Изобретение относится к разливочной машине для розлива, прежде всего, текучих продуктов в упаковочные емкости, причем разливочная машина имеет несколько параллельно проходящих подающих линий, к которым подводятся упаковочные оболочки для изготовления упаковочных емкостей и вдоль которых транспортируются упаковочные оболочки или же изготовленные из них упаковочные емкости, а также к способу транспортировки упаковочных оболочек или же изготовленных из них упаковочных емкостей через разливочную машину такого рода.
Разливочные машины для розлива текучих продуктов, прежде всего, жидких пищевых продуктов, в состоящие из комбинированного материала на основе картона упаковочные емкости известны из уровня техники. В отношении конструкции известных разливочных машин можно привести ссылку, например, на EP 0936992 B1, а также на DE 4142167С2. Для повышения производительности известные разливочные машины имеют, как правило, несколько, например от четырех до шести, параллельно проходящих подающих линий, называемых также разливочными линиями.
В целях лучшей транспортабельности обычно прямоугольные упаковочные емкости изготавливаются из снабженных складчатыми желобками и склеенных в упаковочные оболочки заготовок только в разливочной машине.
К подающей линии из одного из магазинов, число которых соответствует числу подающих линий, подводятся сведенные в пакеты плоско сложенные упаковочные оболочки для изготовления упаковочных емкостей. В магазинах упаковочные оболочки расположены в виде стопки, стоя вертикально одна за другой. Передняя на данный момент упаковочная оболочка извлекается из магазина с помощью самого по себе известного заборно-раскрывающего агрегата, который раскрывает упаковочную оболочку в прямоугольный в поперечном сечении рукав.
Каждая упаковочная оболочка в раскрытой форме принимается транспортным устройством. Транспортные устройства транспортируют упаковочные оболочки, а также изготовленные из них упаковочные емкости вдоль параллельных и проходящих в зависимости от обстоятельств в вертикальной плоскости подающих линий. Проходя вдоль подающих линий, упаковочные оболочки, а также изготовленные из них упаковочные емкости стерилизуются, наполняются и закрываются. Изготовление дна упаковки и, таким образом, упаковочной емкости происходит, как правило, непосредственно перед розливом.
В качестве транспортных устройств пригодны, прежде всего, транспортные колеса и движущиеся по замкнутой траектории конвейерные ленты с карманообразными приемными элементами для упаковочных емкостей. Пошагово вращающиеся транспортные колеса имеют несколько простирающих в радиальном направлении наружу, параллельных приемных элементов, расстояние между которыми в осевом направлении транспортного колеса соответствует расстоянию между подающими линиями. Как правило, рычаги выполнены в виде оправок, которые входят в раскрытые упаковочные оболочки или же в упаковочные емкости; в этом случае говорят также о колесе с оправками. При другом выполнении транспортного колеса каждый приемный элемент содержит в себе несколько рычагов или же профилей, которые доходят в качестве опоры до внешней стороны, прежде всего, до кромок раскрытой упаковочной оболочки или же упаковочной емкости. В этом случае приемными элементами образуются смежные ячейки, в которые могут быть вставлены раскрытые упаковочные оболочки или же упаковочные емкости; в таком случае говорят о колесе с ячейками.
В случаях, когда из плоско сложенных упаковочных оболочек изготавливаются квадратные в поперечном сечении упаковочные емкости, плоско сложенные упаковочные оболочки в два раза шире своих боковых сторон. В случаях, когда из плоско сложенных упаковочных оболочек изготавливаются прямоугольные в поперечном сечении упаковочные емкости, размер плоско сложенной упаковочной оболочки вытекает из суммы широкой и узкой боковых сторон упаковочной оболочки.
Вследствие размеров плоско сложенных упаковочных оболочек расположенными друг возле друга магазинами, принимающими вертикально стоящие упаковочные оболочки, обуславливается относительно большой поперечный размер магазинной секции, от которой прямолинейно пролегают подающие линии вплоть до устройства вывоза с разливочной машины. Поэтому вследствие конструктивного типа известные многорядные разливочные машины занимают большую площадь пола и вытекающий отсюда большой монтажный объем.
Большим монтажным объемом известных разливочных машин вызываются большие стоимости машин и большие эксплуатационные затраты. Возможность доступа для выполнения работ по техническому обслуживанию и очистке, прежде всего, на средних подающих линиях с боковых сторон разливочной машины частично ограничена. К тому же очистка и стерилизация больших стерильных пространств влекут за собой большие затраты, которые вытекают, во-первых, из объема стерильного газа, необходимого во время процесса розлива, и, во-вторых, из затрат на очистку между процессами розлива.
Исходя из этого уровня техники, в основе изобретения лежит задача предложить разливочную машину с улучшенным способом работы, затраты на изготовление и эксплуатацию которой снижены. Кроме того, должен быть предложен улучшенный способ эксплуатации разливочной машины.
В разливочной машине упомянутого в начале типа задача решена посредством того, что подающие линии имеют первый участок и за ним в направлении транспортировки второй участок, на которых подающие линии проходят параллельно друг другу, причем расстояние по меньшей мере между двумя из подающих линий на первом и втором участках поперек хода подающих линий имеет различную величину, так что по меньшей мере одна из двух подающих линий проходит на втором участке с боковым смещением относительно первого участка и в направлении транспортировки перед вторым участком расположен манипулятор, который снимает упаковочные оболочки или же упаковочные емкости с подающих линий на первом участке и передает их на подающие линии на втором участке.
За счет поучасткового изменения, прежде всего снижения расстояния по меньшей мере между двумя из подающий линий, может быть улучшена возможность доступа к боковым сторонам.
Поскольку посредством поучасткового изменения расстояния между подающими линиями общая ширина параллельно проходящих подающих линий снижается, выявляются, прежде всего, в стерильном пространстве разливочной машины существенные преимущества вследствие снижения необходимого количества рабочих сред, таких, например, как стерильный воздух или чистящие среды.
Вследствие меньшей общей ширины могут быть снижены размеры машинно-технических компонентов на отдельных технологических позициях разливочной машины. Отсюда вытекают не только сниженные затраты на изготовление и эксплуатацию разливочной машины, но, сверх этого, и преимущества для их эксплуатационной безопасности.
Для получения различной величины расстояния между первыми и вторыми участками по меньшей мере двух подающих линий по меньшей мере одна из обеих подающих линий проходит с боковым смещением относительно первого участка. Для того чтобы изменить расстояние между подающими линиями, проходить на втором участке с боковым смещением относительно первого участка могут, конечно, и обе дорожки.
Для того чтобы скомпенсировать требующееся для изменения расстояния смещение подающей линии или же подающих линий, перед вторым участком расположен манипулятор. Манипулятор берет на себя промежуточную транспортировку упаковочных оболочек или же упаковочных емкостей между первым и вторым участками проходящих там параллельно в вертикальных плоскостях подающих линий.
Для сохранения монтажного объема разливочной машины наименьшим в одной из преимущественных форм выполнения изобретения расстояние между всеми подающими линиями на первом участке больше, чем на втором участке.
Согласно изобретению вдоль подающих линий друг за другом может быть расположено несколько первых и вторых участков, причем каждый первый участок лежит в направлении транспортировки перед вторым участком и перед каждым вторым участком предусмотрен манипулятор для промежуточной транспортировки между участками.
Преимущественный способ работы получается в том случае, если подведенные к подающим линиям плоско сложенные упаковочные оболочки на первом участке подающих линий раскрываются в прямоугольные рукава и непосредственно за этим на первом участке происходит прием раскрытых упаковочных оболочек от подающих линий и их передача посредством манипулятора на второй участок подающих линий, причем расстояние между всеми подающими линиями на первом участке больше, чем на втором участке.
Транспортными средствами раскрытые упаковочные оболочки или же изготовленные из них в начале второго участка упаковочные емкости на уменьшенных расстояниях между всеми подающими линиями транспортируются через стерильное пространство, где упаковочные емкости наполняются в стерильных условиях и затем закрываются.
На выходе стерильного пространства для вывода продуктов из разливочной машины снова может быть целесообразным увеличение расстояния между подающими линиями. В таком случае в конце второго участка подающих линий и на выходе из стерильного пространства находится другой манипулятор.
Компактный, настроенный на синхронный режим работы транспортных устройств манипулятор отличается тем, что он имеет по одному приданному каждой подающей линии держателю упаковочных оболочек или же упаковочных емкостей, посредством которых упаковочные оболочки или же упаковочные емкости могут перемещаться в направлении транспортировки, и причем приданные проходящим с боковым смещением подающим линиям держатели подвижно направлены поперек хода подающих линий между первой и второй позициями, причем в первой позиции держатель находится в продолжении хода подающей линии на первом участке, а во второй позиции - в продолжении хода подающей линии на втором участке.
Приданные каждой подающей линии держатели не прерывают пути транспортировки раскрытых упаковочных оболочек или же изготовленных из них упаковочных емкостей и одновременно ведут упаковочные оболочки или же упаковочные емкости в то время, когда они принимаются с подающих линий на первом участке, перемещаются с помощью держателей и передаются на подающие линии на втором участке.
Подвижно направляемые поперек хода подающих линий держатели не обуславливают существенного удлинения подающих линий, которые пролегают от магазинов для упаковочных оболочек до устройства вывоза наполненных упаковочных емкостей.
Для обеспечения короткого времени цикла во время транспортировки упаковочной оболочки или же упаковочной емкости через подающую машину, держатели манипулятора преимущественным образом с помощью рычажного механизма синхронно перемещаются из первой позиции во вторую и наоборот. Для приведения рычажного механизма в действие его концы соединены, например шарнирно, с плечами двуплечего поворотного рычага.
Манипулятор с подвижно направляемыми поперек хода подающих линий держателями может быть преимущественным образом интегрирован в подающие линии посредством того, что на первом участке подающих линий расположено первое транспортное колесо, а на втором участке подающих линий расположено второе транспортное колесо для транспортировки упаковочных оболочек или же упаковочных емкостей, причем расположенное в направлении транспортировки перед манипулятором транспортное колесо имеет несколько простирающих в радиальном направлении наружу параллельных приемных элементов, расстояние между которыми в осевом направлении транспортного колеса соответствует расстоянию между подающими линиями на первом участке, а расположенное в направлении транспортировки за манипулятором второе транспортное колесо имеет несколько простирающих в радиальном направлении наружу параллельных приемных элементов, расстояние между которыми в осевом направлении транспортного колеса соответствует расстоянию между подающими линиями на втором участке. Преимущество транспортных колес состоит в том, что их приемные элементы могут быть выровнены по держателям манипулятора и в то же время берут на себя направляющую функцию, когда в первой позиции держателей активные первые толкающие элементы снимают упаковочные оболочки или же упаковочные емкости с выровненных по держателям первых приемных элементов и вставляют в держатели или же во второй позиции держателей активные толкающие элементы выталкивают упаковочные оболочки или же упаковочные емкости из держателей в направлении выровненных по держателям вторых приемных элементов второго транспортного колеса.
Попеременно попадающие для введения в действие в такт транспортировки разливочной машины первые и вторые толкающие элементы могут быть синхронизированы простым образом посредством общего привода.
Далее изобретение разъясняется подробнее с помощью примера выполнения. Показано на:
фиг.1А схематический частичный вид в перспективе на разливочную машину согласно изобретению,
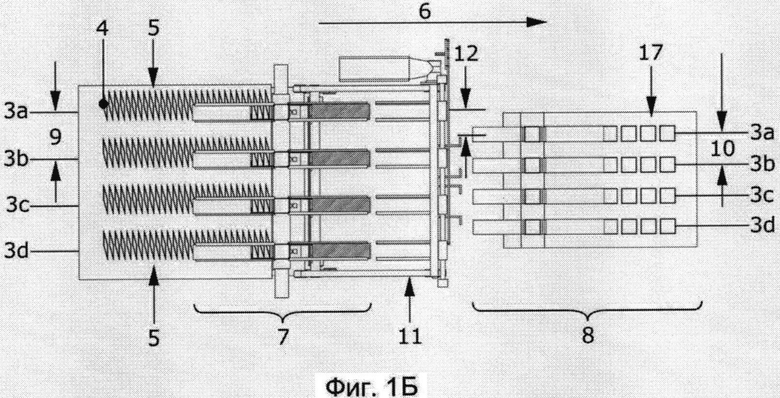
фиг.1Б вид сверху на разливочную машину согласно фиг.1А,
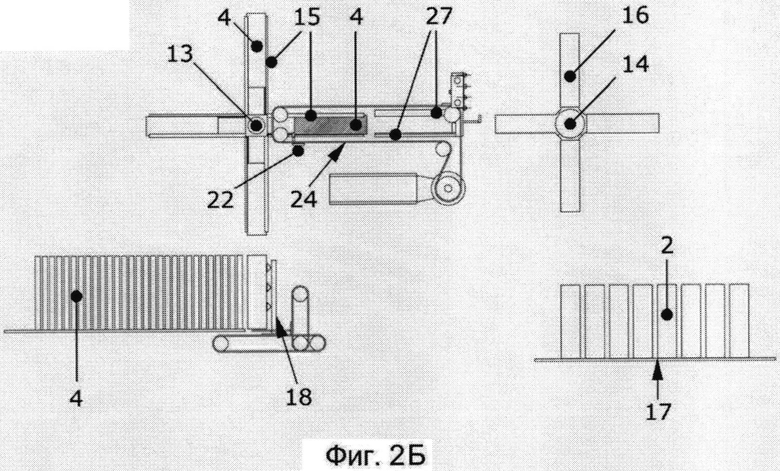
Фиг.2А-5А частичное изображение в перспективе разливочной машины согласно фиг.1А для наглядного объяснения принципа действия, а также
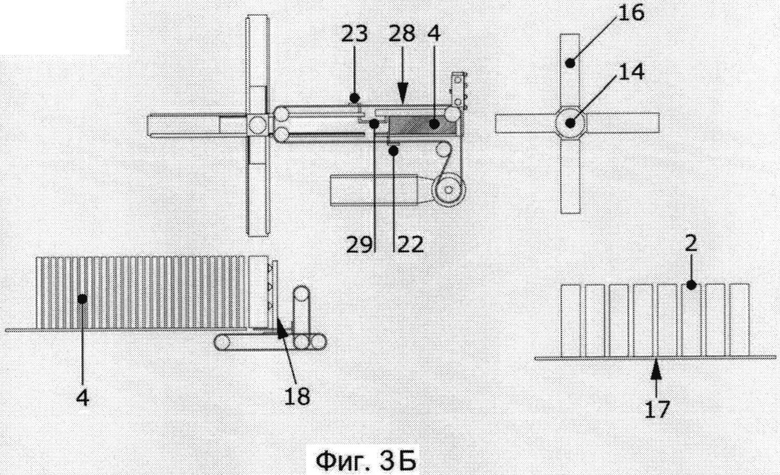
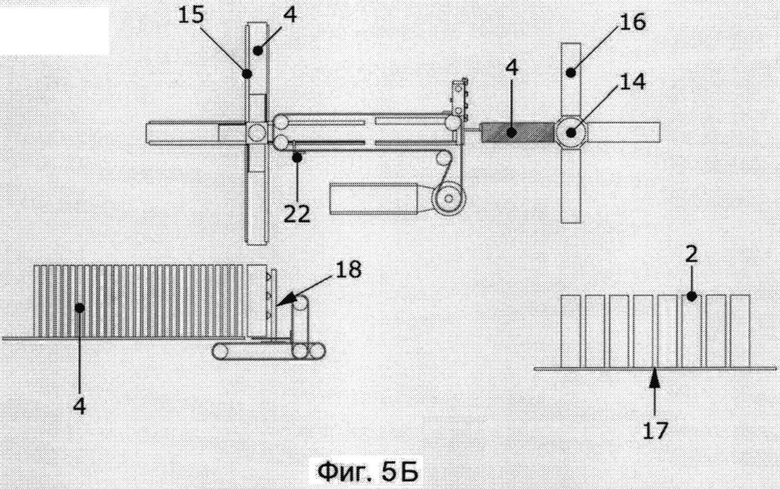
Фиг.2Б-5Б вид сбоку на разливочную машину согласно фиг.1А для наглядного объяснения принципа действия.
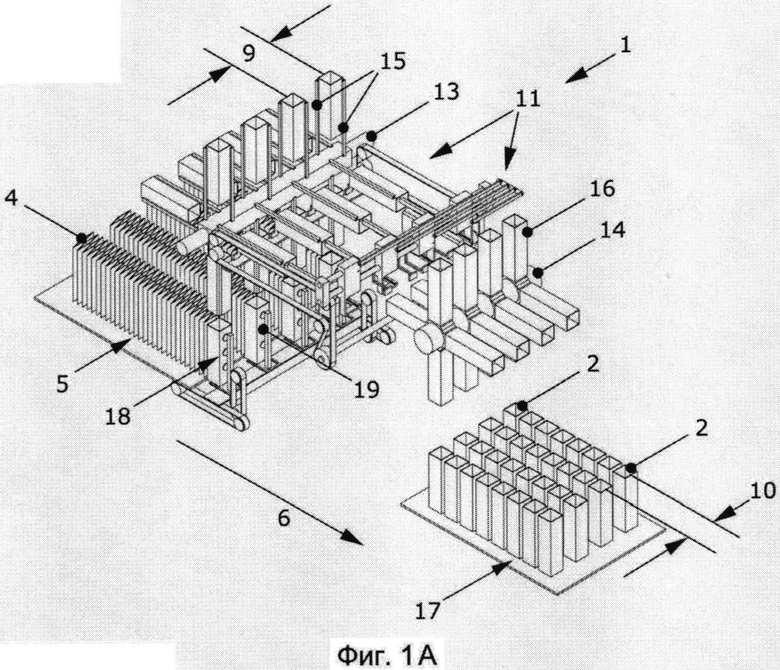
На фиг.1А, 1Б частично показана разливочная машина (1) для розлива жидких пищевых продуктов в упаковочные емкости (2), причем разливочная машина (1) имеет четыре параллельно проходящих подающих линии (3а-d), к которым из четырех магазинов (5) подводятся плоско сложенные упаковочные оболочки (4) для изготовления упаковочных емкостей (2). Упаковочные оболочки (4) и изготовленные затем из них упаковочные емкости (2) различными транспортными средствами транспортируются в общем направлении (6) транспортировки вдоль подающих линий (3а-d) от магазинов (5) к неизображенному ради обзорности устройству вывоза заполненных упаковочных емкостей (2) в конце разливочной машины.
На переднем в направлении (6) транспортировки конце каждого магазина (5) расположен заборно-раскрывающий агрегат (18) для плоско сложенных упаковочных оболочек (4), с помощью которого упаковочные оболочки (4) вынимаются из магазина (5) и подводятся к подающим линиям (3а-d).
Все подающие линии (3а-d) имеют первый участок (7) равной длины и в направлении (6) транспортировки за ним второй участок (8). Расстояние (9) между подающими линиями (3а-d) на первом участке (7) поперек хода подающих линий (3а-d) больше, чем расстояние (10) поперек хода подающих линий (3а-d) на втором участке (8). Как видно, прежде всего, из вида сверху на фиг.1Б, в изображенном примере выполнения все подающие линии (3а-d) проходят с боковым смещением (12) относительно первого участка (7). Между первым и вторым участками (7, 8) подающих линий (3а-d) расположен манипулятор (11).
Разливочная машина (1) имеет на первом участке (7) первое транспортное колесо (13) для транспортировки раскрытых упаковочных оболочек (4) и в направлении (6) транспортировки за манипулятором (11) второе транспортное колесо (14). Оси вращения обоих транспортных колес (13, 14) проходят поперек подающих линий (3а-d). Первое транспортное колесо (13) выполнено в виде так называемого колеса с ячейками, которое имеет несколько простирающихся в радиальном направлении наружу первых приемных элементов, каждый из которых образован двумя профилированными стержнями, которые могут быть приложены в качестве опоры к расположенным напротив друг друга по диагонали продольным кромкам раскрытой упаковочной оболочки (4). Стержни выполнены, например, в виде углового профиля, как это видно на фиг.2А. По контуру первого транспортного колеса (13) со смещением на 90° расположено четыре ряда с параллельными приемными элементами (15). Второе транспортное колесо (14) отличается от первого транспортного колеса (13) тем, что вторые приемные элементы (16) выполнены в виде оправок, на которые надеваются раскрытые упаковочные оболочки (4). Оба транспортных колеса (13, 14) прерывисто вращаются от неизображенного привода шагами по 90° вокруг проходящей горизонтально и поперек подающих линий (3а-d) оси вращения транспортных колес (13, 14).
Расстояние между первыми приемными элементами (15) первого транспортного колеса (13) соответствует расстоянию (9) между подающими линиями (3а-d) на первом участке (7), в то время как меньшее расстояние между вторыми приемными элементами (16) второго транспортного колеса (14) соответствует расстоянию (10) между подающими линиями (3а-d) на втором участке (8).
По контуру выполненного в виде колеса с оправками второго транспортного колеса (14) расположено устройство для изготовления дна упаковки. После изготовления дна упаковки второе транспортное колесо (14) передает упаковочную емкость (2) на неизображенный детально циркулирующий ленточный конвейер (17), который транспортирует упаковочную емкость сквозь неизображенное стерильное пространство до устройства выгрузки на выходе разливочной машины. Для того чтобы обеспечить точное позиционирование упаковочных емкостей (2) на ленточном конвейере (17), он имеет, как правило, расширяющиеся кверху карманообразные приемные элементы для упаковочных емкостей (2), так что они пошагово транспортируются через разливочную машину (1) дальше с остающимися постоянными расстояниями (10) как поперек, так и вдоль направления (6) транспортировки.
Разливочная машина согласно изобретению работает, как описано ниже.
Плоско сложенные упаковочные оболочки (4) подводятся известным образом к расположенным друг возле друга магазинам (5) в вертикальном положении. Неизображенные ради обзорности фиксирующие элементы магазинов (5) держат плоско сложенные упаковочные оболочки в изображенной на фиг.1-5 упорядоченной стопке. Для извлечения плоско сложенных упаковочных оболочек (4) из магазина (5) присосы (19) заборно-раскрывающего агрегата (18) захватывают по центру одну из двух передних поверхностей упаковочной оболочки (4) и вытягивают одну упаковочную оболочку из стопки. Кроме того, при движении заборно-раскрывающего агрегата (18) в направлении (6) транспортировки фиксирующие элементы удерживают не схваченную присосами переднюю поверхность упаковочной оболочки (4), вследствие чего упаковочная оболочка (4) раскрывается, пока не достигнет своего в примере выполнения квадратного поперечного сечения. Теперь раскрытые упаковочные оболочки (4) подталкиваются снизу в первые приемные элементы (15) первого транспортного колеса (13), которое вращается по часовой стрелке. Если теперь во все первые приемные элементы (15) поочередно загружено по одной раскрытой упаковочной оболочке (4), то каждая зафиксированная на правом на изображении горизонтальном первом приемном элементе (15) упаковочная оболочка (4) находится в зоне манипулятора (11), конструкция которого подробнее разъясняется с помощью фиг.2А, 2Б.
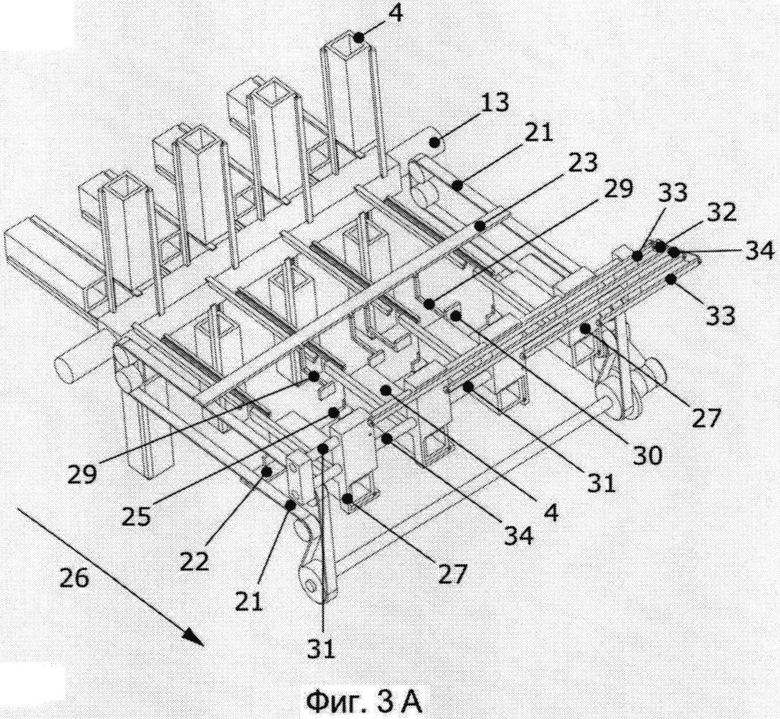
Манипулятор (11) состоит из приводимой в движение с помощью ведущего колеса (20) с обеих внешних продольных сторон манипулятора (11) ременной пары (21), на которой, перекрывая поперек направление (6) транспортировки и подающие линии (3а-d), расположены две траверсы (22, 23). На первой траверсе (22), которая находится на нижней ветви (24) ременной пары (21), размещены в соответствии с числом подающих линий (3а-d) четыре толкающих элемента (25), которые при движении ременной пары (21) по направлению стрелки (26) расположенными на толкающих элементах (25) сбрасывающими крючками снимают раскрытые упаковочные оболочки (4) с первых приемных элементов (15) транспортного колеса (13) и вставляют в расположенные далее в направлении (6) транспортировки держатели (27), предназначенные для приема упаковочных оболочек (4).
На фиг.3А видно, что в то время как траверса (22) вместе с толкающими элементами (25) движется по направлению стрелки (26), одновременно траверса (23), которая закреплена на верхней ветви (28) ременной пары (21), настолько смещается влево против направления стрелки (26), что расположенные на этой траверсе (23) в соответствии с числом подающих линий (3а-d) толкающие элементы (29) своими передвижными выступами (30) достигают сзади торцевых сторон вставленных перед этим в держатели (27) упаковочных оболочек (4). На фиг.2, 3 держатели (27) находятся на первом участке (7) в первой позиции в продолжении хода подающих линий (3а-d). В этой позиции держателей (27) активны первые толкающие элементы (25), как это, прежде всего, видно на фиг.3А.
После полного введения упаковочных оболочек (4) в держатели (27) упаковочные оболочки (4) движутся друг к другу за счет того, что держатели (27) приводятся во вторую позицию в продолжении хода подающих линий (3а-d) на втором участке (8). К тому же держатели (27) смещаются на свои направляющие (31) к центру разливочной машины (1). В дополнение к этому двойной поворотный рычаг (32) с помощью неизображенного привода поворачивается по часовой стрелке вокруг точки (34) вращения, вследствие чего с помощью штанг (33) между плечами двойного поворотного рычага (32) и отдельными держателями (27) они движутся друг к другу. К каждому плечу двойного поворотного рычага присоединено на шарнирах по две штанги (33), причем присоединенные на шарнирах к внешним концам плеч штанги (33) создают большее боковое смещение (12) обоих крайних держателей (27), которые приданы подающим линиям (3а и 3d), чем приданные обеим средним подающим линиям (3b и 3с) держатели (27) сдвигаются друг к другу штангами (33), присоединенными на шарнирах к двойному поворотному рычагу (32) дальше внутри.
За счет того, что держатели приводятся таким образом в изображенную на фиг.4 и 5 вторую позицию в продолжении хода подающей линии на втором участке (8), задние по направлению движения торцевые стороны упаковочных оболочек (4) попадают в зону действия передвижных выступов (30) толкающих элементов (29), как это видно, прежде всего, на фиг.4А.
За счет изменения направления движения ременной пары (21) на направление против указанного стрелкой (26) упаковочные оболочки (4) с помощью толкающих элементов (29) с их передвижными выступами (30) выдвигаются из держателей (27) в направлении подающих линий (3а-d) на втором участке (8), как это видно, прежде всего, на фиг.5А. При этом изображенные на фиг.1, лежащие в левом горизонтальном положении оправки второго транспортного колеса (14) принимают упаковочные оболочки (4). При таком выдвижении упаковочных оболочек (4) из держателей (27) и одновременной передаче на расположенное далее транспортное колесо (14) первые толкающие элементы (25) снова перемещаются на нижней ветви (24) в изображенную на фиг.2А и фиг.5А исходную позицию, чтобы снять с первых приемных элементов (15) повернувшегося тем временем дальше на 90° по часовой стрелке первого транспортного колеса (13) следующие упаковочные оболочки (4). Согласованно с этим движением двойной поворотный рычаг (32) поворачивается назад, против часовой стрелки, в первую позицию, в которой держатели (27) находятся в продолжении хода подающих линий (3а-d) на первом участке (7) (фиг.2, 3).
После этого снова начинается цикл снятия и ввода упаковочных оболочек (4) в держатели (27), которые находятся в первой позиции.




Машина содержит проходящие в направлении транспортировки подающие линии, к которым подводят упаковочные оболочки для изготовления емкостей и вдоль которых транспортируются оболочки или же изготовленные из них емкости. Причем подающие линии содержат первый участок и за ним в направлении транспортировки второй участок, на которых подающие линии проходят параллельно друг другу. При этом расстояние по меньшей мере между двумя подающими линиями на первом и втором участках поперек хода подающих линий имеет различную величину, так что по меньшей мере одна из двух подающих линий на втором участке проходит с боковым смещением относительно первого участка, а в направлении транспортировки перед вторым участком расположен манипулятор, который принимает оболочки или же емкости от подающих линий на первом участке и передает их на подающие линии на втором участке. Способ содержит подвод упаковочных оболочек для изготовления емкостей на проходящие в направлении транспортировки подающие линии разливочной машины, транспортировку оболочек или же изготовленных из них емкостей вдоль первого участка и лежащего за ним в направлении транспортировки второго участка подающих линий, на которых подающие линии проходят параллельно друг другу, прием оболочек или же емкостей с подающих линий на первом участке и их передача на подающие линии на втором участке посредством манипулятора. Причем расстояние по меньшей мере между двумя подающими линиями на первом и втором участках поперек хода подающих линий имеет различную величину, так что по меньшей мере одна из двух подающих линий на втором участке проходит с боковым смещением относительно первого участка. Группа изобретений обеспечивает повышение компактности и удобство обслуживания. 2 н. и 10 з.п. ф-лы, 10 ил.
1. Разливочная машина для розлива продуктов в упаковочные емкости, причем упаковочная машина имеет несколько проходящих в направлении транспортировки подающих линий, к которым подводятся упаковочные оболочки для изготовления упаковочных емкостей и вдоль которых в направлении транспортировки транспортируются упаковочные оболочки или же изготовленные из них упаковочные емкости, отличающаяся тем, что
- подающие линии (3а-d) имеют первый участок (7) и за ним в направлении (6) транспортировки второй участок (8), на которых подающие линии (3а-d) проходят параллельно друг другу,
- причем расстояние (9, 10) по меньшей мере между двумя подающими линиями (3а-d) на первом и втором участках (7, 8) поперек хода подающих линий (3а-d) имеет различную величину, так что по меньшей мере одна из двух подающих линий на втором участке (8) проходит с боковым смещением (12) относительно первого участка (7), и
- в направлении (6) транспортировки перед вторым участком (8) расположен манипулятор (11), который принимает упаковочные оболочки (4) или же упаковочные емкости (2) от подающих линий (3а-d) на первом участке (7) и передает на подающие линии (3а-d) на втором участке.
2. Разливочная машина по п.1, отличающаяся тем, что расстояние (9) по меньшей мере между двумя подающими линиями (3а-d) на первом участке (7) больше, чем расстояние (10) на втором участке (8).
3. Разливочная машина по п.1, отличающаяся тем, что расстояние (9) между всеми подающими линиями (3а-d) на первом участке (7) больше, чем на втором участке (8).
4. Разливочная машина по одному из пп.1-3, отличающаяся тем, что
- манипулятор (11) имеет по одному приданному каждой подающей линии (3а-d) держателю (27) для упаковочных оболочек (4) или же упаковочных емкостей (2), посредством которых упаковочные оболочки (4) или же упаковочные емкости (2) являются перемещаемыми насквозь в направлении (6) транспортировки, и
- приданные проходящим с боковым смещением (12) подающим линиям (3а-d) держатели (27) подвижно направлены поперек хода подающих линий (3а-d) между первой и второй позициями, причем каждый подвижный держатель (27) в первой позиции находится в продолжении хода подающей линии (3а-d) на первом участке (7), а во второй позиции - в продолжении хода подающей линии (3а-d) на втором участке (8).
5. Разливочная машина по п.4, отличающаяся тем, что
- на первом участке (7) подающих линий (3а-d) расположено первое транспортное колесо (13) для транспортировки упаковочных оболочек (4) или же упаковочных емкостей (2), которое имеет несколько простирающихся в радиальном направлении наружу, параллельных первых приемных элементов (15), расстояние между которыми в осевом направлении соответствует расстоянию (9) между подающими линиями (3а-d) на первом участке (7), и
- на втором участке (8) подающих линий (3а-d) расположено второе транспортное колесо (14) для транспортировки упаковочных оболочек (4) или же упаковочных емкостей (2), которое имеет несколько простирающихся в радиальном направлении наружу, параллельных вторых приемных элементов (16), расстояние между которыми в осевом направлении соответствует расстоянию между подающими линиями (3а-d) на втором участке (8),
- манипулятор (11) в первой позиции держателей (27) имеет активные первые толкающие элементы (25), которые снимают упаковочные оболочки (4) или же упаковочные емкости (2) с выровненных по держателям (27) первых приемных элементов (15) первого транспортного колеса (13) и вставляют в держатели (27), и
- манипулятор (11) во второй позиции держателей (27) имеет активные вторые толкающие элементы (29), которые выдвигают упаковочные оболочки (4) или же упаковочные емкости (2) из держателей (27) в направлении выровненных по держателям (27) вторых приемных элементов (16) второго транспортного колеса (14).
6. Разливочная машина по п.5, отличающаяся тем, что первые и вторые толкающие элементы (25, 29) имеют общий привод.
7. Разливочная машина по п.4, отличающаяся тем, что держатели (27) с помощью рычажного механизма (32, 33) выполнены с возможностью синхронного перемещения между первой и второй позициями.
8. Разливочная машина по п.5 или 6, отличающаяся тем, что держатели (27) с помощью рычажного механизма (32, 33) выполнены с возможностью синхронного перемещения между первой и второй позициями.
9. Способ, включающий в себя:
- подвод упаковочных оболочек (4) для изготовления упаковочных емкостей (2) на несколько проходящих в направлении транспортировки подающих линий (3а-d) разливочной машины (1) для розлива продуктов в упаковочные емкости,
- транспортировку упаковочных оболочек (4) или же изготовленных из них упаковочных емкостей (2) вдоль первого участка (7) и лежащего за ним в направлении (6) транспортировки второго участка (8) подающих линий (3а-d), на которых подающие линии (3а-d) проходят параллельно друг другу,
- прием упаковочных оболочек (4) или же упаковочных емкостей (2) с подающих линий (3а-d) на первом участке (7) и их передача на подающие линии (3а-d) на втором участке (8) посредством манипулятора (11), причем расстояние (9) по меньшей мере между двумя подающими линиями (3а-d) на первом и втором участках (7, 8) поперек хода подающих линий (3а-d) имеет различную величину, так что по меньшей мере одна из двух подающих линий на втором участке (8) проходит с боковым смещением (12) относительно первого участка (7).
10. Способ по п.9, отличающийся тем, что
- упаковочные оболочки (4) или же упаковочные емкости (2) перемещают насквозь в направлении (6) транспортировки посредством приданного каждой подающей линии (3а-d) держателя (27) и приданные проходящим с боковым смещением (12) подающим линиям (3а-d) держатели (27) приводят поперек хода подающих линий (3а-d) в первую и вторую позиции,
- причем держатели (27) приводят в первую позицию в продолжении хода подающих линий (3а-d) на первом участке (7), и упаковочные оболочки (4) или же упаковочные емкости (2) с помощью первых толкающих элементов (25) принимают с подающих линий (3а-d) и вставляют в держатели (27), и
- затем держатели (27) приводят во вторую позицию в продолжении хода подающих линий (3а-d) на втором участке (8) и упаковочные оболочки (4) или же упаковочные емкости (2) с помощью вторых толкающих элементов (29) выдвигают из держателей (27) в направлении подающих линий (3а-d) на втором участке (8).
11. Способ по п.9 или 10, отличающийся тем, что подведенные к подающим линиям (3а-d), плоско сложенные упаковочные оболочки (4) на первом участке (7) подающих линий (3а-d) раскрывают в прямоугольные рукава, и после этого посредством манипулятора (11) происходит прием раскрытых упаковочных оболочек (4) с подающих линий (3а-d) и их передача на подающие линии на втором участке (8), причем расстояние (9) между всеми подающими линиями (3а-d) на первом участке (7) больше, чем на втором участке (8).
12. Способ по п.10, отличающийся тем, что держатели (27) с помощью рычажного механизма (32, 33) синхронно перемещают из первой позиции во вторую и наоборот.
| DE102008041109 A1, 11.02.2010 | |||
| DE 4142167 A1, 17.06.1993 | |||
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК В УПАКОВОЧНУЮ МАШИНУ | 1999 |
|
RU2228889C2 |

