/г./ Изобретение относится к металлорежущим инструментам и может быть применено для обработки материалов резанием. Известны сборные режущие инструменты у которых режущая пластина зажимается с помощью винта, на коническую головку которого надета разжимная втулка, разрезанная вдоль оси пазом. Головка винта в сборе со втулкой находится в отверстии в режущей пластине. При завертывании винта в корпус резца коническая поверхность головки, взаимодействуя с внутренней конической поверхностью втулки, раздвигает ее стенки, а последняя своей наружной цилиндрической стенкой воздействует на стенку цилиндрического отверстия в режущей пластине, и из-за эксцентриситета осей отверстия в режущей пластине и резьбового отверстия в корпусе резца режущая пластина прижимается к боковым стенкам гнезда в корпусе резца 1. Однако выполнение поверхностей сопряжения разжимной втулки и стенки отверстия в режущей пластине цилиндрическими не гарантирует поджатия режущей пластины к опоре гнезда, из-за чего снижается жесткость стыка, особенно при работе с переменными силами резания, а последнее влечет преждевременную поломку режущей пластины. У резьбового соединения винта с корпусом резца, выполненного непосредственно под режущей пластиной, при длительной эксплуатации из-за теплового фактора возможно заклинивание при выходе из строя резьбы. Конструкция уязвима мелкодисперсной стружкой и металлической пылью, которые образуются при черновой обработке заготовок, особенно из чугуна, при этом нет элементов, выполняющих защитную функцию. Для достижения нужной величины эксцентриситета отверстий в режущей пластине и в корпусе резца необходима подгонка сопрягающихся поверхностей. Все это свидетельствует о низкой технологичности конструкции, отсутствии взаимозаменяемости крепежных деталей, что в итоге не гарантирует жесткости и надежности крепления режущего элемента. Известны сборные режущие инструменты, у которых зажимной элемент имеет форму гильзы, частично разрезанной в длину (т. е. в форме цанги) и имеющей сверху (со стороны неразрезанного торца) выступы, выполняющие роль прихватов, которыми прижимается режущая пластина сверху к опоре гнезда. Лепестки цанги раздвигаются при помощи конусной поверхности винта, воздействующей (при завинчивании последнего в корпус резца) на внутреннюю стенку уступа, выполненного внутри цанги 2. Однако весомая доля в выполнении функций крепления режущей пластины возложена не только на детали крепежного элемента, но и на державку. Так как направление прижатия режущей пластины к опоре совпадает с направлением воздействия нажимного винта на лепестки цанги, то нажимной винт здесь сочленен с державкой именно по резьбовому соединению. Из-за этого становится невозможной быстрая смена самого нажимного винта. Расположение резьбового соединения под режущей пластиной повыщает вероятность его выхода из строя. Это затрудняет возможность ремонта державки и снижает ее долговечность. Конструкцию нельзя применять для обработки материалов дающих мелкодисперсную стружку, так как она не имеет защитных элементов. Сопряжение крепежного элемента с державкой по резьбовому соединению, выполненному под режущей пластиной, снижает жесткость и надежность крепления режущей пластины к державке, снижает технологичность конструкции, снижает уровень органолептических свойств инструмента. Цель изобретения - повыщение надежности крепления. Указанная цель достигается тем, что у сборного режущего инструмента, содержащего державку, режущую вставку и цангу с механизмом ее крепления, состоящим из нажимного винта и накидной гайки, отверстие в державке под цангу выполнено коническим, а на головке винта выполнены выступы для взаимодействия с пазами цанги, на наружной неразрезанной части которой выполнены противоположные лыски для взаимодействия с режущей вставкой. Выполнение поверхности отверстия (под цангу) в корпусе державки расщиряющимся к основанию державки позволит обеспечить появление при разжатии лепестков цанги составляющей силы реакции, направленной тоже в сторону основания державки резца, а благодаря воздействию накидной гайки на цангу осуществить надежное прижатие буртом цанги режущей вставки к основанию гнезда в державке. Выполнение на головке нажимного винта выступов, входящих в межлепестковые пазы цанги, а также наружной неразрезанной части корпуса цанги противоположных плоскостей, одна из которых входит в контакт с одной из стенок открытого паза в режущей вставке при навинчивании накидной гайки на нажимной винт, способствует появлению (за счет трения накидной гайки о бурт корпуса цанги) проворота режущей вставки в сторону стенок гнезда, в который она помещена, а это еще больще повыщает надежность крепления режущей вставки к державке. Воздействие плоскости корпуса цанги при ее малейщем провороте на стенку открытого паза в режущей вставке, а также
потребность в небольших перемещениях накидной гайки по нажимному винту с целью разжатия лепестков цанги на достаточную для закрепления режущей вставки величину, обеспечивает в итоге и быстроемкость режущей вставки, а при необходимости, и быструю замену самого цангового механизма крепления режущей вставки.
Так как сопрягающиеся между собой детали цангового механизма выполнены так, что они сверху защищены накидной гайкой, то это предохраняет их от повреждения стружкой и продлевает срок их службы.
В предлагаемой конструкции основные функции по креплению режущей вставки к державке возложены только на детали крепежного элемента - цанговый механизм. Зиго упрощает форму сопрягающихся поверхностей вставки и державки, чем повыщается технологичность их изготовления. Например, режущие вставки и корпуса резцов могут изготавливаться на заводах-потребителях инструмента, не имеющих специализированных цехов по изготовлению режущего инструмента, а цанговый механизм - на специализированном инструментальном заводе, что обеспечит ему низкую стоимость при высоком качестве.
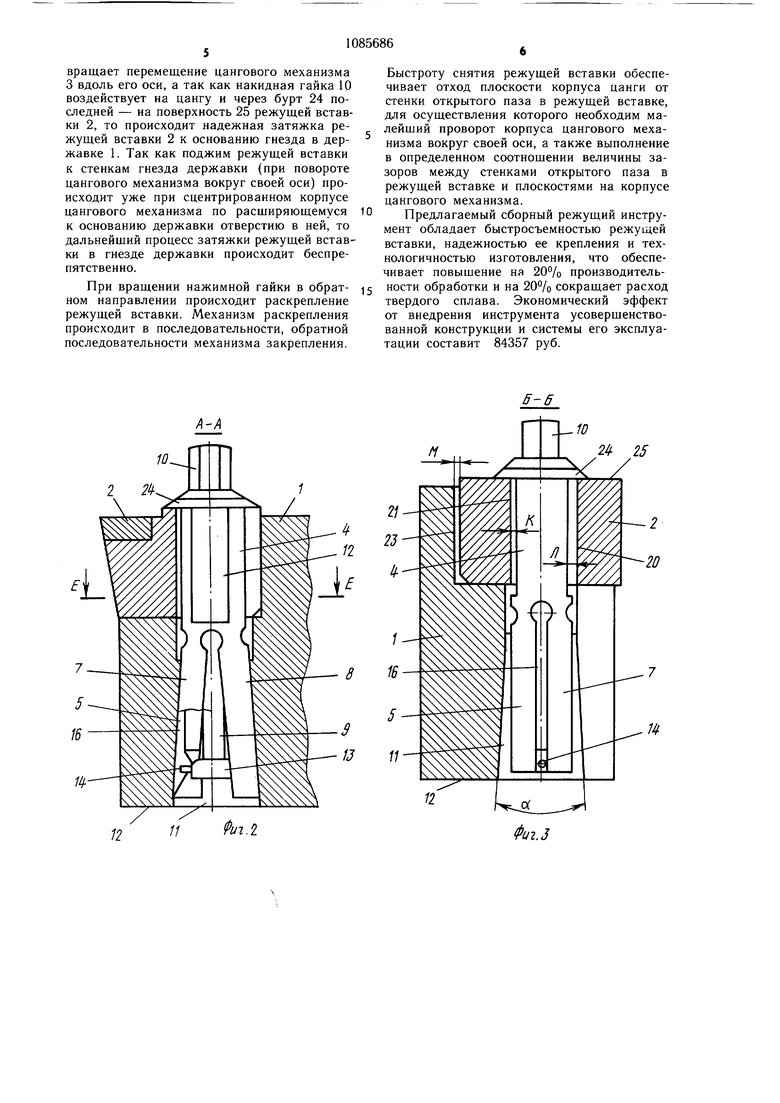
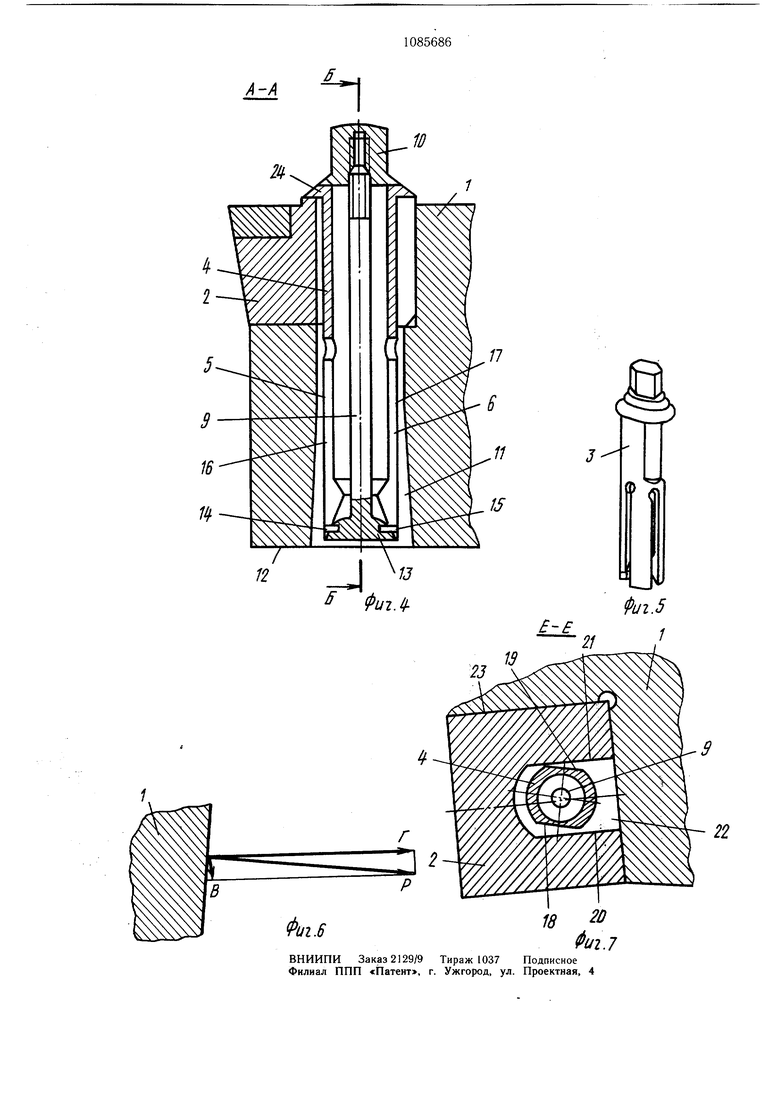
На фиг. 1 представлен резец в сборе (вид сверху); на фиг. 2 - сечение А-А на фиг. 1 (лепестки цанги разжаты, а режущая вставки закреплена); на фиг. 3 - сечение Б-Б на фиг. 4 (лепестки цанги не разжаты); на фиг. 4 - сечение А-А на фиг. 1 (лепестки цанги не разжаты, режущая вставка не закреплена); на фиг. 5 - цанговый механизм крепления режущей вставки; на фиг. 6-схема сил реакции; на фиг. 7 - сечение Е-Е на фиг. 2.
Резец содержит державку 1, режущую вставку 2 и цанговый механизм ее крепления 3 (фиг. 5), состоящий из полого цилиндрического корпуса 4 с выполненными на нем (например, четырьмя) пружинящими лепестками 5 и 6, 7 и 8, нажимного винта 9 и накидной гайки 10. Отверстие 11 в державке 1 выполнено расширяющимся под острым углом « к ее основанию 12. На головке 13 нажимного винта 9 выполнены выступы 14 и 15, входящие в межлепестковые пазы 16 и 17 корпуса 4 цангового механизма 3.
На наружной неразрезанной части корпуса 4 цанги выполнены противоположные плоскости 18 и 19 (фиг. 2 и 7), стенки 20 и 21 (фиг. 3 и 7) открытого паза 22 (фиг. 7) режущей вставки 2 выполнены на таком расстоянии друг от друга, что режущая вставка, одеваясь на корпус цанги с зазором величиной /С и Л (фиг. 3) (причем величина зазора ), устанавливается и с зазором величиной М (фиг. 3) по отнощению к стенке 23 (фиг. 3 и 7) гнезда под режущую
вставку в державке 1. Соотношение величин зазоров .
На верхней части корпуса 4 цанги выполнен бурт 24 (фиг. 2, 3 и 4), воздействуюс щий на поверхность 25 (фиг. 3) режущей вставки 2 при навинчивании накидной гайки 10 на нажимной винт 9.
Сборка резца осуществляется следующим образом.
Вначале собирается цанговый механизм 3
крепления режущей вставки 2. Снизу в корпус 4 вставляется нажимной винт 9: выступы 14 и 15 на его головке 13 вводятся в межлепестковые пазы 16 и 17, а сама головка 13 подводится до соприкосновения
5 с внутренними коническими поверхностями лепестков 5, 6, 7 и 8. На выступающую сверху корпуса 4 цанги резьбовую часть нажимного винта 9 навинчивается накидная гайка 10 до соприкосновения с буртом 24 корпуса 4 цанги. В собранном виде цанго0 вого механизма 3 его корпус 4 остается цилиндрическим (лепестки не разжаты и режущая вставка не закреплена - фиг. 1 и 3). Затем цанговый механизм 3 вводится своей разрезанной частью в расширяющееся
5 к основанию 12 державки 1 отверстие 11, а режущая вставка 2, одеваясь на верхнюю неразрезанную часть корпуса 4 цанги, устанавливается в гнездо в державке 1. Это состояние сборного режущего инструмента изображено на фиг. 1 и 3.
0 Для закрепления режущей вставки 2 в гнезде державки 1 вращают накидную гайку 10 в направлении по стрелке Н (фиг. 4). Из-за воздействия выступов 14 и 15 на лепестки 5 и 8 корпус 4 цанги тоже вращается в направлении по стрелке Н до упора плос кости 19 на неразрезанной части корпуса 4 цанги в стенку 21 открытого паза 22 режущей вставки 2. При этом за счет трения накидной гайки 10 о бурт 24 корпуса 4 цанги и трения последнего о поверхность 25
0 режущей вставки 2 сама режущая вставка 2 подвинется к стенке 23 гнезда в державке 1 до упора. Одновременно головка 13 нажимного винта 9 воздействует на конусную поверхность лепестков 5, 6, 7 и 8 и раздвигает их до упора в стенки расширяющегося к основанию 12 державки 1 отверстия 11. Так как соотношение величин зазоров К + М Л, то при поджиме режущей вставки к стенке 23 гнезда в державке 1 плоскость 18 не испытывает препятствий со стороны стенQ ки 20 открытого паза 22 в режущей вставке 2.
При упоре лепестков 5, 6, 7 и 8 в поверхность стенки отверстия 11 возникает сила Р (фиг. 6) реакции, имеющая как горизонталь5 ную Г (фиг. 6), так и вертикальную В (фиг. 6) составляющие. Вертикальная составляющая направлена тоже в сторону основания 12 державки 1 резца и предотвращает перемещение цангового механизма 3 вдоль его оси, а так как накидная гайка 10 воздействует на цангу и через бурт 24 последней - на поверхность 25 режущей вставки 2, то происходит надежная затяжка режущей вставки 2 к основанию гнезда в державке 1. Так как поджим режущей вставки к стенкам гнезда державки (при повороте цангового механизма вокруг своей оси) происходит уже при сцентрированном корпусе цангового механизма по расширяющемуся к основанию державки отверстию в ней, то дальнейший процесс затяжки режущей вставки в гнезде державки происходит беспрепятственно. При вращении нажимной гайки в обратном направлении происходит раскрепление режущей вставки. Механизм раскрепления происходит в последовательности, обратной последовательности механизма закрепления. Быстроту снятия режущей вставки обеспечивает отход плоскости корпуса цанги от стенки открытого паза в режущей вставке, для осуществления которого необходим малейщий проворот корпуса цангового механизма вокруг своей оси, а также выполнение в определенном соотнощении величины зазоров между стенками открытого паза в режущей вставке и плоскостями на корпусе цангового механизма. Предлагаемый сборный режущий инструмент обладает быстросъемностью режущей вставки, надежностью ее крепления и технологичностью изготовления, что обеспечивает повышение на 20% производитель ости обработки и на сокращает расход твердого сплава. Экономический эффект от внедрения инструмента усоверщенствованной конструкции и системы его эксплуатации составит 84357 руб.

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный режущий инструмент | 1983 |
|
SU1184611A2 |
| Скважинный посадочный инструмент (варианты) | 2018 |
|
RU2686793C1 |
| ПАТРОН ДЛЯ КРЕПЛЕНИЯ КОНЦЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2049600C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2009 |
|
RU2407611C1 |
| Резец для обработки труднообрабатываемых материалов | 1990 |
|
SU1754339A1 |
| Сборный режущий инструмент | 1989 |
|
SU1632639A1 |
| Державка для резца | 1985 |
|
SU1355376A1 |
| УСТРОЙСТВО ДЛЯ ОФТАЛЬМОЛОГИЧЕСКИХ ОПЕРАЦИЙ | 1992 |
|
RU2092139C1 |
СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ, содержащий державку, режущую вставку и цангу с механизмом ее крепления, состоящим из нажимного винта и накидной гайки, отличающийся тем, что, с целью повышения надежности крепления, отверстие в державке под цангу выполнено коническим, а на головке винта выполнены выступы для взаимодействия с пазами цанги, на наружной неразрезанной части которой выполнены противоположные лыски для взаимодействия с режущей вставкой.
АА
2 25
/Y
П
12
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3925868, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ МАССИВА ГОРНЫХ ПОРОД ПО ОСИ СКВАЖИНЫ | 2008 |
|
RU2364721C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
