 5 и дном отверстия в корпусе 1 головки размещена пружина 6, работающая на сжатие. Один конец прихвата 5 имеет возможность опирания на корпус 1, а другой его конец - на режущие элементы 4. Каждая резцовая вставка закреплена с помощью резьбовой части винта 3 и его конической головки. При этом, она в продольном пазу от продольных перемещений зафиксирована не только развиваемым усилием от винта 3, но и призматической шпонкой 7, размещенной в пазах корпуса 1 и резцовой вставки 2. Трехлезвийная головка размещена на стержне 8 шарнирного узла и со стороны торца головки зафиксирована на нем посредством быстросъемной шайбы 9 и гайки 10.
Корпус 1 головки своим торцом размещен на распорном кольце 11 и посредством шпонки 12 зафиксирован от проворота относительно направляющего узла. Направляющий узел выполнен из обоймы 13, в продольных пазах которой размещены направляющие колодки 14, а в ее торцовых расточках размещены распорные кольца 11 и 15. Распорное кольцо 15 размещено на упругом кольце 16, выполненном из полиуретана. Обойма 13 закреплена на стержне 8 с помощью винтов 17. Поджим направляющих колодок 14 к опорным поверхностям
распорных колец 11 и 15 осуществлен посредством пружин 18. Шарнирная часть d стержня 8 установлена между конической поверхностью резьбовой втулки 19 и торцом
стеблевой части 20 инструмента. Выбор зазоров в шарнирной части стержня 8 осуществлен посредством упругой прокладки 21 и мерного кольца 22. Между торцом резьбовой втулки 19 и стеблевой частью 20 разме0 щено опорное кольцо 23, наружный диаметр которого определен минимальным диаметром поступающего на операцию растачивания отверстия заготовки 24.
На фиг,1-4 приведен расточный инстру5 мент для обработки глубоких отверстий по схеме на растяжение. Поэтому перед операцией растачивания заготовки 24 стеблевую часть 20 вводят на ускоренном ходу в обрабатываемое отверстие заготовки 24.
0 При этом передний конец длинномерной стеблевой части 20 базируется на отверстии заготовки 24 с помощью опорного кольца 23, закрепленного между торцами резьбовой втулки 19 и стеблевой частью 20. Бази5 рование опорного кольца 23 при ускоренных перемещениях инструмента предохраняет направляющий узел и резьбовую часть стержня 8 от случайных повреждений, которые могут возникнуть при
0 быстрых перемещениях инструмента. При выходе конца стержня 8 из отверстия заготовки 24 устанавливают корпус 1 трехлез- вийной головки и фиксируют его от проворота относительно направляющего
5 узла с помощью шпонки 7, которая размещена на распорном кольце 11. Затем закрепляют корпус 1 головки посредством быстросъемной шайбы 9 и гайки 10 на стержне 8. Перед началом проведения операции
0 резцовые вставки 2 устанавливают на опорные поверхности продольного паза корпуса 1 путем ввинчивания винтов 3. Пружина 6, размещенная между дном отверстия в корпусе 1 и торцом прихвата 5, обеспечивает
5 постоянный поджим резцовой вставки 2 к опорным поверхностям и свободную установку режущего элемента 4 в гнезде. При дальнейшем ввинчивании винта 3 размещенная в средней части прихвата 5 головка
0 с конической поверхностью действует на коническую поверхность прихвата 5 и в результате одновременно закрепляется режущий элемент 4 в гнезде и резцовая вставка 2. От продольных перемещений рез5 цовая вставка 2 предохраняется с помощью призматической шпонки 7.
В процессе растачивания отверстий направляющие колодки 14, установленные в продольных пазах обоймы 13 на распорные кольца 11 и 15, базируются на поверхности
обрабатываемого отверстия заготовки 24 и имеют возможность самоустанавливаться благодаря выполнению конической поверхности распорных колец 11 и 15 и цилиндрической поверхности на опорных участках направляющих колодок 14. Натяг по направляющим колодкам 14 регулируется непосредственно с помощью гайки 10 или изменением толщины упругого кольца 16, установленного между торцами распорного кольца 15 и резьбовой втулки 19. В процессе растачивания шарнирный узел, выполненный в виде шарнирной части а стержня 8, обеспечивает отсутствие влияния угловых перемещений переднего конца стеблевой части 20 на осевое положение трехлезвий- ной головки, закрепленной на другом конце стержня 8. Усилие поджима шарнирной части а стержня 8 выбирается таким, чтобы отсутствовали провороты этой части относительно конической поверхности резьбо- вой втулки 19. Усилие поджима осуществляется упругой прокладкой 21 и мерным кольцом 22. Силы резания, действующие на резцовые вставки 2, передаются на корпус 1 головки и воспринимаются направляющими колодками 14. Крутящий момент, возникающий от сил резания, передается непосредственно через призматическую шпонку 12 и закрепление обоймы 13 с по- мощью винтов 17 на стержень 8 и далее воспринимается уже стеблевой частью 20 инструмента. В процессе работы расточного инструмента опорное кольцо 23 не соприкасается с обрабатываемой поверхностью отверстия заготовки 24, так как его диаметральный размер выполнен меньшим диаметром, чем диаметр отверстия заготовки 24. В процессе эксплуатации инструмента
пружины 18 предохраняют направляющие колодки 14 от распадания (выпадания) и обеспечивают постоянный поджим их к поверхностям распорных колец 11 и 15.
Одновременное закрепление одним винтом 3 резцовой вставки 2 и подпружиненного прихвата 5, расположенного для фиксации режущего элемента 4 на другой резцовой вставке, упрощает конструкцию, инструмента и делает его элементы технологически простыми в исполнении. Выполнение подпружиненного прихвата 5 и головки винта 3 с конической поверхностью обеспечивает раскрепление режущего элемента 4 при неподвижных самих резцовых вставках, что позволяет поддерживать прилегание резцовых вставок на опорных поверхностях продольного паза корпуса постоянным и без перемещений.
Формула изобретения Расточной инструмент, содержащий корпус с продольными пазами, предназначенными для размещения резцовых вставок с режущими элементами, и винты для крепления вставок, отличающийся тем, что, с целью повышения надежности крепления режущих элементов, инструмент снабжен подпружиненными прихватами в виде пластин с коническими отверстиями, каждый из которых размещен в пазу корпуса с возможностью взаимодействия с режущим элементом и стенкой паза, при этом в корпусе выполнены тангенциальные отверстия для размещения винтов, причем резьбовая часть каждого винта предназначена для взаимодействия с резьбой, выполненной в резцовой вставке, а головка- с конической поверхностью отверстия прихвата.
23
2420
Фив.1
Фиг. 4

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Расточное устройство | 1989 |
|
SU1704943A1 |
| Расточная головка | 1989 |
|
SU1773574A1 |
| Расточная головка | 1985 |
|
SU1328077A1 |
| Инструмент для обработки глубоких отверстий | 1989 |
|
SU1660856A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2067513C1 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
Изобретение относится к металлообработке и может быть использовано при обработке отверстий многолезвийными инструментами. Целью изобретения является повышение надежности крепления пластин за счет их дополнительного поджима. В корпусе 1 выполнены пазы для размещения резцовых вставок 2 с режущими элементами 4. Для поджима режущих элементов 4 используются подпружиненные прихваты 5. Крепление резцовой вставки 2 и поджим прихвата 5 осуществляется одним винтом 3, что позволяет поддерживать прилегание резцовых вставок на опорных поверхностях паза корпуса без перемещений. 4 ил.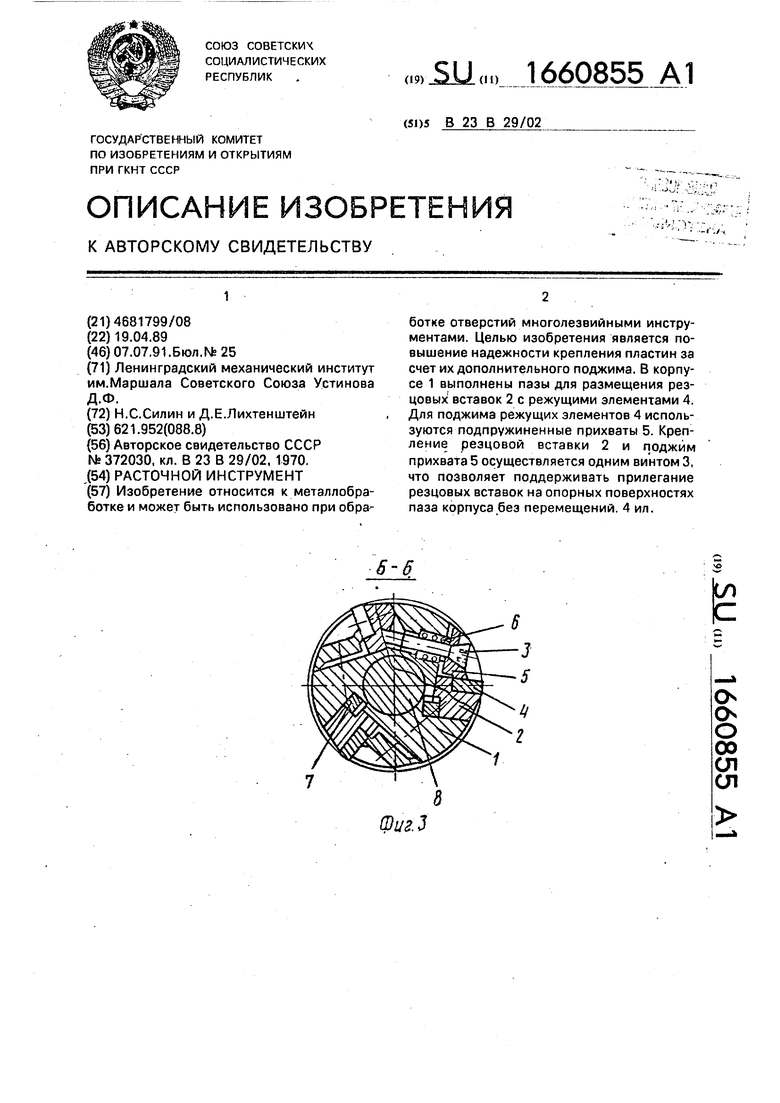
| БИ&ЛИОТ сНА | 0 |
|
SU372030A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ,(54) РАСТОЧНОЙ ИНСТРУМЕНТ | |||
