Уровень техники
Производство одноразовых абсорбирующих изделий гигиенического назначения (таких, как одноразовые подгузники, обучающие трусы, урологическое нижнее белье для взрослых, изделия женской гигиены, грудные тампоны, гигиенические салфетки, детские нагрудники, перевязочные материалы и им подобные) является относительно капиталоемким и в высокой степени конкурентным. Для сохранения или увеличения своей доли на рынке производители таких изделий должны постоянно совершенствовать свою продукцию, чтобы она выгодно отличалась от аналогичной продукции конкурентов, и в то же время не допускать роста ее себестоимости, чтобы обеспечить конкурентоспособность цены готового изделия, и предложить на рынке товар, характеризующийся привлекательным соотношением цены и качества.
Одним из способов, которым некоторые производители пытаются повысить привлекательность своей продукции, заключается в повышении мягкости изделий. Родители или прочие лица, оказывающие уход за ребенком, имеют естественное желание обеспечить ему максимальный комфорт, и поэтому использование подгузника, относительно мягкого на ощупь, вселяет в них уверенность, что они делают все возможное для обеспечения максимального комфорта для своего ребенка. Что касается прочих абсорбирующих изделий, предназначенных для ношения на коже и/или в непосредственной близости к коже, ощущение мягкости такого изделия также дает носящему или лицу, оказывающему уход, чувство уверенности в комфортности изделия. В связи с этим производители таких изделий ведут разработки в направлении усиления атрибутов мягкости структуры изделия и различных материалов, из которых изготовлено данное изделие, включая материалы самых наружных слоев изделия (то есть, материалы, видимые для пользователя, контактирующие с кожей и/или к которым может прикасаться пользователь).
Считается, что на восприятие человеком мягкости абсорбирующего изделия могут влиять осязаемые, слышимые и видимые сигналы.
Осязаемые сигналы мягкости могут исходить от различных элементов и свойств абсорбирующего изделия, влияющих на его осязательное восприятие. Так, например, многие абсорбирующие изделия имеют компоненты самого наружного слоя, выполненные из нетканых материалов, и свойства таких материалов, включающие, но не ограничивающиеся ими, приподнятость волокон, форму волокон, толщину и плотность материала, массу на единицу площади, податливость и гибкость на микроуровне (отдельного волокна), податливость и гибкость на макроуровне (нетканого полотна в целом, сформированного из данных волокон), характеристики трения поверхностности, число незакрепленных волокон или свободных концов волокон, а также прочие характеристики - могут влиять на осязательные сигналы, которые несет изделие.
На ощущение мягкости могут также влиять слышимые сигналы, например, шелест, шуршание или прочие шумы, а также звук смятия, возникающие при касании с материалами изделия или при иных операциях с ним.
На ощущение мягкости могут также влиять видимые сигналы, то есть внешний вид материала. Считается, что если нетканые материалы, из которых выполнено абсорбирующее изделие, человеку визуально кажутся относительно мягкими, то с большей вероятностью можно ожидать, что человек будет воспринимать все изделие, как более мягкое. На зрительное впечатление мягкости могут влиять различные элементы и свойства материалов, включая, но не ограничиваясь ими, цвет, прозрачность, коэффициент отражения, преломления или поглощения света, видимую толщину, размер волокон и плотность, а также физические свойства поверхности на макроуровне.
Вследствие такого сложного сочетания описанных выше характеристик и субъективного характера ощущений различных людей, невозможно точно измерить и количественно выразить мягкость, как атрибут абсорбирующего изделия. И хотя разработан ряд методов измерения и оценки свойств материалов, которые, как считается, влияют на сигналы мягкости, не существует стандартных, всеми признанных единиц мягкости или методов ее измерения. Концепция мягкости является субъективной и относительной, и поэтому мягкость трудно охарактеризовать объективно. Поскольку мягкость так трудно охарактеризовать, на нее также трудно и предсказуемым образом повлиять, например, путем изменения характеристик материалов или параметров технологического процесса.
Усилия по определению и повышению мягкости затрудняет тот факт, что разные люди имеют различные физиологически заложенные и формируемые с опытом шкалы мягкости и различные представления о том, какие же свойства и элементы делают один и тот же объект более или менее мягким.
Предложены различные способы повышения приподнятости волокон нетканого полотна и/или усиления восприятия его мягкости пользователем, включающие введение в его конструкцию различных элементов или изменение свойств таких элементов. Предложенные способы включают выбор и/или изменение химии волокон, массы полотна на единицу площади, приподнятости волокон, плотности волокон, их конфигурации и размера, окрашивание и/или изменение прозрачности, выполнение рельефа или мест скрепления в виде различных конфигураций и прочие. Различные подходы описаны, например, в патентной заявке США 13/428,404 (Xu с соавт.).
Предпринятые на сегодняшний день попытки усиления атрибутов мягкости и восприятия мягкости были в различной степени успешными, но по-прежнему остается потенциал для усовершенствований.
Краткое описание чертежей
Фиг. 1А. Аксонометрический вид одноразового подгузника, уложенного на горизонтальную поверхность, в свободном состоянии, стороной, обращенной к носящему, вверх.
Фиг. 1B. Вид сверху одноразового подгузника, уложенного на горизонтальную поверхность, расправленного до плоского состояния (с преодолением упругих усилий со стороны эластичных элементов), стороной, обращенной к носящему, вверх.
Фиг. 2А. Сечение подгузника, изображенного на фиг. 1А и 1B, по плоскости 2-2, обозначенной на фиг. 1А и 1B.
Фиг. 2B. Схематическое сечение фрагмента ламината из полимерной пленки и нетканого полотна плоскостью, проходящей через конфигурацию оттисков скрепления в нетканом полотне.
Фиг. 3. Упрощенный вид заготовки, движущейся через зазор между каландровочными валиками при формировании нетканого полотна с каландрованием и скреплением.
Фиг. 4А. Вид конфигурации из фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов, которые могут быть выполнены на поверхности каландровочного валика, для формирования соответствующей конфигурации из консолидирующих оттисков скрепления в нетканом полотне, имеющих форму таких фигур.
Фиг. 4B. Вид еще одного воплощения конфигурации из фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов, которые могут быть выполнены на поверхности каландровочного валика, для формирования соответствующей альтернативной конфигурации из консолидирующих оттисков скрепления в нетканом полотне, имеющих форму таких фигур.
Фиг. 4С. Увеличенный вид конфигурации, изображенной на фиг. 4B, из фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов или консолидирующие оттиски скрепления в нетканом полотне.
Фиг. 5А. Вид еще одного воплощения конфигурации из фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов, которые могут быть выполнены на поверхности каландровочного валика, для формирования соответствующей альтернативной конфигурации консолидирующих оттисков скрепления в нетканом полотне, имеющих форму таких фигур.
Фиг. 5B. Увеличенный вид конфигурации, изображенной на фиг. 5А, из фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов или консолидирующие оттиски скрепления в нетканом полотне.
Фиг. 5С. Увеличенный вид конфигурации, изображенной на фиг. 5А, из фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов или консолидирующие оттиски скрепления в нетканом полотне.
Фиг. 6А. Вид еще одного воплощения конфигурации из фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов, которые могут быть выполнены на поверхности каландровочного валика, для формирования соответствующей альтернативной конфигурации из консолидирующих оттисков скрепления в нетканом полотне, имеющих форму таких фигур.
Фиг. 6B. Увеличенный вид конфигурации, изображенной на фиг. 6А, из фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов или консолидирующие оттиски скрепления в нетканом полотне.
Фиг. 7. Вид еще одного воплощения конфигурации фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов, которые могут быть выполнены на поверхности каландровочного валика, для формирования соответствующей альтернативной конфигурации из консолидирующих оттисков скрепления в нетканом полотне, имеющих форму таких фигур.
Описание примеров
Определения
Термин «абсорбирующее изделие» означает устройства, поглощающие и удерживающие выделения организма, и в более частном смысле, устройства, устанавливаемые вплотную или в непосредственной близости к телу пользователя для поглощения и удержания различных выделений организма. Абсорбирующие изделия могут включать подгузники, обучающие трусы, урологическое нижнее белье и урологические прокладки для взрослых, изделия женской гигиены, грудные тампоны, гигиенические салфетки, детские нагрудники, перевязочные материалы и им подобные. В контексте настоящего описания термин «выделения организма» включает, но не ограничивается ими, мочу, кровь, влагалищные выделения, грудное молоко, пот и фекалии.
Термин «абсорбирующая сердцевина» означает конструкцию, как правило, расположенную между верхним листом и тыльным листом абсорбирующего изделия и предназначенную для поглощения и удержания жидкости, принятой абсорбирующим изделием. Абсорбирующая сердцевина может также включать покровный слой (оболочку). Покровный слой (оболочка) может содержать нетканый материал. В некоторых воплощениях абсорбирующая сердцевина может включать одну или более основ, абсорбирующий полимерный материал и термопластический адгезивный материал или состав, обладающие адгезией к абсорбирующему полимерному материалу и иммобилизирующие его относительно основы, и в некоторых воплощениях, относительно покровного слоя (оболочки).
Термины «абсорбирующий полимерный материал», «абсорбирующий гелеобразующий материал», «АГМ», «суперабсорбент» и «суперабсорбирующий материал» в контексте настоящего описания используются, как взаимно заменяющие друг друга и означают материалы из полимеров с перекрестными связями, которые могут поглощать 0,9%-ный водный раствор соли в количестве, по меньшей мере в 5 раз превышающем их собственный вес, по результатам измерений по методу определения удерживающей емкости с помощью центрифугирования (Edana 441.2-01).
Термин «абсорбирующий полимерный материал в форме частиц» в контексте настоящего описания означает абсорбирующий полимерный материал в форме частиц, который в сухом состоянии является сыпучим.
«Область абсорбирующего полимерного материала в форме частиц» в контексте настоящего описания означает область сердцевины, в которой первая основа и вторая основа отделены друг от друга множеством суперабсорбирующих частиц. Некоторое количество случайно освободившихся частиц суперабсорбирующего полимера может оказаться за пределами данной области между первой и второй основами.
«Вспушенная целлюлоза» в контексте настоящего описания означает измельченную древесную пульпу, которая представляет собой одну из форм целлюлозных волокон.
Термин «заготовка» в контексте настоящего описания означает волокнистые материалы до скрепления их волокон друг с другом, которое происходит на этапе окончательного каландрования, как будет описано ниже. «Заготовка» содержит отдельные волокна, которые в большинстве своем не скреплены друг с другом, хотя некоторое предварительное скрепление волокон может выполняться, например, в процессе вытяжения и укладки волокон или через небольшое время после укладки, или во время предварительного каландрования. Однако после такого предварительного скрепления все равно остается достаточно большое количество волокон, которые имеют полную свободу движения, так что их положение может быть изменено. «Заготовка» может содержать несколько слоев, которые могут образовываться в результате наложения друг на друга волокон, экструдируемых через несколько рядов мундштуков.
«Двухкомпонентное волокно» означает волокно, имеющее поперечное сечение, содержащее два отдельных компонента, соответствующих различным полимерам, двум различным смесям полимеров, или одному полимеру и одной смеси полимеров. Двухкомпонентное волокно является частным случаем многокомпонентного волокна. Двухкомпонентное волокно может иметь поперечное сечение, содержащее две или более областей, соответствующих различным компонентам, и которые могут иметь различные формы и расположение, включая, например, соосное расположение, расположение «сердцевина-оболочка», расположение «бок о бок», в виде секторов круга и пр.
«Процент площади скрепления» в нетканом полотне означает отношение площади, занятой оттисками скрепления, к суммарной площади полотна, выраженное в процентах и измеренное по методу определения процента площади скрепления, приведенному в настоящей заявке.
Термины «скрепляющий валик», «калан дровочный валик» и «валик» используются, как взаимно заменяющие друг друга.
«Оттиск скрепления» в нетканом полотне представляет собой структурное образование на его поверхности, сформированное за счет вдавливания скрепляющего выступа каландровочного валика в нетканое полотно. Оттиск скрепления представляет собой место расположения деформированных, входящих в зацепление друг с другом или спутанных, расплавленных или термически скрепленных материалов из волокон, наложенных друг на друга и сжатых в направлении z под скрепляющим выступом, и таким образом образующих место скрепления. Отдельные места скрепления могут быть связаны между собой свободными волокнами в структуре нетканого полотна. Форма и размеры оттиска скрепления примерно соответствуют форме и размерам скрепляющей поверхности скрепляющего выступа каландровочного валика.
«Столбец» из мест скрепления на нетканом полотне означает группу из соседних друг с другом мест скрепления аналогичной формы и угловой ориентации, расположенных вдоль линии, протяженной преобладающим образом в направлении движения в машине.
"Поперечное направление" (CD) - по отношению к процессу изготовления нетканого полотна и к самому нетканому полотну означает направление, параллельное поверхности полотна и в сущности перпендикулярное направлению подачи полотна в производственной линии, на которой изготавливается полотно. По отношению к неконсолидированной заготовке, проходящей через зазор между парой каландровочных валиков, формирующих скрепленное нетканое полотно, поперечное направление перпендикулярно направлению движения заготовки через зазор и параллельно зазору.
Термин «одноразовый» используется в своем обычном смысле и обозначает изделие, которое удаляется, как отходы, после ограниченного числа раз его использования, что может занимать различные периоды времени, например, после менее чем примерно 20 раз использования, менее чем примерно 10 раз использования, менее чем примерно 5 раз использования, или даже менее чем примерно 2 раз использования.
Термин «подгузник» относится к абсорбирующему изделию, обычно носимому малыми детьми и лицами, страдающими недержанием мочи, в нижней части тела, вокруг ног и талии, и специально предназначенному для приема и удержания мочи и фекальных выделений. В контексте настоящего описания термин «подгузник» включает также термин «подгузник-трусы», который будет определен ниже.
Термины «волокно» и «нить» используются, как взаимно заменяющие друг друга.
«Диаметр волокна» выражается в микрометрах. Термины «денье», или «ден» (граммов волокна на 9000 м) и «dTex» (децитекс, граммов волокна на 10000 м) используются для охарактеризования волокон, как грубых или тонких, и по соответствующим показателям может быть определен диаметр волокна (предполагая, что оно круглое), если известна плотность материала (материалов) волокна.
Термин «пленка» означает материал типа мембраны, сформированный из одного или более полимеров, и не имеющий формы в виде полотна из преобладающих скрепленных друг с другом полимерных и/или прочих волокон.
Термин «длина» и его производные, по отношению к подгузнику или обучающим трусам, означают размер, измеренный в направлении, перпендикулярном поясным краям и/или параллельном продольной оси.
Термин «направление движения в машине (MD)», употребляемый по отношению к процессу изготовления нетканого полотна и самому нетканому полотну, означает направление, в сущности параллельное направлению подачи материала на технологической линии, на которой данное полотно изготавливается. По отношению к заготовке, пропускаемой через зазор между парой каландровочных валиков, направление движения в машине параллельно направлению движения полотна через зазор и перпендикулярно самому зазору.
«Однокомпонентное» означает волокно, сформированное из единственного полимерного компонента или одной смеси полимерных компонентов, в отличие от двухкомпонентных или многокомпонентных волокон.
«Многокомпонентное» означает волокно, имеющее поперечное сечение, содержащее более, чем один полимерный компонент, более, чем одну смесь полимерных компонентов, или по меньшей мере один полимерный компонент и по меньшей мере одну смесь полимерных компонентов. Многокомпонентные волокна включают, но не ограничиваются ими, двухкомпонентные волокна. Многокомпонентное волокно может иметь поперечное сечение, содержащее области, соответствующие различным компонентам, и которые могут иметь различные формы и расположение, включая, например, соосное расположение, расположение «сердцевина-оболочка», расположение «бок о бок», в виде секторов круга, «островки в море» и пр.
Термин «нетканый материал» означает лист или полотно промышленного изготовления из направленно или произвольно ориентированных волокон, из которых сначала формируется рыхлая заготовка типа ватина, которая затем консолидируется путем скрепления волокон друг с другом за счет сил трения, когезии, адгезии или за счет одной или более конфигураций из мест скрепления и оттисков скрепления, формируемых путем локализованного сжатия и/или приложения давления, тепла, ультразвуковой или тепловой энергии или их сочетаний. Данный термин не включает ткани, которые являются ткаными, вязаными или стегаными пряжей или волокнами. Волокна могут быть естественного или искусственного происхождения, и могут быть штапельными или непрерывными волокнами, формируемыми на месте. Имеющиеся в продаже волокна имеют диаметр, составляющий от менее чем примерно 0,001 мм до более чем примерно 0,2 мм, и они предлагаются в нескольких различных формах: короткие волокна (именуются также штапельными или резаными), сплошные одиночные волокна (нити или мононити), нескрученные пучки сплошных волокон (жгут), и скрученные пучки сплошных нитей (пряжа). Нетканые полотна могут изготавливаться с использованием различных процессов, включающих, но не ограничивающихся ими: выдувание волокон из расплава, спанбонд, вытяжение с плавлением, прядение из раствора, электропрядение, кардование, фибрилирование пленок, фибрилирование расплавленных пленок, воздушную укладку, сухую укладку, влажную укладку со штапельными волокнами и их сочетания, известные сведущим в данной области техники. Масса нетканого полотна, приходящаяся на единицу площади, обычно выражается в граммах на квадратный метр (г/м2).
«Непрозрачность» означает численное значение, отражающее способность материала полотна пропускать через себя свет, измеренное по методу измерения непрозрачности, описанному в настоящей заявке.
Термины «подгузник-трусы» и «обучающие трусы» в контексте настоящего описания означают одноразовые предметы одежды, в которых имеются проемы для талии и ног, предназначенные для детей или взрослых пользователей. Подгузник-трусы может быть надет на пользователя путем продевания его ног через проемы для ног и последующего натягивания подгузника-трусов до нужного положения вокруг нижней части корпуса. Подгузникам-трусам может быть придана форма при их изготовлении любым подходящим способом, включая, но не ограничиваясь ими: соединение друг с другом частей изделия с использованием элементов или способов однократного или многократного скрепления (например, сшивание, сварка, адгезивное или когезивное скрепление, застежки и пр.). Скрепление частей подгузника-трусов для придания ему формы может быть выполнено в любом месте его поверхности (например, на боковых областях или в передней области, прилегающей к талии). И хотя в дальнейшем в настоящем описании в основном используется термин «подгузник-трусы», подобные изделия предлагаются к продаже также под названиями «закрытые подгузники», «обучающие трусы» и пр. Примеры такого типа изделий и элементы их конструкции описаны в патентах США 5,246,433 (Hasse с соавт., выдан 21 сентября 1993 года); 5,569,234 (Buell с соавт., выдан 29 октября 1996 года); патент США 6,120,487 (автор Ashton, выдан 19 сентября 2000 года); патент США 6,120,489 (Johnson с соавт., выдан 19 сентября 2000 года); патент США 4,940,464 (Van Gompel с соавт., выдан 10 июля 1990 года); патент США 5,092,861 (Nomura с соавт., выдан 3 марта 1992 года); патентная публикация США 2003/0233082 А1 «Устройства крепления, обладающие высокой гибкостью и малой растяжимостью» (подана 13 июня 2002 года); патент США 5,897,545 (Kline с соавт., выдан 27 апреля 1999 года); патент США 5,957,908 (Kline с соавт., выдан 28 сентября 1999 года).
Термин «преобладающий», используемый в отношении компонента материала, означает, что данный компонент составляет более чем 50% веса материала. Термин «преобладающим образом», используемый в отношении направления или ориентации физического элемента или его геометрического параметра, означает, что проекция данного элемента или параметра на линию, протяженную вдоль указанного направления, больше, чем проекция на перпендикулярную ей линию. В прочих контекстах термин «преобладающий» может означать компонент, которое оказывает значительное влияние на свойства или характерные особенности материала. Так, например, если материал содержит «преобладающий» компонент, придающий ему определенное свойство, это означает, что данный компонент придает материалу свойство, которого в противном случае материал бы не имел. Так, например, если материал содержит «преобладающим образом» термически сплавляемые волокна, то это означает, что компоненты таких волокон и их количество достаточны для термического скрепления волокон.
«Скрепляющий выступ», или просто «выступ», означает элемент скрепляющего валика, представляющий собой часть валика, наиболее удаленную в радиальном направлении от оси валика и окруженную углубленными областями. По отношению к оси вращения каландровочного валика, скрепляющий выступ имеет самую выдающуюся в радиальном направлении скрепляющую поверхность, форма которой образует некоторую фигуру, и которая имеет некоторую площадь, и лежащую в целом параллельно наружной цилиндрической поверхности валика, в сущности с постоянным радиусом от оси вращения скрепляющего валика; при этом размеры выступов, образующих скрепляющие поверхности в виде отдельных фигур, как правило, достаточно малы по сравнению с радиусом скрепляющего валика, поэтому скрепляющая поверхность может быть на вид практически плоской, и фигура на скрепляющей поверхности может быть достаточно точно аппроксимирована плоской областью, имеющей ту же форму. Скрепляющий выступ может иметь боковые грани, перпендикулярные скрепляющей поверхности, хотя обычно боковые грани расположены под некоторым наклоном к перпендикуляру, так что поперечное сечение скрепляющего выступа у его основания по размерам больше, чем скрепляющая поверхность. На каландровочном валике может быть расположено множество скрепляющих выступов в виде некоторой конфигурации. Множество скрепляющих выступов характеризуется площадью скрепления на единицу площади наружной цилиндрической поверхности валика, которая может быть выражена в процентах и равна отношению суммы площадей всех фигур, образуемых скрепляющими выступами на данном валике, к суммарной площади поверхности валика.
«Ряд» мест скрепления на нетканом полотне означает группу соседних по отношению друг к другу мест скрепления, имеющих аналогичную форму и аналогичное угловое расположение, и расположенных вдоль линии, протяженной преобладающим образом в поперечном направлении.
Термин «в сущности не содержащий целлюлозы» в контексте настоящей заявки используется для описания компонента изделия, например, абсорбирующей сердцевины, содержащего менее 10% целлюлозных волокон по весу, менее 5% целлюлозных волокон по весу, менее 1% целлюлозных волокон по весу, вовсе не содержащего целлюлозных волокон, или содержащего не более, чем несущественную часть целлюлозных волокон. Под несущественной частью целлюлозных волокон, как правило, понимается часть, которая не отражается на толщине, гибкости и поглощающей способности абсорбирующей сердцевины.
Термин «в сущности непрерывно распределенный» в контексте настоящего описания означает, что в пределах области абсорбирующего полимерного материала в форме частиц первая основа 64 и вторая основа 72 разделены множеством суперабсорбирующих частиц. При этом подразумевается, что в пределах области абсорбирующего полимерного материала в форме частиц могут иметься небольшие места случайного контакта между первой основой 64 и второй основой 72. Места контакта между первой основой 64 и второй основой 72 могут быть намеренными или ненамеренными (производственные артефакты), но они не имеют четкой геометрии (например, в виде подушек, трубок, карманов и прочих четких форм).
«Прочность на растяжение» означает максимальную силу растяжения (именуемую также пиковой силой), с которой может быть растянут материал до наступления его разрыва, измеренную с помощью соответствующего метода определения прочности на растяжение, который будет описан ниже.
«Суммарная жесткость» означает измеренное и рассчитанное значения для материала, в соответствии с методом измерения жесткости, который будет описан ниже.
«Плотность» представляет собой отношение массы материала на единицу площади к его толщине, и отражает приподнятость волокон, или «объемность» изделия, что является важным свойством нетканого полотна в контексте настоящего изобретения. Чем меньше данный показатель, тем более «объемным» является полотно
Плотность [кг/м3]= масса на единицу площади [г/м2]/толщина [мм].
Термин «ширина» и его производные по отношению к подгузнику или обучающим трусам означает размер, измеренный в направлении, параллельном поясным краям и/или перпендикулярно продольной оси.
«Направление Z» по отношению к полотну означает направление, в целом перпендикулярное плоскости, аппроксимирующей полотно и определяемой направлением движения в машине и поперечным направлением.
Описание
Воплощения настоящего изобретения включают одноразовые абсорбирующие изделия, имеющие улучшенные атрибуты мягкости.
На фиг. 1А показан аксонометрический вид подгузника 10 в свободном, раскрытом состоянии, в котором он лежал бы на горизонтальной плоскости. На фиг. 1B показан вид сверху подгузника 10 в плоском, не стянутом состоянии (то есть в отсутствие стягивающих усилий со стороны эластичных элементов), с местными разрезами, позволяющими лучше видеть внутреннюю структуру подгузника 10. На фиг. 1B показаны также продольная ось 36 и поперечная ось 38 подгузника 10. Части подгузника 10, которые находятся в контакте с пользователем, на фиг. 1А расположены сверху, и на фиг. 1B обращены к смотрящему на чертеж. На фиг. 2А показано поперечное сечение подгузника по плоскости 2-2, отмеченной на фиг. 1B.
Подгузник 10, как правило, содержит базовую часть 12 и расположенную внутри нее абсорбирующую сердцевину 14. Базовая часть 12 может составлять основную корпусную часть подгузника 10.
Базовая часть 12 может включать верхний лист 18, который может быть проницаемым для жидкостей, и тыльный лист 20, который может быть непроницаемым для жидкостей. Абсорбирующая сердцевина 14 может быть заключена между верхним листом 18 и тыльным листом 20. Базовая часть 12 может также включать боковые панели 22, стянутые на резинку манжеты 24 для ног и эластичный поясной элемент 26. Базовая часть 12 может также содержать систему крепления, которая может включать по меньшей мере один крепежный элемент 46 и по меньшей мере одну зону 48 крепления. Один или более слоев верхнего листа и/или тыльного листа могут быть сформированы из нетканых полотен, как будет описано ниже.
Манжеты 24 для ног и эластичный элемент 26 в поясной области могут содержать эластичные элементы 28. Одна из концевых частей подгузника 10 может быть выполнена как первая поясная область 30 подгузника 10. Противоположная ей концевая часть подгузника 10 может быть выполнена как вторая поясная область 32 подгузника 10. Находящаяся между ними часть подгузника 10 может быть выполнена как промежностная область 34, протяженная в продольном направлении между первой и второй поясными областями 30 и 32. Промежностная область 34 может занимать от 33,3% до 50% длины подгузника 10, и каждая из поясных областей 30, 32 может соответственно занимать от 25% до 33,3% длины подгузника 10.
Поясные области 30 и 32 могут содержать эластичные элементы (например, эластичный поясной элемент 26), которые, собираясь вокруг талии пользователя, обеспечивают лучшую посадку изделия на теле пользователя и более герметичное удержание выделений. Промежностная область 34 является той частью подгузника 10, которая при надевании его на пользователя располагается в целом между его ногами.
Подгузник 10 может также содержать прочие элементы, например, передние и задние «ушки», поясные накладки, дополнительные эластичные элементы и прочие элементы, предназначенные для лучшей посадки на теле пользователя, более герметичного удержания выделений и улучшения эстетического вида изделия. Такие дополнительные элементы описаны, например, в патентах США 3,860,003 и 5,151,092.
Для установки и удержания подгузника 10 на теле пользователя вторая поясная область 32 может быть скреплена с помощью элемента 46 крепления с первой поясной областью 30, в результате чего образуются проемы для ног и проем для талии. При скреплении данных областей друг с другом система крепления несет растягивающую нагрузку, приложенную вокруг талии пользователя.
В некоторых воплощениях подгузник 10 может иметь систему многоразового крепления, или же, в качестве альтернативы, может быть выполнен в виде подгузника-трусов. В случае, если абсорбирующее изделие является подгузником с обычным креплением, оно может содержать систему многоразового крепления, присоединенную к базовой части, для закрепления подгузника на теле пользователя. Если абсорбирующее изделие является подгузником-трусами, оно может содержать по меньшей мере две боковые планки, присоединенные к базовой части и соединенные между собой, в результате чего образуется конструкция в виде трусов. Система крепления и любой ее компонент могут включать любой подходящий для этого материал, включая, но не ограничиваясь ими: пластмассы, пленки, пены, нетканые материалы, тканые материалы, бумагу, ламинаты, растягивающиеся ламинаты, активированные растягивающиеся ламинаты, пластмассы, армированные волокнами, прочие материалы и их сочетания. В некоторых воплощениях материалы, из которых выполнено крепежное устройство, могут быть гибкими. В некоторых воплощениях крепежное устройство может содержать вату или подобные ей материалы, для придания дополнительной мягкости или повышения ощущения мягкости изделия пользователем. Гибкость может позволять системе крепления лучше подстраиваться под форму тела пользователя, уменьшая тем самым вероятность раздражения или травмирования кожи пользователя.
Базовая часть 12 и абсорбирующая сердцевина 14 могут образовывать основу конструкции подгузника 10, к которой прикреплены прочие элементы его конструкции. И хотя верхний лист 18, тыльный лист 20 и абсорбирующая сердцевина 14 могут быть собраны друг с другом в различных конфигурациях, известных в данной области техники, некоторые предпочтительные конфигурации подгузников описаны в патентах США 5,554,145 «Абсорбирующее изделие с многозональным структурным эластично-подобным растягивающимся элементом на талии из пленки» (Roe с соавт., выдан 10 сентября 1996 года), 5,569,234 «Одноразовые подгузники-трусы» (Buell с соавт., выдан 29 октября 1996 года) и 6,004,306 «Абсорбирующее изделие с растягивающимися во многих направлениях боковыми панелями» (Robles с соавт., выдан 21 декабря 1999 года).
Верхний лист 18 может быть полностью или частично собран на резинку и/или сокращен с одной стороны, чтобы образовалось пустое пространство между верхним слоем 18 и абсорбирующей сердцевиной 14. Примеры конструкций, включающих собранные на резинку или иным образом собранные с одной стороны верхние листы, более подробно описаны в патентах США 5,037,416 «Одноразовое абсорбирующее изделие с упруго растяжимым верхним листом» (Allen с соавт., выдан 6 августа 1991 года) и 5,269,775 «Трехсекционные верхние листы для одноразовых абсорбирующих изделий и одноразовые абсорбирующие изделия с такими трехсекционными верхними листами» (Freeland с соавт., выдан 14 декабря 1993 года).
С верхним листом 18 может быть скреплен тыльный лист 20. Тыльный лист 20 предотвращает загрязнение внешних предметов (таких, как нижнее белье или постельное белье), которые могут находиться в контакте с подгузником 10, выделениями организма, поглощенными абсорбирующей сердцевиной 14 и удерживаемыми подгузником 10.
Как показано на фиг. 2B, тыльный лист 20 может быть в сущности непроницаемым для жидкостей (например, мочи), и может быть выполненным из ламината из нетканого материала 21 и тонкой полимерной пленки 23, например, термопластической пленки толщиной от примерно 0,012 мм (0,5 миллидюйма) до примерно 0,051 мм (2,0 миллидюйма). Нетканое полотно 21 может быть нетканым полотном в соответствии с настоящим изобретением. Подходящие пленки для изготовления тыльных листов включают, например, пленки производства Tredegar Industries Inc. (Тер-От, штат Индиана, США), предлагаемые под торговыми наименованиями X15306, X10962 и X10964. Прочие подходящие материалы для тыльного листа могут включать «дышащие» материалы, которые позволяют испарениям выходить из подгузника 10, не пропуская при этом жидких выделений организма через тыльный лист 20. Примеры «дышащих» материалов включают такие материалы, как нетканые полотна и микропористые пленки, такие, как, например, производства Mitsui Toatsu Со. (Япония), предлагаемые под торговым наименованием ESPOIR NO и производства EXXON Chemical Со. (Бэй-Сити, штат Техас), предлагаемые под торговым наименованием EXXAIRE. Подходящие «дышащие» композитные материалы, содержащие полимерные смеси, предлагаются Clopay Corporation (Цинциннати, Огайо) под торговым наименованием HYTREL, например, материал Р18-3097. Прочие подходящие «дышащие» композитные материалы подробно описаны в патентной заявке WO 95/16746, опубликованной 22 июня 1995 года от имени Е.I. DuPont. Прочие подходящие «дышащие» тыльные листы, содержащие нетканые материалы и перфорированные формованные пленки, описаны в патенте США 5,571,096 (Dobrin с соавторами, выдан 5 ноября 1996 года).
В некоторых воплощениях настоящего изобретения тыльный лист может характеризоваться скоростью прохождения водяного пара, составляющей более чем примерно 2000 г/24 часа/м2, более чем примерно 3000 г/24 часа/м2, более чем примерно 5000 г/24 часа/м2, более чем примерно 6000 г/24 часа/м2, более чем примерно 7000 г/24 часа/м, более чем примерно 8000 г/24 часа/м2, более чем примерно 9 000 г/24 часа/м2, более чем примерно 10000 г/24 часа/м2, более чем примерно 11000 г/24 часа/м2, более чем примерно 12000 г/24 часа/м2, более чем примерно 15000 г/24 часа/м2, измеренной по методу WSP 70.5 (08) при температуре 37,8°C и относительной влажности 60%.
Подходящие нетканые полотна, которые могут использоваться для реализации настоящего изобретения, могут включать, не ограничиваясь ими, полотна, получаемые с помощью таких процессов, как выдувание волокон из расплава, спанбонд, вытяжка с расплавлением, прядение из раствора, электропрядение, кардование, фибрилирование пленок, фибрилирование расплавленных пленок, воздушная укладка, сухая укладка, влажная укладка штапельных волокон, а также прочие нетканые полотна, частично или полностью формируемые из полимерных волокон, известные сведущим в данной области техники. Подходящие нетканые полотна могут быть также многослойными материалами типа «SMS», где «S» обозначает слой материала спанбонд, а «М» обозначает слой из волокон, выдуваемых из расплава, то есть представляющих собой слой спанбонда, на который уложен слой из волокон, выдуваемых из расплава, и затем еще один слой спанбонда. Могут также использоваться полотна из любого другого сочетания слоев спанбонд и выдуваемых из расплава, например, «SMMS», «SSMMS» и прочие. В некоторых воплощениях в состав полотна могут быть включены один или более слоев из волокон диаметром менее 1 мкм так называемые нановолокна). Примерами соответствующих полотен являются полотна типа SMNS, SSMNS или SMNMS, где «N» означает слой нановолокон. В некоторых воплощениях могут быть целесообразно использовать перманентно гидрофильные нетканые полотна, и в частности, нетканые полотна с устойчивыми гидрофильными покрытиями. Нетканое полотно, как правило, должно быть воздухопроницаемым, но за счет подбора размера, плотности и гидрофобности волокон оно может быть также сделано водонепроницаемым. Если необходимо иметь полотно, проницаемое для воды или иных жидкостей, оно может быть получено за счет специальной обработки волокон, делающей их гидрофильными, как будет описано ниже.
Нетканое полотно может быть преобладающим образом сформировано из полимерных волокон. Так, например, подходящие полимерные волокна могут включать, не ограничиваясь ими, волокна из полиолефинов, полимеров сложных эфиров, полиамидов, в частности из полипропилена, полиэтилена, полимолочной кислоты, полиэтилентерефталата и/или их смесей. Волокна нетканых полотен могут быть сформированы из таких компонентов, как алифатические полимеры сложных эфиров, термопластические полисахариды или прочие биополимеры (в том числе из возобновляемых или биологических источников), или могут включать такие компоненты в качестве добавок или модификаторов.
Отдельные волокна могут быть однокомпонентными или многокомпонентными. Многокомпонентные волокна включают двухкомпонентные, например, имеющие структуру «сердцевина-оболочка» или с расположением компонентов бок о бок. Отдельные компоненты часто содержат алифатические полиолефины, такие как полипропилен, полиэтилен или их сополимеры, алифатические полимеры сложных эфиров, термопластические полисахариды или прочие биополимеры.
Прочие подходящие типы нетканых полотен, конфигураций их волокон, составов волокон, а также соответствующие способы их изготовления описаны в патентах США 6,645,569 (Cramer с соавт.), 6,863,933 (Cramer с соавт.), 7,112,621 (Rohrbaugh с соавт.); патентных заявках США 10/338,603 и 10/338,610 (Cramer с соавт.) и 13/005,237 (Lu с соавт.), упоминаемых в настоящей заявке для ссылки.
Некоторые полимеры, используемые для изготовления волокон нетканых полотен, могут иметь внутренне присущую им гидрофобность, и для некоторых приложений необходима их поверхностная обработка или нанесение на них покрытий из различных активных веществ, чтобы сделать их гидрофильными. Наносимые покрытия могут включать покрытия из поверхностно-активных веществ. Одним из подходящих поверхностно-активных веществ для нанесения в виде покрытия является Silastol PHP 90 производства Schill & Silacher GmbH (Германия).
Еще одним способом изготовления нетканых полотен с устойчивыми гидрофильными покрытиями является нанесение на нетканое полотно гидрофильного мономера и инициатора радикальной полимеризации с последующей активацией реакции полимеризации ультрафиолетовым светом, в результате чего мономер химически связывается с поверхностью нетканого полотна, как описано в патентной публикации США 2005/0159720.
Еще одним способом изготовления гидрофильных нетканых полотен из преобладающих гидрофобных полимеров, таких как полиолефины, является введение гидрофильных добавок в расплав перед экструзией.
Еще одним способом изготовления гидрофильных нетканых полотен с устойчивыми гидрофильными покрытиями является нанесение на нетканое полотно гидрофильных наночастиц, как описано в патентной заявке США 7,112,621 (Rohrbaugh с соавт.) и публикации WO 02/064877.
Наночастицы, как правило, имеют размер в наибольшем измерении до 750 нм. С небольшими затратами могут быть получены наночастицы размером от 2 до 750 нм. Преимуществом наночастиц является то, что большинство их может быть легко диспергировано в водном растворе для последующего нанесения в виде покрытия на нетканое полотно. Такие покрытия обычно прозрачны и несмотря на их нанесение из водного раствора, достаточно устойчивы к последующему воздействию воды. Наночастицы могут быть органическими или неорганическими, синтетическими или натуральными. Неорганические наночастицы обычно существуют в виде оксидов, силикатов и/или карбонатов. Типичными примерами подходящих наночастиц являются слоистые глинистые минералы, например LAPONITE™ производства Southern Clay Products, Inc. (США) и боэмитовый глинозем Disperal Р2™ производства North American Sasol. Inc. В одном из воплощений в качестве нетканого полотна с покрытием из наночастиц используется нетканое полотно, описанное в патентной заявке 10/758,066 «Одноразовое абсорбирующее изделие, содержащее перманентно гидрофильную оболочку сердцевины» (авторы Ponomarenko и Schmidt).
В некоторых случаях поверхность нетканого полотна до нанесения на нее покрытия из наночастиц может быть предварительно обработана разрядом высокой энергии (коронный разряд, плазма). Обработка разрядом высокой энергии временно повышает поверхностную энергию волокон, которая сама по себе достаточно низка (например, полипропиленовых волокон), что улучшает смачивание нетканого полотна водной дисперсией наночастиц.
Примечательно, что такие гидрофильные нетканые полотна могут также успешно использоваться в других частях абсорбирующего изделия. Так, например, было определено, что хорошо функционируют верхние листы и слои абсорбирующей сердцевины, содержащие перманентно гидрофильные нетканые полотна, описанные выше.
На поверхность нетканого полотна могут быть нанесены и прочие виды покрытий. В одном из воплощений поверхностное покрытие может быть выполнено из вещества-модификатора поверхности волокон, уменьшающего трение о поверхность волокна и усиливающего ощущение смазки. Предпочтительные вещества-модификаторы поверхности волокон описаны в патентах США 6,632,385 и 6,803,103, а также в патентной заявке США 2006/0057921.
В одном из воплощений нетканое полотно может содержать материал, характеризующийся хорошим восстановлением формы после приложения и снятия внешнего давления. Кроме того, в одном из воплощений нетканое полотно может содержать смесь из различных волокон, выбранных, например, из полимерных волокон описанных выше типов. В некоторых воплощениях по меньшей мере часть волокон может быть спирально скручена. В одном из воплощений волокна могут включать двухкомпонентные волокна, каждое из которых содержит различные материалы, как правило, первый и второй полимерные материалы. Можно ожидать, что наличие в волокне двух компонентов в конфигурации «бок о бок» будет придавать волокнам спиральную закрутку.
Для усиления ощущения мягкости абсорбирующего изделия нетканые полотна, формирующие тыльный лист, могут быть подвергнуты процессу «гидровспушивания». Гидровспушенные нетканые полотна описаны в патентах США 6,632,385 и 6,803,103, а также в патентной заявке США 2006/0057921, упоминаемых в настоящей заявке для ссылки.
Нетканое полотно может быть также обработано с использованием технологии начеса. Под «начесом» понимается способ, при котором в нетканом полотне может быть сформировано большое количество петелек (более 150 на дюйм2), выступающих из основы нетканого полотна. Такие петельки работают, как маленькие гибкие щетинки, и создают дополнительный упругий и приподнятый слой, который может усиливать ощущение мягкости. Нетканые полотна, обработанные по технологии начеса, описаны в патентной заявке США 2004/0131820.
Любое из описанных в настоящей заявке нетканых полотен может использоваться для изготовления верхнего листа, наружного слоя тыльного листа, компонента «петельки» застежки типа «липучка» крепежной системы абсорбирующего изделия, или в любой другой части изделия массового производства, такого, как гигиенические салфетки и прочие изделия индивидуального ухода, салфетки и тряпки для протирки пыли и уборки помещений, пакеты для грязного белья, пакеты для сушилок и простыни, содержащие слой, выполненный из нетканого полотна.
Между верхним листом 18 и тыльным листом 20, как правило, расположена абсорбирующая сердцевина.
Она может включать один или более слоев, например первый абсорбирующий слой 60 и второй абсорбирующий слой 62.
Абсорбирующие слои 60, 62 могут включать соответствующие основы 64, 72, абсорбирующий полимерный материал 66, 74 в форме частиц, расположенный на основах 64, 72 и термопластический адгезивный материал 68, 76, расположенный на и/или внутри абсорбирующего полимерного материала 66, 74 в форме частиц и по меньшей мере частей основ 64, 72, в качестве адгезива для иммобилизации абсорбирующего полимерного материала 66, 74 в форме частиц на основах 64, 65.
Основа 64 первого абсорбирующего слоя 60 иногда также именуется слоем с присыпкой и имеет первую поверхность, обращенную к тыльному листу 20, и вторую поверхность, обращенную к абсорбирующему полимерному материалу 66 в форме частиц. Подобным образом, основа 72 второго абсорбирующего слоя 62 иногда именуется также покровным слоем сердцевины и имеет первую поверхность, обращенную к верхнему листу 18, и вторую поверхность, обращенную к абсорбирующему полимерному материалу 74 в форме частиц.
Первая и вторая основы 64 и 72 могут быть приклеены друг к другу с помощью адгезива по периферии, образуя конверт вокруг абсорбирующих полимерных материалов 66 и 74 в форме частиц, который удерживает абсорбирующие полимерные материалы 66 и 74 в форме частиц внутри абсорбирующей сердцевины 14.
Основы 64 и 72 могут быть изготовлены из одного или более нетканых материалов и могут быть проницаемыми для жидкости.
Как показано на фиг. 2А, абсорбирующие полимерные материалы 66 и 74 в форме частиц могут быть уложены на соответствующих основах 64 и 72 в виде кластеров 90 частиц, образуя конструкцию в виде решетки, содержащую островки 94 и расположенные между островками 94 области 96 соединений. Под островками 94 понимаются области, в которых термопластический адгезивный материал не находится в непосредственном контакте с нетканой основой или вспомогательным адгезивом; а области 96 соединений представляют собой места, в которых термопластический адгезивный материал находится в непосредственном контакте с нетканой основой или вспомогательным адгезивом. Области 96 соединений могут содержать малое количество частиц абсорбирующего полимерного материала 66 и 74, или вовсе их не содержат. Островки 94 и области 96 соединений могут иметь различные формы, включая, но не ограничиваясь ими: круглую, овальную, квадратную, прямоугольную, треугольную и им подобные. Первый и второй слои 60, 62 могут быть соединены друг с другом, образуя абсорбирующую сердцевину 14. Примеры абсорбирующих изделий и подходящие типы их сердцевин описаны в патентной заявке США 12/141,122, патентах США 7,744,576 и 7,750,203 а также в публикации WO 2009/060384. В упомянутых публикациях описаны структуры сердцевин с относительно низким содержанием целлюлозных волокон (менее, чем 40% от суммарного веса целлюлозных волокон и абсорбирующего полимерного материала), и даже структуры, в сущности не содержащие целлюлозы.
В состав одного или более компонентов абсорбирующего изделия могут быть включены сигнальные ингредиенты. Сигнальные ингредиенты могут включать, не ограничиваясь ими, витамины А, Е, D и С, пантенол, ниацин, жирные кислоты Ω3, какао-масло, пчелиный воск, Кашмир, масло сладкого миндаля, экстракты жожоба, овса, алоэ, хлопка, меда и шелка. Данные сигнальные ингредиенты могут быть добавлены в абсорбирующее изделие, как признаки дополнительной пользы для здоровья пользователя. Так, например, один или более из данных сигнальных ингредиентов может быть добавлен в лосьон, который может быть нанесен на какой-либо компонент абсорбирующего изделия. Сигнальный ингредиент сам по себе, или в составе лосьона, может быть нанесен на верхний лист, тыльный лист или любой другой компонент абсорбирующего изделия. Лосьон может содержать сигнальный ингредиент в количестве менее чем примерно 0,1% по весу, менее чем примерно 0,01% по весу, менее чем примерно 0,006% по весу, менее чем примерно 0,005% по весу, менее чем примерно 0,004% по весу, менее чем примерно 0,003% по весу, менее чем примерно 0,002% по весу и менее чем примерно 0,001% по весу.
Сигнальные ингредиенты в совокупности другими элементами или отличительными чертами абсорбирующего изделия могут оказывать неожиданный синергетический эффект на потребителя, сообщая ему о той или иной пользе. Так, например, покупатели могут значительно более благосклонно реагировать на абсорбирующее изделие, которое является тонким, мягким на ощупь и содержит сигнал о наличии в нем лосьона с витамином Е, чем они реагировали бы просто на любой из данных факторов по отдельности.
Лосьон для подгузника, содержащий витамин Е в качестве сигнального ингредиента, может иметь следующий состав: смесь ПЭТ/StOH (в отношении 1,41) - от 94,0% до 99,8% (по весу), экстракт алоэ - от 0,1% до 3,0% (по весу), витамин Е - от 0,001% до 0,1% (по весу). Кроме того, витамин Е может использоваться в своей природной форме или в виде эфиров натурального витамина Е (например, в форме ацетата витамина Е). В патентных заявках США 2002/0143304; 2004/0175343; 2003/0077307; патентах США 5,643,588; 5,635,191; 5,607,760; 6,861,571 и публикациях WO 00/69481 и WO 98/24391 описаны различные лосьоны для абсорбирующих изделий, в которые могут быть добавлены сигнальные ингредиенты.
Ниже приводится описание отличительных особенностей абсорбирующего изделия, любое сочетание из которых может использоваться для усиления восприятия мягкости изделия потребителем. Кроме того, можно ожидать, что изготовление нетканого полотна и использование его в качестве компонента абсорбирующего изделия, включая, например, верхний лист 18 и/или тыльный лист 20 (см. фиг. 2А, 2B), в соответствии с настоящим изобретением, обеспечивает повышение приподнятости волокон компонента и дает различные синергетические эффекты с другими факторами, усиливая ощущения мягкости изделия в целом. В то же время, что достаточно неожиданно, описанные ниже отличительные особенности могут повышать предел прочности нетканого полотна на растяжение, и соответственно, изготовленного из него верхнего листа, тыльного листа или иного компонента. Дело в том, что при попытке усилить сигналы мягкости абсорбирующего изделия желательно, по меньшей мере по двум причинам, сохранить или усилить прочность нетканого полотна на растяжение. Во-первых, нетканое полотно должно выдерживать некоторые минимальные растягивающие усилия и при этом претерпевать достаточно малые изменения размеров, чтобы его можно было эффективно обрабатывать при последующих производственных операциях. Во-вторых, нетканое полотно, как правило, вносит существенный вклад в структурную целостность одноразового подгузника как готового изделия, вследствие чего тыльный лист должен выдерживать усилия, возникающие при наложении/надевании его на носящего (например, при застегиваний крепежных элементов во время надевания подгузника), движениях носящего, а также вес и объем, удерживаемые тыльным листом, когда подгузник наполнен выделениями организма носящего.
Как отмечалось выше и как это показано на фиг. 2B, тыльный лист 20 может быть сформирован из ламината, содержащего нетканое полотно 21 и тонкую полимерную пленку 23. Нетканое полотно и пленка могут быть ламинированы друг с другом с помощью адгезива или любыми другими подходящими способами. В некоторых воплощениях полимерная пленка может иметь толщину от примерно 0,012 мм (0,5 миллидюйма) до примерно 0,051 мм (2,0 миллидюйма). Чтобы достичь требуемых общего внешнего вида, непрозрачности и белизны, в ламинат тыльного листа, а именно, в пленку при ее формировании может быть добавлен, например, карбонат кальция (CaCO3). Включение мелких частиц CaCO3 вызывает формирование микропор вокруг таких частиц при растяжении пленки в одном или двух направлениях при дальнейшей ее обработке, что позволяет получить воздухо- и паропроницаемую пленку (то есть «дышащую», что уменьшает вероятность переувлажнения кожи и возникновения болезненных состояний, например, раздражения кожи от подгузника). Частицы CaCO3 и возникающие микропоры повышают также непрозрачность пленки. Примеры подходящих пленок включают микропористые пленки MICROPRO и пленки BR137P и BR137U производства Clopay Corporation (Мэсон, штат Огайо, США). В некоторых воплощениях полимерная пленка может быть сформирована из нескольких компонентов, и, как описано, например, в патентной заявке США 2008/0306463, может включать некоторые или все отличительные особенности и/или компоненты в соответствии с настоящим изобретением, которые уменьшают подверженность пленки «прожогу клеем».
Нетканое полотно 21 может быть изготовлено из одной или более полимерных смол из полиолефинов, полимеров сложных эфиров, полиамидов, включая, но не ограничиваясь ими: полипропилен, полиэтилен, полиэтилентерефталат, полимолочную кислоту и их смеси. Смолы, включающие полипропилен, могут быть особенно подходящими благодаря относительно низкой стоимости полипропилена и хороших характеристик поверхностного трения формируемых из него волокон (то есть, такие волокна являются относительно гладкими и скользкими на ощупь). Смолы, включающие полиэтилен, также могут быть достаточно предпочтительными благодаря относительной мягкости и гибкости полиэтилена, а также еще более гладкой и скользкой поверхности, обеспечивающей еще меньшее трение. По отношению их друг к другу можно отметить, что полипропилен в настоящее время дешевле, и сформированные из него волокна имеют более высокую прочность на растяжение, в то время как полиэтилен в настоящее время дороже, и получаемые из него волокна имеют более низкую прочность на растяжение, но имеют большую гибкость и более гладкие и скользкие на ощупь. Соответственно может иметь смысл изготовление волокон для нетканых полотен из смеси полипропиленовой и полиэтиленовой смол, подобрав их весовую пропорцию таким образом, чтобы максимально сбалансировать их преимущества и недостатки. В некоторых воплощениях волокна могут быть сформированы из смеси полипропилен/полиэтилен, как описано в патенте США 5266392. Волокна для нетканых полотен могут быть изготовлены из таких компонентов, как алифатические полимеры сложных эфиров, термопластические полисахариды или прочие биополимеры, или могут включать такие компоненты в качестве добавок или модификаторов.
Отдельные волокна могут быть однокомпонентными или многокомпонентными. Многокомпонентные волокна включают двухкомпонентные, например, имеющие конфигурации типа «сердцевина-оболочка» или с расположением компонентов бок о бок. Отдельные компоненты часто содержат алифатические полиолефины, такие, как полипропилен, полиэтилен или их сополимеры, алифатические полимеры сложных эфиров, термопластические полисахариды или прочие биополимеры.
Из любой из упомянутых выше смол может быть сформирована заготовка полотна с использованием традиционно применяемых способов, таких, как кардование, выдувание из расплава, вытяжение с укладкой, воздушная укладка, гидродинамическая укладка и прочие. Предпочтительным способом является процесс спанбонд, при котором смолу(смолы) нагревают и под давлением экструдируют через мундштуки. Из мундштуков выходят полимерные волокна, которые ложатся на движущуюся ленту теоретически в произвольной ориентации, но на самом деле с преобладающей ориентацией в направлении движения в машине, в результате чего формируется заготовка. Заготовка может быть затем подвергнута каландрованию-скреплению, в результате чего формируется нетканое полотно.
В настоящем изобретении могут использоваться нетканые полотна с любой массой на единицу площади. Однако, как было отмечено в разделе «Уровень техники», нетканые полотна с относительно большой массой на единицу площади, несмотря на относительно большую видимую толщину и приподнятость волокон, имеют более высокую себестоимость. С другой стороны, нетканые полотна с относительно малой массой на единицу площади, несмотря на меньшую себестоимость, как правило, не обеспечивают требуемых осязательных характеристик и приемлемых механических свойств. Можно ожидать, что сочетание отличительных особенностей полотен в соответствии с настоящим изобретением обеспечивает хорошее сочетание осязательных характеристик и механических свойств. Можно также ожидать, что фигуры и конфигурации из консолидирующих мест скрепления полотна в соответствии с настоящим изобретением могут быть особенно полезны в приложениях, в которых используются нетканые полотна с относительно низкой массой на единицу площади, в том смысле, что такие элементы позволяют повысить приподнятость волокон при уменьшении, или по меньшей мере без увеличения, массы на единицу площади. Соответственно для таких приложений может использоваться нетканое полотно, имеющее массу на единицу площади от 6,0 до 50 г/м2, более предпочтительно от 8,0 до 35 г/м2, еще более предпочтительно - от 9,0 до 25 г/м2 и еще более предпочтительно - от 10 до 20 г/м2. При использовании его в качестве компонента абсорбирующего изделия, такого, например, как верхний лист, нетканое полотно с низкой массой на единицу площади может иметь показатель прохождения жидкости через него, превосходящий соответствующий показатель нетканого полотна с более высокой массой на единицу площади. Нетканое полотно с более низкой массой на единицу площади может быть предпочтительнее, чем полотно с более высокой массой на единицу площади, при его использовании, например, в качестве компонента растягивающегося без усилия ламината, так как оно лучше подвергается процессу активации/пошагового вытяжения. В других приложениях, например, в которых нетканое полотно используется для изготовления одноразовой одежды или протирочных материалов, может быть желательна более высокая масса на единицу площади, вплоть до 100 г/м2, или даже до 150 г/м2. Можно ожидать, что предлагаемые в настоящем изобретении отличительные черты скрепляющих выступов, поверхностей и их конфигураций будут благоприятно сказываться на приподнятости волокон и/или ощущении мягкости изделия даже при использовании нетканых полотен с такой более высокой массой на единицу площади. Оптимальное значение массы на единицу площади определяется конкретными требованиями к изделию в том или ином приложении, а также соображениями цены.
Можно ожидать, что визуально воспринимаемые сигналы мягкости тыльного листа будут сильнее, если ламинат, из которого изготовлен тыльный лист, имеет в сущности белый цвет и показатель непрозрачности по меньшей мере 45%, более предпочтительно - по меньшей мере 70%, еще более предпочтительно - по меньшей мере 73%, и еще более предпочтительно - по меньшей мере 75%, по результатам измерения непрозрачности с помощью метода, описанного ниже. Соответственно может быть целесообразным добавление вещества, повышающего белизну и непрозрачность, в один или более полимеров, образующих полимерную пленку, и соответственно в один или более полимеров, подаваемых в мундштуки для формирования волокон нетканого полотна.
В некоторых случаях может быть целесообразным добавление вещества, повышающего белизну и непрозрачность, в полимерную смолу, из которой выполняется прядение волокон нетканого полотна. Повышение непрозрачности нетканого полотна может быть желательно в такой степени, чтобы нетканое полотно имело показатель непрозрачности по меньшей мере 10%, более предпочтительно - по меньшей мере 18% и еще более предпочтительно - по меньшей мере 40%.
Несмотря на то, что существует множество веществ, повышающих белизну и непрозрачность, можно ожидать, что особенно эффективным в данном случае будет диоксид титана (TiO2), благодаря его яркости и относительно высокому коэффициенту отражения. Можно ожидать, что для достижения требуемого результата целесообразным является введение в полимер(полимеры), из которых формируются волокна, TiO2 в количестве до 5,0% по весу от веса нетканого полотна. При этом, поскольку TiO2 представляет собой достаточно твердый абразивный материал, введение его в полотно в количестве более 5,0% по весу может дать нежелательные эффекты, такие, как, например, износ и/или засорение мундштуков, разрывы и ослабление структуры волокон и/или мест их скрепления, и вызовет нежелательное увеличение характеристик поверхностного трения волокон (то есть ухудшится ощущение гладкости полотна), а также ускоренный износ компонентов оборудования, используемого для дальнейшей обработки полотна. Можно ожидать, что повышенная непрозрачность, обеспечиваемая отбеливателем, усилит визуальное ощущение мягкости нетканого полотна. Можно также ожидать, что в некоторых приложениях может быть целесообразным введение в одну или более полимерных смол, из которых выполняется прядение волокон нетканого полотна, цветового или оттеночного красителя.
Непрозрачность может быть также повышена за счет использования волокон, имеющих некруглую и не сплошную форму поперечного сечения, в частности, волокон с трехдольным, многодольным или полым поперечным сечением, или с сечением, представляющим собой сочетания перечисленных форм. Некруглые формы поперечного сечения обеспечивают также дополнительные преимущества в виде повышенной приподнятости волокон и большего сопротивления сжатию.
Процесс «спанбонд» включает этап каландрования-скрепления заготовки из вытянутых и уложенных волокон для их консолидации и скрепления друг с другом, в результате чего образуется полотно, то есть структура, в некоторой степени напоминающая ткань, и усиливаются механические характеристики, в частности, прочность на растяжение, что может быть очень желательно, в частности, для того, чтобы материал мог достаточно хорошо сохранять структурную целостность и размеры на последующих этапах изготовления изделия, а также при использовании готового изделия. Как показано на фиг. 3, каландрование-скрепление может быть выполнено путем пропускания заготовки 21а через зазор между парой вращающихся каландровочных валиков 50, 51, в результате чего происходит консолидация и скрепление волокон, и образуется нетканое полотно 21. Один или оба валика могут быть нагреваемыми, что усиливает нагрев, вхождение в зацепление и/или термическое скрепление наложенных друг на друга волокон, сжимаемых в зазоре между валиками. Валики могут представлять собой рабочие компоненты механизма скрепления, в котором они прижимаются друг к другу с управляемым и постоянным усилием, в результате чего в зазоре обеспечиваются требуемая сила сжатия. В некоторых процессах в механизм скрепления может быть включен источник ультразвуковой энергии, сообщающий волокнам вибрацию с ультразвуковой частотой, в результате чего в волокнах возникает тепловая энергия и усиливается их скрепление.
На боковой поверхности одного или обоих валиков может быть вырезана, выгравирована, вытравлена или иным образом сформирована конфигурация из скрепляющих выступов и углубленных областей, так что на заготовку в зазоре будет оказываться скрепляющее давление, сконцентрированное на скрепляющих поверхностях скрепляющих выступов, а в углубленных областях оно будет меньшим или вообще будет отсутствовать. Скрепляющие поверхности имеют форму некоторых фигур. В результате этого на нетканом полотне формируется оттиск в виде конфигурации мест скрепления между волокнами, образующими полотно, соответствующий конфигурации и формам скрепляющих поверхностей скрепляющих выступов на валике. Один валик, например, валик 51, может иметь гладкую, не имеющую фактуры цилиндрическую поверхность, выполняя роль опорного валика, в то время как второй валик 50 может иметь описанную выше конфигурацию, выполняя роль валика со скрепляющими элементами. Такое сочетание валиков обеспечивает формирование на полотне конфигурации мест скрепления, отражающей конфигурацию выступов скрепляющего валика. В некоторых воплощениях на обоих валиках может иметься конфигурация из элементов, в частности, на валиках могут иметься различные конфигурации из выступов и углублений, в результате чего на полотне будет формироваться сложная конфигурация из мест скрепления, как описано, например, в патенте США 5370764.
На скрепляющем валике 50 (фиг. 3) может быть сформирована повторяющаяся конфигурация из скрепляющих выступов и углубленных областей, как, например, показано на фиг. 4А. Фигуры 100 в виде палочек, изображенные на фиг. 4А, отображают приподнятые поверхности скрепляющих выступов на валике, в то время как области между ними представляют собой углубленные области 101. Фигуры 100, форму которых имеют скрепляющие поверхности скрепляющих выступов, выдавливают подобные им оттиски скрепления на полотне в процессе каландрования.
Скрепляющие выступы на валике имеют высоту, которая может быть определена, как разность между радиусом валика в самой выступающей части его поверхности (скрепляющей поверхности скрепляющих выступов), и радиусом валика в углубленных областях 101. Данная высота может быть подобрана таким образом, чтобы свести к минимуму количество материала, которое должно быть удалено с поверхности валика резанием или травлением для создания требуемой конфигурации скрепляющих выступов и ее фигур, при этом оставляя необходимый зазор между скрепляющим валиком и противоположным валиком в местах углубленных областей 101, чтобы обеспечить прохождение заготовки через зазор в местах, где не выполняется скрепление (то есть в углубленных областях 101), без значительного сжатия заготовки, чтобы в свою очередь сохранить приподнятость волокон полотна и/или его толщину. Для полотен типов и массовых параметров, предусматриваемых настоящим изобретением, целесообразной может быть высота выступов от 0,3 мм до 1,0 мм, более предпочтительно - от 0,5 мм до 0,8 мм или даже более предпочтительно от 0,6 до 0,7 мм. Поверхности скрепления скрепляющих выступов могут иметь среднюю площадь от 0,3 мм2 до 10 мм2. Скрепляющие выступы, как правило, имеют наклонные грани, то есть наклонные стороны в сечении плоскостью, проходящей через их высоту.
Нетканые полотна типов, предусматриваемых в настоящем изобретении, могут быть подвергнуты каландрованию со скреплением при скорости движения линии более чем 300 м/мин, или 600 м/мин, или даже 800 м/мин, или даже более, в зависимости от состава нетканого полотна, его массы на единицу площади, конфигурации мест скрепления, а также рабочих параметров используемого оборудования и производственного процесса. Возвращаясь снова к фиг. 3, отметим, что при таких скоростях линии заготовка 21а и поверхности валиков 50, 51 будут захватывать окружающий воздух и подавать его в сторону зазора 52, как показано стрелками. Наличие скрепляющих элементов на поверхности скрепляющего валика 50, описанных выше, будет усиливать данный эффект. Можно ожидать, что воздух, захваченный в зазор, по мере приближения к зоне наименьшего расстояния между валиками будет создавать область все более и более высокого давления перед зазором 52. Вследствие такого повышенного давления часть воздуха попадет в самый зазор и будет в нем дополнительно сжата, а именно внутри углубленных областей скрепляющего валика и в промежутках между волокнами, проходящими через зазор. Можно также ожидать, на выходе нетканого полотна 21 из зазора 52 сжатый воздух, удерживаемый между волокнами, будет попадать в зону относительно меньшего давления и с ускорением разлетаться от зазора во всех свободных направлениях. То есть можно ожидать, что при таком процессе каландрования-скрепления внутри и вокруг заготовки 21а и нетканого полотна 21 будут иметь место существенный захват воздуха, его сжатие, а также сложное движение потоков воздуха с большой скоростью, вызываемые движением заготовки и вращением каландровочных валиков.
Можно ожидать, что на данные потоки воздуха влияют характеристики поверхности скрепляющего валика, в частности скрепляющих выступов. В самом узком месте зазора скрепляющие выступы представляют собой препятствия на пути потоков воздуха, в то время как углубленные области между скрепляющим выступами представляют собой каналы прохождения потоков воздуха. Поэтому можно ожидать, что можно подобрать повторяющиеся конфигурации скрепляющих выступов, формы скрепляющих поверхностей и угловое расположение скрепляющих выступов таким образом (что будет отражаться на оттисках скрепления в формируемом полотне), что в совокупности это будет оказывать благоприятный эффект на данные потоки воздуха. Кроме того, можно ожидать, что путем правильного подбора конфигураций скрепляющих выступов, а именно, форм скрепляющих поверхностей, сечений скрепляющих выступов плоскостью, в сущности параллельной поверхности скрепления, углового расположения скрепляющих выступов относительно плоскости, локально аппроксимирующей поверхность полотна, а также промежутков между скрепляющим выступами, можно направить потоки воздуха таким образом, что они будут вызывать смещение волокон в процессе каландрования со скреплением, вспушивая волокна, что при прочих равных условиях позволит получить нетканое полотно с большей приподнятостью волокон и толщиной, чем у аналогичных нетканых полотен с иными фигурами и конфигурациями скрепления.
На фиг. 5А, 5B и 5С показан один из примеров конфигурации скрепляющих выступов и фигур, форму которых имеют скрепляющие поверхности скрепляющих выступов, которые позволяют получить оттиски скрепления соответствующей формы в нетканом полотне. Скрепляющие поверхности скрепляющих выступов могут иметь формы 100, и выступы такой формы могут быть выполнены на скрепляющем валике травлением, резанием и прочими способами. Такие скрепляющие выступы на скрепляющем валике позволяют получить оттиски скрепления на полотне аналогичной формы и расположенные в виде аналогичной конфигурации мест скрепления. И хотя теоретически это не обязательно, можно ожидать, что некоторые отличительные особенности данной конфигурации могут обеспечить преимущества, описанные выше.
Как показано на фиг. 5B, фигура 100, форму которой имеет скрепляющая поверхность, имеет наибольшую измеримую длину L, которое определяется, как длина вдоль линии 104, проходящей через две точки периметра фигуры, форму которой имеет скрепляющая поверхность, наиболее удаленные друг от друга. Кроме того, фигура 100 имеет наибольшую измеримую ширину W, которая может быть измерена, как расстояние между линиями 105а, 105b, параллельными линии длины 104, касательными к периметру фигуры, форму которой имеет скрепляющая поверхность, и расположенными по обе стороны от линии 104, как показано на данном чертеже. При этом подразумевается, что для некоторых фигур, форму которых имеет скрепляющая поверхность (например, для полукруга), одна из линий 105а, 105b, между которыми измеряется ширина, может совпадать с линией 104 длины фигуры. Фигуры, форму которых имеет скрепляющая поверхность в соответствии с настоящим изобретением, имеют отношение максимальной наибольшей измеримой длины L к наибольшей измеримой ширине W по меньшей мере 2,5, более предпочтительно - по меньшей мере 2,7, и еще более предпочтительно - по меньшей мере 2,8. Форма и размеры оттисков скрепления в нетканом полотне будут соответствовать формам скрепляющих поверхностей скрепляющего валика и их размерам.
Кроме того, как показано на фиг. 5B, фигура 100, форму которой имеет скрепляющая поверхность, может иметь периметр, содержащий выпуклую часть 102, лежащую по одну сторону от линии 104 длины фигуры. Как видно из данного чертежа, выпуклая часть может иметь переменный радиус кривизны. Наличие переменного радиуса кривизны у выпуклой части 102 может означать, что фигура 100 может быть подобной профилю крыла самолета. Под профилем крыла самолета понимается профиль, имеющий криволинейную часть и асимметричный относительно любой линии или оси, проходящей через данный профиль. Выпуклая часть 102 может иметь высоту подъема СН, измеренную, как расстояние между линией 104 длины и линией 105b, касательной к выпуклой части 102 (по которой определяется ширина фигуры). Можно ожидать, что для достижения оптимальных потоков воздуха целесообразно, чтобы отношение между высотой СН подъема и максимальной измеренной длиной L составляло не более 0,30, более предпочтительно не более 0,25, но больше нуля. Можно ожидать, что скрепляющие выступы, имеющие сечение плоскостью, параллельной скрепляющей поверхности, описанное выше, и расположенные в виде определенной повторяющейся конфигурации, будут оказывать оптимальное воздействие на ускорение и замедление воздуха, проходящего через зазор, вокруг зазора и через волокна нетканого полотна. При этом опять же подразумевается, что форма и размеры оттисков скрепления в нетканом полотне будут соответствовать форме и размеров скрепляющих выступов валика, фактически являясь их зеркальным отражением.
В некоторых воплощениях периметр фигуры, образуемой скрепляющей поверхностью, может иметь выпуклые части постоянного или переменного радиуса кривизны по обе стороны линии 104 длины, то есть фигура может иметь форму профиля крыла с симметричным подъемом относительно линии длины. Еще в одном воплощении периметр фигуры может иметь изогнутую часть по одну сторону линии 104 длины и прямую часть по линии длины или по другую сторону линии длины, и при этом фигура будет иметь форму профиля крыла самолета с асимметричным подъемом относительно линии длины. Еще в одном воплощении периметр фигуры может выпуклую часть 102 по одну сторону от линии 104 длины фигуры и вогнутую часть 103 по другую сторону от линии 104 длины, расположенную в сущности напротив выпуклой части 102. Именно такая форма показана на фиг. 5B, и она соответствует форме крыла самолета с асимметричным подъемом и обеспечивает достаточную приподнятость волокон при малой скорости технологической линии.
Степень вогнутости части 103 может быть охарактеризована глубиной ее прогиба по отношению к наибольшей измеримой длине. Глубина D прогиба может быть измерена путем определения линии 106, параллельной линии 104 длины и касательной к вогнутой части 103 в точке наибольшего ее прогиба. При этом глубина D определяется, как расстояние между линей 105а определения толщины на стороне вогнутой части 103 и упомянутой линией 106. Степень прогиба вогнутой части 103 может быть выражена в виде отношения глубины D прогиба к длине L фигуры. И хотя возможно использование форм скрепляющих поверхностей, не имеющих вогнутых частей 103, тем не менее может быть целесообразным, чтобы фигура, форму которой имеет скрепляющая поверхность, имела вогнутую часть с отношением глубины прогиба к длине от 0,00 до 0,30, более предпочтительно - от 0,00 до 0,25 и еще более предпочтительно - от 0,00 до 0,20. Опять же подразумевается, что форма и размеры оттисков скрепления в нетканом полотне будут соответствовать форме и размерам скрепляющих выступов валика, фактически являясь их зеркальным отражением.
И хотя выше было описано получение конфигурации из мест скрепления в нетканом полотне с помощью скрепляющих выступов, периметры скрепляющих поверхностей которых имеют «выпуклые» и/или «вогнутые» участки в виде гладких кривых, подразумевается, что в сущности такой же эффект может быть достигнут, если периметр фигуры, форму которой имеет скрепляющая поверхность, состоит из коротких отрезков, в совокупности аппроксимирующих описанные выше плавные кривые. При этом термины «выпуклый» и «вогнутый» в данном контексте будут относиться к частям периметра фигуры, образованным непрерывными ломаными линиями из 5 или более отрезков прямой, расположенных по одну сторону линии длины представляющих собой хорды плавной кривой или участка плавной кривой, лежащей по одну сторону линии длины и не имеющей точек перегиба.
И хотя теоретически это не обязательно, можно ожидать, что скрепляющие выступы каландровочных валиков, скрепляющие поверхности которых имеют одну или более отличительных особенностей, описанных выше, будут обеспечивать аэродинамическое воздействие на потоки воздуха в зазоре и вокруг него в виде оптимального ускорения и замедления воздуха, проходящего через зазор, вокруг зазора и через волокна нетканого полотна, что, в свою очередь, будет вызывать смещение волокон, их вспушивание и увеличение приподнятости волокон и/или толщины полотна.
Кроме того, угловое расположение выступов на валике влияет на расположение скрепляющих выступов в зазоре, и оказывает определенный эффект на процесс формирования скрепления. Фигуры 100, образованные скрепляющими поверхностями, и соответственно несущие их скрепляющие выступы, расположены под определенными углами относительно направления движения в машине и поперечного направления. И хотя теоретически это не обязательно, можно ожидать, что для достижения максимально эффективного потока воздуха угол отклонения фигуры от соответствующего направления не должен превышать некоторого максимального значения. Опять же, как показано на фиг. 5B, угол αT может быть определен, как меньший из углов, образованных на пересечении оси 108, соответствующей направлению движения в машине, с осью 104 длины фигуры. Можно ожидать, что форма поверхности скрепления и угловое ее расположение в совокупности воздействуют на воздушные потоки. В случае асимметричной формы поверхности скрепления, такой, как описанная выше форма профиля крыла самолета, можно ожидать, что сама по себе такая асимметричная форма достаточна для оптимального направления потоков воздуха. Однако расположение выступов с углом αT больше 0 может усиливать данный эффект. При симметричной форме поверхностей скрепления наличие угла отклонения крайне желательно для достижения требуемого эффекта, и при этом угол αT должен быть не меньше 1°, но не должен превышать 40°, более предпочтительно - не должен превышать 30° и еще более предпочтительно - не должен превышать 20°. Можно ожидать, что угол отклонения в указанном диапазоне обеспечивает эффективное прохождение потока воздуха через зазор, и при этом придает вектору потока воздуха составляющую в поперечном направлении. И наоборот, угол отклонения более 40° может создавать слишком сильное препятствие потоку воздуха через зазор. Большой угол отклонения в совокупности с высокой плотностью расположения скрепляющих выступов на валике могут создать такие препятствия воздушному потоку, что он будет проходить не через зазор, а в сущности будет направляться в стороны, и благоприятное воздействия воздуха на волокна полотна будет уменьшаться. При этом подразумевается, что форма и размеры оттисков скрепления в нетканом полотне будут соответствовать форме и размерам скрепляющих выступов валика, фактически являясь их зеркальным отражением.
Можно ожидать, что потоки воздуха, проходящие по заготовке/полотну и внутри них, и имеющие составляющую в поперечном направлении, будут смещать волокна в поперечном направлении, увеличивая приподнятость волокон полотна, его толщину и/или его прочность на растяжение в поперечном направлении. При этом подразумевается, что в большинстве случаев волокна заготовок нетканых полотен, вследствие особенностей процессов их изготовления, уложены с преобладающим направлением, совпадающим с направлением движения в машине, и поэтому готовое полотно имеет относительно большую прочность на растяжение в направлении движения в машине, чем в поперечном направлении. Поэтому любая технология, придающая дополнительную ориентацию волокнам в поперечном направлении перед их скреплением, может быть полезной для увеличения прочности полотна на растяжение в поперечном направлении, улучшения пропорции между прочностью на растяжение в продольном и поперечном направлениях, и увеличения приподнятости волокон полотна при последующем смещении волокон в направлении z. Можно ожидать, что для достижения наилучших результатов угол αT отклонения должен составлять от 5° до 15°, более предпочтительно - от 8° до 12° и еще более предпочтительно - от 9° до 11°, чтобы получить наибольший эффект от воздушных потоков при скоростях линии, предусматриваемых настоящим изобретением. При этом подразумевается, что форма и размеры оттисков скрепления в нетканом полотне будут соответствовать форме и размерам скрепляющих выступов валика, фактически являясь их зеркальным отражением.
Как упоминалось выше, чтобы получить максимальную пользу от энергии воздушных масс, проходящих через зазор, желательно, чтобы конфигурация скрепляющих выступов не слишком загораживала поток воздуха через зазор, и не отбирала слишком много энергии у воздушного потока, замедляя его и поглощая составляющую импульса потока, направленную вперед (в направлении движения в машине). Как показано на фиг. 5С, вдоль конфигурации скрепляющих выступов можно провести линию 107а, протяженную в поперечном направлении, вдоль которой скрепляющие выступы загораживают наибольшую часть длины валика. На этой линии 107а скрепляющие выступы создают наибольшие препятствия прохождению воздушного потока через зазор в процессе скрепления, для данной конфигурации скрепляющих выступов. Для любой конфигурации можно определить набор из повторяющихся фигур. Так, для данной конфигурации таким набором является набор из четырех фигур: 100а, 100b, 100с и 100d. Ширина w1, w2, w3, и w4 повторяющихся фигур 100а, 100b, 100с, 100d представляет собой препятствие проходу воздуха через линию 107а. Ширина wp является шириной повторяющегося набора, и кроме ширины фигур включает расстояния между фигурами. Отношение суммарной ширины препятствий к длине зазора для любой конфигурации может быть рассчитано, как (w1+w2+w3+w4+…+wn)/wp, и именуется в контексте настоящего описания коэффициентом препятствий потоку воздуха (здесь "wi" является шириной фигуры в поперечном направлении на линии 107а зазора, а "n" - число фигур на линии 107а зазора, образующих повторяющийся набор). Чтобы конфигурация скрепляющих выступов обеспечивала эффективное прохождение воздуха через зазор, и соответственно для извлечения максимальной пользы из энергии проходящего воздуха, может быть целесообразным, чтобы коэффициент препятствий потоку воздуха составлял не более 0,40, более предпочтительно - не более 0,30 и еще более предпочтительно - не более 0,25. Формы оттисков скрепления, их угловое расположение и густота (число на единицу площади полотна) соответствуют форме скрепляющих выступов, их угловому расположению и густоте (числу на единицу поверхности валика) и соответственно также отражают относительную ширину препятствий потоку воздуха.
На фиг. 6А и 6B показано альтернативное воплощение конфигурации скрепляющих выступов. Она содержит повторяющуюся фигуру 100, и соответствующий скрепляющий выступ представляет собой две в целом выпукло-вогнутые фигуры, соединенные друг с другом или даже наложенные друг на друга на концах и протяженные от места стыка в противоположные стороны, в результате чего образуется фигура S-образной формы с вращательной симметрией ее компонентов относительно места стыка, которое образует среднюю точку перегиба. При этом подразумевается, что такая фигура S-образной формы может иметь те или иные отличительные особенности, Описанные выше для формы поверхности скрепления, изображенной на фиг. 5А и 5B, и такие ее характеристики будут давать аналогичные преимущества. Фигура 100, как форма скрепляющей поверхности, изображенная на фиг. 6А и 6B, имеет наибольшую измеримую длину L и наибольшую измеримую ширину W, измеренные вдоль линии 104 длины фигуры и между линиями 105а, 105b ширины фигуры соответственно, определяемыми образом, аналогичным воплощению, описанному выше. Как упоминалось выше, фигура 100, форму которой имеет скрепляющая поверхность, в целях настоящего изобретения предпочтительно имеет отношение наибольшей измеримой длины L к наибольшей измеримой ширине W, предпочтительно составляющее по меньшей мере 2,5, более предпочтительно - по меньшей мере 2,7 и еще более предпочтительно - по меньшей мере 2,8.
Фигура, как форма скрепляющей поверхности, изображенная на фиг. 6А и 6B, также имеет выпуклые участки 102а, 102b вдоль своего периметра. Одна или обе выпуклые части 102а, 102b могут иметь переменные радиусы кривизны, и могут иметь значения максимального подъема CHA и CHB. Можно ожидать, что для обеспечения оптимального воздействия на потоки воздуха может быть предпочтительно, чтобы отношение величины высоты подъема СН и наибольшей измеримой длины L составляло не более 0,30, более предпочтительно - не более 0,25, но больше 0.
Изображенная форма поверхности скрепления имеет также вогнутые участки 103а и 103b вдоль своего периметра. Глубина прогиба Da представляет собой расстояние между линией 105а, служащей для определения ширины и обращенной к вогнутому участку 103а, и линией 106а - касательной к вогнутому участку в точке наибольшего прогиба. Подобным образом, глубина прогиба Db представляет собой расстояние между линией 105b, служащей для определения ширины и обращенной к вогнутому участку 103b, и линией 106b - касательной к вогнутому участку в точке наибольшего прогиба. И хотя предвидятся воплощения форм скрепляющих поверхностей, в которых отсутствуют вогнутые участки 103а, 103b периметра, предпочтительно, чтобы вдоль периметра фигуры, форму которой имеет скрепляющая поверхность, имелись один или более вогнутых участков 103а, 103b, имеющих пропорцию вогнутости D/(L×nc)<0,30, более предпочтительно менее 0,25, и еще более предпочтительно 0,20, где nc - число полностью ограниченных компонентов фигуры, образующих части периметра фигуры, форму которой имеет поверхность скрепления, протяженных вдоль общей линии длины фигуры и имеющих вогнутые участки. Так, например, для фигуры S-образной формы, изображенной на фиг. 6B, nc=2, поскольку в ней имеются две полностью ограниченных компонента 124а и 124b.
Фигуры 100, изображенные на фиг. 6А и 6B, также могут иметь угол наклона αT, определяемый, как было описано выше, и находящийся в указанных выше диапазонах. Геометрические формы и размеры оттисков скрепления, а также образуемая ими конфигурация мест скрепления на нетканом полотне соответствуют форме 100 скрепляющих выступов, их размерам, угловой ориентации, густоте и общему расположению на поверхности валика.
Можно также ожидать, что расположение скрепляющих выступов в виде конфигурации, при которой имеется относительно прямой и беспрепятственный проход между выступами по углубленным областям 101 зазора, протяженный по меньшей мере частично в направлении движения в машине, может давать положительный эффект. На фиг. 5А и 6А можно видеть, что в обоих данных примерах может быть найдена линия 109, которая не пересекает никаких скрепляющих выступов, и расположена под некоторым углом как к поперечной оси 107, так и к направлению движения в машине. А именно, линия 109 прохождения воздушного потока через зазор образует с поперечным направлением 107 угол βA, именуемый далее, как угол прохождения воздушного потока через зазор. Можно ожидать, что угол βA предпочтительно должен составлять более 45°, более предпочтительно - от 50° до 90° и еще более предпочтительно - от 60° до 90°. Можно также предположить, что линия 109 прохождения воздушного потока через зазор предпочтительно должна быть бесконечно протяженной, вообще не пересекающей никаких фигур 100, образовываемых поверхностями скрепления, или по меньшей мере проходящей через 8 рядов скрепляющих выступов, не пересекая их. Опять же, геометрические формы и размеры оттисков скрепления, а также образуемая ими конфигурация мест скрепления на нетканом полотне соответствуют форме 100 скрепляющих выступов, их размерам, угловой ориентации, густоте и общему расположению на поверхности валика.
В отношении форм скрепляющих поверхностей и образуемых ими конфигураций, например, изображенных на фиг. 5А-6B, следует отметить, что они могут представлять собой любое сочетание фигур с любыми описанными выше пропорциями длины и ширины, выпуклости или вогнутости, относительной шириной препятствий воздушному потоку (но не более 0,40), симметрией или асимметрией формы, углами расположения и прочими характеристиками. Возможно также расположение соседних скрепляющих выступов парами, формирующими проходы воздуха, которые то расширяются, то сужаются, то есть при котором выступы то сходятся, то расходятся, напоминая диффузоры. Так, например, на фиг. 5А скрепляющие выступы 100а, 100b можно считать соседними. В контексте настоящего описания «соседние» означает, что по меньшей мере части периметров данной пары фигур обращены друг к другу, и между ними не расположено прочих фигур; и при этом фигуры данной пары перекрываются друг с другом в направлении движения в машине. При этом «перекрываются друг с другом в направлении движения в машине» означает, что для данной пары фигур может быть найдена поперечная линия 107, касающаяся периметров каждой из фигур и/или пересекающая их. При этом для такой пары фигур может быть также определена линия МС наименьшего просвета, соединяющая места периметров фигур 100а, 100b, расстояние между которыми минимально. Такая линия МС наименьшего просвета пересекает периметр каждой из фигур по нормали к нему и определяет место, в котором создается наибольшее препятствие прохождению воздуха между двумя данными фигурами (то есть между соответствующими скрепляющими выступами) внутри зазора и в его окрестности. При этом может быть также определена линия PL прохождения воздуха, перпендикулярная линии МС наименьшего просвета и расположенная между фигурами 100а, 100b.
Линия МС наименьшего просвета пересекает и определяет «диффузорный проход» между двумя соседними фигурами, если периметр каждой их соседних фигур 100а, 100b уходит в сторону от линии PL прохождения воздуха в обе стороны от линии МС наименьшего просвета. Как можно видеть на фиг. 5А и 6А, таким свойством обладают пары фигур 100а, 100b.
И хотя теоретически это не обязательно, можно предположить, что такие диффузорные проходы создают локальное ускорение и замедление потоков воздуха, соответственно локальное увеличение и уменьшение давления, а также турбулентность потоков воздуха, проходящего через зазор. Можно также предположить, что данные эффекты будут способствовать начесыванию и/или вспушиванию волокон заготовки и полотна в окрестности зазора.
В целях обеспечения хорошей обрабатываемости нетканого полотна на последующих производственных операциях или процессах может быть целесообразно, чтобы на полотне не существовало ни одной линии в направлении движения в машине, которая не пересекала бы ни одного оттиска скрепления. Наличие такой линии бесконечной длины означало бы, что при последующей операции нарезки полотна в продольном направлении могли бы получиться волокна бесконечной длины, не скрепленные друг с другом. Такие волокна имеют тенденцию уходить от ножа при нарезке полотна, и край полотна получается нечетким. Кроме того, такие нескрепленные волокна могут и дальше отделяться от резаного края полотна (край обтрепывается), что может вызывать проблемы при последующих производственных операциях. Во избежание данной проблемы может быть желательно придать конфигурации мест скрепления угол γP расположения ее элементов. Как показано на фиг. 6А, угол γP расположения элементов конфигурации может быть определен, как острый угол, под которым пересекаются линия 111, соединяющая аналогичные точки повторяющихся и одинаково ориентированных в столбцы 112 фигур, и направление движения в машине. Во избежание упомянутых выше проблем желательно, чтобы угол γP расположения элементов конфигурации был больше 0°. Угол γP расположения элементов конфигурации, больший 0°, обеспечивает отсутствие бесконечной полоски полотна в направлении движения в машине с нескрепленными краями. Однако во избежание чрезмерного затруднения прохождения воздуха через зазор и смазывания положительных эффектов, связанных с ним, может быть целесообразно ограничить угол γP расположения элементов конфигурации значением не более 4°, более предпочтительно - не более 3° и еще более предпочтительно - не более 2,5°. Опять же, элементы и характеристики конфигурации мест скрепления нетканого полотна, включая угол γP расположения элементов конфигурации, отражают соответствующие характеристики конфигурации скрепляющих элементов на валике, в том числе угол γP расположения элементов конфигурации.
Описанные выше отличительные особенности относятся к фигурам, форму которых имеют скрепляющие поверхности скрепляющих выступов на скрепляющем валике, и понятно, что данные элементы и черты отпечатываются валиком на заготовке, в результате чего при каландровании заготовки формируются оттиски скрепления волокон. Скрепляющие выступы валика отпечатываются в виде оттисков скрепления на нетканом полотне, имеющих форму фигур скрепления. Поэтому описанные выше параметры конфигурации скрепляющих выступов валика могут быть определены и измерены на полотне, на ламинатах, в состав которых входит такое полотно, а также в композитных изделиях, в состав которых входят такое полотно и/или такие ламинаты.
Важным параметром в свете настоящего изобретения является скрепляющая площадь валика, которая преобразуется в площадь скрепления на полотне. Поскольку фигуры, образованные оттисками скрепления на полотне, являются отражением скрепляющих поверхностей на валике, изображенных на фиг. 5А и 6А, скрепляющая площадь на валике и площадь скрепления на полотне могут рассматриваться, как площадь скрепляющих поверхностей на валике, и площадь фигур, образованных оттисками скрепления на полотне соответственно. В области производства нетканых полотен скрепляющая площадь часто выражается в процентах и рассчитывается, как:

Скрепляющая площадь может быть также вычислена, как количество скрепляющих выступов на единицу площади, умноженное на среднюю площадь фигур, образуемых скрепляющими поверхностями на рассматриваемом участке валика. Поэтому при повышении числа скрепляющих выступов и/или при повышении площади фигур 100, образуемых скрепляющими поверхностями, скрепляющая площадь возрастает, и наоборот. Можно ожидать, что скрепляющая площадь влияет на захват воздуха, и, в частности, на процент воздуха, который будет подан в зазор и пройдет через зазор. Если скрепляющая площадь относительно велика, это означает, что в зазоре в любой момент присутствует большее количество скрепляющих выступов, и/или площадь их больше, и они создают больше препятствий прохождению воздуха через зазор; и наоборот, если скрепляющая площадь относительно мала, это означает, что в зазоре в любой момент времени присутствует меньшее количество скрепляющих выступов, и/или площадь их меньше, и они создают меньше препятствий прохождению воздуха через зазор. Скрепляющая площадь имеет также свои последствия с точки зрения характеристик полотна. Так, при повышении площади скрепления повышается число и процент волокон в нетканом полотне, скрепленных друг с другом, и наоборот. В пределах определенного диапазона повышение площади скрепления может обеспечивать повышение прочности нетканого полотна на растяжение в направлении движения в машине и/или поперечном ему направлении. Однако при этом может одновременно повышаться жесткость нетканого полотна на изгиб и соответственно уменьшаться приподнятость волокон полотна, то есть приподнятость волокон и/или внешний вид полотна будут ухудшаться. Для максимального использования преимуществ движения воздушных потоков, а именно движения воздуха по каналам и его сжатия за счет использования форм скрепляющих выступов в соответствии с настоящим изобретением, что позволяет повысить приподнятость волокон полотна при одновременном обеспечении достаточных свойств растяжения полотна, можно ожидать, что скрепляющая площадь должна находиться в диапазоне от 4,0% до 18%, более предпочтительно - от 6% до 16% и еще более предпочтительно - от 8% до 14%. При скоростях линии, предусматриваемых настоящим изобретением, и при одной и той же скрепляющей площади средняя площадь скрепляющей поверхности будет определять необходимое число скрепляющих выступов на единицу площади. Наиболее предпочтительной представляется средняя площадь скрепляющих поверхностей 100, находящаяся в диапазоне от 0,3 мм2 до 10 мм2. Соответственно можно ожидать, что предпочтительное число скрепляющих выступов (и соответственно оттисков скрепления на полотне) на единицу площади должно составлять от 0,4 скрепляющего выступа/см2 при площади скрепляющей поверхности/оттиска скрепления 10 мм2 и скрепляющей площади 4%, и 60 скрепляющих выступов/см2 при площади скрепляющей поверхности/оттиска скрепления 0,3 мм2 и скрепляющей площади 18%. С помощью подобных расчетов могут быть подобраны и другие значения количества скрепляющих выступов на единицу площади и средней площади оттиска скрепления, обеспечивающие значения площади скрепления, находящиеся в диапазонах, указанных выше. Количество оттисков скрепления на полотне и площадь образовываемых ими фигур отражают количество скрепляющих выступов на валике и площадь их скрепляющих поверхностей, и соответственно площадь скрепления полотна соответствует скрепляющей площади валика.
Можно также ожидать, что большое значение имеет скорость подачи заготовки в скрепляющий зазор (скорость движения заготовки на производственной линии). Можно предположить, что при слишком малой скорости подачи заготовки воздушная масса, захватываемая заготовкой на подходе к зазору, не будет иметь достаточного импульса, и не будет обеспечена достаточно большая зона повышенного давления воздуха на стороне входа заготовки в зазор, которая, в свою очередь, обеспечивала бы достаточное количество воздуха, проталкиваемое через зазор, и воздух будет искать более легкие пути прохождения, а именно, по бокам зазора и вокруг валиков. Поэтому можно ожидать, что скорость подачи заготовки в зазор должна составлять не менее чем 300 м/мин, более предпочтительно - не менее чем 600 м/мин, и еще более предпочтительно - не менее чем 800 м/мин.
Предполагается, что использование каландровочного валика, имеющего фигуры и конфигурации скрепляющих выступов, описанные выше, обеспечивает максимальные преимущества от воздушных потоков, возникающих вследствие захвата воздуха движущейся заготовкой и каландровочными валиками, и сжатия воздуха, которое происходит во время каландрования и скрепления, что обеспечивает большую приподнятость волокон и ощущение мягкости получаемого нетканого полотна. При этом подразумевается, что все скрепляющие поверхности не обязательно должны иметь одинаковую форму или ориентацию, а скорее могут использоваться любые подходящие сочетания различных форм скрепляющих поверхностей, содержащих элементы и имеющие характеристики в соответствии с настоящим изобретением, и возможно также, в сочетании с иными формами. Использование упомянутых выше преимуществ изобретения может уменьшать или совсем устранять необходимость в прочих технологиях повышения приподнятости волокон, таких как гидроспутывание и гидровспушивание, что поможет снизить затраты на дополнительное оборудование и дополнительные производственные операции.
В дополнение к описанным выше элементам и технологическим процессам, которые могут использоваться для изготовления нетканого полотна с относительно высокой приподнятостью волокон, могут также использоваться прочие элементы и технологические процессы. Так, например, для изготовления нетканых материалов, имеющих относительно низкую плотность, могут использоваться такие технологические процессы, как гидровспушивание, гидроспутывание и двухкомпонентный спанбонд. Процессы гидроспутывания и/или гидровспушивания описаны, например, в патентах США 6,632,385, 6,803,103 и 7,858,544, а также в патентной заявке США 2012/0094567. Гидровспушивание в сочетании с прочими технологическими процессами и их особенности описаны, например, в патентной заявке США 13/213,177. Элементы и технологические процессы для изготовления двухкомпонентных волнообразных волокон, придающих полотну повышенную приподнятость волокон, описаны, например, в патенте США 7,789,870; патентной публикации США 2007/0275622; Европейской патентной заявке ЕР 1369518 A1; а также в патентной заявке WO 2007/097467.
Исследования предпочтений потребителей показывают, что в дополнение таким атрибутам нетканого полотна, как низкая плотность (и соответственно большая приподнятость волокон), осязательное восприятие мягкости могут усиливать относительно низкие фрикционные свойства поверхности полотна (то есть поверхность, при которой полотно является относительно гладким и даже скользящим на ощупь). Для изготовления нетканого полотна, которое является относительно скользким на ощупь, то есть имеет поверхность с относительно низкими коэффициентами трения, могут использоваться любые сочетания материалов и технологических процессов. Один из возможных подходов к изготовлению такого полотна предусматривает формирование нетканого полотна из волокон, частично или полностью состоящих из полиэтилена. По сравнению с другими материалами, которые могут считаться подходящими и экономически целесообразными для изготовления из них нетканых полотен в соответствии с настоящим изобретением (такими, как, например, полипропилен), полиэтилен обеспечивает относительно скользкое ощущение поверхности (относительно низкие коэффициенты трения). Так, например, можно ожидать, что подходящим будет двухкомпонентное волокно, имеющее полиэтиленовый компонент в расположении «бок о бок» с другим компонентом (в результате чего полиэтилен будет образовывать часть наружных поверхностей волокон), или даже в расположении «сердцевина-оболочка» (в котором полиэтилен формирует в сущности всю наружную поверхность волокон). Еще один возможный подход может предусматривать нанесение на поверхности нетканого полотна или его волокон топического покрытия на основе силикона, в результате чего поверхность будет казаться скользкой на ощупь.
Как было отмечено выше, некоторые типы абсорбирующих изделий могут иметь абсорбирующую сердцевину, содержащую частицы абсорбирующего полимерного материала, который служит для поглощения и удержания жидких выделений организма. Некоторые конструкции абсорбирующих сердцевин включают также целлюлозный волокнистый материал (вспушенную целлюлозу), который способствует лучшему поглощению и удержанию жидких выделений организма, и, кроме того, обеспечивает матрицу, в которой рассеиваются частицы абсорбирующего полимера, и тем самым предотвращается блокировка геля при его набухании. В других абсорбирующих сердцевинах целлюлозные волокнистые материалы не составляют основу конструкции, а некоторые части абсорбирующей сердцевины и вовсе могут не включать целлюлозных волокнистых материалов. Так, например, в некоторых конструкциях сердцевины основную скрепляющую роль может играть адгезив, удерживающий распределенные по сердцевине абсорбирующие полимерные частицы на своих местах, и благодаря этому такие сердцевины могут иметь значительные участки длины, содержащие относительно небольшое количество вспушенной целлюлозы или вовсе ее не содержащие.
Одноразовые абсорбирующие изделия, такие, как подгузники, имеющие сердцевины с абсорбирующими полимерными частицами, но содержащие относительно малое количество целлюлозных волокон, в том числе подгузники с сердцевинами, в сущности не содержащими целлюлозы на значительных участках своей длины, в некоторых случаях при прочих равных условиях могут с меньшей вероятностью восприниматься, как относительно «мягкие». Конструкции абсорбирующей сердцевины, включающие значительные количества целлюлозных волокон, улучшающих свойства поглощения и/или удержания текучих выделений организма, как правило, более объемные и толстые, и благодаря этому их набивка из целлюлозных волокон в руке ощущается в высокой степени сжимаемой. Данные атрибуты могут работать в совокупности, взаимно дополняя друг друга и усиливая ощущение мягкости.
И наоборот, абсорбирующие сердцевины, основную часть конструкции которых составляют абсорбирующие полимерные материалы в форме частиц, поглощающие и удерживающие текучие выделения организма, и содержащие относительно малое количество целлюлозных волокон вдоль своей длины или частей своей длины, или вовсе их не содержащие, как правило, имеют меньшую толщину и осязаемо ощущаются менее сжимаемыми. Такие свойства в совокупности могут уменьшать ощущение мягкости. Кроме того, можно ожидать, что в абсорбирующих сердцевинах, содержащих абсорбирующие полимерные материалы в форме частиц и относительно малое количество целлюлозных волокон вдоль своей длины или частей своей длины, могут осязательно ощущаться относительно твердые отдельные частицы или скопления частиц через слои изделия, в которые заключены такие частицы. Такое ощущения зернистой структуры может отрицательно влиять на восприятие мягкости изделия. Ощущения зернистой структуры могут исходить из мест повышенного давления, возникающих при сжатии сердцевины или иных манипуляциях с ней, сконцентрированных вокруг отдельных частиц или их скоплений. Иными словами, отдельные частицы или их скопления создают осязаемые «точки давления».
Подобным образом, наличие эластичных элементов, таких, как эластичные нити между неткаными материалами, образующими самые наружные и самые внутренние слои изделия (включая, но не ограничиваясь ими, верхний лист и тыльный лист), и включаемых в изделие для формирования, например, ножных манжет (продольно ориентированные нити), эластифицированные поясные ленты (латерально ориентированные нити) или эластифицированные боковые панели (также латерально ориентированные нити) - также может создавать точки или ребра давления, и такой подгузник может ощущаться, как имеющий ребристую или рифленую поверхность.
Исследования показали, что некоторые потребители, которых просили оценить мягкость предложенных им образцов подгузников, свою оценку, по меньшей мере частично, строили, взяв подгузник между большим пальцем и одним или более прочими пальцами руки, обычно большим пальцем сверху, опирая его на верхний лист 18, и остальными пальцами снизу, прижимая их к тыльному листу 20 (в соответствии с ориентацией на фиг. 2А), и затем сжимая и потирая изделие между большим пальцем и прочими пальцами. У подгузников, имеющих абсорбирующие сердцевины, содержащие абсорбирующие полимерные материалы в форме частиц и относительно малое количество целлюлозных волокон, а также у подгузников с эластичными нитями, расположенными между самыми наружными и самыми внутренними слоями, при таком способе оценки потребитель достаточно быстро заметит наличие точек давления.
При этом, однако, было обнаружено, что выбор материалов - компонентов верхнего листа и тыльного листа, имеющих определенные свойства, в совокупности может влиять на ощущение мягкости общей конструкции подгузника. Было определено, что правильный подбор совокупности атрибутов материала может маскировать точки давления или делать их менее заметными для пользователя.
Как было отмечено выше, верхний лист и самый наружный слой тыльного листа могут быть выполнены из нетканых материалов. Можно ожидать, что в одном из воплощений данным нетканым материалам может быть придана минимальная масса на единицу площади и минимальная толщина или минимальная приподнятость волокон, что в пересчете на данную массу на единицу площади означает максимальную плотность, что в результате будет обеспечивать удовлетворительные ощущения мягкости. В другом воплощении данным материалам может быть придана наименьшая сжимаемость (измеренная по методу определения сжимаемости, который будет описан ниже), которая является относительной мерой приподнятости волокон материала, независимо от его плотности. Если каждый из данных нетканых материалов удовлетворяет таким критериям, они могут достаточно эффективно рассеивать давление от точек давления, расположенных над частицами абсорбирующего полимера, или иным образом делать точки давления менее заметными при обращении с подгузником.
По этим причинам может быть желательно, чтобы нетканые материалы, из которых выполнены верхний лист и наружный слой тыльного листа, имели совокупную массу на единицу площади, составляющую по меньшей мере 30 г/м2, более предпочтительно по меньшей мере 40 г/м2 и еще более предпочтительно - по меньшей мере 50 г/м2. При этом может быть предпочтительно, чтобы каждый из нетканых материалов имел плотность до подачи на технологическую линию, составляющую не более чем 65 кг/м3, и даже более предпочтительно - не более чем 55 кг/м3, где под плотностью до подачи на технологическую линию для любого данного нетканого материала понимается его плотность на этапе технологического процесса, на котором данный материал разматывают с подающего рулона, в котором материал хранится после его изготовления и сборки. Кроме того, в сочетании с упомянутыми выше предпочтительными значениями плотности и массы на единицу площади, или по меньшей мере в сочетании с рекомендуемой массой на единицу площади, может быть предпочтительно, чтобы каждый из нетканых материалов имел сжимаемость, составляющую по меньшей мере 30%, более предпочтительно по меньшей мере 50% и еще более предпочтительно по меньшей мере 70%.
При этом подразумевается, что приподнятость волокон может быть повышена, и соответственно плотность уменьшена, за счет использования любых подходящих материалов, технологических процессов и способов, которые могут эффективно придавать приподнятость волокон и сохранять ее, нетканым материалам в соответствии с настоящим изобретением, а также нетканым материалам в соответствии с существующим уровнем техники, в том числе упомянутым в публикациях, приведенных в настоящей заявке для ссылки.
Несмотря на то, что увеличение массы соответствующих нетканых материалов на единицу площади (что в целом, при прочих равных условиях, приводит к увеличению их толщины) может быть эффективным способом рассеяния давления в стороны от точек давления. При этом понятно, что в условиях отсутствия каких-либо ограничений увеличение массы на единицу площади было бы наиболее эффективным способом, однако на практике производитель всегда ограничен соображениями себестоимости изделия. Поскольку увеличение массы любого нетканого материала, как компонента изделия, увеличивает материалоемкость изделия и соответственно, затраты на материалы, увеличение массы на единицу площади до той степени, при которой обеспечивается наиболее эффективное рассеяние давления от точек давления, может быть неприемлемо дорогим решением.
Можно, однако, ожидать, что более эффективным будет другой, менее дорогостоящий подход. Можно ожидать, что если один из нетканых материалов, образующих верхний лист и наружный слой тыльного листа, значительно отличается от других материалов по тем или иным атрибутам, это может отрицательно влиять на восприятие мягкости изделия. Можно ожидать, что определенные атрибуты нетканого материала являются атрибутами, связанными с рассеиванием давления, что означает, что они обеспечивают лучшее рассеивание давление и в целом улучшают осязательные ощущения при прикосновении к точкам давления для данного абсорбирующего полимерного материала. Можно ожидать, что такие не ограничивающие атрибуты, как сжимаемость, плотность, масса на единицу площади и фрикционные свойства (например, осязательное ощущение «скользкости» материала) являются атрибутами, связанными с рассеиванием давления. И хотя теоретически это не обязательно, можно ожидать, что существенный дисбаланс между атрибутами рассеивания давления нетканых материалов верхнего листа, с одной стороны, и наружного слоя тыльного листа, с другой стороны, приведет к тому, что пользователю будет легче заметить точки давления на соответствующей стороне изделия (на обращенной к пользователю стороне верхнего листа или на обращенной наружу стороне тыльного листа), изготовленной из нетканого материала с менее выраженными атрибутами рассеивания давления. Можно ожидать, что такой дисбаланс будет иметь взаимно ухудшающий эффект, особенно, например, если соответствующие нетканые материалы имеют относительно малую массу на единицу площади.
И наоборот, если данные материалы выбраны таким образом, что они достаточно близки друг к другу или по меньшей мере сбалансированы по определенным атрибутам рассеивания давления, это может положительно влиять на восприятие мягкости. Кроме того, можно ожидать, что такой баланс может оказывать синергетический эффект в совокупности с атрибутами рассеивания давления, в результате чего сочетание сбалансированности с атрибутами рассеивания давления нетканых материалов может обеспечивать возможность использования нетканых материалов с меньшей массой на единицу площади, чем это можно было бы ожидать, и при этом она будет достаточной для эффективной маскировки точек давления, делая их менее заметными для пользователя.
Поэтому может быть желательно, чтобы в дополнение к приведенным выше требованиям к совокупной массе на единицу площади нетканых материалов, образующих верхний лист и наружный слой тыльного листа, взаимное отношение одного или более соответствующих показателей из массы на единицу площади, плотности и сжимаемости, для нетканых материалов, образующих верхний лист и наружный слой тыльного листа, составляло от 30/70 до 70/30, более предпочтительно от 40/60 до 60/40 и даже более предпочтительно от 45/55 до 55/45. Может быть также желательно, чтобы соответствующие материалы имели коэффициенты трения покоя и трения скольжения, не превышающие определенных значений. Кроме того, может быть желательно, чтобы соответствующие коэффициенты трения нетканых материалов отличались друг от друга не более чем на 30%, более предпочтительно - не более чем на 20%, и еще более предпочтительно - не более чем на 10% (где под процентом отличия друг от друга понимается разность между соответствующими коэффициентами трения, деленная на меньший из двух коэффициентов трения, и умноженная на 100%).
Правильный подбор материалов с учетом сбалансированности одного или более из упомянутых атрибутов может обеспечивать совокупную массу на единицу площади нетканых материалов, образующих верхний лист и наружный слой тыльного листа, составляющую не более чем 75 г/м2, более предпочтительно не более чем 65 г/м2, и даже более предпочтительно не более чем 60 г/м2, обеспечивая при этом эффективную маскировку и/или уменьшенное осязательное ощущение точек давления с учетом ограничений на рост массы на единицу площади, что, как правило, ведет к росту себестоимости изделия.
Примеры нетканых материалов, которые могут использоваться для изготовления верхнего листа и наружного слоя тыльного листа
В приведенных ниже примерах изготовления нетканых полотен, если явно не указано иное, заготовку изготавливали на трех рядах мундштуков по технологии «спанбонд» REICOFIL 4. При этом использовали четыре конфигурации скрепления волокон.
Конфигурация «Крыло» (как на фиг. 5)
- Скрепляющая площадь (в %)=12,4%
- Количество скрепляющих выступов на 1 см2=3,1
- Угол αT=10°
- Угол βА=90°
- Угол γР=1°
- L=6,2 мм
- W=1,7 мм
- D=0,9 мм
- СН=1,4 мм
- Расстояние между началами повторяющихся наборов фигур в столбце =8 мм
- Расстояние между началами повторяющихся наборов фигур в ряду =8 мм
- Высота скрепляющих выступов =0,65 мм
Конфигурация «S-образная» (как на фиг. 6)
- Скрепляющая площадь (в %)=12,9%
- Количество скрепляющих выступов на 1 см=1,5
- Угол αT=10°
- Угол βА=60°
- Угол γР=1°
- L=12,2 мм
- W=4,0 мм
- DA=3,1 мм
- DB=3,1 мм
- СНА=1,9 мм
- CHB=2,1 мм
- Расстояние между началами повторяющихся наборов фигур в столбце =11,4 мм
- Расстояние между началами повторяющихся наборов фигур в ряду =6,0 мм
- Высота скрепляющих выступов =0,65 мм
Конфигурация «S-образная, вариант 2» в соответствии с настоящим изобретением (фиг. 7)
- Скрепляющая площадь (в %)=13%
- Количество скрепляющих выступов на 1 см2=2,4
- Угол αT=10°
- Угол βА=63°
- Угол γР=1°
- L=9,2 мм
- W=3,0 мм
- DA=2,3 мм
- DB=2,3 мм
- СНА=1,3 мм
- CHB=1,6 мм
- Расстояние между началами повторяющихся наборов фигур в столбце (DRC)=8,8 мм
- Расстояние между началами повторяющихся наборов фигур в ряду (DRR)=4,65 мм
- Высота скрепляющих выступов =0,75 мм
Сравнительная конфигурация «Стандартная объемная» (описана в патентной заявке WO 2009/021473, показана на фиг. 4А).
- Скрепляющая площадь (в %)=14,0%
- Количество скрепляющих выступов на 1 см2=9
- Угол αT=0°
- Угол βA1=90°
- Угол βА2=55°
- Угол γР=0°
- L=3,4 мм
- W=0,4 мм
- D=0 мм
- СН=0,2 мм
- Расстояние между началами повторяющихся наборов фигур в столбце =5,6 мм
- Расстояние между началами повторяющихся наборов фигур в ряду =2,0 мм
- Высота скрепляющих выступов =0,7 мм
Сравнительная конфигурация «Стандартная» - (овалы, показана на фиг. 4B, 4С)
- Скрепляющая площадь (в %)=18,1%
- Количество скрепляющих выступов на 1 см2=49,9
- Угол αT=60°
- Угол βA - отсутствует
- Угол γР=0°
- L=0,9 мм
- W=0,5 мм
- D - отсутствует
- СН=0,3 мм
- Расстояние между началами повторяющихся наборов фигур в столбце =1,5 мм
- Расстояние между началами повторяющихся наборов фигур в ряду =2,6 мм
- Высота скрепляющих выступов =0,6 мм
Основные параметры полотен и результаты их испытаний приведены в Таблице 1 ниже.
Пример 1 - сравнительная конфигурация «стандартная объемная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 12 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм (1,5-2,5 денье), которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «стандартная объемная» (Фиг 4А). Температура каландровочных валиков (гладкого и рельефного) составляла 165°C и 168°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 2 - сравнительная конфигурация «стандартная объемная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 14 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «стандартная объемная» (фиг. 4А). Температура каландровочных валиков (гладкого и рельефного) составляла 165°C и 168°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 3 - сравнительная конфигурация «стандартная объемная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 15 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «стандартная объемная» (фиг. 4А). Температура каландровочных валиков (гладкого и рельефного) составляла 168°C и 171°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 4 - сравнительная конфигурация «стандартная объемная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 17 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые Собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «стандартная объемная» (фиг. 4А). Температура каландровочных валиков (гладкого и рельефного) составляла 168°C и 171°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 5 - сравнительная конфигурация «стандартная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 15 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «стандартная» (фиг. 4B). Температура каландровочных валиков (гладкого и рельефного) составляла 170°C и 173°C соответственно, а усилие сжатия в зазоре составляло 95 Н/мм.
Пример 6 - сравнительная конфигурация «стандартная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 17 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировались однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «стандартная» (фиг. 4B). Температура каландровочных валиков (гладкого и рельефного) составляла 170°C и 173°C соответственно, а усилие сжатия в зазоре составляло 95 Н/мм.
Пример 7 - сравнительная конфигурация «стандартная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 15 г/м2 в непрерывном процессе из полипропилена НН 450 FB производства Borelais и полимолочной кислоты Ingeo 6202D производства Nature Works по технологии REICOFIL 3 с одним рядом мундштуков. Установка позволяла получить двухкомпонентные волокна типа «сердцевина-оболочка», в которых сердцевина из полимолочной кислоты составляла 80% волокна, а оболочка была из полипропилена. Получаемые отдельные волокна диаметром 18-40 мкм собирали на движущуюся ленту.
Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «стандартная» (фиг. 4B). Температура каландровочных валиков (гладкого и рельефного) составляла 140°C и 140°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 8 - сравнительная конфигурация «стандартная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 15 г/м2 в непрерывном процессе по технологии REICOFIL 3 с двумя рядами мундштуков из смеси полипропилена Mosten NB425 производства Unipetrol с сополимером Vistamaxx 6102 производства Exxon в весовой пропорции 81:19. Получаемые однокомпонентные волокна диаметром 20-40 мкм собирали на движущуюся ленту.
Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «стандартная» (фиг. 4B). Температура каландровочных валиков (гладкого и рельефного) составляла 145°C и 145°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 9 - конфигурация «S-образная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 12 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировались однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «S-образная» в соответствии с настоящим изобретением (фиг. 6). Температура каландровочных валиков (гладкого и рельефного) составляла 165°C и 168°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 10 - конфигурация «S-образная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 14 г/м2 в непрерывном процессе из смеси полипропилена Mosten NB425 производства Unipetrol с концентратом красителя (Sanylene белый PPRC 70 производства Clariant) в весовой пропорции 99,5:0,5. Получаемые однокомпонентные полипропиленовые волокна диаметром 18-30 мкм собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «S-образная» в соответствии с настоящим изобретением (фиг. 6). Температура каландровочных валиков (гладкого и рельефного) составляла 165°C и 168°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 11 - конфигурация «S-образная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 15 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «S-образная» в соответствии с настоящим изобретением (фиг. 6). Температура каландровочных валиков (гладкого и рельефного) составляла 168°C и 171°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 12 - конфигурация «S-образная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 17 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «S-образная» в соответствии с настоящим изобретением (фиг. 6). Температура каландровочных валиков (гладкого и рельефного) составляла 168°C и 171°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
После этого скрепленное нетканое полотно пропитывали гидрофильным поверхностно-активным веществом Silastol PHP 90 производства Schill and Seilacher, которое наносили с помощью валика, и сушили. После сушки за счет поверхностно-активного вещества вес полотна увеличивался примерно на 0,4%.
Пример 13 - конфигурация «S-образная»
Изготавливали заготовку нетканого полотна с массой на единицу площади 17 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «S-образная» в соответствии с настоящим изобретением (фиг. 6). Температура каландровочных валиков (гладкого и рельефного) составляла 168°C и 171°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Примеры 14 - конфигурация «крыло»
Изготавливали заготовку нетканого полотна с массой на единицу площади 12 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «крыло» в соответствии с настоящим изобретением (фиг. 5). Температура каландровочных валиков (гладкого и рельефного) составляла 165°C и 168°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 15 - конфигурация «крыло»
Изготавливали заготовку нетканого полотна с массой на единицу площади 14 г/м2 в непрерывном процессе из смеси полипропилена Mosten NB425 производства Unipetrol с концентратом красителя (СС 10031739BG зеленый производства PolyOne) в весовой пропорции 99,3:0,7. Получаемые однокомпонентные полипропиленовые волокна диаметром 18-30 мкм собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «крыло» в соответствии с настоящим изобретением (фиг. 6). Температура каландровочных валиков (гладкого и рельефного) составляла 165°C и 168°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 16 - конфигурация «крыло»
Изготавливали заготовку нетканого полотна с массой на единицу площади 15 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация «крыло» в соответствии с настоящим изобретением (фиг. 5). Температура каландровочных валиков (гладкого и рельефного) составляла 168°C и 171°C соответственно, а усилие, сжатия в зазоре составляло 75 Н/мм.
Пример 17 - конфигурация «крыло»
Изготавливали заготовку нетканого полотна с массой на единицу площади 17 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация «крыло» в соответствии с настоящим изобретением (фиг. 5). Температура каландровочных валиков (гладкого и рельефного) составляла 168°C и 171°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
После этого скрепленное нетканое полотно пропитывали гидрофильным поверхностно-активным веществом Silastol PHP 90 производства Schill and Seilacher, которое наносили с помощью валика, и сушили. После сушки за счет поверхностно-активного вещества вес полотна увеличивался примерно на 0,4%.
Пример 18 - конфигурация «крыло»
Изготавливали заготовку нетканого полотна с массой на единицу площади 17 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol. На линии формировали однокомпонентные волокна диаметром 18-30 мкм, которые собирали на движущуюся ленту. Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация «крыло» в соответствии с настоящим изобретением (фиг. 5). Температура каландровочных валиков (гладкого и рельефного) составляла 168°C и 171°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Примеры 19 - конфигурация «крыло»
Изготавливали заготовку нетканого полотна с массой на единицу площади 15 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol и полиэтилена Liten LS87 производства Unipetrol. Сначала получали двухкомпонентные волокна типа «сердцевина-оболочка», в которых сердцевина из полипропилена составляла 50% волокна, а остальную часть составляла оболочка из полиэтилена. Получаемые отдельные волокна диаметром 18-40 мкм собирали на движущуюся ленту.
Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «крыло» в соответствии с настоящим изобретением (фиг. 5). Температура каландровочных валиков (гладкого и рельефного) составляла 154°C и 154°C соответственно, а усилие сжатия в зазоре составляло 75 Н/мм.
Пример 20 - конфигурация «S-образная вариант 2»
Изготавливали заготовку нетканого полотна с массой на единицу площади 25 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol и полиэтилена Liten LS87 производства Unipetrol по технологии REICOFIL 3 с двумя рядами мундштуков. Сначала получали двухкомпонентные волокна типа «бок о бок», в которых 50% составляла одна сторона из полипропилена, а остальную часть составляла вторая сторона из полиэтилена.
Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «S-образная вариант 2» (фиг. 7). Температура каландровочных валиков (гладкого и рельефного) составляла 152°C и 142°C соответственно, а усилие сжатия в зазоре составляло 60 Н/мм.
Пример 21 - конфигурация «S-образная вариант 2»
Изготавливали заготовку нетканого полотна с массой на единицу площади 15 г/м2 в непрерывном процессе из полипропилена Mosten NB425 производства Unipetrol по технологии REICOFIL 3 с двумя рядами мундштуков. На линии формировали однокомпонентные волокна диаметром 15-25 мкм, которые собирали на движущуюся ленту.
Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «S-образная вариант 2» в соответствии с настоящим изобретением (фиг. 7). Температура каландровочных валиков (гладкого и рельефного) составляла 150°C и 145°C соответственно, а усилие сжатия в зазоре составляло 70 Н/мм.
Примеры 22 - конфигурация «S-образная вариант 2»
Изготавливали заготовку нетканого полотна с массой на единицу площади 25 г/м2 в непрерывном процессе по технологии REICOFIL 3 с двумя рядами мундштуков из смеси полипропилена Mosten NB425 производства Unipetrol с сополимером Vistamaxx 6202 производства Exxon в весовой пропорции 84:16. Получаемые однокомпонентные волокна диаметром 15-25 мкм собирали на движущуюся ленту.
Для повышения прочности полотна использовали каландр, состоявший из пары нагретых валиков, на одном из которых была сформирована конфигурация из выступов «S-образная вариант 2» (фиг. 7). Температура каландровочных валиков (гладкого и рельефного) составляла 158°C и 155°C соответственно, а усилие сжатия в зазоре составляло 70 Н/мм.
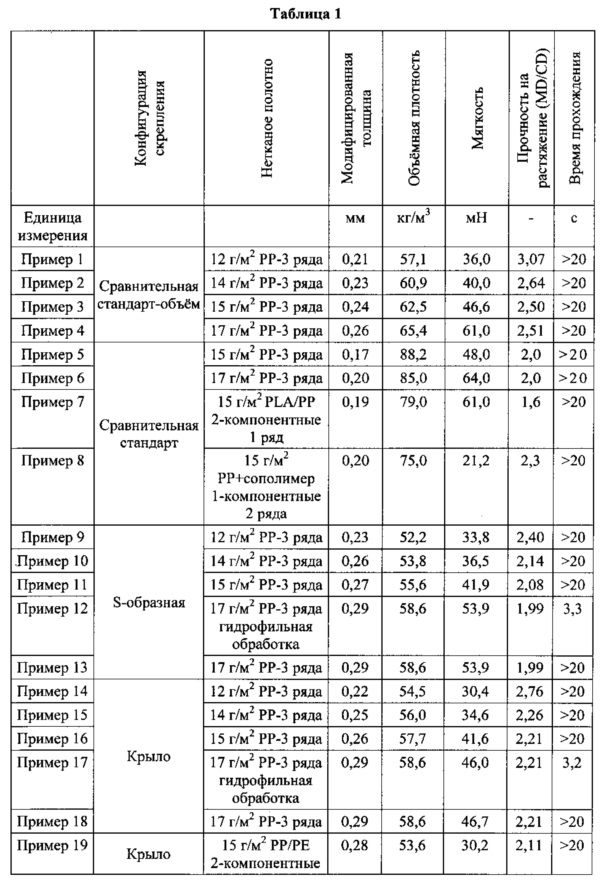
Методы измерений и способы испытаний
Масса на единицу площади
Массу на единицу площади нетканого полотна измеряли по процедуре Евростандарта EN ISO 9073-1:1989 (согласуется с WSP 130.1). Для измерения массы на единицу площади использовали 10 слоев нетканого полотна. Размер каждого образца составлял 10×10 см.
Толщина
Толщину нетканого полотна измеряли по процедуре Евростандарта EN ISO 9073-2:1996 (согласуется с WSP 120.6) со следующими изменениями: суммарный вес верхнего рычага прибора с добавочным грузом составлял 130 г.
Отношение прочности на растяжение в направлениях MD и CD
Под отношением прочности материала на растяжение в направлениях MD и CD подразумевается отношение пиковых значений сил растяжения соответственно в направлении движения в машине и в поперечном направлении. Оба значения пиковой силы измеряли по стандартному методу EDANA WSP 110.4-2005. Ширина образца составляла 50 мм, расстояние между зажимами составляло 100 мм, скорость составляла 100 мм/мин и предварительное натяжение составляло 0,1 Н.
Отношение прочностей на растяжение в направлениях MD и CD= пиковая сила растяжения в направлении MD[H/5 см]/пиковая сила растяжения в направлении CD [Н/5 см]
Мягкость
Мягкость нетканого полотна измеряли по тесту INDA 1ST 90.3-01. Чем ниже показатель, тем мягче полотно.
Плотность
Плотность в контексте настоящего описания представляет собой отношение массы на единицу площади к толщине и характеризует приподнятость волокон изделия, что является важной характеристикой нетканого полотна в свете настоящего изобретения. Чем ниже плотность, тем более объемное полотно
Плотность [кг/м3]= масса на единицу площади [г/м2]/толщина [мм].
Гидрофильность
Гидрофильность нетканого полотна может быть определена по тесту «Время прохождения» - стандартному тесту EDANA WSP70.3-2005. Чем ниже показатель, тем более гидрофильным является полотно.
Непрозрачность
Под непрозрачностью материала понимается степень, с которой материал задерживает свет. Чем выше значение непрозрачности, тем большая часть света задерживается материалом. Непрозрачность может быть измерена при освещении под углом 0° и детекции под углом 45°, круговой геометрии оптической системы, с помощью спектрофотометра с интерфейсом для компьютера, например, с помощью прибора HunterLab LabScan ХЕ с программой Universal Software производства Hunter Associates Laboratory Inc. (Рестон, штат Виргиния, США). Калибровка прибора и измерения проводятся с помощью стандартных белых и черных пластин, поставляемых производителем оборудования. Все измерения проводили в помещении, в котором поддерживалась температура 23±2°C и относительная влажность 50±2%.
Измерения проводили по следующей процедуре. Настроить спектрофотометр на цветную шкалу XYZ, осветитель D65 и стандартный детектор с полем зрения 10°. УФ-фильтр установить на номинальное значение. Провести калибровку прибора по инструкции производителя, используя проем размером 1,20 дюйма и поле зрения 1,00 дюйма. После калибровки прибора произвести настройку программы на измерение непрозрачности Y.
Чтобы правильно подготовить образец, необходимо уложить изделие на плоскую поверхность, стороной, обращенной к телу, вниз, и измерить общую длину изделия. Отметить первую точку, расположенную на 33% длины от переднего края изделия (на продольной оси) и вторую точку, расположенную на 33% длины от переднего края изделия (на продольной оси). Тщательно отделить ламинат тыльного листа, состоящий из пленки и нетканого полотна, от стороны изделия, обращенной к одежде. Для отделения ламината от изделия можно воспользоваться криогенным аэрозолем, например Cyto-Freeze производства Control Company (Хьюстон, штат Техас, США). Вырезать кусок размером 50,8 мм × 50,8 мм с центром в каждой из определенных, как указано выше, точек.
Перед проведением испытаний образцы необходимо выдержать при температуре 23±2°C и относительной влажности 50±2% в течение двух часов.
Установить образец напротив измерительного окна. Образец должен полностью закрывать окно, и поверхность, соответствующая обращенной к одежде поверхности изделия, должна быть обращена к окну. Закрыть образец стандартной белой пластиной. Снять показание прибора, удалить белую пластину и заменить ее стандартной черной пластиной, не сдвигая при этом образца. Снять второе показание и рассчитать непрозрачность следующим образом:
Непрозрачность = значение Y (белый фон)/значение Y (черный фон)×100.
Испытание следует провести для пяти идентичных изделий и записать результаты измерения их непрозрачности. Рассчитать среднюю непрозрачность и среднеквадратичное отклонение для 10 проведенных измерений для образцов ламината тыльного листа с точностью до 0,01%.
Используя те же образцы, отделить нетканое полотно от слоя пленки. Для этого также можно использовать криогенный распылитель. Перед проведением испытаний выдержать образцы при температуре 23±2°C и относительной влажности 50±2% в течение двух часов. Провести измерения для слоя нетканого полотна по той же процедуре, что описана выше. Рассчитать среднюю непрозрачность и среднеквадратичное отклонение для 10 проведенных измерений для образцов нетканого полотна с точностью до 0,01%.
Измерения геометрических параметров оттисков скрепления
Площадь оттисков скрепления, расстояния между ними и их угловое расположение измеряли по изображениям, полученным с помощью сканера с плоской платформой при разрешении по меньшей мере 4800 dpi в режиме отражения (подходящим является сканер Epson Perfection V750 Pro производства Epson (США)). Измерения проводили с помощью программного обеспечения ImageJ (Version l,43u, Национальный институт здоровья США). Калибровку проводили по линейке, сертифицированной Национальным Институтом Стандартов.
Для испытаний использовали лоскуты исследуемых нетканых полотен размером 80 мм × 80 мм. Перед проведением испытаний образцы выдерживали при температуре 23±2°C и относительной влажности 50±2% в течение двух часов. На образцах определяли направление движения в машине. На каждом из них чертили тонкую линию в данном направлении для правильной ориентации образца в сканере.
Исследуемый образец укладывали на платформу сканера поверхностью, на которой имелись оттиски скрепления, вниз. В непосредственной близости к образцу помещали калибровочную линейку. Образец укладывали таким образом, чтобы линия на нем, соответствующая направлению движения нетканого полотна в машине, была параллельна линейке. На образец укладывали черную фоновую поверхность и закрывали крышку сканера. Получали изображение нетканого полотна и линейки с разрешением 4800 dpi в режиме отражения по 8-разрядной серой шкале и сохраняли полученный файл. Файл открывали в программе ImageJ и проводили калибровку линейных размеров изображения полотна по изображению линейки.
Если явно не указано иное, измерения размеров и площади проводили в трех повторениях, для трех аналогичных оттисков скрепления на каждом образце из шести аналогичных образцов. Полученные 18 значений усредняли и записывали.
Ниже процедура измерений описана более подробно на примере образцов, изображенных на фиг. 5А-6B, хотя ее не следует рассматривать как ограниченную только данным типом образцов. Приведенные методы измерений в равной мере подходят и для других форм оттисков скрепления и повторяющихся конфигураций из мест скрепления.
Наибольшая измеримая длина (L)
Фигура, образованная оттиском скрепления, имеет периметр и наибольшую измеримую длину. Для этого необходимо найти линию длины фигуры (линия 104), то есть линию, пересекающую фигуру в двух наиболее удаленных друг от друга точках периметра. Через две данные точки необходимо провести линию. С помощью соответствующего инструмента программы необходимо измерить длину отрезка прямой между данными точками с точностью до 0,001 мм. Так, например, на фиг. 5B и 6B длина данного отрезка линии 104 длины фигуры обозначена, как L.
Наибольшая измеримая ширина (W)
По отношению к наибольшей измеримой длине фигура, образованная оттиском скрепления, имеет наибольшую измеримую ширину, измеренную в направлении, перпендикулярном линии длины фигуры. Для определения данного значения ширины необходимо провести две линии, параллельные линии длины фигуры и касательные к периметру фигуры в одной или более точках, наиболее удаленных от линии длины фигуры. Данные линии можно рассматривать, как линии ширины фигуры. С помощью соответствующего инструмента программы необходимо измерить расстояние между линиями ширины в направлении, перпендикулярном линии длины фигуры, с точностью до 0,001 мм. Так, например, наибольшая измеримая ширина для фигур на фиг. 5B и 6B обозначена, как W, и соответственно измерена, как расстояние между линиями 105а и 105b в направлении, перпендикулярном линии 104 длины фигуры.
Наименьший просвет
Любые две фигуры характеризуются наименьшим просветом, то есть наименьшим расстоянием, которое может быть измерено между ними. Для измерения просвета необходимо определить две параллельные линии, одна из которых является касательной к периметру первой фигуры и расположена визуально наиболее близко ко второй фигуре, а вторая является касательной к периметру второй фигуры и расположена визуально наиболее близко к первой фигуре. При этом данные линии должны быть более близкими друг к другу, чем любые две другие такие параллельные линии. Наименьшим просветом считается расстояние между определенными, как указано выше, параллельными линиями, измеренное перпендикулярно данным линиям.
Высота подъема (СН)
Если фигура, образованная оттиском скрепления, имеет периметр с выпуклой частью, то данная выпуклая часть характеризуется наибольшим ее удалением от линии длины фигуры, и такое расстояние в контексте настоящего изобретения называется высотой подъема. Для измерения данного параметра необходимо провести линию, касательную к выпуклой части и параллельную линии длины фигуры. С помощью соответствующего инструмента программы необходимо измерить расстояние между данной касательной и линией длины фигуры в направлении, перпендикулярном линии длины фигуры, с точностью до 0,001 мм. Так, например, высота подъема выпуклых частей фигур на фиг. 5B обозначена как СН, а на фиг. 6B - как СНа и CHb соответственно.
Глубина прогиба (D)
Если фигура, образованная оттиском скрепления, имеет периметр с вогнутой частью, то данная вогнутая часть характеризуется наибольшим ее удалением от линии ширины фигуры, к которой обращена данная вогнутая часть. Для определения глубины прогиба необходимо провести касательную к данной вогнутой части периметра, параллельную указанной линии ширины, в точке, наиболее удаленной от данной линии ширины. С помощью соответствующего инструмента программы необходимо измерить расстояние между данной касательной и линией длины фигуры в направлении, перпендикулярном линии длины фигуры, с точностью до 0,001 мм. Так, например, глубина прогиба вогнутых частей фигур на фиг. 5B обозначена как D, а на фиг. 6B - как Da и Db соответственно.
Угол отклонения фигуры (αT)
Фигура, образованная оттиском скрепления, ориентирована относительно направления движения в машине под некоторым углом отклонения αТ. Для определения данного угла необходимо провести линию в поперечном направлении, пересекающую как линию длины фигуры, так и линию поперечного направления. С помощью инструмента измерения углов необходимо измерить острый угол между направлением движения в машине и линией длины фигуры с точностью до 0,1°. Так, например, на фиг. 5B обозначен угол отклонения αT между линиями 108 и 104.
Угол отклонения конфигурации (γP)
Оттиски скрепления могут образовывать конфигурацию, которая отклонена от направления движения в машине на угол γP. Для измерения данного угла необходимо выявить набор из повторяющихся фигур, образованных оттисками скрепления и расположенных в столбец. Затем необходимо провести линию, которая является касательной к двум аналогичным фигурам, имеющим аналогичное угловое положение в столбце, расположенную по одну сторону от фигур и проходящую через аналогичные точки фигур. Если такая линия имеется, то как только она определена, необходимо провести линию в направлении движения в машине, пересекающуюся с данной линей. С помощью инструмента измерения углов необходимо измерить острый угол между определенной выше линией, касательной к столбцу, и направлением движения в машине, с точностью до 0,1°.
Коэффициент препятствий потоку воздуха
Оттиски скрепления образуют конфигурацию, которая соответствует конфигурации скрепляющих выступов на скрепляющем валике, которая, в свою очередь, создает препятствия потоку воздуха через зазор. Для определения коэффициента препятствий потоку воздуха необходимо выявить набор из повторяющихся фигур в ряду конфигурации. Далее необходимо провести линию в поперечном направлении, пересекающую данные фигуры в положении по отношению к направлению движения в машине, в котором данные фигуры перекрывают наибольший процент данной линии. С помощью соответствующего инструмента программы необходимо измерить расстояние от начала повторяющегося набора фигур до ее конца (включая промежутки между фигурами, образованными оттисками скрепления) с точностью до 0,001 мм. Данной отрезок можно рассматривать, как длину периода конфигурации в поперечном направлении. После этого с помощью того же инструмента необходимо измерить длины всех отрезков на данной поперечной линии, отсекаемых на ней фигурами, образованными оттисками скрепления, с точностью до 0,001 мм. Далее необходимо сложить длины полученных отрезков на одном периоде конфигурации и разделить их на длину периода. Результат необходимо записать с точностью до 0,001. Полученное значение представляет собой коэффициент препятствий прохождению воздушного потока. Так, например, на фиг. 5С отмечена длина периода wP, измеренная на поперечной линии 107а. Фигуры, образованные оттисками скрепления, отсекают на ней отрезки w1-w4. Коэффициент препятствий прохождению воздушного потока равен сумме длин отрезков от w1 до w4, деленной на длину периода wp.
Угол прохождения воздуха через зазор (βA)
Конфигурация из мест скрепления может обеспечивать путь прохождения воздуха, который может иметь составляющую в направлении движения в машине. Для определения такого пути необходимо провести линию в поперечном направлении. Затем необходимо найти линию, которая проходит мимо по меньшей мере через восемь рядов фигур, образованных оттисками скрепления, не пересекая данных фигур. Если такая линия существует, ее можно рассматривать, как линию прохождения воздушного потока через зазор. Данную линию необходимо продолжить до пересечения с ранее проведенной поперечной линией. С помощью инструмента определения углов необходимо измерить острый угол между линией прохождения воздушного потока и линией поперечного направления и записать его значение с точностью до 0,1°. Так, например, на фиг. 5А и 6А отмечены линии 109 прохождения воздушного потока, пересекающие линии 107 поперечного направления под углом прохождения воздушного потока βA.
Процент площади скрепления
Для определения процента площади скрепления необходимо выявить конфигурацию повторяющихся фигур и промежутков между ними, и увеличить его изображение таким образом, чтобы данная конфигурация заполнила все поле зрения. В программе ImageJ необходимо начертить прямоугольник, который описывал бы повторяющуюся конфигурацию фигур. Необходимо подсчитать площадь данного прямоугольника и записать ее с точностью до 0,001 мм2. Затем с помощью инструмента измерения площади необходимо измерить площадь каждой из фигур, или частей фигур, входящих в повторяющуюся конфигурацию (или прямоугольник) и сложить их вместе. Результат необходимо представить с точностью до 0,001 мм2. Далее необходимо произвести расчет:
Площадь скрепления (в %)=(сумма площадей фигур в пределах повторяющейся конфигурации скрепления)/(общая площадь повторяющейся конфигурации)×100%.
Данный тест необходимо провести для трех произвольно выбранных участков образца. Результаты расчетов необходимо записать с точностью до 0,01%. Для каждого полотна исследовать таким образом шесть образцов. Определить среднее значение и среднеквадратичное отклонение для всех 18 измерений процента площади скрепления, и записать их с точностью до 0,01%.
Средняя площадь отдельного оттиска скрепления
Необходимо увеличить изображение участка полотна так, чтобы можно было четко отследить края фигуры, образованной отдельным оттиском скрепления. В инструменте определения площади вручную обвести периметр фигуры. Подсчитать ее площадь и записать значение с точностью до 0,001 мм2. Расчет повторить для пяти фигур, не соседних, а произвольным образом разбросанных по образцу. Для каждого полотна исследовать таким образом шесть образцов. Определить среднее значение и среднеквадратичное отклонение полученных таким образом 30 значений площади областей скрепления, и записать их с точностью до 0,001 мм2.
Измерения на изделиях
В тех случаях, когда требуется проведение измерений размерных параметров готового абсорбирующего изделия (например, подгузника) или отдельных его элементов, например, для подсчета площади поверхности, изделие раскладывают на плоскую поверхность и растягивают в продольном и латеральном направлениях до такой степени, чтобы исключить дальнейшую свободу растяжения в тыльном листе или ином самом наружном, обращенном наружу слое, которая может иметь место, например, из-за наличия в изделии складок, морщинок или эластичных элементов.
Сжимаемость; коэффициенты трения
Подготовка образцов
Нетканое полотно тыльного листа
Подготовку образца проводили по следующей процедуре. Подгузник разложить до плоского состояния на лабораторном столе, поверхностью, обращенной к носящему, вниз, и измерить суммарную длину изделия в продольном направлении. На тыльном листе отметить первую точку, расположенную на расстоянии, равном 33% суммарной длины и отсчитываемом от переднего поясного края изделия вдоль его продольной оси, и вторую точку, расположенную на расстоянии, равном 33% суммарной длины и отсчитываемом от заднего поясного края изделия вдоль его продольной оси. Аккуратно удалить слой нетканого полотна из тыльного листа достаточного размера, чтобы из него можно было вырезать образцы. Для инактивации адгезивов и облегчения отделения слоя нетканого полотна от расположенного под ним слоя пленки может использоваться криогенный аэрозоль, такой, как, например, CYTO-FREEZE (Control Company, Хьюстон, штат Техас, США). Вырезать из отделенного слоя нетканого полотна два куска размером 65 мм × 65 мм с центрами в отмеченных точках, со сторонами, соответственно параллельными и перпендикулярными продольной оси подгузника. Перед проведением испытаний выдержать образцы при температуре 23±2°C и относительной влажности 50±2% в течение двух часов.
Нетканое полотно верхнего листа
Для получения образца необходимо разложить подгузник до плоского состояния на лабораторном столе, поверхностью, обращенной к одежде, вниз, и измерить суммарную длину изделия в продольном направлении. На тыльном листе отметить первую точку, расположенную на расстоянии, равном 33% суммарной длины и отсчитываемом от переднего поясного края изделия вдоль его продольной оси, и вторую точку, расположенную на расстоянии, равном 33% суммарной длины и отсчитываемом от заднего поясного края изделия вдоль его продольной оси. Отделить нетканое полотно, образующее самый верхний слой верхнего листа от прикленных к нему расположенных под ним слоев, при необходимости используя криогенный распылитель для инактивации адгезивов. Вырезать из отделенного таким образом слоя нетканого полотна верхнего листа два куска размером 65 мм × 65 мм с центрами в отмеченных точках, со сторонами, соответственно параллельными и перпендикулярными продольной оси подгузника. Перед проведением испытаний выдержать образцы при температуре 23±2°C и относительной влажности 50±2% в течение двух часов.
Сжимаемость
Толщину образцов в сжатом состоянии можно измерить с помощью цифрового измерителя толщины производства Ono Sokki (Япония), или эквивалентного, обеспечивающего точность измерений 0,01 мм. Диаметр круглой ножки прибора составлял 50,8 мм, а прилагаемое давление составляло 0,5 кПа. Прибор сначала обнуляли, установив ножку непосредственно на опорную поверхность, после чего показания цифрового индикатора сбрасывали на ноль. После этого ножку поднимали и на опорную поверхность прибора помещали первый образец, поверхностью, обращенной к телу, вниз, и так, чтобы первый образец был центрирован относительно ножки. Ножку опускали со скоростью примерно 5 мм/с до тех пор, пока она полностью не опиралась на образец. После выдержки в течение 5 с записывали показания прибора с точностью до 0,01 мм. После этого ножку поднимали и повторяли процедуру измерения для второго образца. Измерения проводили для 10 в сущности идентичных пар образцов, по измеренным 20 значениям толщины определяли среднее, и записывали его как значение толщины при слабом сжатии с точностью до 0,01 мм.
После этого измерительный прибор перенастраивали таким образом, чтобы прилагаемое давление составляло 4,14 кПа при том же диаметре ножки 50,8 мм. Измерительный прибор предварительно обнуляли, установив ножку непосредственно на опорную поверхность, после чего показания цифрового индикатора сбрасывали на ноль. После этого ножку поднимали и на опорную поверхность прибора помещали первый образец, поверхностью, обращенной к телу, вниз, и так, чтобы первый образец был центрирован относительно ножки. Ножку опускали со скоростью примерно 5 мм/с до тех пор, пока она полностью не опиралась на образец. После выдержки в течение 5 с записывали показания прибора с точностью до 0,01 мм. После этого ножку поднимали и повторяли процедуру измерения для второго образца. Измерения проводили для 10 в сущности идентичных пар образцов, по измеренным 20 значениям толщины определяли среднее, и записывали его как значение толщины при сильном сжатии с точностью до 0,01 мм.
Сжимаемость рассчитывали, как
[(Толщина при слабом сжатии) - (толщина при сильном сжатии)]/(толщина при слабом сжатии) × 100%.
Коэффициенты трения
Коэффициенты трения покоя и скольжения могут быть измерены по методу ASTM D 1894-01 со следующими особенностями. Измерения проводили с помощью испытательного прибора для измерения свойств растяжения материалов, обеспечивающего постоянную скорость растяжения. Подходящим инструментом является инструмент MTS Alliance с программным обеспечением Testworks 4 производства MTS Systems Corp. (Эден-Прейри, штат Миннесота, США), дооборудованный приспособлением и салазками для измерения коэффициента трения, как описано в D 1894-01. Подходящими являются приспособление для измерения коэффициента трения и салазки производства Instron Corp. (Кантон, штат Массачусетс, США). Установку собирали, как показано на фиг. 1 с описания ASTM 1894-01. В качестве целевой поверхности использовали пластину из нержавеющей стали, шлифованной до зернистости 320. Тензометрический датчик выбирали таким образом, чтобы измеряемые значения сил находились в пределах от 10% до 90% рабочего диапазона датчика. Испытательный прибор программировали на скорость движения верхней головки 127 мм/мин и максимальное перемещение головки 130 мм. Данные собирали с частотой 100 Hz.
Образец обрезали до уменьшенного размера 63,5 мм × 63,5 мм (опять же так, чтобы соответствующие его края были параллельны и перпендикулярны продольной оси подгузника) и закрепляли на стороне салазок, покрытой губчатой резиной, с помощью двухсторонней клейкой ленты (лента должна иметь достаточную ширину, так, чтобы она покрывала 100% поверхности салазок). Образец при этом закрепляли в салазках таким образом, чтобы к целевой поверхности была обращена поверхность, обращенная к носящему или поверхность, обращенная к одежде (в соответствии с положением образца в подгузнике и соответственно, откуда он был взят: из верхнего листа или тыльного листа). Кроме того, продольная ось образца (в соответствии с продольной осью подгузника) должна быть параллельна направлению, в котором тянули салазки. Массу салазок с установленным на них образцом измеряли и записывали с точностью до 0,1 г. Целевую поверхность из нержавеющей стали перед каждым испытанием очищали изопропанолом.
Коэффициенты трения покоя и скольжения для каждого исследуемого образца рассчитывали следующим образом:
Коэффициент трения покоя As/В,
где As - начальная пиковая сила натяжения (в грамм-силах),
В - масса салазок в граммах.
Коэффициент трения скольжения =АК/В,
где АК - средняя пиковая сила натяжения в грамм-силах на участке между 20 мм и
128 мм,
В - масса салазок в граммах.
***
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, на которые приводятся ссылки в настоящем описании, включая ссылки на иные патенты и заявки, цитируются целиком, если явно не оговорено, что они цитируются частично или с ограничениями. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке, или что цитируемое изобретение само по себе или в сочетании с другим документом, или другими документами, объясняет, предлагает или описывает идею настоящего изобретения. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЕ С КОМПОНЕНТОМ ИЗ НЕТКАНОГО ПОЛОТНА, В КОТОРОМ КАЛАНДРОВАНИЕМ СФОРМИРОВАНЫ ФИГУРЫ И КОНФИГУРАЦИИ СКРЕПЛЕНИЯ, УВЕЛИЧИВАЮЩИЕ ПРИПОДНЯТОСТЬ ВОЛОКОН | 2012 |
|
RU2552904C2 |
| НЕТКАНОЕ ПОЛОТНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2587790C2 |
| Абсорбирующие изделия, содержащие структурированные нетканые материалы | 2013 |
|
RU2636370C2 |
| Изделие(я) с мягким нетканым полотном | 2013 |
|
RU2607970C2 |
| Изделие(я) с мягким нетканым полотном | 2013 |
|
RU2609878C2 |
| Изделие(я) с мягким нетканым полотном | 2013 |
|
RU2629522C2 |
| ВАТКА, СОДЕРЖАЩАЯ ИЗВИТЫЕ ДВУХ- ИЛИ МНОГОКОМПОНЕНТНЫЕ ВОЛОКНА, И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2649264C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2008 |
|
RU2452449C2 |
| Абсорбирующее изделие с высоким содержанием абсорбирующего материала | 2013 |
|
RU2619726C2 |
| Абсорбирующее изделие с высоким содержанием абсорбирующего материала | 2013 |
|
RU2624712C2 |
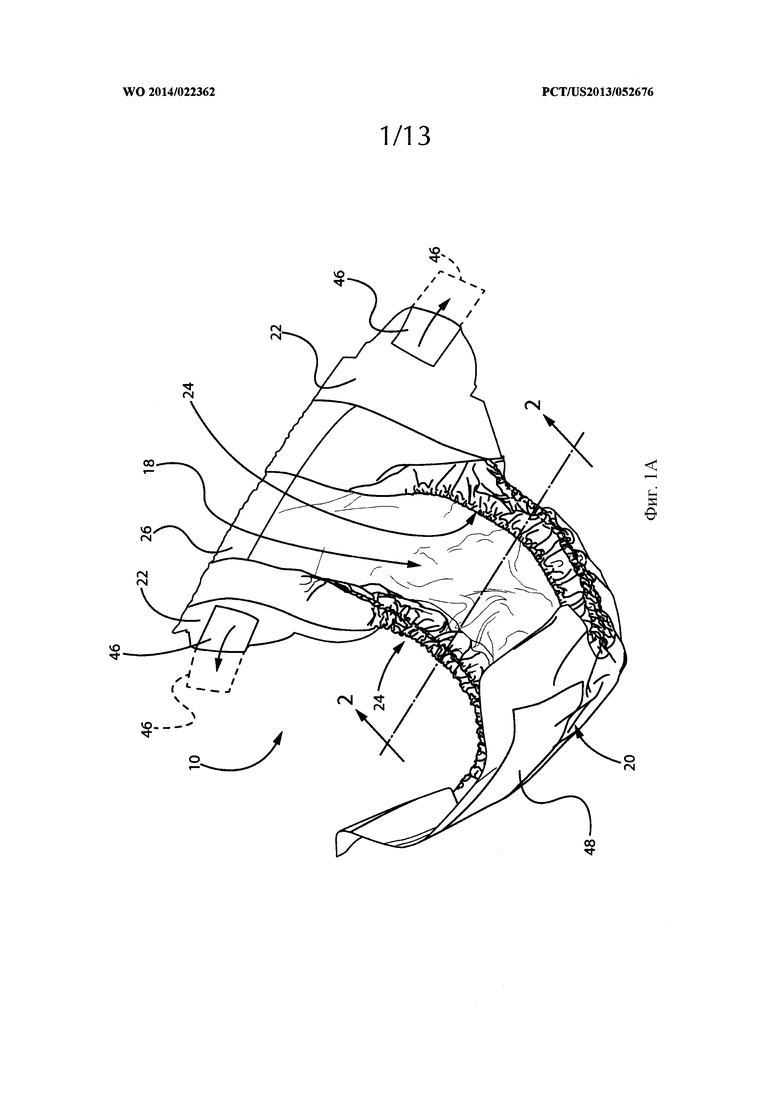
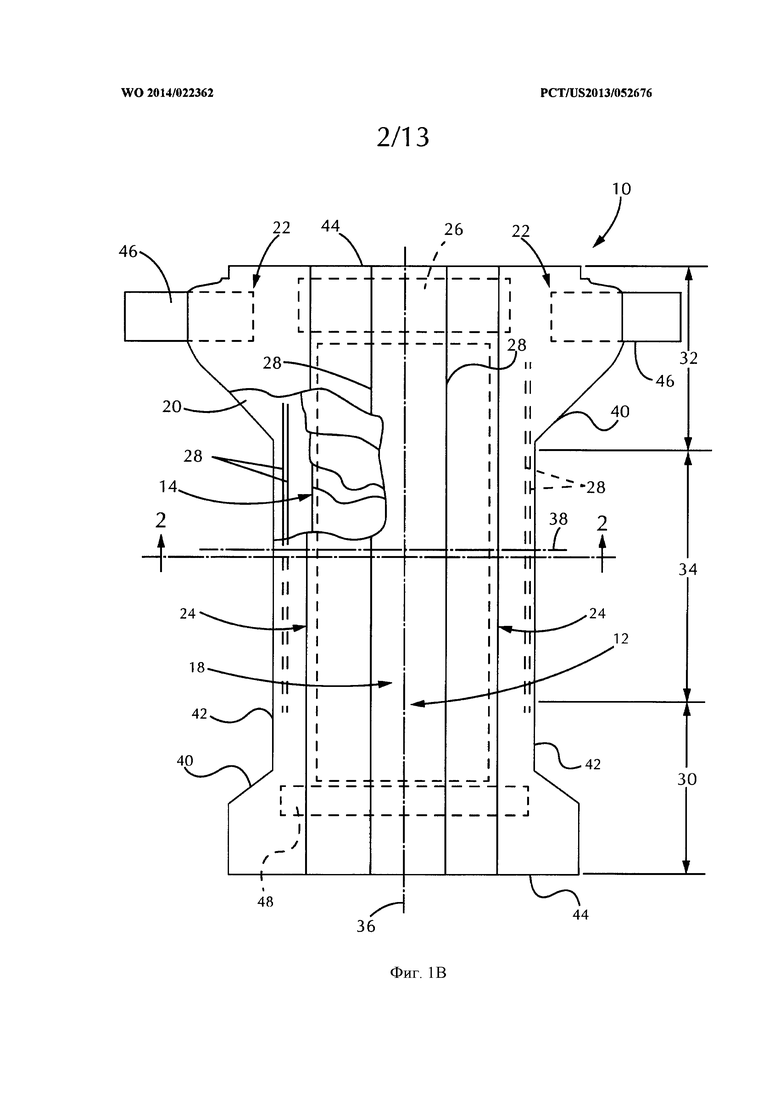
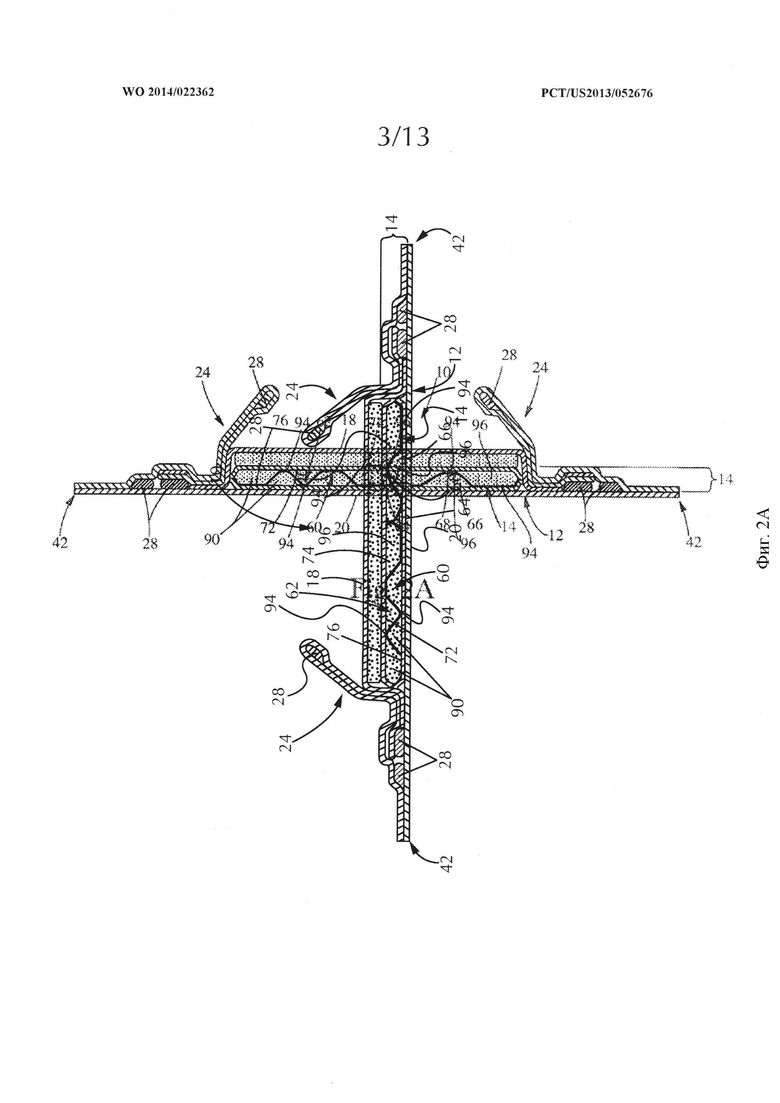
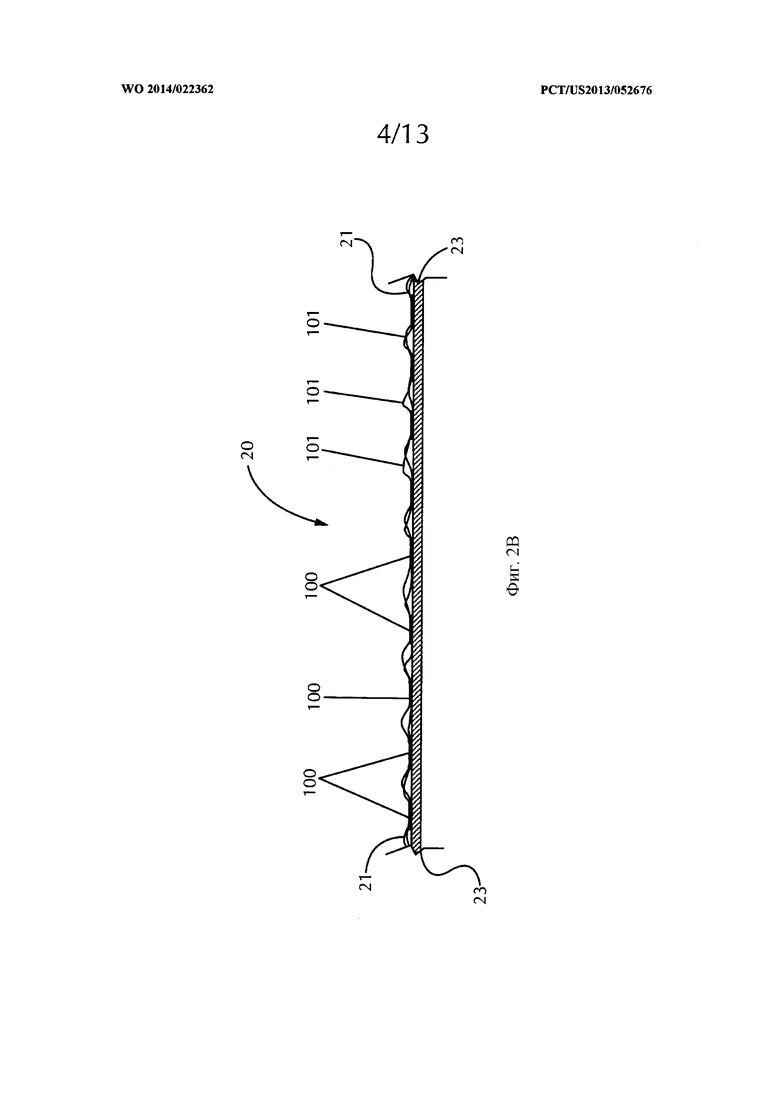
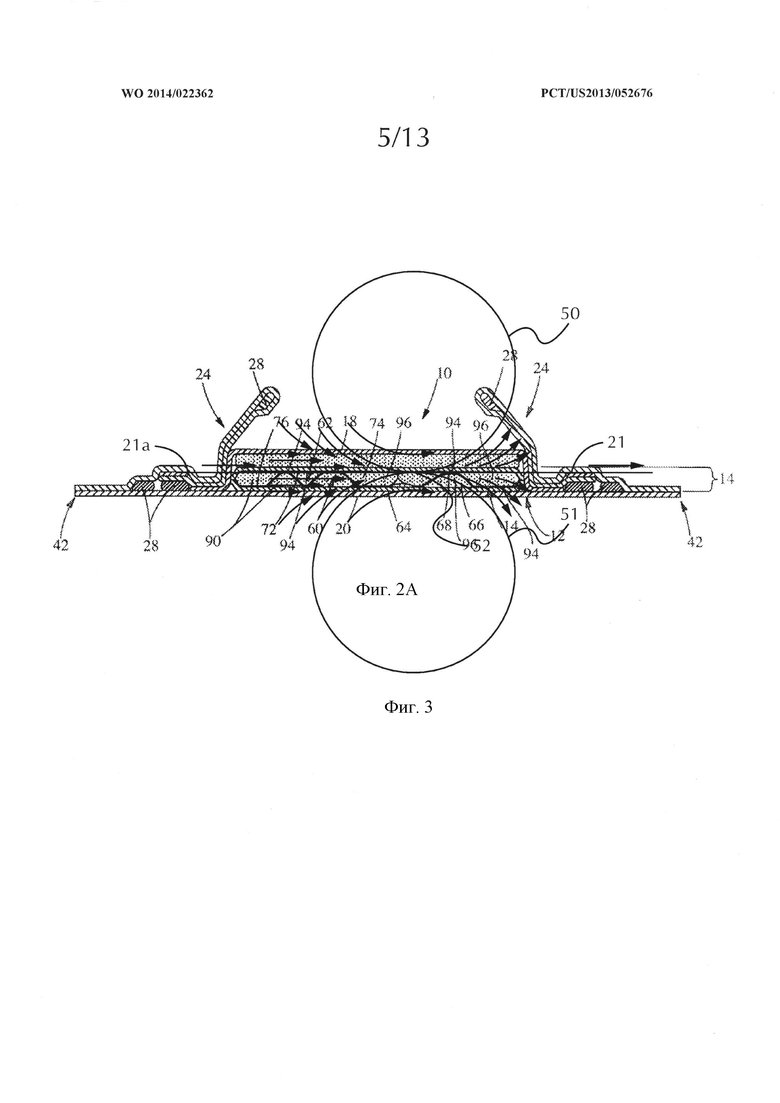
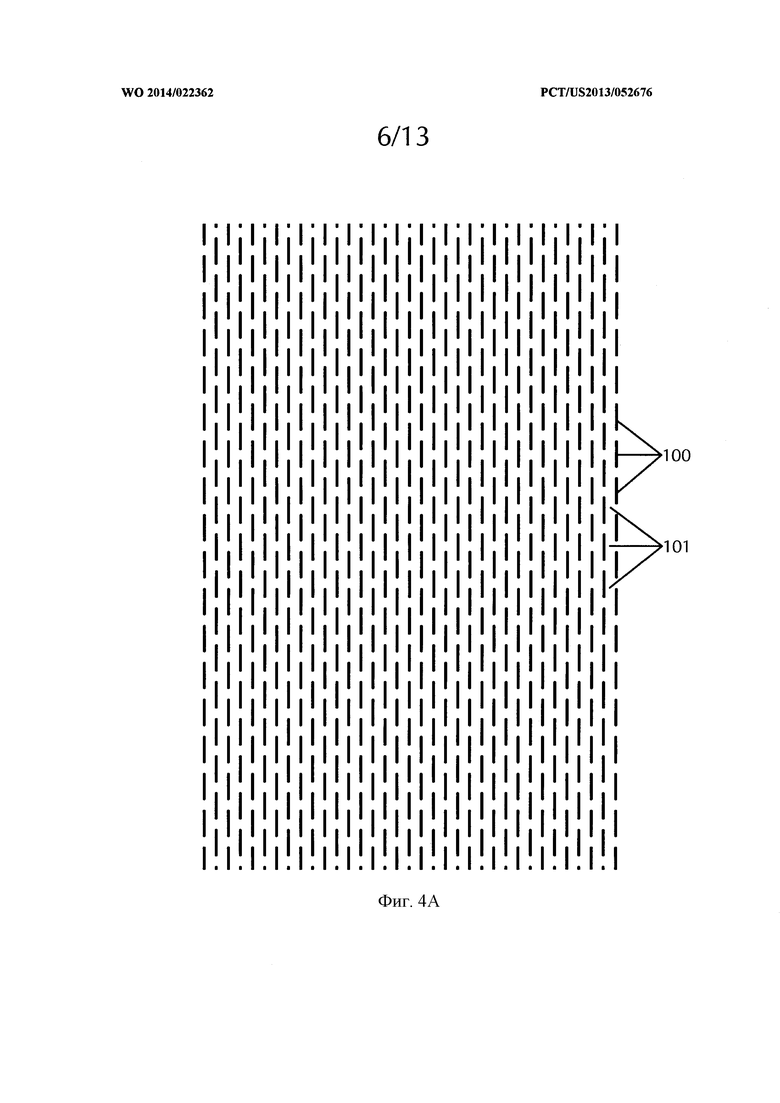
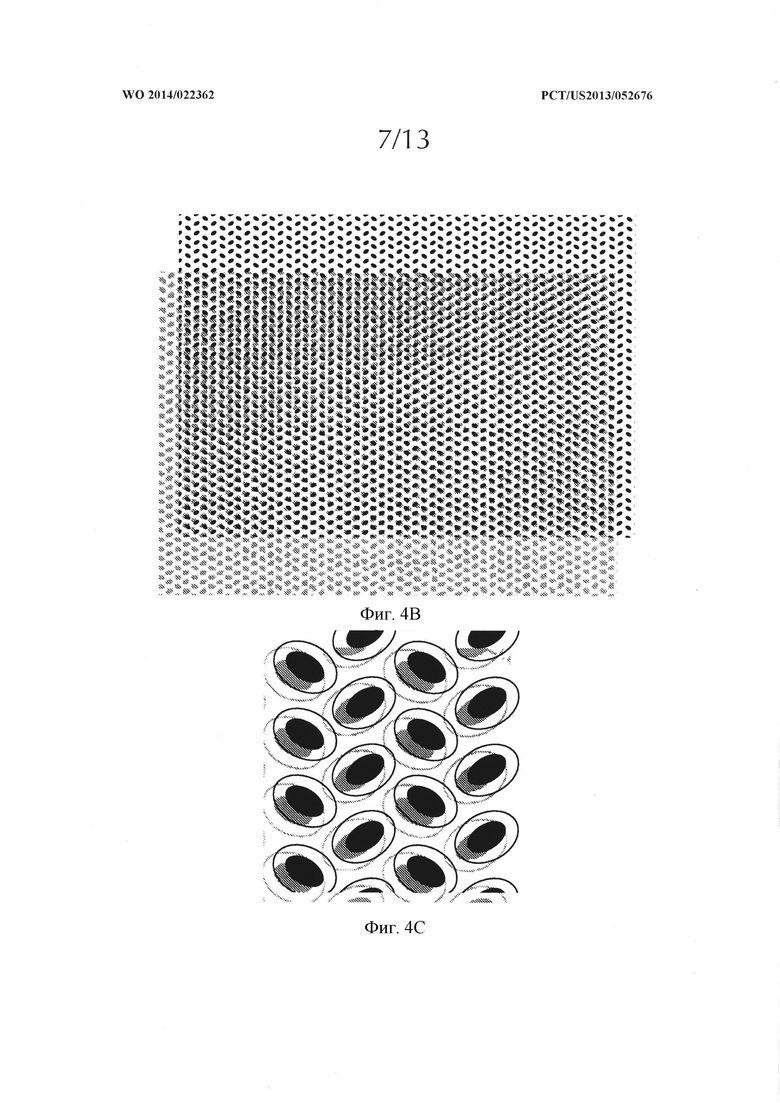
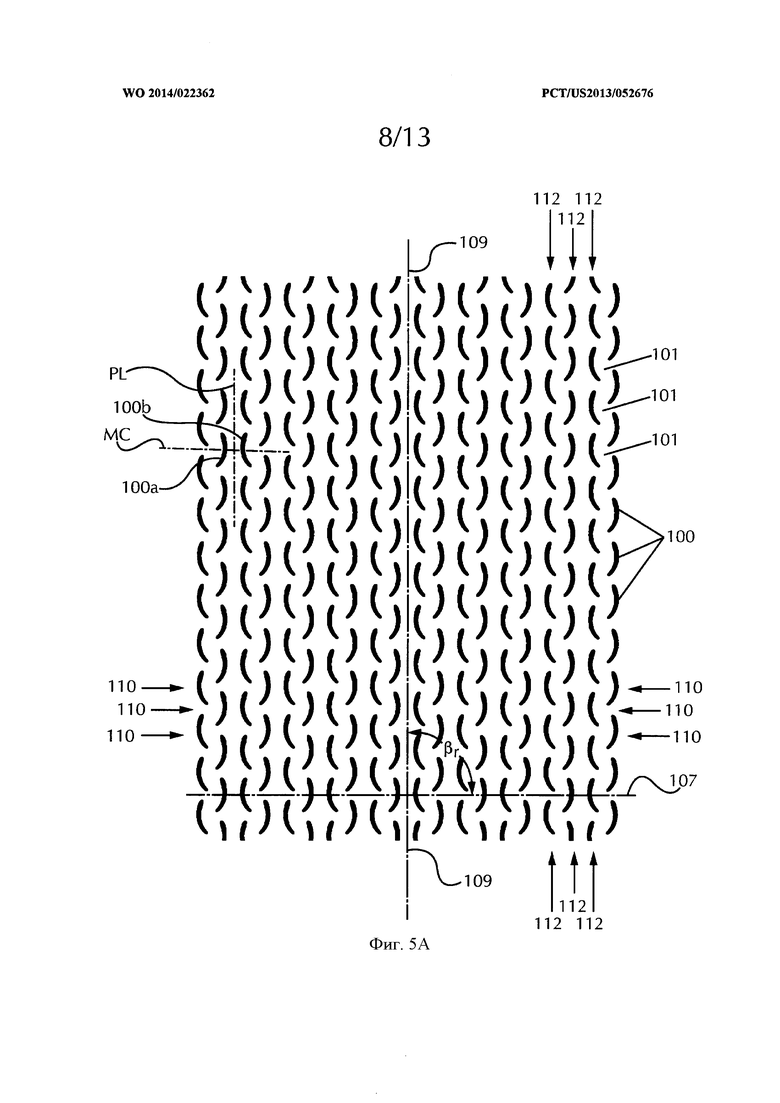
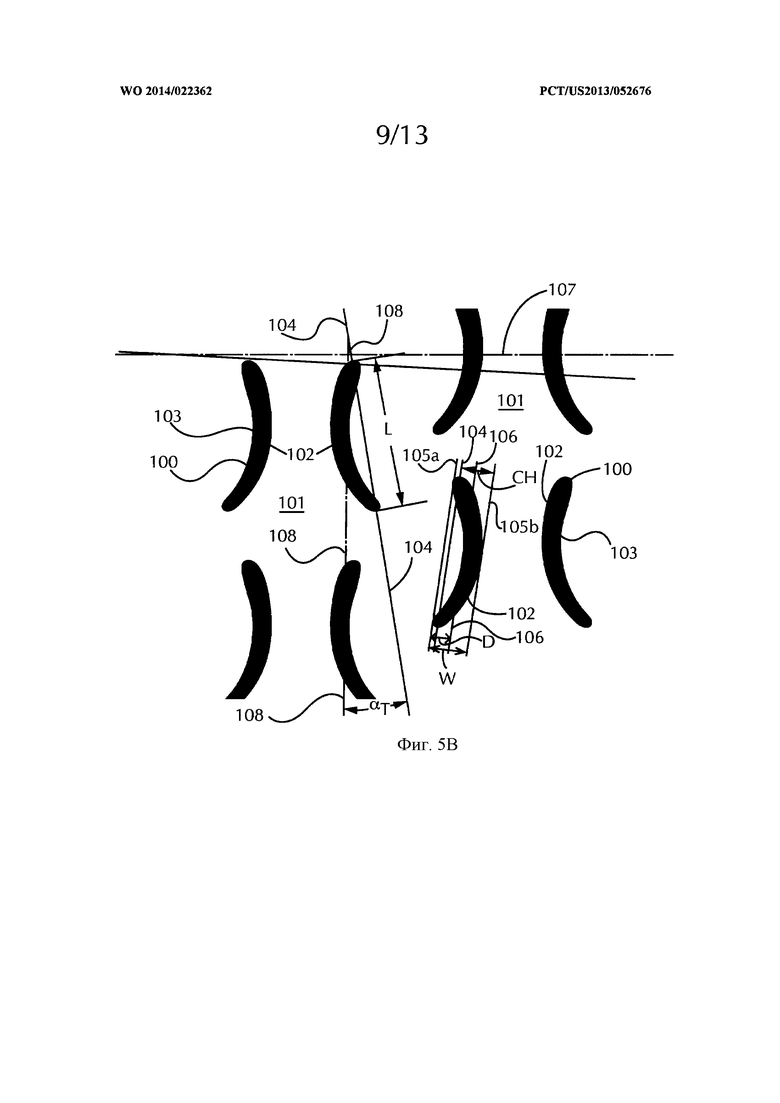
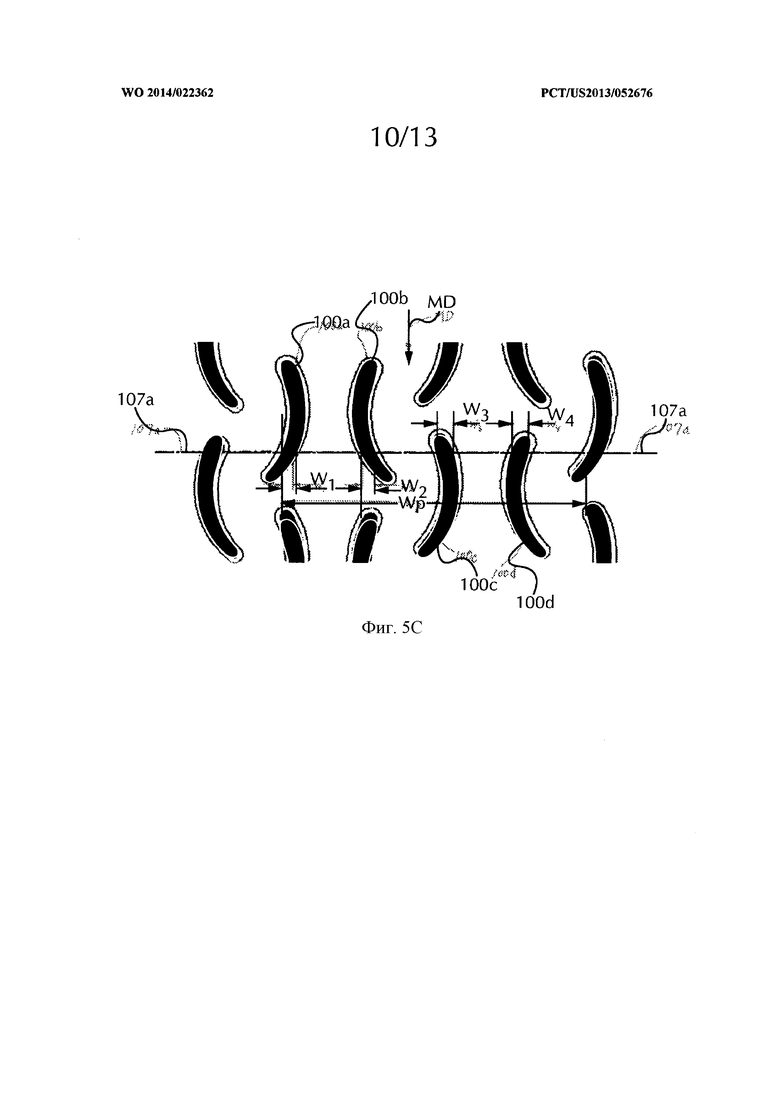
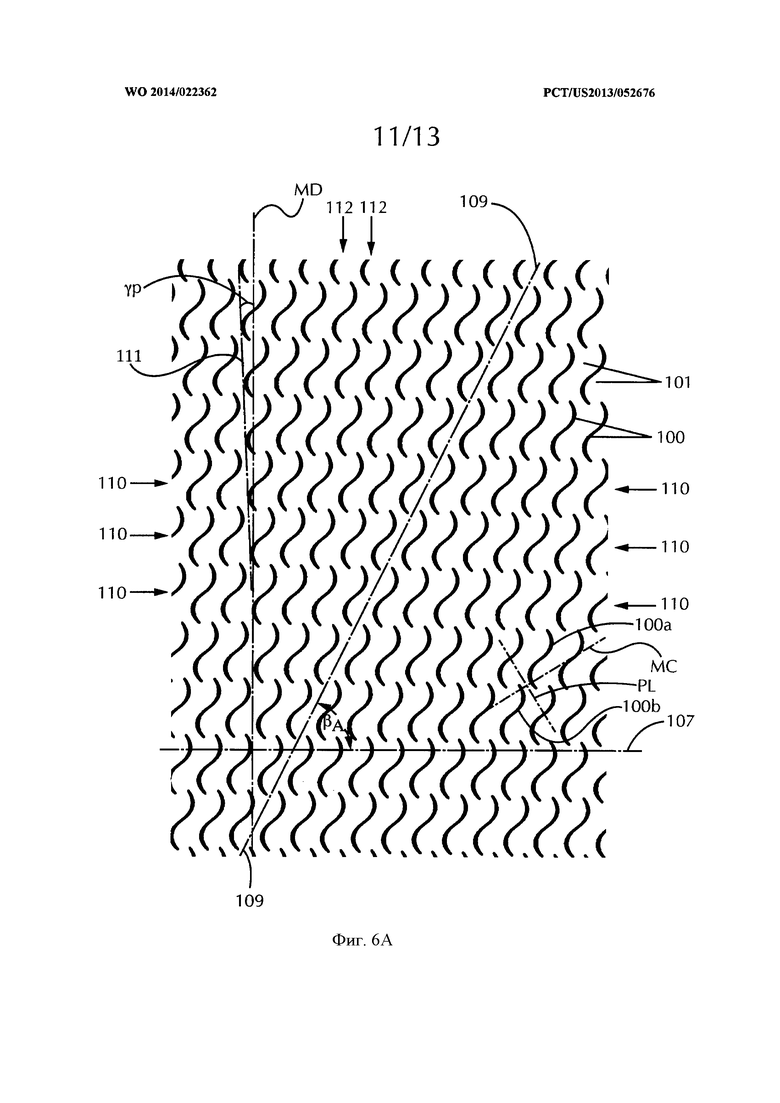
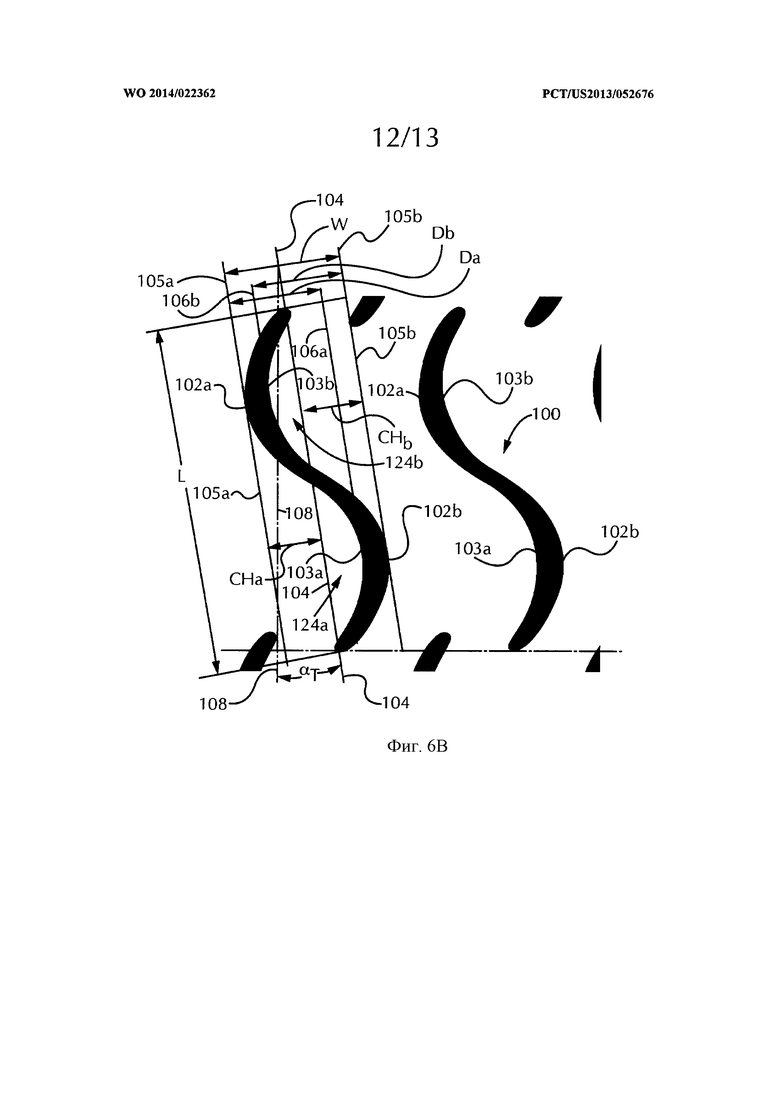
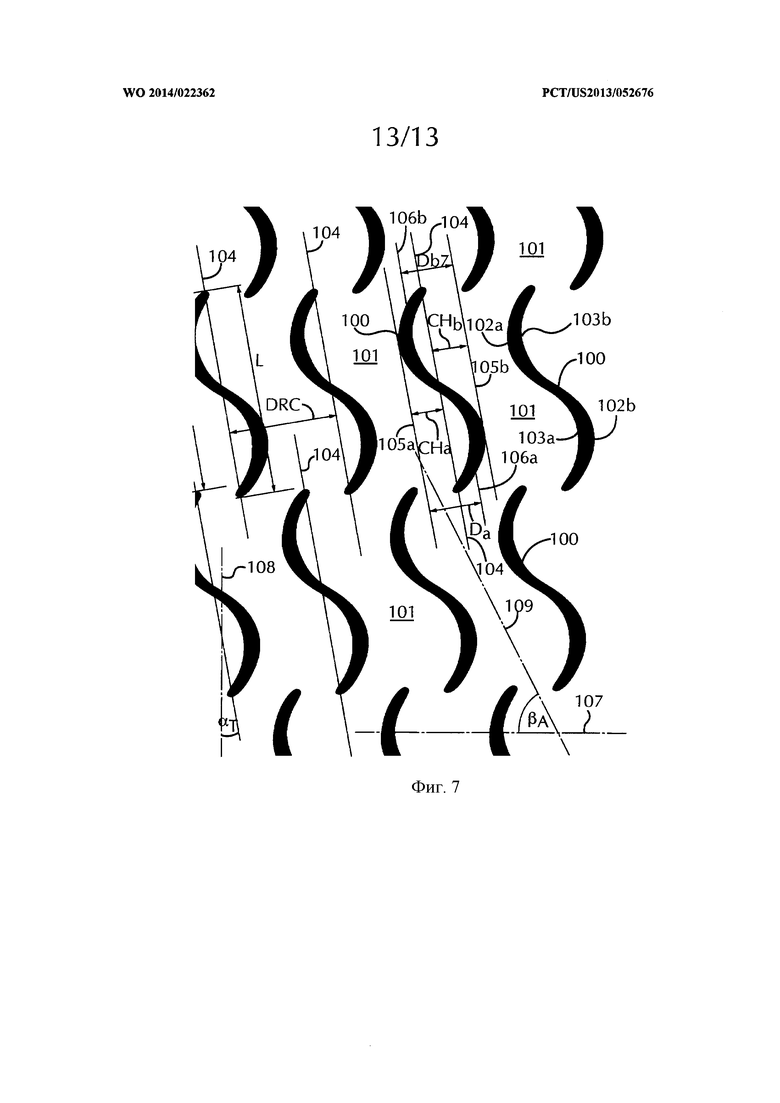
Описана структура подгузника с усиленными атрибутами мягкости. Структура подгузника может включать самый внутренний слой, выполненный из первого нетканого полотна, и самый наружный слой, выполненный из второго нетканого полотна. Первое и второе нетканые полотна могут в совокупности иметь массу на единицу площади, составляющую по меньшей мере примерно 30 г/м2. Отношение массы на единицу площади первого нетканого полотна к массе на единицу площади второго нетканого полотна может находиться в диапазоне от 30/70 до 70/30. Каждое из полотен может иметь плотность перед подачей на технологическую линию, составляющую не более чем 65 кг/м3. Каждое из полотен может иметь сжимаемость по меньшей мере 30%. Характеристики первого и второго нетканых полотен, влияющие на рассеяние давления в осязаемых точках давления, могут быть сбалансированы в определенных диапазонах, в результате чего могут быть получены близкие характеристики рассеяния давления при прикосновении к внутренней и наружной сторонам подгузника. 2 н. и 18 з.п. ф-лы, 14 ил., 1 табл. 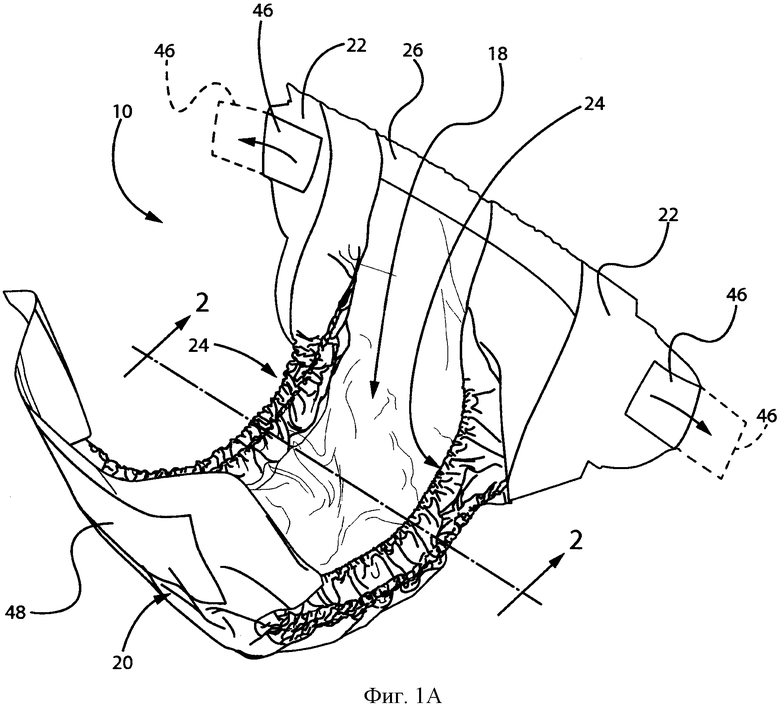
1. Одноразовый подгузник, содержащий верхний лист, выполненный из первого нетканого полотна, тыльный лист, выполненный по меньшей мере частично из второго нетканого полотна, образующего самый наружный слой подгузника, и абсорбирующую сердцевину, содержащую частицы абсорбирующего гелеобразующего материала и расположенную между верхним листом и самым наружным слоем, при этом:
первое нетканое полотно и второе нетканое полотно имеют совокупную массу на единицу площади, составляющую по меньшей мере 30 г/м2, более предпочтительно по меньшей мере 40 г/м2 и даже более предпочтительно по меньшей мере 50 г/м2;
отношение массы на единицу площади первого нетканого полотна к массе на единицу площади второго нетканого полотна составляет от 30/70 до 70/30; и
каждое нетканое полотно из первого нетканого полотна и второго нетканого полотна имеет плотность до подачи на технологическую линию, составляющую не более чем 65 кг/м3 и более предпочтительно не более чем 55 кг/м3, или
каждое нетканое полотно из первого нетканого полотна и второго нетканого полотна имеет сжимаемость, составляющую по меньшей мере 30%, более предпочтительно по меньшей мере 50% и даже более предпочтительно по меньшей мере 70%.
2. Одноразовый подгузник по п. 1, в котором первое нетканое полотно и второе нетканое полотно являются неткаными полотнами типа спанбонд или типа SMS (полотно типа спанбонд - полотно из волокон, выдуваемых из расплава - полотно типа спанбонд).
3. Одноразовый подгузник по п. 2, в котором по меньшей мере одно нетканое полотно из первого нетканого полотна и второго нетканого полотна, а более предпочтительно оба они имеют макроскопическую поверхность, близкую к плоскости, направление движения в машине и поперечное направление, перпендикулярное направлению движения в машине, при этом по меньшей мере одно нетканое полотно из первого нетканого полотна и второго нетканого полотна, или оба они сформированы преобладающим образом из полимерных волокон и содержат набор из одного или более консолидирующих полотно мест скрепления, оттиснутых на его поверхности, при этом упомянутые одно или более консолидирующих полотно мест скрепления имеют форму по меньшей мере одной фигуры, при этом упомянутый набор повторяется, образуя конфигурацию из консолидирующих полотно мест скрепления; при этом упомянутый набор повторяется по меньшей мере в четырех рядах, протяженных преобладающим образом в поперечном направлении, и по меньшей мере в четырех столбцах, протяженных преобладающим образом в направлении движения в машине; и при этом фигура, форму которой имеет место скрепления, имеет периметр, имеющий наибольшую измеримую длину и наибольшую измеримую ширину, при этом периметр:
имеет выпуклую часть;
имеет отношение наибольшей измеримой длины к наибольшей измеримой ширине, составляющее по меньшей мере 2,5; и
ориентирован таким образом, что линия, пересекающая периметр, вдоль которой отмечается наибольшая измеримая толщина, пересекает ось, лежащую на поверхности и протяженную в направлении движения в машине, таким образом, что меньший из углов в месте их пересечения составляет от 1° до 40°.
4. Одноразовый подгузник по п. 1, в котором каждое нетканое полотно из первого нетканого полотна и второго нетканого полотна имеют непрозрачность, составляющую более 40%.
5. Одноразовый подгузник по любому из пп. 1-4, в котором первое нетканое полотно образует по меньшей мере 50% площади, обращенной к носящему поверхности подгузника, определяемой и ограниченной наружным периметром подгузника.
6. Одноразовый подгузник по любому из пп. 1-4, в котором второе нетканое полотно образует по меньшей мере 50% площади, обращенной наружу поверхности подгузника, определяемой и ограниченной наружным периметром подгузника.
7. Одноразовый подгузник по любому из пп. 1-4, в котором первое нетканое полотно образует по меньшей мере 50% площади, обращенной к носящему поверхности подгузника, определяемой и ограниченной наружным периметром подгузника; второе нетканое полотно образует по меньшей мере 50% площади, обращенной наружу поверхности подгузника, определяемой и ограниченной наружным периметром подгузника; и первое нетканое полотно и второе нетканое полотно расположены соответственно в покрывающем и подстилающем положениях по меньшей мере на 50% площади, обращенной к носящему поверхности подгузника, определяемой и ограниченной наружным периметром подгузника.
8. Одноразовый подгузник по любому из пп. 1-4, в котором по меньшей мере одно нетканое полотно из первого нетканого полотна и второго нетканого полотна имеет коэффициент трения покоя, меньший или равный 0,4, или предпочтительно меньший или равный 0,35.
9. Одноразовый подгузник по любому из пп. 1-4, в котором по меньшей мере одно нетканое полотно из первого нетканого полотна и второго нетканого полотна имеет коэффициент трения скольжения, меньший или равный 0,35, или предпочтительно меньший или равный 0,30.
10. Одноразовый подгузник по п. 8, в котором первое нетканое полотно и второе нетканое полотно имеют коэффициенты трения покоя, отличающиеся друг от друга не более чем на 30%, и более предпочтительно - не более чем на 20%.
11. Одноразовый подгузник по п. 9, в котором первое нетканое полотно и второе нетканое полотно имеют коэффициенты трения скольжения, отличающиеся друг от друга не более чем на 30%, и более предпочтительно - не более чем на 20%.
12. Одноразовый подгузник по любому из пп. 1-4, в котором волокна, образующие по меньшей мере одно нетканое полотно из первого нетканого полотна и второго нетканого полотна, являются волнообразными.
13. Одноразовый подгузник по п. 12, в котором волнообразные волокна являются многокомпонентными волокнами.
14. Одноразовый подгузник по п. 13, в котором многокомпонентные волокна имеют по меньшей мере два полимерных компонента, имеющих различные свойства и расположенных в конфигурации "бок о бок" или в конфигурации "эксцентричная сердцевина и оболочка".
15. Одноразовый подгузник по п. 14, в котором каждый полимерный компонент из упомянутых по меньшей мере двух полимерных компонентов содержит полипропилен.
16. Одноразовый подгузник по п. 14, в котором по меньшей мере один из упомянутых по меньшей мере двух полимерных компонентов содержит полиэтилен.
17. Одноразовый подгузник по любому из пп. 1-4, в котором первое нетканое полотно и второе нетканое полотно имеют совокупную массу на единицу площади, составляющую не более чем 75 г/м2, более предпочтительно не более чем 65 г/м2 и даже более предпочтительно не более чем 60 г/м2.
18. Одноразовый подгузник по п. 7, в котором по меньшей мере часть абсорбирующей сердцевины расположена между первым нетканым полотном и вторым нетканым полотном, и при этом первое нетканое полотно и второе нетканое полотно расположены соответственно в покрывающем и подстилающем положениях, и упомянутая часть абсорбирующей сердцевины в сущности не содержит целлюлозы.
19. Одноразовый подгузник по любому из пп. 1-4, в котором одно или оба из следующих отношений:
отношение плотности первого нетканого полотна до его подачи на технологическую линию к плотности второго нетканого полотна до его подачи на технологическую линию, и
отношение сжимаемости первого нетканого полотна к сжимаемости второго нетканого полотна составляют от 30/70 до 70/30, более предпочтительно от 40/60 до 60/40 и даже более предпочтительно от 45/55 до 55/45.
20. Одноразовый подгузник, содержащий самый внутренний слой, выполненный из первого нетканого полотна, самый наружный слой, выполненный по меньшей мере частично из второго нетканого полотна, и множество пространственно разнесенных друг от друга эластомерных нитей, расположенных между первым нетканым полотном и вторым нетканым полотном, при этом:
первое нетканое полотно и второе нетканое полотно имеют совокупную массу на единицу площади, составляющую по меньшей мере 30 г/м2, более предпочтительно по меньшей мере 40 г/м2 и даже более предпочтительно по меньшей мере 50 г/м2;
отношение массы на единицу площади первого нетканого полотна к массе на единицу площади второго нетканого полотна составляет от 30/70 до 70/30; и
каждое нетканое полотно из первого нетканого полотна и второго нетканого полотна имеет плотность до подачи на технологическую линию (при разматывании с питающего рулона), составляющую не более чем 65 кг/м3, и более предпочтительно не более чем 55 кг/м3, или
каждое нетканое полотно из первого нетканого полотна и второго нетканого полотна имеет сжимаемость, составляющую по меньшей мере 30%, более предпочтительно по меньшей мере 50% и даже более предпочтительно по меньшей мере 70%.
| US 2009118689 A1, 07.05.2009 | |||
| ПОГЛОЩАЮЩИЕ ИЗДЕЛИЯ ОДНОРАЗОВОГО ПОЛЬЗОВАНИЯ С ИНДИКАТОРОМ СОСТОЯНИЙ В ВИДЕ ДИЗАЙНА ВНУТРЕННЕЙ ЧАСТИ ИЗДЕЛИЯ | 2007 |
|
RU2414204C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛАСТИЧНЫЙ ЛАМИНАТ | 2004 |
|
RU2345746C2 |
| US 2003065295 A1, 03.04.2003. | |||

