Изобретение относится к способу тактированной транспортировки штучных грузов в разливочной машине для текучих продуктов вдоль транспортировочной линии с первым и вторым участками, включающему в себя шаги транспортировки штучных грузов на первом участке первым транспортировочным средством и транспортировки штучных грузов на втором участке вторым транспортировочным средством, выгрузки штучных грузов с первого транспортировочного средства и загрузки второго транспортировочного средства штучными грузами. Кроме того, изобретение относится к устройству для тактированной транспортировки штучных грузов в разливочной машине для текучих продуктов вдоль по меньшей мере одной транспортировочной линии с первым и вторым участками, включающему в себя первое транспортировочное средство с тактированным приводом для транспортировки штучных грузов на первом участке и второе транспортировочное средство с тактированным приводом для транспортировки штучных грузов на втором участке.
Разливочные машины для розлива текучих продуктов, прежде всего жидких пищевых продуктов, в состоящие из комбинированного материала на основе картона упаковочные емкости известны из уровня техники.
Относительно конструкции упаковочной машины делается ссылка, например, на DE 4142167 C2.
В упаковочной машине развернутая заготовка упаковки принимается на первом участке транспортировочной линии первым транспортировочным средством. Первое транспортировочное средство по обыкновению образовано в виде пошагово вращающегося оправочного колеса, который имеет несколько пролегающих радиально наружу оправок, которые входят с зацеплением в развернутые заготовки упаковок. Во время интервала простоя тактировано приводимого в движение оправочного колеса на свободных концах заготовок упаковок выполняется шаг работы. Прежде всего, с помощью фальцовочных и прессовочных инструментов изготавливается днище упаковки, так что из заготовки упаковки образуется полуоткрытая упаковочная емкость. Как только несущая полуоткрытую упаковочную емкость оправка будет направлена отвесно вниз, упаковочная емкость с помощью съемника выгружается с оправочного колеса и при этом скользит в ориентированную соосно с оправкой ячейку второго выполненного, прежде всего, в виде пластинчатого транспортера транспортировочного средства. Открытая вверх упаковочная емкость стоит вертикально в ячейке и транспортируется, например, через стерильную камеру разливочной машины, в которой находится также станция розлива текучих продуктов. Во время интервала простоя тактировано приводимого в движение второго транспортировочного средства выполняется другой шаг работы, прежде всего упаковочные емкости наполняются.
Первое и второе транспортировочные средства приводятся в движение с совпадающим тактированием. При этом продолжительность такта определяется требующим самых больших затрат времени шагом работы вдоль транспортировочной линии. В известных разливочных машинах им является розлив текучего продукта в упаковочные емкости. При розливе с помощью достаточно длинной продолжительности такта должно быть предотвращено образование пены и/или слишком большое ускорение, которое приводит к выплескиванию залитого в упаковочную емкость продукта. Пена или текучий продукт ни в коем случае не должны попадать на внутреннюю поверхность верхней кромки упаковочной емкости, так как на следующем шаге работы эти поверхности должны сохраняться свободными от жидкости для образования верха упаковки, чтобы обеспечить возможность безупречной укупорки посредством нагрева и запрессовки.
Требующееся для каждого процесса наполнения время превышает время, необходимое для изготовления каждого днища упаковки. Тем не менее, вследствие передачи полуоткрытых упаковочных емкостей с оправочного колеса (карусели) на пластинчатый транспортер тактирование оправочного колеса и пластинчатого транспортера должно совпадать. Следствием является то, что продолжительность такта тактирования оправочного колеса задается слишком длинной, а продолжительность такта для тактирования пластинчатого транспортера задается на нижней грани технически приемлемого временного окна, чтобы обеспечить как можно более высокую пропускную способность разливочной машины.
US 4,588,391 A раскрывает передаточное устройство для разливочной машины, которое расположено между оправочным колесом и проходящим в горизонтальной плоскости основным транспортером. По ходу транспортировочной линии оправочного колеса формируется коробка, которая заполняется посредством расположенного выше основного транспортера разливного узла. Передаточное устройство включает в себя передаточный транспортер с несколькими карманами, которые фрикционно, преодолевая силу тяжести, удерживают коробки, а также снимающий механизм для передачи одной коробки с направленной в направлении передаточного транспортера оправки на передаточный транспортер и двух коробок с передаточного транспортера - на основной транспортер. Основной транспортер, оправочное колесо и передаточный транспортер приводятся в действие синхронно, при этом основной транспортер относительно оправочного колеса и передаточного транспортера приводится в действие с половинным числом тактов. На первом такте оправочного колеса, во время простоя оправочного колеса и передаточного транспортера при перемещающемся основном транспортере, коробка с оправочного колеса передается на передаточный транспортер. На втором такте оправочного колеса, во время простоя оправочного колеса, передаточного транспортера и основного транспортера, коробка передается с оправочного колеса на передаточный транспортер и одновременно две коробки передаются с передаточного транспортера на основной транспортер.
Из ЕР 0079651 A1 известно транспортировочное устройство для тактовой транспортировки коробок в разливочной машине, которое включает в себя оправочное колесо, проходящий в горизонтальной плоскости основной транспортер и снимающий механизм. По ходу транспортировочной линии оправочного колеса формируется коробка, которая заполняется посредством расположенного выше основного транспортера разливного узла. Снимающий механизм служит для снятия коробки с оправки на позиционирующее устройство. Расположенное в продолжение транспортировочной линии перед основным транспортером позиционирующее устройство имеет направляющую для последовательного позиционирования каждой снятой коробки на основном транспортере и толкатель, которой сталкивает позиционируемую коробку на основной транспортер. При работе оправочное колесо принуждается к двум интервалам простоя, в то время как приводимый в действие с половинным числом тактов основной транспортер имеет лишь один интервал простоя. Снимающий механизм и толкатель работают в такте оправочного колеса. Каждый рабочий такт основного транспортера на основной транспортер сталкивается одна позиционируемая коробка во время интервала простоя основного транспортера и одна позиционируемая коробка во время интервала транспортировки основного транспортера.
В решениях согласно US 4,588,391 A и EP 0079651 A1 время простоя основного транспортера постоянно соответствует времени простоя оправочного колеса, так что несмотря на согласование основного транспортера с двойным числом тактов оправочного колеса для наполнения коробки в распоряжении имеется относительно короткое временное окно.
Наконец, из US 2008/0010954 A1 известна система для упаковки прямоугольно сформированных упаковочных единиц в прямоугольно сформированные упаковочные коробки, включающая в себя первую транспортировочную линию для упаковочных единиц, транспортировочную линию для пустых упаковочных коробок и линию выгрузки для наполненных упаковочных коробок, а также захват для захвата группы упаковочных единиц с участка отгрузки и размещения группы упаковочных единиц в упаковочной коробке, которая находится на месте разлива линии выгрузки. Участок отбора, по меньшей мере, частично состоит из транспортировочного стола, который расположен отдельно от первой транспортировочной линии, в ее продолжение. К участку отбора с первой транспортировочной линии отдельно друг за другом подаются упаковочные единицы до тех пор, пока группа из, например, трех упаковочных единиц становится на участке отбора полной, которая затем захватывается захватом. Как только группа является полной, последующая подача упаковочных единиц с первой транспортировочной линии посредством стопора прерывается.
Исходя из данного уровня техники, в основе изобретения лежит задача, состоящая в предложении способа, в котором продолжительность такта для критичных шагов обработки на втором участке транспортировочной линии, прежде всего для розлива текучих продуктов в упаковочные емкости, задается достаточной, без необходимости принимать во внимание излишние времена простоя для выполнения шага обработки на первом участке транспортировочной линии. Кроме того, должно быть предложено устройство для осуществления способа.
Решение данной задачи базируется на идее, заключающейся в том, что первое транспортировочное средство на первом участке транспортировочной линии и второе транспортировочное средство на втором участке транспортировочной линии приводят в движение с разными тактированиями, причем расположенное между первым и вторым участками транспортировочной линии манипуляционное устройство компенсирует различные продолжительности тактов между первым и вторым транспортировочными средствами.
В деталях задача решается в способе упомянутого вначале типа посредством следующих других шагов:
- приведение в движение первого транспортировочного средства с первым тактированием, такты которого содержат соответственно интервал простоя и интервал транспортировки,
- приведение в движение второго транспортировочного средства с отличающимся от первого тактирования вторым тактированием, такты которого содержат соответственно интервал простоя и интервал транспортировки, причем каждый интервал простоя второго тактирования перекрывается по времени по меньшей мере с двумя интервалами простоя первого тактирования,
- выгрузка соответственно одного из штучных грузов с первого транспортировочного средства во время интервала простоя первого тактирования посредством расположенного между первым и вторым участками транспортировочной линии манипуляционного устройства и
- загрузка второго транспортировочного средства во время интервала простоя второго тактирования всеми выгруженными с первого транспортировочного средства во время данного интервала простоя штучными грузами с помощью манипуляционного устройства.
Устройство для осуществления данного способа вытекает из отличительных признаков п. 8 формулы изобретения.
На первом участке транспортировочной линии во время каждого такта выполняется шаг обработки на каждом штучном грузе, прежде всего на заготовке упаковки. Между тем на втором участке транспортировочной линии во время каждого такта совпадающий шаг обработки выполняется одновременно по меньшей мере на двух штучных грузах, прежде всего на заготовках упаковки.
Тактирование второго транспортировочного средства определяется таким образом, что каждый интервал простоя второго тактирования перекрывается по времени по меньшей мере с двумя интервалами простоя первого тактирования.
За счет этого можно во время интервала простоя первого тактирования выгрузить с первого транспортировочного средства по меньшей мере две упаковочные емкости, которые вслед за этим находятся в распоряжении для выполнения совпадающего шага обработки, прежде всего для одновременного наполнения обеих упаковочных емкостей во время интервала простоя второго тактирования на втором участке транспортировочной линии.
Продолжительность такта второго тактирования содержит преимущественным образом целочисленное кратное продолжительности тактов первого тактирования. Вследствие этого интервалы простоя и транспортировки первого и второго транспортировочных средств могут быть синхронизированы простым образом.
Для наполнения упаковочных емкостей является выгодным, если загрузка второго транспортировочного средства штучными грузами, прежде всего полуоткрытыми упаковочными емкостями, осуществляется на нескольких расположенных со смещением относительно друг друга в направлении транспортировочной линии позициях отстоя. Тогда упаковочные емкости уже находятся на втором транспортировочном средстве в расположении, которое пригодно для автоматического наполнения полуоткрытых упаковочных емкостей.
Для того чтобы обеспечить короткие пути транспортировки для штучных грузов и высокую скорость выгрузки и загрузки с помощью манипуляционного устройства, выгрузка соответственно одного из штучных грузов с первого транспортировочного средства осуществляется в позиции выгрузки, которая находится между двумя позициями отстоя на втором транспортировочном средстве. После выгрузки с первого транспортировочного средства и перед загрузкой второго транспортировочного средства каждый штучный груз транспортируется из данной позиции выгрузки в направлении одной из позиций отстоя.
Согласно изобретению является выгодным, если как первый, так и второй участки транспортировочной линии, позиции отстоя на втором транспортировочном средстве, а также позиция выгрузки, которая находится между двумя позициями отстоя, все лежат в общей вертикальной плоскости. За счет этого необходимая для транспортировки опорная площадь и, следуя отсюда, площадь, требующаяся для установки разливочной машины с устройством для тактированной транспортировки штучных грузов, поддерживается настолько малой, насколько это возможно. В отличие от этого, транспортеры с транспортировочными линиями, которые проходят частично в горизонтальных плоскостях и частично в вертикальных плоскостях, требуют значительно больше опорной площади и площади для установки. Прежде всего, разливочные машины с несколькими транспортировочными линиями едва ли могут быть реализованы с проходящими в горизонтальных плоскостях транспортировочными линиями.
За счет того, что после выгрузки с первого транспортировочного средства и перед загрузкой второго транспортировочного средства каждый штучный груз поворачивается вокруг продольной оси штучного груза, он может быть ориентирован в манипуляционном устройстве для последующих шагов обработки. Прежде всего, для образования верха упаковки упаковочной емкости является выгодным, если свариваемые клапаны двускатного верха упаковки ориентированы в направлении транспортировочной линии. Необходимые для сваривания сварочные губки расположены параллельно транспортировочной линии и не препятствуют транспортировке упаковочных емкостей. В интересах высокой скорости выгрузки и загрузки с помощью манипуляционного устройства каждый штучный груз проворачивается преимущественным образом во время транспортировки из позиции выгрузки в одну из позиций отстоя.
Для того чтобы повысить пропускную способность разливочной машины, штучные грузы тактировано транспортируются в разливочной машине вдоль нескольких расположенных параллельно друг другу транспортировочных линий, причем расположение и тактирование первого и второго транспортировочных средств и расположение каждого манипуляционного устройства на всех транспортировочных линиях совпадают. Приводы первого и второго транспортировочных средств могут быть скомбинированы посредством параллельного расположения и тактирования. На одном валу может, например, смещаться с помощью одного привода во вращательном движении несколько транспортировочных колес. Таким же образом расположенные друг возле друга в одном ряду в направлении транспортировочной линии приемные элементы любого второго транспортировочного средства могут быть расположены на общей пластинчатой секции пластинчатого транспортера. Между первыми и вторыми участками расположенных параллельно друг другу транспортировочных линий может быть расположено единственное манипуляционное устройство для выгрузки и загрузки штучных грузов.
Альтернативно, одно манипуляционное устройство предназначено лишь для частичного количества расположенных параллельно друг другу транспортировочных линий.
Предпочтительное манипуляционное устройство между первым и вторым участками транспортировочной линии имеет средства для выгрузки штучных товаров с первого транспортировочного средства в позицию выгрузки, средства для транспортировки штучных товаров из позиции выгрузки в направлении позиций отстоя и средства для загрузки второго транспортировочного средства штучными грузами на позициях отстоя. Позиция выгрузки находится на расстоянии от расположенных со смещением относительно друг друга в направлении транспортировочной линии позиций отстоя для штучных грузов на втором транспортировочном средстве. Позиция выгрузки находится преимущественным образом между двумя расположенными со смещением относительно друг друга в направлении транспортировочной линии позициями отстоя, чтобы поддерживать пути транспортировки к позициям отстоя короткими.
Если первое транспортировочное средство содержит транспортировочное колесо, которое имеет несколько простирающихся радиально наружу параллельных приемных ячеек, каждая соответственно для одного из штучных грузов, то средство манипуляционного устройства для выгрузки выполнено преимущественным образом в виде съемника, который выполнен с возможностью приведения в прилегание к ребру и/или поверхности штучного груза. С помощью съемника полуоткрытая упаковочная емкость может быть перемещена с радиального приемного элемента в позицию выгрузки.
Если второе транспортировочное средство содержит циркулирующий пластинчатый транспортер, который имеет расположенные друг возле друга в направлении транспортировочной линии приемные элементы, каждый соответственно для одного из штучных грузов, то в качестве средств для загрузки предусмотрено преимущественным образом по меньшей мере два толкающих элемента, которые соответственно выполнены с возможностью приведения в прилегание к ребру и/или поверхности штучного груза. Толкающие элементы ориентированы преимущественным образом таким образом, что после транспортировки штучных грузов из позиции выгрузки в направлении позиции отстоя они передвигают штучные грузы в приемный элемент пластинчатого транспортера, который находится в одной из позиций отстоя.
Для того чтобы лишь одним возвратно-поступательным движением как выгрузить один из штучных грузов с первого транспортировочного средства, так и загрузить второе транспортировочное средство по меньшей мере двумя штучными грузами, как средства манипуляционного устройства для выгрузки, так и его же средства для загрузки расположены преимущественным образом на одноосной системе позиционирования.
Поперечная транспортировка штучных грузов из позиции выгрузки в направлении позиций отстоя осуществляется преимущественным образом с помощью смещаемой из позиции выгрузки в направлении позиций отстоя линейно движущейся каретки, на которой расположены по меньшей мере два расположенных со смещением относительно друг друга в направлении транспортировочной линии держателя для приема штучных грузов. Держатели захватывают, прежде всего, внешние ребра полуоткрытых упаковочных емкостей таким образом, что упаковочные емкости являются вставляемыми с помощью съемника в вертикальном направлении в держатели и выдвигаемыми из держателей в вертикальном направлении с помощью толкающих элементов. Каждый из держателей линейно движущейся каретки посредством перемещения линейно движущейся каретки в горизонтальном направлении является на выбор приводимым в позицию выгрузки или выравниваемым соосно с одной из позиций отстоя. В позиции выгрузки съемник может выгрузить упаковочную емкость из пролегающего вниз приемного элемента стоящего неподвижно транспортировочного колеса в один из обоих держателей, который находится в позиции выгрузки. Посредством последующей поперечной транспортировки держателей с помощью смещаемой линейно движущейся каретки в направлении одной из позиций отстоя снабженный упаковочной емкостью держатель может быть выровнен соосно с одной из позиций отстоя, чтобы загрузить стоящее неподвижно второе транспортировочное средство. Для этого толкающий элемент манипуляционного устройства движется в вертикальном направлении и при этом перемещает заготовку упаковки из держателя в вертикальном направлении в приемный элемент пластинчатого транспортера, который находится в позиции отстоя.
Если держатели для приема штучных грузов установлены на линейно движущейся каретке с возможностью поворота, то перемещение линейно движущейся каретки, а также поворот держателей могут быть связаны между собой, если каждый держатель через связующий рычажный механизм, который при перемещении линейно движущейся каретки одновременно вызывает поворот держателей, связан со станиной манипуляционного устройства или же со станиной машины.
Далее соответствующий изобретению способ и устройство для тактированной транспортировки разъясняются подробнее. При этом показано:
Фиг.1А-6Б - манипулирование упаковочными емкостями с помощью манипуляционного устройства между первым транспортировочным средством и вторым транспортировочным средством в шесть шагов.
Фиг. 1А показывает развернутую заготовку (1) упаковки, которая уже снабжена повторно закрываемым вспомогательным открывающим устройством (2). Заготовка (1) упаковки для изготовления упаковочной емкости надевается в направлении стрелки (3) на пролегающий радиально наружу приемный элемент (4) первого транспортировочного средства в форме транспортировочного колеса (5). На соседнем по направлению часовой стрелки втором приемном элементе (6) находится заготовка (7) упаковки, из выступающего за приемный элемент (6) свободного конца (8) которой образуется днище упаковки. На третьем приемном элементе (9) находится упаковочная емкость (11) с закрытым днищем (10). На четвертом, направленном отвесно вниз, приемном элементе (12) находится упаковочная емкость (13) в вертикальном положении для выгрузки с транспортировочного колеса (5) в первый держатель (14) манипуляционного устройства (15). Манипуляционное устройство (15) расположено между первым участком транспортировочной линии (46, 47) вдоль транспортировочного колеса (5) и вторым участком транспортировочной линии (46, 47) вдоль второго транспортировочного средства в форме пластинчатого транспортера (32).
Одноосная система (16) позиционирования манипуляционного устройства (15) имеет поперечную штангу (21), которая с обоих концов является перемещаемой с помощью втулок (25) по отвесным левой и правой направляющим штангам (26 или же 27) в направлении стрелки (28) вниз и в направлении стрелки (30) (ср. с фиг. 2А) вверх в исходное положение. От поперечной штанги (21) отвесно вверх пролегает съемник (18). Слева и справа от съемника (18) пролегает от поперечной штанги (21) отвесно вниз по одному толкающему элементу (19, 20). Съемник (18) служит для цели съема упаковочной емкости (13) с направленного вниз приемного элемента (12) и введения в держатель (14, 33), который находится в позиции выгрузки. Съемник (18) всплошную и при этом с пружинением прилегает к боковым сторонам соответствующих приемных элементов (4, 6, 9, 12), чтобы находящаяся в текущий момент времени в нижнем положении транспортировочного колеса (5) упаковочная емкость могла быть надежно захвачена на своей верхней кромке (29) упаковки и снята. Для того чтобы было обеспечено безупречное прилегание съемника (18), боковые стороны приемных элементов (4, 6, 9, 12) и средняя часть (31) транспортировочного колеса транспортировочного колеса (5) образуют сплошную поверхность прилегания.
Сверх этого манипуляционное устройство (15) имеет выполненную в виде стола с линейным перемещением линейно движущуюся каретку (37) для транспортировки упаковочных емкостей из позиции выгрузки и направлении обеих позиций отстоя, которые находятся под толкающими элементами (19, 20) на втором транспортировочном средстве, пластинчатом транспортере (32). Линейно движущаяся каретка (37) передвигается возвратно-поступательно двумя горизонтальными направляющими штангами (38, 39) с неизображенным приводом, которые скользят во втулках (40) в направлении пластинчатого транспортера (32). На линейно движущейся каретке (37) расположены первый держатель (14) и смещенный в направлении транспортировочной линии (46, 47) второй держатель (33) для упаковочных емкостей, каждый из которых имеет по четыре фиксирующих уголка (34) для захватывания ребер упаковки упаковочных емкостей. Каждый из держателей (14, 33) расположен с возможностью поворота соответственно на 90° в одну и другую сторону на поворотном столе (35, 36) на линейно движущейся каретке (37).
Фиг. 1Б показывает изображенный в увеличенном виде на фиг. 1B вид сверху на манипуляционное устройство (15), из которого можно выявить, что изображенное устройство имеет две проходящие параллельно транспортировочные линии (46, 47), причем расположение и тактирование первого и второго транспортировочных средств на обеих транспортировочных линиях (46, 47) совпадают. Первые транспортировочные средства, оба транспортировочных колеса (5), для каждого первого участка транспортировочных линий (46, 47) расположены на общем приводном валу. Вследствие этого снижаются затраты на приведение в движение и монтажное пространство, а также обеспечивается синхронный режим работы первых транспортировочных средств. Разумеется, в рамках изобретения находится также выполнение в качестве первого транспортировочного средства для каждого транспортировочной линии транспортировочного колеса с собственным приводом.
В качестве второго транспортировочного средства для обоих транспортировочных линий (46, 47) находит применение пластинчатый транспортер (32). Для того чтобы обе транспортировочные линии (46, 47) можно было эксплуатировать лишь с одним пластинчатым транспортером (32), каждое звено (50, 50', 50'') цепи пластинчатого транспортера (32) несет по одному блоку (51 или же 51') ячеек, который имеет четыре отдельные ячейки (52, 52', 52''). Ячейки (52, 52', 52'') расположены друг возле друга в качестве приемных элементов для соответственно одной упаковочной емкости в направлении проходящих на втором участке прямолинейно транспортировочных линий (46, 47). Упаковочные емкости вводятся в ячейки (52, 52', 52'') в обеих позициях отстоя каждой транспортировочной линии (46, 47). Разумеется, в рамках изобретения находится также выполнение в качестве второго транспортировочного средства отдельного транспортера для каждой транспортировочной линии (46, 47).
В изображенном примере выполнения между обоими первыми участками обоих транспортировочных линий (46, 47) и обоими вторыми участками обоих транспортировочных линий (46, 47) расположено также лишь одно манипуляционное устройство (15). Для того чтобы обе транспортировочные линии (46, 47) можно было эксплуатировать лишь с одним манипуляционным устройством (15), на линейно движущейся каретке (37) дополнительно к расположенным со смещением в направлении второго участка первой транспортировочной линии (46) поворотным столам (35, 36) расположено два других поворотных стола (35', 36') со смещением в направлении второго участка второй транспортировочной линии (47).
Поворотное движение поворотного стола (35) достигается за счет того, что при перемещении линейно движущейся каретки (37) он поворачивается через связующую штангу. Для этого один шарнир (43) связующей штанги (41) расположен на станине (44) машины стационарно, тогда как другой шарнир (45) шарнирно соединяет связующую штангу (41) с поворотным столом (35) через связующую штангу (42). Помимо этого связующая штанга (42) жестко соединена с одним из четырех расположенных на поворотном столе (35) фиксирующих уголков (34). Приведение в движение поворота соседствующего с поворотным столом (35) поворотного стола (36) на транспортировочной линии (46) осуществляется посредством связующей штанги (49'), которая наподобие параллельного передаточного механизма шарнирно соединена с фиксирующим уголком (34') на поворотном столе (36') и с фиксирующим уголком (34) на поворотном столе (36) на параллельной транспортировочной линии (47).
Привод поворотного стола (36') построен как зеркальное отображение привода поворотного стола (35): поворотное движение поворотного стола (36') достигается за счет того, что при перемещении линейно движущейся каретки (37) он поворачивается через связующую штангу. Для этого один шарнир (43') связующей штанги (41') расположен на станине (44) машины стационарно, тогда как другой шарнир (45') шарнирно соединяет связующую штангу (41') с поворотным столом (36') через связующую штангу (42'). Помимо этого связующая штанга (42') жестко соединена с одним из четырех расположенных на поворотном столе (36') фиксирующих уголков (34). Приведение в движение поворота соседствующего с поворотным столом (36') поворотного стола (35') на транспортировочной линии (47) осуществляется посредством связующей штанги (49), которая наподобие параллельного передаточного механизма шарнирно связана с фиксирующим уголком (34') на поворотном столе (35') и с фиксирующим уголком (34) на поворотном столе (35) параллельной транспортировочной линии (46).
Каждый поворотный стол (35, 35', 36, 36') имеет посередине сквозной проем (48), который по существу соответствует прямоугольному сечению транспортируемой упаковочной емкости. Является распознаваемым, что каждый проем (48) имеет с одной стороны дополнительную прямоугольную выемку (53).
В последующем, с помощью фигур 1А-6Б разъясняется способ действия ранее описанного устройства.
Вследствие более длинной продолжительности такта для наполнения упаковочных емкостей на втором участке каждого транспортировочной линии по сравнению с продолжительностью такта для изготовления днища упаковки на первом участке каждого транспортировочной линии во время одновременного наполнения двух упаковочных емкостей в одном такте пластинчатого транспортера (32) в двух тактах транспортировочного колеса (5) на каждой транспортировочной линии (46, 47) изготавливаются два днища упаковок. Следовательно, интервал простоя пластинчатого транспортера (32) для наполнения перекрывается двумя интервалами простоя транспортировочного колеса (5) для образования днищ упаковок и снятия упаковочной емкости (13) с транспортировочного колеса (5). Манипуляционное устройство (15) компенсирует различия тактирования между транспортировочным колесом (5) и пластинчатым транспортером (32).
На фиг. 1А изображена следующая ситуация: в предыдущем такте пластинчатого транспортера (32) левая ячейка (52) блока (51) ячеек была загружена упаковочной емкостью (58). В направлении (55) транспортировки вправо в соседнем блоке (56) ячеек тоже находится упаковочная емкость (57). Помимо этого в манипуляционном устройстве (15), а именно в правом держателе (33), находится упаковочная емкость (54), которая в предыдущем такте упаковочного колеса (5) была снята с приемного элемента (4), который теперь находится в левом горизонтальном положении, чтобы принять следующую заготовку (1) упаковки. После съема в предыдущем такте транспортировочного колеса (5) принятая держателем (33) упаковочная емкость (54) была перемещена с помощью линейно движущейся каретки (37) из позиции выгрузки в изображенную на фиг. 1А позицию, вследствие чего правые поворотные столы (36, 36') через связующий приводной механизм (41', 42', 49') были повернуты на 90° по направлению часовой стрелки (ср. с фиг. 1В).
Из фиг. 1A на транспортировочном колесе (5) являются распознаваемыми ориентированные в направлении транспортировки вспомогательные открывающие устройства (2). По техническим причинам установка и приваривание вспомогательного открывающего устройства (2) к заготовке (1) упаковки возможно только в такой ориентации. Так как верх упаковки каждой упаковочной емкости после наполнения сваривается на ходу, то перед введением в одну из ячеек (52, 52') пластинчатого транспортера (32) каждая упаковочная емкость должна быть повернута с помощью поворотного стола (35, 35', 36, 36') на 90°, вследствие чего вспомогательные открывающие устройства (2) ориентируются поперек направления транспортировки.
Изображенный на фиг. 1А следующий шаг состоит теперь в том, что одновременно со снятием упаковочной емкости (13) с помощью съемника (18) с приемного элемента (12) в находящийся в позиции выгрузки держатель (14) правым толкающим элементом (19) упаковочная емкость (54) из держателя (33) вводится в находящуюся под ним ячейку (52'), которая находится в правой из обеих позиций отстоя. На фиг. 2А является выявляемым, что теперь ячейки (52, 52') на звене (50) цепи комплектно загружены упаковочными емкостями (58, 54). Во время данной загрузки на порожний приемный элемент (4) транспортировочного колеса (4) была также полностью надета заготовка (1) упаковки.
На фиг. 2Б изображены направления поворота поворотных столов (35, 35') на 90° по направлению часовой стрелки и поворотных столов (36, 36') на 90° против направления часовой стрелки. Поворот происходит тогда, когда линейно движущаяся каретка (37) движется влево по направлению стрелки (59) в изображенную на фиг. 3A позицию.
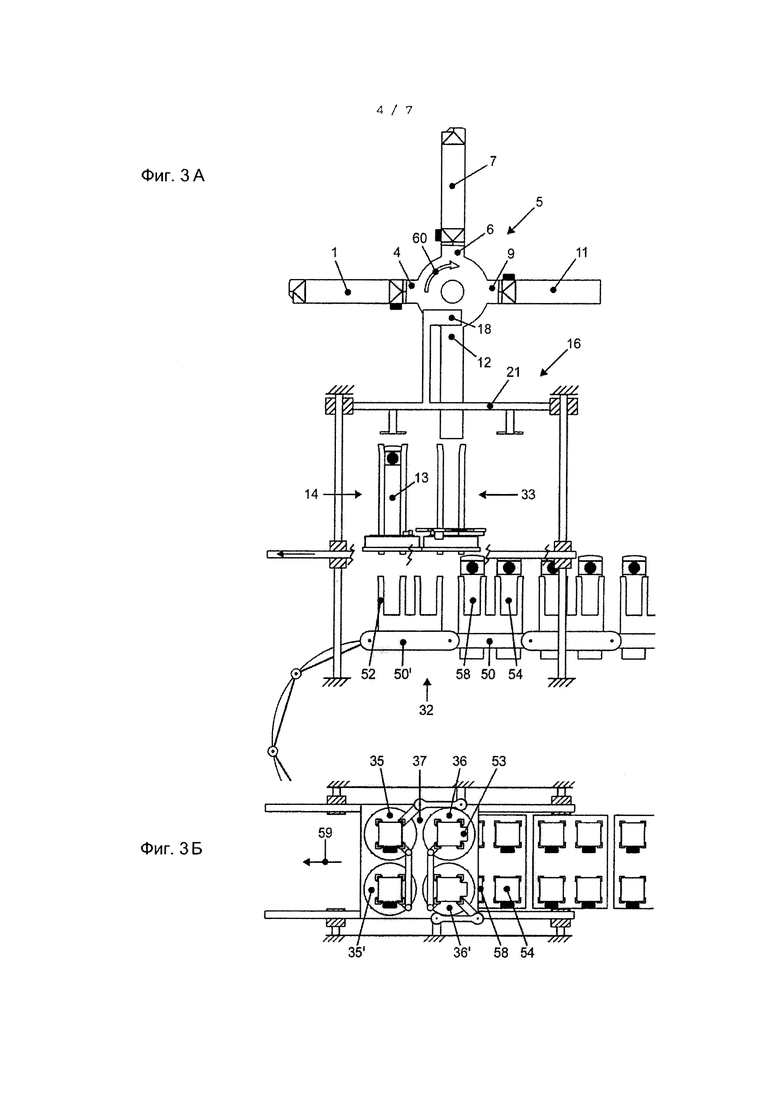
На фиг. 3A загруженный пластинчатый транспортер (32) еще не движется, так как в разливочной машине еще протекает процесс наполнения упаковочных емкостей. Поперечная штанга (21) системы (16) позиционирования была переведена из изображенной на фиг. 2А нижней позиции в направлении стрелки (30) вверх в изображенное на фиг. 3А исходное положение, чтобы транспортировочное колесо (5) с приемным элементом (9) могло быть повернуто на 90' в направлении стрелки (60) вращения в нижнюю позицию. После поворота следующая упаковочная емкость (11) находится в изображенной на фиг. 4А позиции, в которой приемный элемент (9) направлен вниз, чтобы вслед за этим быть снятой с приемного элемента (9).
После этого линейно движущаяся каретка (37) перемещается из изображенной на фиг. 2А, Б правой позиции в направлении стрелки (59) в изображенную на фиг. 3А, Б левую позицию. Во время движения линейно движущейся каретки каждый из поворотных столов (35, 35' и 36, 36') был повернут на 90' вправо или же влево, как это видно из фиг. 3Б.
Теперь вследствие перемещения линейно движущейся каретки (37) левый держатель (14) находится над левой ячейкой (52) левого звена (50') цепи, которая находится в левой из обеих позиций отстоя. Держатель (14) был повернут на 90° по направлению часовой стрелки. Транспортировочное колесо (5) поворачивается в направлении стрелки (60) вращения на 90' по направлению часовой стрелки, чтобы следующая заготовка (1) упаковки могла быть снята с приемного элемента (9). Данный поворот транспортировочного колеса (5) выполнен на фиг. 4А. Теперь может быть осуществлено одновременное снятие упаковочной емкости (11) с приемного элемента (9) в держатель (33) и выдвижение упаковочной емкости (13) с приемного элемента (14) в ячейку (52) в направлении стрелки (28). Выполненное отвесное перемещение упаковочных емкостей (11, 13) изображено на фиг. 5А.
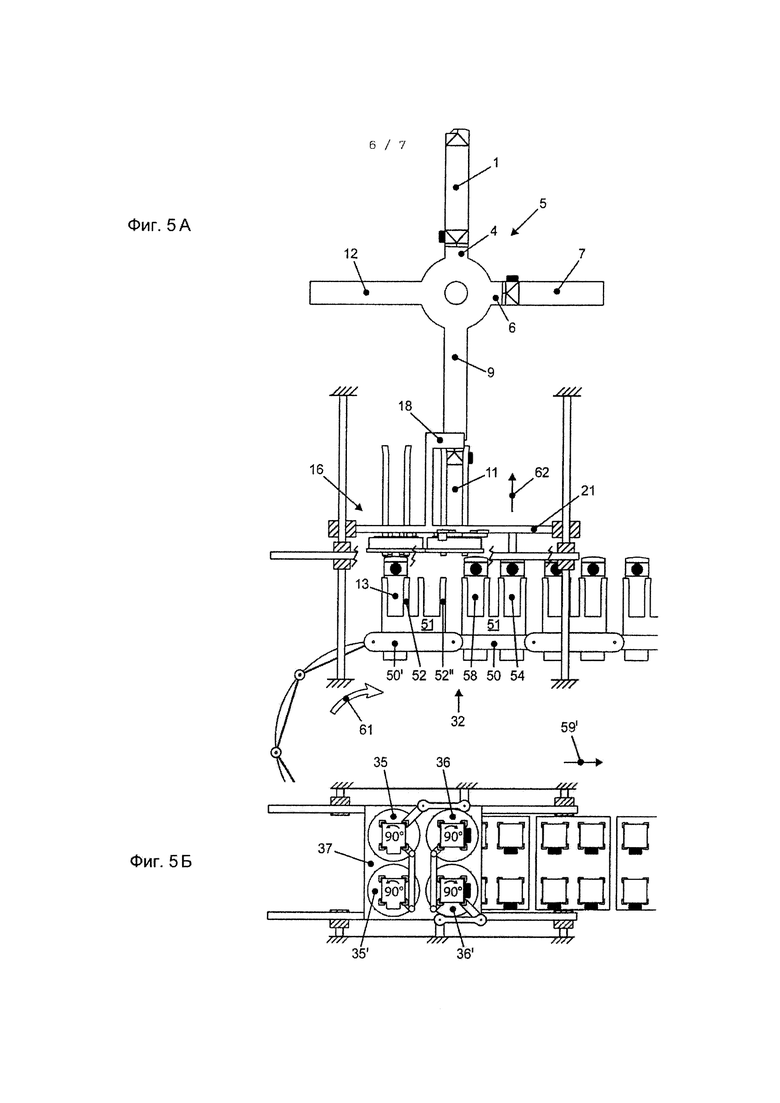
Во время ранее описанной загрузки блоков (51) ячеек двумя упаковочными емкостями (13, 54) на каждом из транспортировочных линий (46, 47) процесс наполнения был завершен. Теперь пластинчатый транспортер (32) продвигается в интервале транспортировки в направлении стрелки (61) вращения на длину одного звена (50', 50) цепи, а поперечная штанга (21) системы (16) позиционирования передвигается из нижней на фиг. 5А позиции в направлении стрелки (62) в изображенную на фиг. 6А исходную позицию, так что теперь ячейка (52'') может быть загружена упаковочной емкостью (11). После перемещения поперечной штанги (21) в исходное положение линейно движущаяся каретка (37) перемещается из изображенной на фиг. 5Б левой позиции вправо, в направлении стрелки (59') в изображенную на фиг.6А позицию.
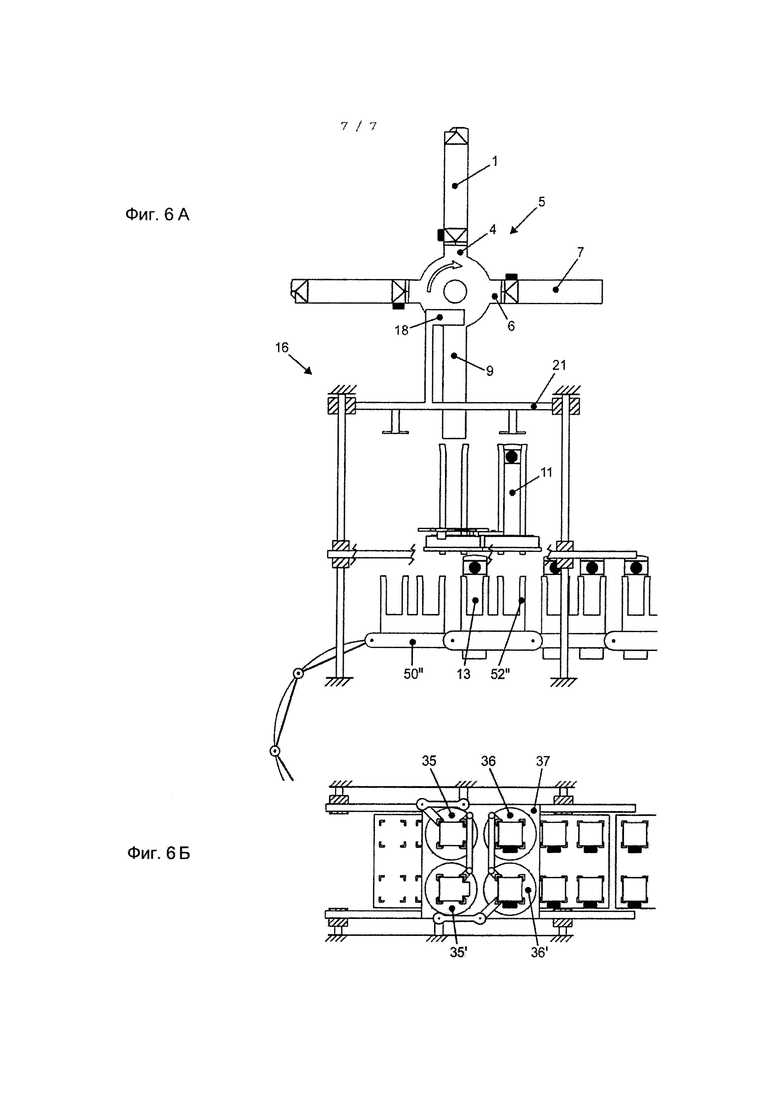
Транспортировочное колесо (5) поворачивается далее на 90° по направлению часовой стрелки, вследствие чего приемный элемент (6) попадает в направленное вниз положение выше позиции выгрузки для упаковочной емкости (7). Таким образом, устройство для тактированной транспортировки снова находится в исходной ситуации, которая изображена на фиг. 1А, Б.
К данному моменту времени такт тактировано приводимого в движение пластинчатого транспортера (32) завершен, причем во время интервала простоя такта на каждой транспортировочной линии (46, 47) было наполнено две упаковочные емкости. Во время интервала простоя пластинчатого транспортера (32) с транспортировочного колеса (5) с помощью манипуляционного устройства (15) было выгружено две упаковочные емкости (13, 11) на каждой транспортировочной линии (46, 47) и пластинчатый транспортер (32) был загружен обеими упаковочными емкостями (13, 14). Следовательно, при работе соответствующего изобретению устройства два интервала простоя транспортировочного колеса (5), во время каждого из которых выгружается одна упаковочная емкость (13, 11), перекрываются одним интервалом простоя пластинчатого транспортера (32).




Способ тактированной транспортировки упаковочных емкостей в разливочной машине для текучих продуктов вдоль транспортировочной линии с первым и вторым участками содержит транспортировочные средства: первое на первом участке и второе на втором участке, приводимые в движение с различными тактированиями, и расположенное между первым и вторым участками манипуляционное устройство для компенсации различных по продолжительности тактов между первым и вторым средствами. За счет этого на втором участке возможно задать достаточной продолжительности такт для розлива текучих продуктов в упаковочные емкости без необходимости принимать во внимание излишнее время простоя для выполнения шага обработки на первом участке. Изобретениями являются также устройство для осуществления способа и разливочная машина, в которой используют вышеописанный способ и устройство. Группа изобретений обеспечивает упрощение и удобство обслуживания. 3 н. и 32 з.п. ф-лы, 13 ил.
1. Способ тактированной транспортировки штучных грузов в разливочной машине для текучих продуктов вдоль транспортировочной линии (46, 47) с первым и вторым участками, включающий в себя шаги:
- транспортировка штучных грузов на первом участке первым транспортировочным средством (5) и транспортировка штучных грузов на втором участке вторым транспортировочным средством (32),
- выгрузка штучных грузов с первого транспортировочного средства (5) и загрузка штучными грузами второго транспортировочного средства (32),
- приведение в движение первого транспортировочного средства (5) с первым тактированием, такты которого содержат соответственно интервал простоя и интервал транспортировки,
отличающийся тем, что:
- второе транспортировочное средство (32) приводят в движение с отличающимся от первого тактирования вторым тактированием, такты которого содержат соответственно интервал простоя и интервал транспортировки, причем каждый интервал простоя второго тактирования перекрывается по времени по меньшей мере с двумя интервалами простоя первого тактирования,
- посредством манипуляционного устройства (15), расположенного между первым и вторым участками транспортировочной линии, выгружают с первого транспортировочного средства (5) один из штучных грузов во время соответствующего интервала простоя первого тактирования, и
- посредством манипуляционного устройства (15) загружают второе транспортировочное средство (32) во время интервала простоя второго тактирования всеми штучными грузами, выгруженными с первого транспортировочного средства (5) во время данного интервала простоя.
2. Способ по п. 1, отличающийся тем, что загрузка второго транспортировочного средства (32) штучными грузами происходит на нескольких расположенных со смещением относительно друг друга в направлении транспортировочной линии позициях отстоя.
3. Способ по п. 2, отличающийся тем, что выгрузка соответственно одного из штучных грузов с первого транспортировочного средства (5) происходит в позиции выгрузки, которая находится между двумя позициями отстоя.
4. Способ по п. 3, отличающийся тем, что каждый штучный груз после выгрузки с первого транспортировочного средства (5) и перед загрузкой второго транспортировочного средства (32) транспортируют из позиции выгрузки в направлении одной из позиций отстоя.
5. Способ по одному из пп. 1-4, отличающийся тем, что каждый штучный груз после выгрузки с первого транспортировочного средства (5) и перед загрузкой второго транспортировочного средства (32) поворачивают вокруг продольной оси штучного груза.
6. Способ по п. 4, отличающийся тем, что каждый штучный груз проворачивают во время транспортировки в одну из позиций отстоя.
7. Способ по п. 5, отличающийся тем, что каждый штучный груз проворачивают во время транспортировки в одну из позиций отстоя.
8. Способ по одному из пп. 1-4, 6, 7, отличающийся тем, что штучные грузы тактированно транспортируют в разливочной машине вдоль нескольких расположенных параллельно друг другу транспортировочных линий (46, 47), причем расположение и тактирование первого и второго транспортировочных средств (5, 32) и расположение каждого манипуляционного устройства (15) на всех транспортировочных линиях (46, 47) совпадают.
9. Способ по п. 5, отличающийся тем, что штучные грузы тактированно транспортируют в разливочной машине вдоль нескольких расположенных параллельно друг другу транспортировочных линий (46, 47), причем расположение и тактирование первого и второго транспортировочных средств (5, 32) и расположение каждого манипуляционного устройства (15) на всех транспортировочных линиях (46, 47) совпадают.
10. Устройство для тактированной транспортировки штучных грузов в разливочной машине для текучих продуктов вдоль по меньшей мере одной транспортировочной линии (46, 47) с первым и вторым участками, включающее в себя первое транспортировочное средство (5) с тактированным приводом для транспортировки штучных грузов на первом участке и второе транспортировочное средство (32) с тактированным приводом для транспортировки штучных грузов на втором участке,
отличающееся тем, что:
- между первым и вторым участками транспортировочной линии (46, 47) расположено манипуляционное устройство (15),
- манипуляционное устройство (15) имеет средства для выгрузки штучных грузов с первого транспортировочного средства в позицию выгрузки, которая находится на расстоянии от двух расположенных со смещением относительно друг друга в направлении транспортировочной линии позиций отстоя для штучных грузов на втором транспортировочном средстве (32),
- манипуляционное устройство (15) имеет средства для транспортировки штучных грузов из позиции выгрузки в направлении позиций отстоя, и
- манипуляционное устройство (15) имеет средства для загрузки второго транспортировочного средства штучными грузами в расположенных со смещением относительно друг друга в направлении транспортировочной линии позициях отстоя.
11. Устройство по п. 10, отличающееся тем, что позиция выгрузки находится между двумя расположенными со смещением относительно друг друга в направлении транспортировочной линии (46, 47) позициями отстоя.
12. Устройство по п. 10 или 11, отличающееся тем, что первое транспортировочное средство содержит транспортировочное колесо (5), которое имеет несколько простирающихся радиально наружу параллельных приемных элементов (4, 7, 9, 12) для соответственно одного из штучных грузов.
13. Устройство по п. 10 или 11, отличающееся тем, что второе транспортировочное средство содержит циркулирующий пластинчатый транспортер (32), который имеет расположенные друг возле друга в направлении транспортировочной линии (46, 47) приемные элементы для соответственно одного из штучных грузов.
14. Устройство по п. 12, отличающееся тем, что второе транспортировочное средство содержит циркулирующий пластинчатый транспортер (32), который имеет расположенные друг возле друга в направлении транспортировочной линии (46, 47) приемные элементы для соответственно одного из штучных грузов.
15. Устройство по одному из пп. 10, 11, 14, отличающееся тем, что:
- первое транспортировочное средство (5) выполнено с возможностью приведения в движение с первым тактированием, такты которого содержат соответственно интервал простоя и интервал транспортировки,
- а второе транспортировочное средство (32) выполнено с возможностью приведения в движение с отличающимся от первого тактирования вторым тактированием, такты которого содержат соответственно интервал простоя и интервал транспортировки, причем каждый интервал простоя второго тактирования перекрывается по времени по меньшей мере с двумя интервалами простоя первого тактирования.
16. Устройство по п. 12, отличающееся тем, что:
- первое транспортировочное средство (5) выполнено с возможностью приведения в движение с первым тактированием, такты которого содержат соответственно интервал простоя и интервал транспортировки,
- а второе транспортировочное средство (32) выполнено с возможностью приведения в движение с отличающимся от первого тактирования вторым тактированием, такты которого содержат соответственно интервал простоя и интервал транспортировки, причем каждый интервал простоя второго тактирования перекрывается по времени по меньшей мере с двумя интервалами простоя первого тактирования.
17. Устройство по п. 12, отличающееся тем, что средства для выгрузки имеют съемник (18), который выполнен с возможностью приведения в прилегание к ребру и/или поверхности штучного груза.
18. Устройство по п. 14 или 16, отличающееся тем, что средства для выгрузки имеют съемник (18), который выполнен с возможностью приведения в прилегание к ребру и/или поверхности штучного груза.
19. Устройство по п. 15, отличающееся тем, что средства для выгрузки имеют съемник (18), который выполнен с возможностью приведения в прилегание к ребру и/или поверхности штучного груза.
20. Устройство по п. 13, отличающееся тем, что средства для загрузки имеют по меньшей мере два толкающих элемента (19, 20), которые соответственно выполнены с возможностью приведения в прилегание к ребру и/или поверхности штучного груза.
21. Устройство по п. 14, отличающееся тем, что средства для загрузки имеют по меньшей мере два толкающих элемента (19, 20), которые соответственно выполнены с возможностью приведения в прилегание к ребру и/или поверхности штучного груза.
22. Устройство по п. 15, отличающееся тем, что средства для загрузки имеют по меньшей мере два толкающих элемента (19, 20), которые соответственно выполнены с возможностью приведения в прилегание к ребру и/или поверхности штучного груза.
23. Устройство по п. 10 или 11, отличающееся тем, что как средства для выгрузки, так и средства для загрузки расположены на одноосной системе (16) позиционирования.
24. Устройство по п. 15, отличающееся тем, что как средства для выгрузки, так и средства для загрузки расположены на одноосной системе (16) позиционирования.
25. Устройство по п. 10 или 11, отличающееся тем, что средства для транспортировки имеют смещаемую из позиции выгрузки в направлении позиций отстоя линейно движущуюся каретку (37), на которой расположены по меньшей мере два расположенных со смещением относительно друг друга в направлении транспортировочной линии держателя (14, 33) для приема штучных грузов.
26. Устройство по п. 15, отличающееся тем, что средства для транспортировки имеют смещаемую из позиции выгрузки в направлении позиций отстоя линейно движущуюся каретку (37), на которой расположены по меньшей мере два расположенных со смещением относительно друг друга в направлении транспортировочной линии держателя (14, 33) для приема штучных грузов.
27. Устройство по п. 24, отличающееся тем, что средства для транспортировки имеют смещаемую из позиции выгрузки в направлении позиций отстоя линейно движущуюся каретку (37), на которой расположены по меньшей мере два расположенных со смещением относительно друг друга в направлении транспортировочной линии держателя (14, 33) для приема штучных грузов.
28. Устройство по п. 25, отличающееся тем, что держатели (14, 33) для приема штучных грузов установлены на линейно движущейся каретке (37) с возможностью поворота.
29. Устройство по п. 26 или 27, отличающееся тем, что держатели (14, 33) для приема штучных грузов установлены на линейно движущейся каретке (37) с возможностью поворота.
30. Устройство по п. 28, отличающееся тем, что держатели (14, 33) связаны со станиной манипуляционного устройства через связующую штангу, которая при перемещении линейно движущейся каретки (37) вызывает поворот держателей (14, 33).
31. Устройство по п. 29, отличающееся тем, что держатели (14, 33) связаны со станиной манипуляционного устройства через связующую штангу, которая при перемещении линейно движущейся каретки (37) вызывает поворот держателей (14, 33).
32. Устройство по п. 10 или 11, отличающееся тем, что оно имеет несколько проходящих параллельно транспортировочных линий (46, 47) с первым и вторым транспортировочными средствами (5, 32), причем расположение и тактирование первого и второго транспортировочных средств и каждого манипуляционного устройства на всех транспортировочных линиях (46, 47) совпадает.
33. Устройство по п. 15, отличающееся тем, что оно имеет несколько проходящих параллельно транспортировочных линий (46, 47) с первым и вторым транспортировочными средствами (5, 32), причем расположение и тактирование первого и второго транспортировочных средств и каждого манипуляционного устройства на всех транспортировочных линиях (46, 47) совпадает.
34. Устройство по п. 23, отличающееся тем, что оно имеет несколько проходящих параллельно транспортировочных линий (46, 47) с первым и вторым транспортировочными средствами (5, 32), причем расположение и тактирование первого и второго транспортировочных средств и каждого манипуляционного устройства на всех транспортировочных линиях (46, 47) совпадает.
35. Разливочная машина с несколькими устройствами для тактированной транспортировки штучных грузов по одному из пп. 10-34.
| УСТРОЙСТВО ДЛЯ СМЕНЫ НАРАБОТАННЫХ ШПУЛЬ НА РОГУЛЬЧАТЫХ ПРЯДИЛЬНЫХ МАШИНАХ | 1949 |
|
SU79561A1 |
| US 4566251 A, 28.01.1986 | |||
| РАЗЛИВОЧНАЯ МАШИНА И СПОСОБ ЭКСПЛУАТАЦИИ РАЗЛИВОЧНОЙ МАШИНЫ | 2011 |
|
RU2561924C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

