Настоящее изобретение относится к новой модульной производственной системе для составов. Также настоящее изобретение относится к способу изготовления составов, например лаков, с использованием модульной производственной системы.
Уровень техники
Составы, то есть более или менее сложные многокомпонентные системы, и их производство являются главной составляющей различных отраслей промышленности. Примерами могут служить лакокрасочная, пищевая или медицинская промышленность. Соответствующие составы изготавливают путем физического смешивания жидких (текучих) и твердых веществ (сырьевых материалов). Как правило, необходимые для производства твердые вещества (например, пигменты и наполнители в лакокрасочной промышленности) в предшествующих стадиях переводят в жидкую форму (пасты, измельченные продукты), а затем их используют в виде этих промежуточных продуктов при фактическом производстве. Также часто в производстве в виде таких промежуточных продуктов используют предварительно смешанные сырьевые материалы, такие как смолы, растворители и добавки (в виде составных лаков).
Широкий ассортимент производимых продуктов, то есть составов, которые существуют в промышленном производстве, часто связан с не менее огромной сложностью используемых сырьевых материалов и промежуточных продуктов (вместе также называемых исходными материалами для производства составов). Типичные порядки величин, например, в области производства автомобильных лаков, находятся в диапазоне примерно от 100 до 1000 исходных материалов, а иногда и более 1000 продуктов (готовые лаки, а также полные компоненты лаков, в особенности основные лаки и компоненты отвердителя в двухкомпонентных лаках) в различных семействах продуктов (грунтовки, наполнители, базисные лаки, прозрачные лаки и т.п.). Это приводит к тому, что многие продукты производят весьма нерегулярно, в небольших количествах и в виде штучных материалов. Вследствие этого исходные материалы также используют в больших количествах в качестве штучных материалов.
Чтобы противостоять связанной с исходными материалами сложности в предшествующем уровне техники существуют различные подходы к преобразованию все еще распространенной формы серийного производства в непрерывный или полунепрерывный производственный процесс, при котором исходные материалы дозируют, например, через главную линию и уже предварительно смешаны в ней, или же их добавляют непосредственно через отдельные линии подачи в одно смесительное устройство. В этом случае для установки необходимого массового расхода исходных материалов для получения продукта в рамках спецификации, а также для непрерывного контроля качества подлежащего производству продукта предусмотрены различные измерительные устройства, которые регистрируют важные параметры продукта, такие как вязкость, значение рН или цвет во время производственного процесса на влажном материале. При этом изготовленный материал для составов, который выходит за пределы спецификаций, отбрасывается или с большими затратами через системы циркуляционных труб снова понемногу подмешивается в основной поток исходных материалов и/или смесительное устройство, и там смешивается с изготовленным после установки правильных производственных параметров материалом, до получения находящегося в пределах спецификации продукта. Непрерывно или полунепрерывно производимый состав затем переносится через соответствующие установки для розлива в определенные единицы груза (упаковочные средства для доставки) и доставляется в качестве штучного товара.
Соответствующие концепции и/или измерительные устройства, в частности, для мокрого химического измерения цветовых свойств лаков, таких как лаки для автомобилей, описаны в WO 2013/081812 A1, WO 99/41003 A1, WO 2004/081685 А1 или WO 02/075285 А2.
Описанным способом можно добиться по меньшей мере упрощения или повышения эффективности фактического производства составов, в частности лаков.
Однако известные концепции упускают из виду тот факт, что основной проблемой является не только сложность в получении конкретного состава.
Гораздо сложнее подобающим образом справиться с производством широкого спектра составов с различными свойствами и множеством различных исходных материалов, что весьма желательно в промышленном производстве.
При этом следует принимать во внимание связанную с производством важность целевой транспортировки исходных материалов, необходимых для производства (значительная доля из которых также представляет собой штучные товары) из центрального узла хранения в пункты передачи на производственную площадку. Не менее важным является контролируемое складирование исходных материалов в блок подготовки. Во многих областях, особенно в области лакокрасочного производства, перед использованием также необходимо подвергнуть различные исходные материалы специальной предварительной обработке (гомогенизация путем встряхивания, размешивания и/или качания, а также нагревания). В этой связи также важно однозначно маркировать продукты, произведенные как штучные товары (после заполнения в соответствующую транспортировочную упаковку), хранить их до отправки клиенту и в случае заказа на отгрузку целенаправленно отправлять их в соответствующий пункт перемещения для отгрузки.
Задача
Задача настоящего изобретения состояла в том, чтобы предоставить систему, которая не только обеспечивает промышленное производство различных составов, но также решает проблему эффективной организации подготовки, обеспечения, приема и выгрузки исходных материалов и продуктов, получаемых в больших количествах в виде штучных грузов. При этом система должна быть устроена так, чтобы она позволяла, с одной стороны, осуществлять контролируемый прием, а также целенаправленную и определенную графиком производства транспортировку поступающих в виде штучных грузов исходных материалов из одного блока подготовки на производственную площадку, а с другой стороны гарантировала бы соответствующим образом контролируемую транспортировку изготовленных продуктов с производственной площадки в приемный блок, а также контролируемое принятие на склад соответственно промежуточное хранение и помимо этого выгрузку этих продуктов.
Техническое решение
Была разработана новая модульная производственная система для составов, включающая в себя:
(1) блок для производства и розлива составов, а также:
(2) соединенный з блоком (1) блок для приема и выгрузки штучных материалов (S) и единиц груза (L), а также для обеспечения штучных материалов (S), включающий в себя:
(2.1) подблок подготовки пустых единиц груза (L) и заполненных штучным грузом единиц груза (L),
(2.2) приемный подблок для приема пустых единиц груза (L) и заполненных штучным грузом единиц груза (L),
(2.3) разгрузочный подблок для выгрузки пустых единиц груза (L) и заполненных штучным грузом единиц груза (L), а также
(2.4) подблок обеспечения для обеспечения штучных материалов (S) для производства составов, причем подблок обеспечения имеет устройства (V),
где устройства (V) содержат:
(V.1) средства для автоматической стыковки стандартизированных единиц груза (sL),
(V.2) средства для автоматического извлечения определенных количеств находящихся в стандартизированных единицах груза (sL) штучных материалов и
(V.3) средства для перемещения определенных количеств из (V.2) в блок (1),
причем блок (2), кроме того, содержит средство (М) для автоматической транспортировки единиц груза внутри и между блоками и подблоками производственной системы.
Новая модульная производственная система в дальнейшем также обозначена как производственная система в соответствии с изобретением и поэтому является объектом настоящего изобретения. Предпочтительные варианты осуществления и другие объекты настоящего изобретения станут очевидными из приведенного ниже описания, а также зависимых пунктов формулы изобретения.
Новая модульная производственная система позволяет обеспечить эффективную и частично или полностью автоматизированную организацию обработки исходных материалов и продуктов, произведенных в виде штучных материалов, а также соответствующих единиц груза, которые заполнены или должны быть заполнены штучными товарами. В частности, можно гарантировать, что в рамках сложной производственной системы подача, подготовка и обеспечение, выгрузка и при необходимости предварительная обработка штучных материалов и производственных единиц происходят в нужное время в нужном месте и таким образом становится возможным чрезвычайно эффективный производственный процесс - начиная с подачи исходных материалов до выгрузки продуктов.
Описание
Производственная система
Предлагаемая в изобретении производственная система представляет собой модульную систему. Следовательно, она состоит из нескольких модулей или блоков, в частности, блока (1) для производства и розлива составов, а также соединенного с блоком (1) блока (2) для приема и выгрузки штучных материалов (S) и единиц груза (L), а также для обеспечения штучных материалов (S).
При этом в соответствии с изобретением термин «модуль» или «блок» или «подблок» описывает поддающиеся разграничению свойства и отдельные функции соответствующего модуля или соответствующего блока или подблока. Не обязательно, чтобы два блока были четко разделены друг от друга пространственно или физически, и/или чтобы один блок представлял собой пространственно и/или физически индивидуализированный участок. Так, например, подблок обеспечения может включать в себя множество различных участков, в которых расположены устройства (V). Эти участки могут находиться непосредственно рядом или друг над другом. Однако точно так же они могут быть полностью или частично пространственно отделены друг от друга, и в этом случае, например, другие участки, блоки или части блоков производственной системы расположены в соответствующих разделительных участках.
Модульная производственная система в соответствии с изобретением содержит, прежде всего, блок (1) для производства и розлива составов, предпочтительно жидких составов. Выражение «блок для производства и розлива составов», очевидно, означает, что данный блок должен быть пригоден для производства и розлива составов. В принципе, возможна любая мыслимая форма блока производства и розлива, известная специалисту в данной области техники. В качестве единственного заданного критерия следует отметить, что блок (1) должен иметь средства, с помощью которых могут быть приняты автоматически переносимые из блока (2) определенные количества штучных материалов для производства составов (см. также признак, поясненный ниже (V.3), из которого в неявном виде вытекает признак блока (1), указанный выше).
Штучные товары (S) для производства составов должны быть приравнены к получаемым в виде штучных материалов (S) сырьевым материалам и промежуточным продуктам.
Предпочтительно, помимо этого, блок (1) пригоден для производства и заполнения любой формы жидких промежуточных продуктов. Это относится как к промежуточным продуктам, полученным из твердых и жидких сырьевых материалов, так и к промежуточным продуктам, полученным только из жидких сырьевых материалов. То же самое относится к промежуточным продуктам, которые производят из ранее полученных промежуточных продуктов или из ранее полученных промежуточных продуктов и твердых и/или жидких сырьевых материалов. Таким образом, блок (1) предпочтительно подходит для производства, например, пигментных паст и составных лаков. Эти пигментные пасты и составные лаки могут, в свою очередь, быть использованы в качестве исходного материала для изготовления составов (т.е. продуктов).
Другие предпочтительные варианты осуществления блока (1) описаны в дальнейшем.
Блок (2)
Кроме того, модульная производственная система в соответствии с изобретением включает в себя соединенный с блоком (1) блок (2) для приема и выгрузки штучных материалов (S) и единиц груза (L), а также для обеспечения штучных материалов (S).
Формулировка «блок для приема и выгрузки штучных материалов (S) и единиц груза (L), а также для обеспечения штучных материалов (S)» означает, очевидно, что указанный блок должен быть пригоден для приема и выгрузки штучных материалов (S) и единиц груза (L), а также для обеспечения штучных материалов (S).
Блок (2) соединен с блоком (1). Следовательно, оба блока находятся в контакте друг с другом и связаны друг с другом. Эта связь представлена по меньшей мере, но не обязательно исключительно, в виде описанных в дальнейшем более подробно средств (V.3); то есть средств для перемещения определенных количеств штучных грузов в блок (1).
Блок (2) содержит, прежде всего, один подблок (2.1) подготовки пустых единиц груза (L) и заполненных штучным грузом единиц груза (L).
В контексте настоящего изобретения выражение «подготовка» следует понимать, в частности, также как отличающееся от понятия «обеспечение» следующим образом. В то время как «обеспечение» компонента с точки зрения времени и физических свойств означает прямое и немедленное обеспечение этого компонента, под «подготовкой» компонента имеют в виду осуществляемое при подготовке и в ожидании необходимого обеспечения краткосрочное хранение этого компонента. Затем это краткосрочное хранение происходит в положении, из которого компонент может быть легко транспортирован в место обеспечения. В частности, обычно не предусматривают, что компонент должен храниться в течение более длительного периода в месте подготовки, как это происходит, например, в предусмотренных для этой цели хранилищах. Под краткосрочным хранением в смысле подготовки в данном случае следует в особенности понимать хранение до 48 часов, рассчитанное исходя из приема компонента в подблок (2.1) до применения или первого применения. Указание «первое применение» относится к описанным более подробно ниже стандартизированным единицам груза (sL), которые заполнены исходными материалами, то есть сырьем или промежуточными продуктами и из которых во время первого применения извлекается только часть исходного материала. По этой причине затем частично опустошенную единицу груза транспортируют обратно в ее положение в блок подготовки (2.1) и хранят готовой для следующего использования.
Пустые единицы груза (L) могут представлять собой, например, упаковочные средства одноразового пользования и упаковочные средства многоразового пользования, которые подготавливают, чтобы в случае необходимости их можно было переместить вручную или автоматически при прохождении описанного ниже блока выгрузки в блок (1), чтобы там можно было разливать произведенные составы. Соответствующие пустые упаковочные средства многоразового пользования, очевидно, предпочтительно очищают перед приемом и подготовкой в блоке (2).
Заполненные штучными товарами (S) единицы груза (L) могут представлять собой упаковочные средства одноразового пользования и упаковочные средства многоразового пользования, которые были заполнены в блоке (1) произведенными там продуктами (составами), приняты через описанный в дальнейшем подблок (2.2) в блок (2) и затем должны быть подготовлены до выгрузки через описанный в дальнейшем подблок (2.3) для принятия на склад для длительного хранения или для прямой поставки клиенту.
Заполненные штучными товарами (S) единицы груза (L), в частности, могут также представлять собой поставляемые поставщиками сырья в определенных единицах груза сырьевые материалы (заполненная сырьевыми материалами оригинальная тара). Такие единицы груза хранят в готовом виде, например, чтобы сделать возможным оперативное перемещение в стандартизированные единицы груза (sL). Точно так же, речь может также идти и об описанных ниже более подробно стандартизированных единицах груза (sL), которые заполнены исходными материалами, т.е. сырьевыми материалами или промежуточными продуктами. Такое заполнение сырьевыми материалами предпочтительно происходит в описанном ниже предпочтительном модуле (3) для переливания сырьевых материалов из оригинальной тары в стандартизированные единицы груза (sL). Такое заполнение промежуточными продуктами предпочтительно происходит в блоке (1), который, как описано выше предпочтительно также подходит для производства промежуточных продуктов. Подготовка этих компонентов затем позволяет обеспечить оперативное обеспечение компонентов для производства через подблок (2.4).
Вследствие этого пустые единицы груза (L) также могут представлять собой, например, опустошенную оригинальную тару, которую получают, например, из модуля (3), чтобы выгрузить ее из общей системы (т.е. модульной производственной системы) через модуль (2), однако из-за других процессов с более высоким приоритетом прямая выгрузка является невозможной. Тем не менее, они могут представлять собой, в частности, стандартизированные единицы груза (sL), которые должны быть подготовлены для заполнения сырьевыми материалами и/или промежуточными продуктами. Соответствующие пустые единицы груза (sL), очевидно, предпочтительно очищают перед приемом и подготовкой в блоке (2).
Подблок (2.1) предпочтительно служит для подготовки пустых единиц груза (L) и заполненных штучными товарами (S) единиц груза (L), причем при этом по меньшей мере, но не обязательно, они включают в себя:
(i) пустые упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(ii) заполненные составами упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(iii) заполненную сырьевыми материалами оригинальную тару,
(iv) заполненные сырьевыми материалами стандартизированные единицы груза (sL),
(v) заполненные промежуточными продуктами стандартизированные единицы груза (sL), и
(vi) пустые очищенные стандартизированные единицы груза (sL).
Подблок (2.1) может быть спроектирован, например, в виде центрального блока, например, в виде складской системы с высокими стеллажами. Подобные складские системы с высокими стеллажами известны в промышленном производстве и логистике. В частности, они могут быть сооружены очень высоко и таким образом, экономить пространство, например, от 5 до 50 метров в высоту. При этом могут иметься сотни или даже тысячи позиций для подготовки компонентов или пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L). При этом вышеупомянутые компоненты могут быть также подготовлены на поддонах. Как правило, складские системы с высокими стеллажами подобного рода состоят из стальных конструкций, расположенных внутри самонесущего здания или даже, представляют собой несущую конструкцию внутри здания. Между отдельными стеллажами или блоками стеллажей, как правило, расположены коридоры, с помощью которых, в частности, описанные ниже средства (М) имеют доступ к позициям подготовки.
Блок (2) подходит для приема и выгрузки штучных материалов (S) и единиц груза (L), поэтому имеет средства, позволяющие осуществлять соответствующий прием и выгрузку.
Под штучными материалами (S) следует понимать общее определение, прежде всего, типов грузов, которые упакованы в единицу груза для сохранения формы, в той степени, в которой их можно рассматривать как транспортную единицу во время операций транспортировки или хранения. Эти транспортные единицы (как количества), особенно в отличие от массовых грузов, сравнительно невелики и находятся, например, в пределах от всего лишь нескольких килограммов до максимум нескольких тонн. Причиной меньшей величины отдельных транспортных единиц является, в частности, сравнительно низкий, а отчасти и нерегулярный спрос на крупных производственных предприятиях.
В контексте настоящего изобретения в качестве штучных материалов (S) пригодны исходные материалы для производства составов, а также изготовленные составы (т.е. продукты).
Возможная группа исходных материалов, в более узком смысле также называемая сырьевыми материалами, представляет собой, например, отверждаемые физически, термически и/или актиничным излучением смолы в качестве связующих веществ, соответствующие сшивающие агенты, специальные органические растворители, реакционноспособные разбавители, окрашивающие и/или придающие эффект или прозрачные пигменты, наполнители, молекулярнодисперсные растворимые красители, наночастицы, а также добавки, такие как светостабилизаторы, антиоксиданты, деаэраторы, эмульгаторы, добавки, улучшающие скольжение, ингибиторы полимеризации, инициаторы полимеризации, промоторы адгезии, средства, улучшающие розлив, пленкообразующие вспомогательные средства, вещества, контролирующие образование наплывов (SCA), огнезащитные средства, ингибиторы коррозии, воски, сиккативные агенты, биоциды и матирующие средства.
Другой возможной группой исходных материалов, в более узком смысле также называемых промежуточными продуктами являются те, которые получают из по меньшей мере двух сырьевых материалов, как описано выше, и затем используют в качестве исходных материалов для производства составов. При этом они представляют собой, например, пигментные пасты и пасты наполнителей, которые получают путем смешивания (твердых) пигментов и/или наполнителей со смоляными компонентами и растворителями, такими как вода или органические растворители. Также возможны смеси пигментов и/или наполнителей, которые являются твердыми как таковые. Другим примером являются не содержащие пигментов и наполнителей составные лаки, в которых смешаны друг с другом различные сырьевые материалы, такие как смолы в качестве связующие веществ, растворители и различные добавки.
Полученные в виде штучных материалов (S) сырьевые материалы и промежуточные продукты можно также называть штучными материалами (S) для производства составов.
Описанные более подробно выше сырьевые материалы и промежуточные продукты, то есть исходные материалы для производства составов, в частности представляют собой материалы, используемые для производства лаков, таких как, например, автомобильные лаки. Соответственно предпочтительные составы, то есть продукты, в контексте настоящего изобретения также представляют собой лаки, в частности, такие как автомобильные лаки. Точно так же включены составы из других отраслей промышленности, таких как пищевая промышленность или медицинская промышленность.
Соответствующие исходные материалы и продукты в виде штучных материалов могут быть твердыми или жидкими (текучими). Твердое или жидкое (текучее) состояние в контексте настоящего изобретения, если не указано иное, в каждом случае относится к температуре 20°С, нормальному давлению (1013,25 гПа), а также напряжению сдвига 1000 с-1 в течение одной минуты. Если в этих условиях вязкость компонента составляет не более 10000 мПа⋅с (измерено, например, с помощью прибора Rheomat RM 180 компании Mettler-Toledo), то обычно его называют жидким.
В качестве исходных материалов можно использовать, в частности, твердые сырьевые материалы (например, пигменты, наполнители) и жидкие сырьевые материалы (например, смолы в качестве связующих веществ, органические растворители), а также жидкие промежуточные продукты (например, пигментные пасты, составные лаки). В качестве продуктов (составов) в контексте настоящего изобретения предпочтение отдают жидким продуктам поскольку, в частности, они могут быть изготовлены при помощи модульной производственной системы.
Конечно, также возможно, например, сырьевые материалы и промежуточные продукты, которые должны быть использованы для производства составов, и при вышеописанных основных условиях не могут быть обозначены как жидкие, предварительно обрабатывать так, что они могут быть использованы по принятому в настоящей заявке определению как жидкий исходный материал (вязкость не более 10000 мПа⋅с). Такую предварительную обработку затем проводят в описанном ниже блоке предварительной обработки. При этом, исходный материал для снижения его вязкости, может быть, например, нагрет. Точно так же, например, тиксотропный исходный материал можно вращать, перемешивать, качать или встряхивать в течение определенного периода времени для достижения снижения вязкости.
Под единицами груза (L), в общем, в соответствии с общим определением следует понимать упаковку для приема грузов, такую как ящики, бочки, контейнеры, мешки и любые другие, допустимые и имеющиеся в наличии емкости, например, перечисленные ниже стандартизированные единицы груза (sL).
Блок (2) содержит приемный подблок (2.2) для приема пустых единиц груза (L) и заполненных штучным грузом единиц груза (L), а также подблок выгрузки (2.3) для выгрузки пустых единиц груза (L) и заполненных штучным грузом единиц груза (L).
Приемный блок (2.2) служит для приема пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L).
Пустые единицы груза (L) могут представлять собой, например, упаковочные средства одноразового пользования и упаковочные средства многоразового пользования, которые необходимо подготовить, чтобы по мере необходимости их можно было транспортировать вручную или автоматически при прохождении описанного ниже блока выгрузки в блок (1) для возможности заполнения произведенных там составов. Соответствующие пустые упаковочные средства многоразового пользования, очевидно, предпочтительно очищают перед приемом в блоке (2).
Следовательно, заполненные штучными материалами (S) единицы груза (L) могут быть упаковочными средствами одноразового пользования и упаковочными средствами многоразового пользования, которые были заполнены в блоке (1) произведенными там продуктами (составами).
Заполненные штучными материалами (S) единицы груза (L) также могут, в частности, представлять собой поставляемые поставщиками в определенных единицах груза сырьевые материалы (заполненная сырьевыми материалами оригинальная тара). Аналогичным образом, они могут представлять собой, описанные ниже более подробно стандартизированные единицы груза (sL), которые заполнены исходными материалами, то есть сырьевыми материалами или промежуточными продуктами.
Соответственно, пустые единицы груза (L), в частности, также могут представлять собой опустошенную оригинальную тару, которая должна быть получена, например, из модуля (3) для извлечения через модуль (2) из общей системы (то есть модульной производственной системы). В такой же степени они могут представлять собой стандартизированные единицы груза (sL), которые должны быть подготовлены для заполнения сырьевыми материалами и/или промежуточными продуктами. Соответствующие пустые единицы груза (sL) очевидно предпочтительно очищать перед приемом в блок (2).
Соответственно, приемный блок предпочтительно служит для приема пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L), причем в нем по меньшей мере, но не обязательно исключительно, содержатся:
(i) пустые упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(ii) заполненные составами упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(iii) заполненная сырьевыми материалами оригинальная тара,
(iv) заполненные сырьевыми материалами стандартизированные единицы груза (sL),
(v) заполненные промежуточными продуктами стандартизированные единицы груза (sL),
(vi) пустая оригинальная тара и
(vii) пустые очищенные стандартизированные единицы груза (sL).
Подблок выгрузки (2.3) служит для выгрузки пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L).
Пустые единицы груза (L) могут представлять собой, например, подготовленные упаковочные средства одноразового пользования и упаковочные средства многоразового пользования, которые, в случае необходимости должны быть перемещены вручную или автоматически из блока (2) в блок (1), чтобы там их можно было заполнить произведенными составами. То же самое относится к пустым стандартизированным единицам груза (sL), в которые должны быть заполнены промежуточные продукты, произведенные в блоке (1).
Таким образом, заполненные штучными материалами (S) единицы груза (L) представляют собой упаковочные средства одноразового пользования и упаковочные средства многоразового пользования, которые были заполнены в блоке (1) произведенными там продуктами (составами), через приемный блок были приняты в блок (2) и затем должны быть выгружены, например, для долгосрочного хранения на складе или для поставки клиенту из блока (2).
Также заполненные штучными материалами (S) единицы груза (L) могут представлять собой, в частности, поставляемые поставщиками в определенных единицах груза сырьевые материалы (заполненная сырьевыми материалами оригинальная тара). Эти единицы груза предпочтительно перемещают для осуществления переливания в модуле для переливания (3).
В принципе, также возможной, но не особенно предпочтительной, конечно же, является выгрузка заполненных сырьевыми материалами или промежуточными продуктами стандартизированных единиц груза (sL). Как правило, находящиеся в стандартизированных единицах груза (sL) сырьевые материалы и промежуточные продукты с помощью описанных в дальнейшем устройств (V) передают в блок (1) и таким образом подвергаются обработке. Однако из-за, например, кратковременных изменений в графике производственного процесса или из-за необходимых ремонтных работ, возможно, что уже заполненные стандартизированные единицы груза (sL) не понадобятся в более долгосрочной перспективе и поэтому должны быть вывезены из блока (2).
Соответственно, пустые единицы груза (L) также могут представлять собой, в частности, опустошенную оригинальную тару, которая должна быть выгружена из общей системы. Аналогичным образом, это могут быть стандартизированные единицы груза (sL), которые ранее были заполнены сырьевыми материалами и/или промежуточными продуктами, которые были опорожнены через устройства (V), и которые после этого должны быть выгружены из модуля (2), например, для очистки.
Следовательно, блок выгрузки предпочтительно предназначен для выгрузки пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L), причем в нем по меньшей мере, но не обязательно исключительно, содержатся:
(i) пустые упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(ii) заполненные составами упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(iii) заполненная сырьевыми материалами оригинальная тара,
(vi) пустые очищенные стандартизированные единицы груза (sL)
(vii) пустая оригинальная тара и
(viii) пустые, загрязненные стандартизированные единицы груза (sL).
Из описанного выше следует, что находящаяся в производстве модульная производственная система в соответствии с изобретением, предпочтительно включает в себя приведенные выше компоненты (i)-(viii).
То, как описанные выше относительно их функции блоки, то есть приемный подблок и подблок выгрузки, должны быть сконфигурированы технически, может быть без проблем определено и согласовано в индивидуальном порядке специалистом в данной области техники, исходя из предоставленных функциональных данных. Например, блоки могут быть сконфигурированы в виде ворот, дверей, проходов, отверстий или других пропусков, которые обеспечивают, например, один или несколько проходов от центрального подблока (2.1) к другим блокам общей системы или к участкам за пределами общей системы. При этом один или несколько проходов также могут быть частью как приемного подблока, так и подблока выгрузки.
В одном предпочтительном варианте осуществления приемный подблок и подблок выгрузки, в целом, содержат по меньшей мере три прохода, причем по меньшей мере три прохода являются частью как приемного подблока, так и подблока выгрузки,
и причем
по меньшей мере один из этих проходов обеспечивает прием в общую систему и выгрузку из общей системы между подблоком (2.1) и блоком для долгосрочного хранения, а также для приема и выгрузки пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L) (в дальнейшем также называют блоком (4)),
по меньшей мере один из этих проходов обеспечивает прием и выгрузку между подблоком (2.1) и блоком (1), и
по меньшей мере один из этих проходов обеспечивает прием и выгрузку между подблоком (2.1) и блоком (3).
Как уже было указано выше, предпочтительно модульная производственная система в соответствии с изобретением помимо этого содержит один соединенный с блоком (2) другой блок (3), в котором происходит перемещение, в частности, сырьевых материалов из оригинальной тары в стандартизированные единицы груза (sL). Эти сырьевые материалы могут представлять собой жидкие и твердые сырьевые материалы. Перемещение можно осуществлять, например, путем гравитационно управляемого, проводимого вручную розлива и засыпки. Также возможно управляемое насосом переливание жидких сырьевых материалов или роботизированное пересыпание твердых сырьевых материалов). Перемещенные таким образом сырьевые материалы или заполненные стандартизированные единицы груза (sL) затем снова принимают в модуль (2). Также возможно, что блок (3) соединен с предпочтительно имеющимся другим блоком общей системы, а именно с блоком хранения (5), в частности, для твердых сырьевых материалов. Твердые сырьевые материалы хранятся в нем, в особенности, в емкостях для долгосрочного хранения, например, бункерах большого объема. Преимущество такой концепции заключается в том, что, например, пригодные для долгосрочного хранения твердые сырьевые материалы могут быть приобретены не в виде штучного товара, а крупными партиями и, следовательно, более рентабельно. Соответствующий принцип хранения в емкостях большого объема равным образом учитывают, исходя из опыта, в отношении определенных жидких сырьевых материалов с высоким потреблением в производстве. Однако в этом случае потом предпочтительно не осуществляют перемещение в стандартизированные единицы груза (sL), а жидкие сырьевые материалы подают непосредственно на производство в блок (1). Для точности следует отметить, что последний принцип, конечно, по меньшей мере, в принципе также возможен в связи с твердыми сырьевыми материалами.
Из вышеизложенного также следует, что модульная производственная система в соответствии с изобретением предпочтительно наряду с этим содержит блок (4) для хранения соответственно долгосрочного хранения пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L). Блок (4) может служить, например, для хранения упаковочных средств одноразового пользования и упаковочных средств многоразового пользования, которые заполнены произведенными продуктами (составами) и должны храниться до доставки клиенту. Таким же образом в данном случае сырьевые материалы или промежуточные продукты могут храниться в оригинальной таре или стандартизированных единицах груза.
Тем самым блок (4) в отличие от подготовки в блоке (2.1) служит, прежде всего, для потенциального долгосрочного хранения различных штучных материалов, то есть возможного хранения, например, более 48 часов. Конечно же, также возможно более короткое хранение, например, при наличии заказа на отгрузку продукта. Таким образом, блок (4) в первую очередь служит для системной и организационной разгрузки подблока (2.1), поскольку в блоке происходит потенциально более длительное хранение пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L). В таком случае эти пустые единицы груза (L) и заполненные штучными материалами (S) единицы груза (L) представляют собой такие, которые в основном предусмотрены для приема в блок (2.1) и/или выгрузки из подблока (2.1). Таким образом, блок (4) предпочтительно также служит в качестве связующего звена между общей системой (производственной системой в соответствии с изобретением) и внешним миром соответственно окружающей средой. Так как через блок (4), в конечном счете, также в качестве буферной зоны для блока (2) соответственно подблока (2.1), с учетом производственных потребностей и требований клиента, можно осуществлять целевое хранение пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L). Сообразно этому блок (4) также предпочтительно имеет средства (проходы) для приема и выгрузки пустых единиц груза (L) и заполненных штучными материалами (S) единиц груза (L) в общую систему и из нее. Поэтому предпочтительно он также равным образом обладает соответствующими средствами (проходами) для приема из блока (2) соответственно подблока (2.1) и для выгрузки в блок (2) соответственно подблок (2.1).
Для этого блок (4) может быть расположен в непосредственной пространственной близости от блока (2) соответственно подблока (2.1). Тем не менее, он точно также может быть расположен на определенном пространственном расстоянии от него, например, для того чтобы соответствовать определенным аспектам безопасности или индивидуальным условиям расположения производственного объекта (например, структура здания). Затем может происходить соответствующий обмен, например, с помощью средств для транспортировки груза, таких как вилочные погрузчики.
Предпочтительно блок (4) имеет устройства для этикетирования единиц поставки и/или поддонов. Таким способом можно осуществлять оперативное этикетирование изготовленных в блоке (1) и в особенности заполненных в блоке (1.4) и маркированных материалов. Технические данные материала могут быть получены через центральный электронный блок управления, обработаны в устройствах для этикетирования и использованы при изготовлении этикетки.
Из указанного выше также следует, что модульная производственная система предпочтительно также содержит блок (5) для хранения на складе соответственно долгосрочного складирования не поставляемых в виде штучных материалов или поставляемых в виде массового груза твердых и/или жидких сырьевых материалы. В данном случае сырьевые материалы хранятся в емкостях большого объема, например, бункерах или баках и затем могут быть поданы через соответствующие системы подачи либо непосредственно на производство в блок (1) и/или после соответствующих процессов перемещения, например в блоке (3), через блок (2) поставляются на производство.
Блок (2), кроме того, содержит подблок обеспечения (2.4) для обеспечения штучных материалов (S) для производства составов, причем блок изначально имеет специальные устройства (V).
Устройства (V) имеют средства (V.1) для автоматической стыковки стандартизированных единиц груза (sL).
Под стандартизированными единицами груза (sL) следует понимать единицы груза (определение единицы груза см. выше), которые разработаны и стандартизированы в соответствии с их функцией, то есть унифицированы. Из признака (V.1), по сути, следует, что стандартизация должна распространяться (стыковка) по меньшей мере на обратимое соединение между единицей груза (sL) и устройствами (V) через средства (V.1).
Разумеется, стандартизация единиц груза (sL) также возможна и другим способом. Так могут быть стандартизированы единицы груза, независимо от описанной стыковки, относительно их объемной вместимости, геометрии формы или материала. Также возможно предусмотреть расположенное предпочтительно на верхней стороне единицы груза впускное отверстие для жидких или твердых веществ, стандартизированных в виде штучных материалов.
В принципе, может быть использован только один вид стандартизированных единиц груза (sL). Также возможно использование нескольких видов стандартизированных единиц груза (sL).
Предпочтение отдают использованию по меньшей мере двух видов стандартизированных единиц груза (sL), причем по меньшей мере один вид может обеспечивать перемещение жидких исходных материалов (sL для жидкостей) и по меньшей мере один вид перемещение твердых сырьевых материалов (sL для твердых веществ) в устройства (V). Как описано выше промежуточные продукты предпочтительно также производят через блок (1), причем это предполагает обеспечение твердых сырьевых материалов через блок (2).
Что касается стандартизации принципа стыковки, то в связи с единицами груза (sL для жидкостей), из которых следует брать жидкие исходные материалы, могут быть предусмотрены стандартизированное выпускное отверстие для жидкостей, а также стандартизированные насадки для стыковки со средствами (V.1) в нижней части единицы груза. Само собой разумеется, что выпускное отверстие для жидкостей при этом может быть обратно закрыто, соответственно открыто. Это может быть осуществлено, например, с помощью клапана с электронным управлением или механически соединяемого штекерного соединения. После стыковки посредством насадок выпускное отверстие для жидкостей направлено так, что в основном поток массы вещества может происходить из единицы груза (sL для жидкостей) в устройство (V). Таким образом, например, существует физическая связь между единицей груза (sL для жидкостей) и устройством (V), которая возникает по меньшей мере через насадки единицы груза (sL для жидкостей) и соответствующие стыковочные устройства на средствах (V.1), причем в этом состоянии выпускное отверстие для жидкостей может вдаваться, например, в устройство (V). В этом случае нижняя часть единицы груза предпочтительно выполнена так, что она оптимизирована для вытекания и, таким образом, способна к полному опустошению. Также предпочтительно, чтобы единицы груза (sL для жидкостей) имели стандартизированное впускное отверстие, предпочтительно расположенное в верхней части единицы груза, а именно автоматически открываемое и закрываемое впускное отверстие, например, шпунтовое отверстие с заглушкой для шпунтового отверстия, чтобы обеспечить автоматическое заполнение через описанный ниже подблок (1.4).
Единицы груза (sL для жидкостей) предпочтительно имеют приемную способность (объемная вместимость) от 250 до 1000 литров. Также единицы груза могут содержать, например, мешалки или нагревающие устройства, которые могут приводиться в действие, например, электрически или посредством сжатого воздуха. Следовательно, исходный материал, который был предварительно обработан, например, в описанном ниже подблоке предварительной обработки (2.5), также во время обеспечения, то есть в конечном итоге доставки на производство, можно еще перемешивать или нагревать. Таким способом можно гарантировать, что достигнутое в ходе предварительной обработки состояние исходного материала сохраняется в течение всего периода обеспечения. Типичными материалами для единиц груза (sL для жидкостей) являются, например, сталь марки 1.4301, 1.4541 или 1.4571. Впускные отверстия для заполнения единиц груза (sL для жидкостей) жидкими веществами предпочтительно расположены в верхней части. Площадь дна единицы груза составляет, например, около 100 × 120 сантиметров для использования в обычных транспортных системах.
Что касается стандартизации принципа стыковки, то в связи с единицами груза (sL для твердых веществ), из которых следует извлекать твердые исходные материалы, могут быть предусмотрены стандартизованное выпускное отверстие для твердых веществ, а также стандартизированные насадки для стыковки со средствами (V.1) в нижней части единицы груза. При этом само собой разумеется, что выпускное отверстие для твердых веществ может быть обратно закрыто, соответственно открыто. Это может быть реализовано, например, с помощью электронно управляемого конуса или шнекового дозатора, причем конус или шнеки также могут иметь съемные затворы. После стыковки посредством насадок выпускное отверстие для твердых веществ направлено так, что поток массы вещества в основном может следовать из единицы груза (sL для твердых веществ) в устройство (V). Таким образом, например, существует физическое соединение между единицами груза (sL для твердых веществ) и устройством (V), которое получается по меньшей мере посредством насадок единицы груза (sL для твердых веществ) и соответствующих стыковочных устройств на средствах (V. 1), причем в этом состоянии выпускное отверстие для твердых веществ может вдаваться, например, в устройство (V).
Единицы груза (sL для твердых веществ) предпочтительно имеют приемную способность (объемная вместимость) от 1 до 2 кубических метров. Типичными материалами для единиц груза (sL для твердых веществ) являются, например, сталь марки 1.4301, 1.4541 или 1.4571, а также синтетических материалов, таких как, в частности, проводящий полиэтилен. Впускные отверстия для заполнения единиц груза (sL для твердых веществ) твердыми веществами предпочтительно расположены в верхней части.
Как уже было указано выше, стандартизация распространяется на обратимое соединение между единицей груза (sL) и устройствами (V) через средства (V. 1).
Для этой цели средства (V.1) могут иметь стыковочные устройства, которые служат в качестве сопряженных деталей соответственно соединительных элементов для приведенных выше насадок на единицы груза (sL для жидкостей) и/или (sL для твердых веществ). Если единица груза (sL) автоматически доставляется в место стыковки (V.1), то она автоматически центрируется и фиксируется соответственно присоединяется. В результате сначала происходит надлежащее для потока массы вещества выравнивание выходного отверстия единицы груза (sL). Предпочтительно посредством этого присоединения также возможно, с помощью в основном известных соединительных элементов гарантировать обеспечение единицы груза (sL) общими источниками вспомогательной энергии (поток, пар и/или сжатый воздух), чтобы тем самым способствовать автоматическому открытию единицы груза (sL) для создания потока массы вещества или также обеспечивать приведение в действие мешалок или нагревающих устройств внутри единицы груза.
Устройства (V) также содержат средства (V.2) для автоматического извлечения определенных количеств, находящихся в стандартизированных единицах груза (sL) штучных материалов. Если извлечение предназначено для изготовления составов, то речь идет об извлечении жидких и твердых исходных материалов (сырьевых материалов и/или промежуточных продуктов) для производства составов, в особенности лаков. Если же извлечение предназначено для изготовления промежуточных продуктов, для чего предпочтительно пригодна общая система, то речь идет об извлечении исходных материалов, выбранных из группы жидких и твердых сырьевых материалов, а также жидких и твердых промежуточных продуктов.
Средства (V.2) позволяют извлекать определенные количества твердых или жидких веществ, в частности в виде заданного потока массы. Для этого средства (V.2) могут включать в себя устройства для взвешивания (например, тензодатчики) и/или массовые расходомеры, которые могут отслеживать, а также регулировать и согласовывать поток массы вещества.
При этом в связи с жидкими исходными материалами определение параметров соответствующего массового расходомера зависит от потоков массы веществ и вязкости исходных материалов. Регулирование потока массы веществ осуществляют, например, с помощью общедоступных средств подачи, например, насосов, производительность которых можно регулировать в широком диапазоне и/или регулирующего клапана, который может оказывать влияние на производительность посредством дросселирования поперечного сечения потока. Где именно отдельные элементы, например регулирующие клапаны, расположены в общей конструкции можно согласовать в индивидуальном порядке. Они могут находиться, например, в непосредственной близости от средств подачи, а также в непосредственной близости от указанных в дальнейшем средств (X) (в особенности, сборных трубопроводов) и тем самым внутри участка трубопроводной обвязки (V.3). Они могут находиться даже внутри средства (X). Тогда в указанных последними случаях, хотя они и локализированы в участке трубопроводной обвязки (V.3) или в сборных трубопроводах (X), они четко относятся к средствам (V.2) в силу их назначения. Точность дозирования известных систем составляет по меньшей мере 1%, в пересчете на величину добавления. Кроме того, можно ограничить скорость дозирования до целевого значения.
В связи с твердыми исходными материалами поток массы можно регулировать посредством вибрации конуса, который расположен в контейнере для твердого вещества, и/или привода шнека, который может быть частью контейнера для твердого вещества или устройства (V). На устройстве (V) также может присутствовать вибрационный блок или тому подобное (если необходимо поддерживать свойства потока твердых веществ). Точность дозирования известных систем составляет по меньшей мере 2%, в пересчете на величину добавления. Также возможно ограничить скорость дозирования, например, до одного килограмма в секунду. В этом случае средства (V.2) также, прежде всего, включают в себя средства для определения извлекаемого количества (в особенности тензодатчики). Они также включают в себя средства управления для фактических механизмов для извлечения (то есть, например, расположенных в единицах груза (sL) конусов или шнеков). В таком случае средства управления должны быть сконфигурированы, в частности, через электронный блок управления, который с учетом информации, определяемой посредством тензодатчиков, управляет механизмом для извлечения, и регулирует и согласовывает процесс извлечения в соответствии с заданными величинами.
Наряду с этим устройства (V) содержат средства (V.3), которые определенные количества из (V.2) переводят в блок (1).
Средствами (V.3), которые относятся к жидкими веществам, могут быть, в частности, системы трубопроводов, проводящих жидкость, которые в конечном итоге вливаются в средство (X), в особенности сборные трубопроводы.
В связи с перемещением твердых веществ, средства (V.3) предпочтительно представляют собой простую водосточную трубу или часть этой водосточной трубы, причем, тогда как другая часть водосточной трубы формально представляет собой средство, описанное под (X).
Как уже было указано выше, блок (1) предпочтительно также подходит для производства промежуточных продуктов и имеет соответствующую конфигурацию, в особенности, в отношении использования твердых сырьевых материалов. Подблок обеспечения (2.4) служит для обеспечения штучных материалов (S) для производства составов (т.е. сырьевых материалов и промежуточных продуктов). Поскольку штучные материалы (S) для производства составов в качестве родового понятия точно так же включают любые штучные материалы для производства промежуточных продуктов, все необходимые исходные материалы для производства промежуточных продуктов также могут быть подготовлены через подблок (2.4).
Кроме того, блок (2) предпочтительно содержит подблок предварительной обработки (2.5) для предварительной обработки штучных материалов (S) для производства составов. Полученные, например, в виде штучных материалов сырьевые материалы могут быть предварительно обработаны после их перемещения в стандартизированные единицы груза (sL). Таким же образом могут быть предварительно обработаны промежуточные продукты, которые после их изготовления в блоке (1) перемещают непосредственно в стандартизированные единицы груза (sL) и затем принимают в блок (2). Для этой цели вышеупомянутые единицы груза, в частности, транспортируются с их позиций в подблок подготовки (2.1) к месту требуемой предварительной обработки, там предварительно обрабатываются, а затем транспортируются к устройствам (V), чтобы там они были обеспечены для производства. Предварительная обработка может включать в себя, например, гомогенизацию, такую как размешивание, встряхивание, вращение и/или качание штучных материалов, а также нагревание штучных материалов.
Точно так же предварительную обработку можно осуществлять автоматически, в зависимости от фактических требований к рецептуре производимого состава или производимого промежуточного продукта. Это означает, что если производственная последовательность указывает, что подлежащий использованию сырьевой материал или подлежащий использованию промежуточный продукт должны быть доступны для производства к определенному моменту времени и необходима или желательна предварительная обработка такого сырьевого материала или промежуточного продукта, то процесс предварительной обработки наряду с транспортировкой к блоку предварительной обработки и последующая транспортировка к блоку обеспечения автоматически координируется таким образом, что происходит оптимальное обеспечение предварительно обработанного сырьевого материала или промежуточного продукта.
Предварительная обработка может быть желательной или необходимой, например, для того чтобы в соответствии с вышеприведенным определением в основных условиях, уменьшить вязкость исходного материала, который не является жидким настолько, что образуется вещество, которое можно использовать в качестве жидкого исходного материала. Таким же образом может быть желательно, например, при вышеупомянутых основных условиях снова снизить вязкость уже жидкого исходного материала и/или достичь гомогенизации.
Фактическая предварительная обработка может быть проведена различными способами. Например, фактические единицы груза, в которых находятся исходные материалы, посредством соответствующих устройств можно встряхивать, перемешивать или раскачивать. Также можно в единицу груза ввести перемешивающее устройство, а затем снова вынуть его. Однако предварительная обработка также может быть осуществлена с помощью средств, встроенных в единицы груза, например, с помощью мешалок или нагревающих устройств, которые могут находиться внутри единиц груза (sL для жидкостей). В этом контексте блок предварительной обработки должен также иметь только один отсек для единицы груза и соответствующие присоединения для встроенных в единицы груза средств, которые пригодны для предварительной обработки, для приведения в действие этих средств, например, электрически или через сжатый воздух.
Помимо этого, блок (2) содержит средства (М) для автоматической транспортировки единиц груза внутри и между блоками и подблоками производственной системы. Средства также пригодны для упомянутой автоматизированной транспортировки. Таким образом, в конечном счете, описанные в контексте настоящего изобретения этапы транспортировки и переноса могут быть выполнены внутри и между блоками и подблоками. Например, подготовленные в подблоке (2.1), наполненные сырьевыми материалами и промежуточными продуктами стандартизированные единицы груза (sL), в зависимости от фактических требований к рецептуре производимого состава или производимого промежуточного продукта, могут автоматически транспортироваться в подблок (2.4) и тем самым устройства (V), для обеспечения возможности подачи соответствующего сырьевого материала или промежуточного продукта в производственный процесс. Таким же образом пустые и заполненные единицы груза могут быть переданы между блоками (3) и (2.1) или между блоками (1) и (2.1), в особенности подблоками (1.4) и (2.1), или блоками (2) и (4). Другие возможные пути транспортировки и передачи следуют из описания.
Специалистам в данной области техники известно, как технически спроектировать такие средства (М), но тем не менее, будет дано краткое описание на основе автоматизированной транспортировки единиц груза между подблоком (2.1) и подблоком (2.4) и, следовательно, устройствами (V).
Внутри коридоров на складе с высокими стеллажами (2.1) находятся стеллажные штабелеры, которые могут автоматически (управляются электронными блоками управления) направляться по коридорам и при этом могут складировать единицы груза в места подготовки подблока (2.1) или перемещать их из этих мест. Также возможно, что склад с многоярусными стеллажами имеет центральную зону принятия на склад и выгрузки со склада, через которую единицы груза должны быть централизованно введены или вывезены со склада с многоярусными стеллажами. Оттуда единицы груза затем, в случае запланированного размещения в хранилище, доставляются с помощью стеллажных штабелеров в отдельные места подготовки. В случае извлечения из хранилища все происходит по-иному. Подача или выведение единиц груза в или из складской системы с высокими стеллажами затем происходит с помощью устройств, которые аналогичны или соответствуют уже упомянутым стеллажным штабелерам и таким образом также гарантируют автоматическую транспортировку в подблок (2.4) и тем самым устройства (V).
Стеллажные штабелеры, представляют собой, как правило, рельсовые одноколейные транспортные средства. Они также могут иметь стрелочные системы и/или преобразователи, посредством которых можно обслуживать несколько коридоров или даже целый склад с многоярусными стеллажами. В любом случае движение стеллажных штабелеров осуществляется по трем осям, а именно по коридору (продольное направление прохода, блок перемещения), в вертикальном направлении (подъемный блок) и в поперечном направлении прохода (для перемещения единиц груза в или из положений подготовки). В дополнение или вместо таких одноколейных транспортных средств, перемещения на складе могут быть также осуществлены, например, посредством систем скольжения, которые перемещаются по складу на рельсах и с помощью подъемников для выполнения транспортных процессов.
Описанный выше блок (2) служит для эффективной обработки штучных материалов и единиц груза в масштабах промышленного производственного процесса составов, благодаря которому обеспечивается чрезвычайно эффективный общий процесс производства. Так как качество такого общего процесса зависит не только от фактического производства, но и прежде всего также от эффективной и скоординированной по времени и в пространстве организации доставки, обеспечения, выгрузки и при необходимости предварительной обработки штучных материалов и единиц груза.
Блок (1)
Модульная производственная система в соответствии с изобретением включает в себя уже упомянутый выше блок (1) для производства и розлива составов, предпочтительно составов (то есть продуктов) и промежуточных продуктов.
Как уже описано выше блок (1) содержит средства, с помощью которых могут быть приняты перемещенные из блока (2) определенные количества штучных материалов для производства составов. Поскольку перемещение осуществляется с помощью описанных выше средств (V.3), из этого следует, что блок (1) соединен с помощью этих средств со средствами (V.3) и, следовательно, с блоком (2). Как именно это соединение может быть выполнено в отдельных случаях, например, через соответствующую систему трубопроводов, может быть адаптировано индивидуально.
Для лучшей наглядности эти средства блока (1) также обозначаются как средства (X).
В конечном итоге блок (1) может представлять собой любую известную в этой связи производственную установку и установку для розлива.
Например, в блоке (1) могут быть также получены и разлиты составы посредством изготовления с нуля. Конечно же, недостатки этого типа производства известны. Сообразно этому составы предпочтительно производят и разливают внутри блока (1) посредством изготовления паст и составных лаков. Как известно, при такой форме изготовления производят, прежде всего, промежуточные продукты, такие как пигментные пасты, тонирующие пасты, функциональные пасты и составные лаки, а затем их смешивают эффективным образом по мере необходимости. Чтобы затем получить продукт (состав), требуются только определенные стадии придания оттенка соответственно финишной отделки (например, этапы тонирования или корректировки вязкости). Преимущество этого метода состоит в том, что соответствующие промежуточные продукты могут быть изготовлены в каждом случае индивидуально адаптированным и оптимизированным способом. Также по этой причине, как уже было указано выше, блок (1) равным образом пригоден для производства промежуточных продуктов.
Компоненты, которые можно использовать, и которые необходимы в производстве и розливе, обычно известны специалисту в данной области техники и не требуют какого-либо подробного объяснения. Следует только отметить, что для составления, диспергирования и окончательной обработки могут быть использованы, например, известные котлы, реакторы, диссольверы, мельницы с мешалками, роторно-статорные агрегаты, а также стационарные и мобильные баки с мешалкой. Соответствующие фильтровальные станции для фильтрации продуктов, а также соответствующие средства для розлива и при необходимости маркировки также являются известными.
Предпочтительные варианты осуществления блока (1) описаны в дальнейшем.
Блок (1) предпочтительно включает в себя подблок (1.1) для изготовления промежуточных продуктов с по меньшей мере пропорциональным использованием твердых исходных материалов, в особенности твердых сырьевых материалов (твердых веществ). Соответствующими промежуточными продуктами являются цветные пигментные пасты, то есть разноцветные, ахроматические и/или придающие эффекты пигментные пасты (окрашивающие и/или эффектные пасты) или также функциональные пасты, то есть пасты, которые содержат, например, функциональные наполнители и, следовательно, их используют исключительно или преимущественно из-за их функции при лакировании, а не из-за их цветового решения. Определения цветных пигментных паст и функциональных паст накладываются друг на друга, четкое различие между ними невозможно и не желательно. Соответствующие промежуточные продукты также представляют собой чистые смеси пигмента и/или наполнителя.
Соответственно твердыми сырьевыми материалами являются, в частности, хорошо известные пигменты и наполнители.
Очевидно, что при таком производстве главным образом используют жидкие исходные материалы, то есть сырьевые материалы или уже ранее полученные промежуточные продукты. Также возможно использовать исходные материалы, которые обработаны предварительно таким образом, что их можно использовать в качестве жидких исходных материалов. Это предпочтительно осуществлять в подблоке предварительной обработки (2.5).
В качестве примеров следует перечислить смолы, растворители и добавки, а также определенные составные лаки.
Подблок (1.1) предпочтительно включает в себя основные устройства, известные в связи с производством паст, то есть смесительные емкости (технологические смесители), а также смесительные устройства, например, диссольверы, такие как стандартные диссольверы или встраиваемые диссольверы и при необходимости мельницы с мешалкой, которые служат для диспергирования и перемешивания твердых и жидких сырьевых материалов и жидких промежуточных продуктов в технологических смесителях.
При этом доставку твердых исходных материалов, в особенности сырьевых материалов в подблок (1.1) предпочтительно осуществляют в любом случае, но не обязательно исключительно через подблок (2.4) и тем самым через устройства (V), а также средства (X). Само собой разумеется, то же самое естественно, относится к жидким (соответственно жидким после предварительной обработки) исходным материалам.
Сообразно этому в конечном итоге через указанные компоненты общей системы может происходить автоматическое перемещение твердых и жидких (соответственно жидких после предварительной обработки) исходных материалов из заполненных этими исходными материалами
стандартизированными единицами груза (sL) внутри модуля (2) в подблок (1.1). Соответствующие спецификации для регулирования потока массы и, следовательно, количества подаваемых за единицу времени или в целом исходных материалов могут быть получены посредством спецификаций рецептуры с электронным управлением. Стандартизированные единицы груза (sL) затем заблаговременно в особенности предпочтительно в модуле (3) заполняли исходными материалами (из оригинальной тары или из бункеров или баков большого объема) и при необходимости подвергали предварительной обработке.
В данном случае особенно предпочтительно, что твердые сырьевые материалы, прежде всего, внутри блока (3) пересыпают из оригинальной тары (например, мешков) в стандартизированные единицы груза (sL) и после этого через подблок (2.4) и тем самым через средства (V.3), а также средства (X) переносят в подблок (1.1). При этом пересыпание твердых сырьевых материалов в блоке (3) предпочтительно осуществляется путем использования роботов, которые посредством захватных рычагов могут принимать штучные материалы в единицы груза (например, порошкообразный пигмент в мешке), а затем с включением средств, таких как режущие инструменты, открывать единицы груза и после этого могут переносить штучный товар в единицы груза (sL).
Дополнительное перемещение определенных сырьевых материалов, в особенности жидких сырьевых материалов, также может происходить, например, непосредственно из контейнеров большого объема, таких как баки. Это перемещение может быть выполнено с использованием технических средств для контроля и регулирования потока массы, как уже это было описано выше для средств (V.2). В этом случае также спецификации для регулирования потока массы исходных материалов предпочтительно получают посредством заданных значений рецептуры с электронным управлением.
В предпочтительном варианте осуществления настоящего изобретения подача исходных материалов происходит следующим образом. Жидкие (соответственно жидкие после предварительной обработки) исходные материалы, которые получают в виде штучных материалов, передают автоматически через средства (V.3), например, через известные проводящие жидкости системы трубопроводов в один или несколько сборных трубопроводов. Через такой сборный трубопровод (в таком случае соответствует средству (X)) исходные материалы затем могут быть поданы в технологические смесители. Равным образом в сборный трубопровод могут быть переведены другие жидкие (соответственно жидкие после предварительной обработки) исходные материалы, которые взяты непосредственно из контейнеров большого объема, таких как баки. Подача твердых исходных материалов происходит, само собой разумеется, не через указанный сборный трубопровод, а они непосредственно из средств (V.3), например, по отдельным линиям подачи/системам трубопроводов (в данном случае соответствует средству (X)), подаются в технологические смесители.
При этом подача исходных материалов может быть осуществлена через средства (X) с автоматическим и электронным управлением в любом порядке (последовательном, параллельном, частично параллельном), для подачи в технологический смеситель отдельно друг от друга исходных материалов, которые реагируют друг с другом в чистом виде или в высококонцентрированной форме и/или являются несовместимыми.
Из приведенного выше следует, что изготовление в подблоке (1.1) предпочтительно происходит с перерывами. Это означает, что после полной доставки исходных материалов в соответствующие технологические смесители с использованием уже упомянутых смесительных устройств промежуточный продукт получают партиями.
Кроме того, изготовленные в подблоке (1.1) промежуточные продукты, содержащие твердые сырьевые материалы, затем посредством известных установок для розлива перемещают в предусмотренные для этого отделения для хранения. Особенно предпочтительно пасты наполняют в стандартизированные единицы груза (sL) и затем через подблок (2.2) принимают в блок (2), где затем они могут быть подготовлены в подблоке (2.1) для производства продуктов (составов).
Конечно же, смесь, извлекаемая из технологических смесителей, также может быть обработана перед розливом посредством в основном известных установок для мокрого измельчения, таких как, например, мельницы с мешалкой и/или встраиваемые диссольверы.
Предпочтительно блок (1) предлагаемой в изобретении производственной системы содержит соответственно подблок (1.1) для изготовления промежуточных продуктов с по меньшей мере пропорциональным использованием твердых исходных материалов, включающий в себя:
а. по меньшей мере один технологический смеситель,
б. по меньшей мере одно, расположенное в технологическом смесителе смесительное устройство для диспергирования и перемешивания твердых и жидких исходных материалов,
в. средства (X1) для перемещения твердых исходных материалов в технологический смеситель, причем средства (X1) связаны со средствами (V.3),
г. средства (Х2) для перемещения жидких исходных материалов в технологический смеситель, причем средства (Х2) связаны со средствами (V.3), и причем средства (Х2) содержат по меньшей мере один сборный трубопровод для последовательного, параллельного и/или частично параллельного переноса исходных материалов в технологический смеситель, а также
д. предпочтительно средство для перемещения жидких исходных материалов непосредственно из емкостей большого объема, таких как баки в сборный трубопровод.
Блок (1) включает в себя предпочтительно другой подблок (1.2) для изготовления составов и промежуточных продуктов с использованием жидких исходных материалов и/или исходных материалов, которые могут быть использованы вследствие предварительной обработки в качестве жидких исходных материалов. Эта предварительную обработку совершают предпочтительно в подблоке предварительной обработки (2.5). Предпочтительно используют исключительно указанные выше исходные материалы.
Соответствующие составы представляют собой прозрачные лаки и лаки, содержащие окрашивающие и/или придающие эффект пигменты и/или наполнители (например, заполнители, базисные лаки). Соответствующие промежуточные продукты представляют собой составные лаки, состоящие из сырьевых материалов, таких как смолы, растворители и добавки, однако не содержат пигменты или наполнители. Соответствующие промежуточные продукты также представляют собой пигментные пасты и функциональные пасты, состоящие из заранее изготовленных в подблоке (1.1) промежуточных продуктов (таких как жидкие пигментные пасты) и других сырьевых материалов и/или промежуточных продуктов.
Подблок (1.2) предпочтительно включает в себя устройства, известные в связи с получением упомянутых составов и промежуточных продуктов, то есть технологические смесители, а также смесительные устройства, такие как, например, диссольверы для перемешивания и гомогенизации исходных материалов в технологических смесителях.
Подача жидких (соответственно жидких после предварительной обработки) исходных материалов в подблок (1.2) при этом происходит предпочтительно в любом случае, но не обязательно исключительно через подблок (2.4) и тем самым через устройства (V), а также средства (X).
Соответственно, через указанные компоненты общей системы в конечном итоге может происходить автоматическое перемещение жидких (соответственно жидких после предварительной обработки) исходных материалов из заполненных этими исходными материалами стандартизированных единиц груза (sL) в пределах модуля (2) в подблок (1.2). Соответствующие спецификации для регулирования потока массы и, следовательно, количества подаваемых за единицу времени или в целом исходных материалов могут быть получены посредством спецификаций рецептуры с электронным управлением. Стандартизированные единицы груза (sL) затем заблаговременно в особенности предпочтительно в модуле (3) заполняли исходными материалами (из оригинальной тары или из баков большого объема) и при необходимости подвергали предварительной обработке.
Дополнительное перемещение определенных жидких сырьевых материалов можно также осуществлять, например, непосредственно из емкостей большого объема, таких как баки. Это перемещение может быть осуществлено с привлечением технических средств для контроля и регулирования потока массы, которые уже описаны выше для средств (V.2). В данном случае также могут быть получены спецификации для регулирования потока массы исходных материалов с электронным управлением посредством заданных значений рецептуры.
В предпочтительном варианте осуществления настоящего изобретения подача исходных материалов происходит следующим образом. Жидкие (соответственно жидкие после предварительной обработки) исходные материалы, которые получают в виде штучных материалов, перемещают через средства (V.3) автоматически в один или несколько сборных трубопроводов. Через такой сборный трубопровод (в данном случае соответствует средству (X)) исходные материалы затем могут быть переданы в технологический смеситель. Равным образом в сборный трубопровод могут быть перемещены другие жидкие (соответственно жидкие после предварительной обработки) исходные материалы, которые взяты непосредственно из контейнеров большого объема, таких как баки.
Подача сырьевых материалов через средства (X) при этом может быть автоматизирована и управляться электронным способом в любом порядке (последовательном, параллельном, частично параллельном), для подачи исходных материалов, которые реагируют друг с другом в чистом виде или в высококонцентрированной форме и/или являются несовместимыми, в технологический смеситель отдельно друг от друга. В этом контексте также возможно, что текущее содержимое технологического смесителя перекачивается циркуляционно через сборный трубопровод и служит в качестве несущего потока для других исходных материалов.
Поэтому производство в подблоке (1.2) может осуществляться строго с перерывами. После полной подачи исходных материалов в соответствующий технологический смеситель составы и промежуточные продукты могут быть произведены партиями с использованием уже упомянутых смесительных устройств.
Изготовленные таким образом составы и промежуточные продукты затем посредством известных установок для розлива могут быть перемещены в предусмотренные для этого отделения для хранения. Например, промежуточные продукты могут быть заполнены в стандартизированные единицы груза (sL) и затем через подблок (2.2) приняты в блок (2). Там промежуточные продукты могут быть подготовлены в подблоке (2.1) для производства продуктов (составов). В одном предпочтительном варианте промежуточные продукты подают непосредственно в подблок (1.3), в частности, через проводящие жидкость системы трубопроводов и при необходимости промежуточное включение средств подачи, такое как насосы, а также клапаны. Составы предпочтительно заполняют в упаковочные средства одноразового или многоразового пользования, затем предпочтительно через приемный подблок (2.2) принимают в блок (2), а из блока (2) через подблок выгрузки (2.3) перемещают для долгосрочного хранения в блок (4) или непосредственно поставляют клиенту.
Особенно предпочтительная конфигурация подблока (1.2) описана в дальнейшем.
В этом варианте осуществления подблок (1.2) включает в себя не только технологические смесители, уже описанные как контейнеры. Скорее, подблок (1.2) включает в себя одну или несколько комбинаций из по меньшей мере двух разных контейнеров, причем в пределах такой комбинации первый контейнер представляет собой технологический смеситель, а второй контейнер представляет собой буферную емкость для жидких смесей, выпускаемых из технологического смесителя. Технологический смеситель и буферная емкость соединены друг с другом, так что смеси, приготовленные в технологическом смесителе, например, промежуточные продукты или составы, могут быть целенаправленно слиты в буферную емкость. Технически это может быть легко достигнуто с помощью соответствующей системы проводящих жидкость трубопроводов и промежуточного включения средств подачи, таких как насосы, а также клапаны. В пределах соединительного блока между технологическим смесителем и буферной емкостью также может быть размещено еще одно другое смесительное устройство, например, встроенный диссольвер. В частности, это также может быть использовано для перемешивания потока массы вещества, который необходимо перекачать циркуляционно, как описано выше. Затем в технологическом смесителе и в буферной емкости, само собой разумеется, расположены типичные смесительные устройства, благодаря которым обеспечивается перемешивание исходных материалов и тем самым получение жидких промежуточных продуктов и составов (технологический смеситель) или полученные композиции остаются гомогенизированными для предотвращения процессов осаждения (буферная емкость).
Затем подача исходных материалов в технологический смеситель происходит, как описано выше, в особенности, также с привлечением соответствующего сборного трубопровода. Розлив или непосредственная подача в подблок (1.3) происходит затем точно так же, как описано выше, причем затем составы и промежуточные продукты сливают не из технологического смесителя, а из буферной емкости.
Предпочтительно, чтобы в комбинации буферная емкость имела большую объемную вместимость, чем технологический смеситель. Особенно предпочтительно буферная емкость имеет объемную вместимость по меньшей мере в 2 раза больше по сравнению с технологическим смесителем, особенно предпочтительно объемная вместимость по меньшей мере в 3 раза больше. При этом технологический смеситель имеет, например, объемную вместимость от 0,1 до 60 тонн, как например от 0,5 до 30 тонн или также от 1 до 15 тонн соответственно от 2 до 5 тонн.
Преимущество описанной концепции устройства комбинаций технологических смесителей и буферных емкостей заключается в том, что таким способом можно осуществлять особенно эффективное, точное и внутри организации процесса согласованное производство составов и промежуточных продуктов.
Если, например, первая частичная партия производимого материала была произведена в технологическом смесителе на основе, в частности, электронно зафиксированных заданных значений рецептуры, то ее можно переместить в буферную емкость. В зависимости от свойств первой частичной партии (фактическое состояние), требуемых свойств всего производимого материала (заданное состояние) и количества в целом производимых частичных партий и/или размера (массы, объема) других частичных партий может быть выполнено целенаправленное согласование подачи исходных материалов при производстве одной или нескольких других партий. Таким образом, могут быть сбалансированы, например, колебания свойств используемых сырьевых материалов или промежуточных продуктов, которые при заданных загружаемых количествах могут привести к изготовлению первой частичной партии с фактическим состоянием, отклоняющимся от заданного состояния. Другие подробности относительно этого описаны ниже в контексте способа согласно изобретению.
Поэтому предпочтительно подблок (1.2), в особенности в связи с приведенной комбинацией технологического смесителя и буферной емкости, имеет измерительное устройство для определения свойств жидкой композиции, изготовленного в технологическом смесителе жидкого состава или изготовленного в технологическом смесителе промежуточного продукта. Измерительное устройство может, например, быть присоединено к проводящему жидкость трубопроводу (соединению) технологического смесителя и буферной емкости. Это означает, что через систему трубопроводов (или соответствующие соединительные трубопроводные системы) произведенный жидкий материал может быть ответвлен и наконец, перенесен в измерительное устройство. Перемещение в измерительное устройство можно осуществлять автоматически или же вручную. Затем в измерительном устройстве могут быть зарегистрированы автоматически или вручную различные свойства жидкого материала, такие как вязкость, значение рН, проводимость, плотность, температура. Также возможно, чтобы измерительное устройство было размещено внутри трубопроводной системы, и чтобы анализ выполнялся автоматически, например, с помощью одного или нескольких датчиков для определения свойств жидкого материала.
Равным образом предпочтительно подблок (1.2), в особенности в связи с приведенной комбинацией технологического смесителя и буферной емкости, а также измерительного устройства, включает в себя устройство оценки, связывающееся с измерительным устройством, для определения отклонения свойств изготовленного в технологическом смесителе материала (фактическое состояние) и соответствующих свойств предопределенного заданного состояния. Эту оценку также можно осуществлять, например, автоматически (сравнение фактического состояния с контрольными значениями).
Не менее важно подблок (1.2), в особенности в связи с приведенной комбинацией технологического смесителя и буферной емкости, измерительного устройства, а также устройства оценки, связанного с измерительным устройством, предпочтительно включает в себя специальное устройство для согласования подачи исходных материалов в технологический смеситель.
При этом устройство для согласования подачи исходных материалов соединено с блоком оценки, например, через электронный блок передачи информации, и поэтому может связываться с ним.
Теперь, если первая изготовленная частичная партия была измерена относительно релевантных свойств, эти свойства были сравнены с заданным состоянием и частичная партия была перенесена в буферную емкость, то изготовление одной или нескольких других частичных партий может быть осуществлено посредством согласования подачи исходных материалов в технологический смеситель. В таком случае в результате может быть получен материал, находящийся в пределах спецификаций, то есть материал, который - в допустимых пределах погрешности - имеет заданное состояние.
Так, например, посредством определенных с помощью блока оценки отклонений между фактическим состоянием первой частичной партии и заданным состоянием можно осуществлять согласование общих и/или подаваемых за единицу времени количеств исходных материалов в технологический смеситель с одной или несколькими другими партиями. Если в процессе производства первой частичной партии была использована чрезмерная доля первого исходного материала, то происходит, например, соответствующее сверхпропорциональное уменьшение подаваемого количества в одной или нескольких других частичных партиях, чтобы в совокупности получить материал, находящийся в пределах спецификации. Соответственно, обратное верно при слишком низких долях исходных материалов.
Согласование подачи исходных материалов может быть выполнено, с одной стороны, с автоматической настройкой извлекаемых количеств исходных материалов через средства (V.2) и таким образом, также согласование перемещения из средств (V.3). Как уже описано выше, подаваемое в основном количество исходных материалов можно осуществлять путем регулирования потока массы в средствах (V.2). Таким же образом, конечно, можно регулировать и тем самым согласовывать поток массы исходных материалов. В таком случае это происходит с использованием информации, полученной из блока оценки.
С другой стороны, при непосредственной подаче жидких исходных материалов, например, из бака в сборный трубопровод соответствующие подводящие клапаны точно так же должны быть согласованы в отношении потока массы. Как уже было указано выше, основное перемещение исходных материалов можно осуществлять с привлечением технических средств для контроля и регулирования потока массы, которые уже были описаны выше для средств (V.2). Соответственно, при обработке полученной из блока оценки информации, также могут быть выполнены последующее регулирование и тем самым согласование потока массы.
Перенос информации из блока оценки происходит предпочтительно с использованием электронных блоков передачи информации.
Следовательно, устройство для согласования подачи исходных материалов предпочтительно выполнено в виде электронного блока управления, который обрабатывает данные о свойствах, передаваемые в электронном виде из блока оценки, при необходимости коррелирует с другими соответствующими входными параметрами, в особенности, с количеством и размером производимых частичных партий, определяет выверенные количества исходных материалов и затем производит электронное согласование подачи исходных материалов. Само собой разумеется, что для этого необходимо, чтобы фактическими механизмами дозирования, которые имеют технические средства для последующего регулирования и, таким образом, согласования потока массы (устройства (V) или соответственно управляемые дозировочные узлы при перемещении из, например, баков в сборный трубопровод), можно было управлять электронным способом через электронный блок управления.
Сообразно этому, предпочтительно блок (1) предлагаемой в изобретении производственной системы включает в себя подблок (1.2) для изготовления составов и промежуточных продуктов с использованием жидких исходных материалов и/или исходных материалов, которые могут быть использованы вследствие предварительной обработки в качестве жидких исходных материалов, содержащий:
а. по меньшей мере одну комбинацию из технологического смесителя и буферной емкости, причем технологический смеситель и буферная емкость содержат смесительные устройства,
б. по меньшей мере одно проводящее жидкость соединение между технологическим смесителем и буферной емкостью для перемещения изготовленных в технологическом смесителе частичных партий составов и промежуточных продуктов из технологического смесителя в буферную емкость,
в. средства (Х3) для перемещения жидких исходных материалов в технологический смеситель, причем средства (Х3) связаны со средствами (V.3) и причем средства (Х3) содержат по меньшей мере один сборный трубопровод для последовательного, параллельного и/или частично параллельного переноса исходных материалов в технологический смеситель,
г. предпочтительно средства для перемещения жидких исходных материалов непосредственно из емкостей большого объема, таких как баки в сборный трубопровод,
д. по меньшей мере одно измерительное устройство для определения свойств изготовленной в технологическом смесителе частичной партии жидкого состава или жидкого промежуточного продукта,
е. по меньшей мере одно устройство оценки, связывающееся с измерительным устройством, для определения отклонения свойств изготовленных в технологическом смесителе частичных партий от свойств предопределенного заданного состояния,
ж. по меньшей мере одно связывающееся с блоком оценки устройство для согласования подачи исходных материалов в технологический смеситель, которое оборудовано для того, чтобы с учетом отклонений свойств изготовленной частичной партии от свойств предопределенного заданного состояния, а также количества и размера других частичных партий, согласовывать подаваемые количества исходных материалов при изготовлении других частичных партий, а также
з. по меньшей мере один передаточный блок для дальнейшей передачи промежуточных продуктов из буферной емкости в по меньшей мере один другой производственный блок производственной системы.
Само собой разумеется, из вышесказанного следует, что устройство для согласования подачи исходных материалов ж. в отношении фактического согласования предпочтительно оборудовано так, что после производства всех частичных партий (то есть общей партии), общая партия имеет заданное состояние (то есть находится в пределах спецификаций). Это также означает, что соответствующие выверенные количества исходных материалов, которые необходимы для регулирования заданного состояния общей партии, определяются в устройстве для согласования, до того, как затем оно инициирует соответствующее согласование подачи исходных материалов.
Предпочтительно, что в подблоке (1.2) производят прозрачные и белые составы и промежуточные продукты, предпочтительно производят исключительно прозрачные и белые составы и промежуточные продукты. Особенно предпочтительно изготавливают исключительно прозрачные составы и промежуточные продукты. Прозрачный состав представляет собой, например, прозрачный лак, прозрачный промежуточный продукт представляет собой, например, составной лак, который впоследствии должен быть использован для изготовления составов. Белый состав представляет собой, например, одноцветный белый базисный лак. Причина этого заключается в том, что, в частности, описанная концепция устройства с комбинацией из технологического смесителя и буферной емкости может быть быстро и эффективно очищена без ручного вмешательства с использованием хорошо известного способа CIP (безразборная мойка). Кроме того, таким способом возможно оптимальное использование блока в связи с расположенным далее подблоком (1.3).
Предпочтительно блок (1) включает в себя другой подблок (1.3) для изготовления цветных и/или придающих эффект составов с использованием жидких исходных материалов и/или исходных материалов, которые могут быть использованы вследствие предварительной обработки в качестве жидких исходных материалов. Эта предварительную обработку совершают предпочтительно в подблоке предварительной обработки (2.5).
Соответствующими составами являются, в частности, лаки, которые содержат придающие цвет и/или эффект пигменты, например, одноцветные базисные лаки или придающие эффект базисные лаки. Также лаки, такие как заполнители, которые, как правило, содержат белые и/или черные пигменты, в основном относят к цветным составам. В качестве исходных материалов для изготовления этих составов принимают в расчет, в особенности, изготовленные в подблоке (1.1) промежуточные продукты, например, цветные и/или эффектные пасты, а также изготовленные в подблоке (1.2) составные лаки. Само собой разумеется, наряду с этим возможно использование жидких сырьевых материалов.
Подблок (1.3) может содержать уже описанные выше и известные в связи с производством составов устройства, то есть технологические смесители, а также смесительные устройства, такие как, например, диссольверы для перемешивания и гомогенизации исходных материалов в технологических смесителях. Затем подача исходных материалов, в основном, может быть осуществлена точно так же, как описано выше, например, через средства (V.3) и (X) и/или непосредственно из емкостей большого объема, таких как баки. После чего готовые составы могут быть заполнены посредством известных установок для розлива в упаковочные средства одноразового или многоразового пользования, и затем, например, через приемный подблок (2.2) приняты в блок (2), а из блока (2) через подблок выгрузки (2.3) перемещены для долгосрочного хранения в блок (4) или непосредственно поставлены клиенту.
Особенно предпочтительная конфигурация подблока (1.3) описана в дальнейшем.
В этом варианте осуществления подблок (1.3) не содержит или содержит не только уже описанные технологические смесители, включая смесительные устройства, чтобы в конечном итоге обеспечить производство с перерывами. Скорее, подблок (1.3) включает в себя описанные в дальнейшем средства для непрерывного производства цветных и/или придающих эффект составов.
Для этой цели подблок (1.3) включает в себя, прежде всего, технологический смеситель (kP) малого объема, включая смесительное устройство. Смесительные устройства предпочтительно представляют собой встроенные диссольверы, статические смесители или смесители, основанные на принципе ротор-статор. Термин «малый объем» в данном контексте относится к значительно меньшей объемной вместимости по сравнению с технологическими смесителями, используемыми в промышленном масштабе (в основном вместимостью несколько тонн). Технологический смеситель имеет, например, объемную вместимость от 0,1 до 100 литров, как например, от 0,5 до 50 литров или же от 1 до 20 литров, в частности, от 1 до 10 литров, например, 5 литров. Технологический смеситель устроен так, что смесительные устройства расположены между впускными отверстиями для подачи исходных материалов и по меньшей мере одним выпускным отверстием для выведения изготовленных составов. Поступающие в технологический смеситель (kP) исходные материалы перед выпуском из технологического смесителя должны также проходить через смесительное устройство. В результате небольшого объема смешивания, обусловленного малым размером технологического смесителя и соответствующими высокими количествами подводимой энергии, посредством смесительного устройства можно осуществлять эффективное перемешивание исходных материалов в пределах непрерывного изготовления составов. Под непрерывным изготовлением следует понимать, что исходные материалы для изготовления поступают в технологический смеситель (kP) непрерывными, специально согласованными потоками массы, и затем исходные материалы в виде смеси после прохождения через смесительное устройство, то есть в виде состава, точно таким же непрерывным потоком массы снова покидают технологический смеситель через выпускное или выпускные отверстия. Типичные мощности смесительных устройств, например, смесителя, основанного на принципе ротор-статор, находятся в пределах от 1 до 250 кВт, в особенности от 5 до 200 кВт, предпочтительно от 25 до 150 кВт, еще более предпочтительно от 50 до 125 кВт или также от 85 до 95 кВт, при этом специалист в данной области техники может легко адаптировать мощность к другим параметрам технологического смесителя (kP) , например, объемной вместимости (небольшая объемная вместимость соответствует довольно низкой мощности). Скорость вращения может варьироваться в зависимости от конструкции, причем типичные скорости вращения могут находиться в диапазоне 1000-10000 об./мин., в особенности 2000-6000 об./мин. или также 3000-4000 об./мин. Предпочтительно во время производства технологический смеситель полностью заполнен и таким образом не содержит воздух, так что производство может происходить без пенообразования.
Подача исходных материалов происходит предпочтительно следующим образом. Прежде всего, в виде потоков массы основных веществ, в особенности по проводящим жидкости системам трубопроводов и при необходимости промежуточному включению средств подачи, таких как насосы, а также клапаны, непосредственно из подблока (1.2) подают изготовленные в нем промежуточные продукты, в особенности прозрачные промежуточные продукты. Спецификации для регулирования потока массы могут быть получены посредством заданных значений рецептуры с электронным управлением. Технические средства для осуществления конкретного потока массы описаны выше, в частности, касательно средств (V.2).
Кроме того, для введения окрашивающих и/или придающих эффект пигментов, а также функциональных наполнителей предпочтительно используют изготовленные в подблоке (1.1) промежуточные продукты, например окрашивающие и/или придающие эффект пасты. Как описано выше, эти промежуточные продукты подготавливают предпочтительно в стандартизированных отделениях для хранения (sL) в подблоке (2.1), и затем могут быть поставлены через подблок (2.4). В конечном итоге, исходные материалы передают через средства (V.3), например, через отдельные линии подачи/системы трубопроводов (затем соответствует средству (X)), в технологический смеситель. Соответствующие спецификации для регулирования потока массы через средства (V.2) и тем самым подаваемых за единицу времени или в целом количеств исходных материалов, могут быть получены посредством заданных значений рецептуры с электронным управлением.
Конечно, в принципе, можно подавать жидкие промежуточные продукты и сырьевые материалы также другим способом, например, непосредственно из контейнеров большого объема, таких как баки. Разумеется, таким же образом можно также автоматически дополнительно подавать прозрачные промежуточные продукты из стандартизированных отделений для хранения (sL) через подблок (2.4).
Выпускаемый из технологического смесителя (kP) поток массы затем передается по проводящим жидкость системам трубопроводов в буферную емкость, включая смесительные устройства для предотвращения процессов осаждения. При этом буферная емкость имеет, например, вместимость от 1 до 20 тонн и постоянно заполняется материалом, выпускаемым из технологического смесителя.
Преимущество описанной концепции устройства комбинаций технологических смесителей и буферных емкостей заключается в том, что таким способом можно осуществлять особенно эффективное, точное и внутри организации процесса согласованное производство составов и промежуточных продуктов, независимо от размера партий.
Например, партия производимого материала начинает производиться непрерывно через технологический смеситель (kP) , основываясь, в частности, на электронно зафиксированных заданных значений рецептуры. В зависимости от свойств материала, произведенного в начале производства партиями (фактическое состояние), требуемых свойств всего производимого материала (заданное состояние) и размера (массы, объема) партии, во время производства может быть выполнено целенаправленное согласование подачи исходных материалов. Таким образом, могут быть сбалансированы, например, колебания свойств используемых промежуточных продуктов, которые при заданных потоках массы могут привести к изготовлению материалов с фактическим состоянием, отклоняющимся от заданного состояния. Благодаря сравнительно большой соответственно индивидуально регулируемой объемной вместимости буферной емкости наряду с этим гарантируется, что размер партии еще может быть впоследствии отрегулирован. Это предполагается, например, когда фактическое состояние произведенного в начале материала значительно отличается от заданного состояния. Другие подробности касательно этого описаны ниже в контексте предлагаемого в изобретении способа согласно.
Поэтому предпочтительно подблок (1.3), в особенности в связи с указанной комбинацией технологического смесителя (kP) и буферной емкости, для непрерывного производства имеет измерительное устройство для определения свойств изготовленного в технологическом смесителе жидкого состава. Измерительное устройство может быть присоединено, например, к проводящему жидкость трубопроводу (соединению) технологического смесителя и буферной емкости. Это означает, что по системе трубопроводов (или соответствующим соединительным трубопроводным системам) произведенный жидкий материал может быть ответвлен и наконец, перенесен в измерительное устройство. Перемещение в измерительное устройство можно осуществлять автоматически или же вручную. Затем в измерительном устройстве могут быть зарегистрированы автоматически или вручную различные свойства жидкого материала, такие как вязкость, значение рН, цвет, плотность, температура. Также возможно, чтобы измерительное устройство было размещено внутри трубопроводной системы, и чтобы анализ выполнялся автоматически, например, с помощью одного или нескольких датчиков для определения свойств жидкого материала.
Равным образом предпочтительно подблок (1.3), в особенности в связи с указанной комбинацией технологического смесителя (kP) и буферной емкости, а также измерительного устройства, включает в себя устройство оценки, связывающееся с измерительным устройством, для определения отклонения свойств изготовленного в технологическом смесителе материала (фактическое состояние) и соответствующих свойств предопределенного заданного состояния. Эту оценку также можно осуществлять, например, автоматически (сравнение фактического состояния с контрольными значениями).
Не менее важно, в особенности в связи с указанной комбинацией технологического смесителя (kP) и буферной емкости, измерительного устройства, а также устройства оценки, связывающегося с измерительным устройством, подблок (1.3) предпочтительно включает в себя специальное устройство для согласования подачи исходных материалов в технологический смеситель.
При этом устройство для согласования подачи исходных материалов соединено, например, через электронный блок передачи информации, с блоком оценки, и поэтому также может связываться с ним.
Если же, например, в начале непрерывного производства партий изготовленный материал был измерен с точки зрения соответствующих свойств и эти свойства были сопоставлены с заданным состоянием, то дальнейшее непрерывное производство может быть осуществлено посредством согласования подачи исходных материалов в технологический смеситель. При этом выгодно измерять свойства материала, произведенного через определенные промежутки времени или непрерывно на регулярной основе, и сравнивать с заданным состоянием, чтобы обеспечить таким путем итеративное согласование подачи исходных материалов. Затем в результате может быть получена партия материала, находящегося в пределах спецификаций, то есть материала, который в допустимых пределах погрешности имеет заданное состояние.
При этом может происходить, например, сверхпропорциональное уменьшение или увеличение потока массы одного или нескольких исходных материалов, чтобы, в конечном счете, получить материал, находящийся в пределах спецификации. Однако благодаря весьма малому, по сравнению с буферной емкостью, размеру технологического смесителя (kP) , несмотря на высокую пропускную способность, как правило, могут быть достигнуты настройки потока материала с получением заданного состояния, до того, как будет произведено 5 массовых процентов от объема партии. Если затем производство продолжается при соблюдении настроек с получением заданного состояния и сливается в буферную емкость, можно получить партию материала, находящегося в рамках спецификаций, также без сверхпропорционального согласования потоков массы, в которых смешивается изготовленный в начале материал.
Согласование потоков массы и конфигурация устройства для согласования подачи исходных материалов в качестве электронного блока управления возможны способом, описанным для подблока (1.2).
Затем готовые составы могут быть расфасованы, как описано выше, из буферной емкости в упаковочные средства одноразового или многоразового пользования и после этого, например, через приемный подблок (2.2) приняты в блок (2) и из блока (2) через подблок выгрузки (2.3) перемещены для долгосрочного хранения в блок (4) или поставлены непосредственно клиенту.
Сообразно этому, предпочтительно блок (1) предлагаемой в изобретении производственной системы включает в себя подблок (1.3) для непрерывного производства цветных и/или придающих эффект составов с использованием жидких исходных материалов и/или исходных материалов, которые могут быть использованы вследствие предварительной обработки в качестве жидких исходных материалов, включающий:
а. по меньшей мере одну комбинацию из технологического смесителя малого объема (kP) и буферной емкости, причем технологический смеситель и буферная емкость содержат смесительные устройства,
б. по меньшей мере одно проводящее жидкость соединение между технологическим смесителем и буферной емкостью для перемещения непрерывно изготовленного в технологическом смесителе состава из технологического смесителя в буферную емкость,
в. средства (Х4) для перемещения жидких промежуточных продуктов, содержащих окрашивающие и/или придающие эффект пигменты и/или наполнители, в технологический смеситель (kP) , причем средства (Х4) связаны со средствами (V.3),
г. по меньшей мере одно проводящее жидкость соединение между технологическим смесителем (kP) и подблоком (1.2) для перемещения изготовленных в блоке (1.2) жидких промежуточных продуктов,
д. по меньшей мере одно измерительное устройство для определения свойств, непрерывно производимого в технологическом смесителе (kP) жидкого состава,
е. по меньшей мере одно устройство оценки, связывающееся с измерительным устройством, для определения отклонения свойств, непрерывно производимого в технологическом смесителе (kP) состава от свойств предопределенного заданного состояния, а также
ж. по меньшей мере одно связывающееся с блоком оценки устройство для согласования подачи исходных материалов в технологический смеситель (kP) , которое оборудовано для того, чтобы с учетом отклонений свойств непрерывно производимой порции состава от свойств предопределенного заданного состояния, согласовывать подаваемые количества исходных материалов при непрерывном производстве других порций.
Не менее важно, предлагаемая в изобретении производственная система в блоке (1) наряду с этим предпочтительно включает в себя подблок (1.4) для автоматического розлива и маркировки произведенных промежуточных продуктов и составов, в особенности промежуточных продуктов и составов, произведенных в подблоках (1.1), (1.2) и (1.3).
Таким образом, уже упомянутый выше в контексте описания вышеуказанных подблоков розлив можно осуществлять в подблоке (1.4). Для этой цели в подблоке (1.4) предусмотрены отделения для хранения, которые затем при необходимости заполняются автоматически. Единицы доставки могут представлять собой, в частности, заполненные упаковочные средства одноразового пользования и упаковочные средства многоразового пользования, а также стандартизированные единицы груза (sL).
Таким образом, подблок (1.4) содержит в основном обычные для установок для розлива устройства, которые являются известными и поэтому не нуждаются в подробном объяснении. Единственное, следует указать на то, что блок, само собой разумеется, включает в себя средства для выпуска произведенных материалов (например, составов) (разливочные головки с насадками для розлива) и позиции для обеспечения транспортировочной упаковки для заполнения изготовленными материалами.
После этого автоматический розлив может быть осуществлен с высокой эффективностью, если подлежащие заполнению единицы доставки имеют автоматически открываемые и закрываемые впускные отверстия, например, шпунтовые отверстия с соответствующими заглушками для шпунтовых отверстий.
Таким образом, подблок (1.4) содержит предпочтительно средства для автоматического открывания и закрывания впускных отверстий единиц поставки. При этом они могут представлять собой широко известные инструменты, которые способны открывать шпунтовое отверстие путем снятия заглушки для шпунтовых отверстий и держать заглушку. Наряду с этим также существуют средства или инструменты, которые предназначены для того, чтобы держать разливочную головку с насадкой для розлива и вставлять ее во впускное отверстие упаковки для доставки. Розлив происходит путем переноса изготовленного материала из производственной установки, например, технологического смесителя или буферной емкости, через средства для выпуска (разливочная головка с насадкой для розлива) в упаковку для доставки. Регулирование потока массы можно осуществлять посредством уже приведенных выше средств подачи, таких как насосы и клапаны с электронным управлением. Заполняемое количество должно регулироваться, например, с использованием весов и/или массовых расходомеров. После розлива шпунтовое отверстие снова закрывается с помощью средства для автоматического открытия и закрытия впускных отверстий, то есть инструмента, который может держать заглушку.
Упаковка для доставки, которая должна быть заполнена, предпочтительно транспортируется электронным способом и управляется запросом из модуля (2) через подблок выгрузки (2.3) в подблок (1.4) и там к позициям для обеспечения транспортировочной упаковки для заполнения изготовленными материалами. После заполнения упаковку для доставки, например, через приемный подблок (2.2) принимают в блок (2) и из блока (2) через подблок выгрузки (2.3) перемещают для долгосрочного хранения в блок (4) или непосредственно поставляют клиенту.
Эту процедуру также можно выполнить, например, с упаковкой для доставки, расположенной на поддонах, так что несколько упаковок для доставки также могут быть заполнены одновременно или поочередно, а затем одновременно снова выгружены из подблока (1.4).
Кроме того, готовые составы затем могут быть заполнены, как описано выше, из буферной емкости в упаковочные средства одноразового или многоразового пользования и затем приняты, например, через приемный подблок (2.2) в блок (2) и из блока (2) через подблок выгрузки (2.3) перемещены для долгосрочного хранения в блок (4) или непосредственно поставлены клиенту.
В подблоке (1.4) также маркируют изготовленные промежуточные продукты и составы. Эту маркировку можно осуществлять разными способами. Так, могут иметься устройства для этикетирования единиц доставки и/или поддонов, на которые через центральный электронный блок управления общей системы передаются технические или идентифицирующие данные подлежащего заполнению материала. Эти данные, например, вид материала, номер заказа, тип тары и/или количество тары на одном поддоне, обрабатываются в этикетировочных устройствах и применяются при изготовлении этикетки для единиц доставки и/или поддонов, используемых для наполнения. Вместо этикетирования возможны и другие виды маркировки, например, печать штрих-кода. Фактическое этикетирование может произойти позже, например, внутри блока (4). Кроме того, это этикетирование также может быть осуществлено на индивидуальной основе, то есть только при поставке клиенту. Преимущество этого состоит в том, что, например, при создании этикетки могут быть выполнены специальные транспортные и/или конкретные для клиента особенности, которые не были известны во время производства.
Возможный и предпочтительный способ маркировки включает в себя индивидуальное распознавание единиц поставки и поддонов, в особенности поддонов. Поэтому в этом варианте осуществления каждый из поддонов, используемых в общей системе, имеет индивидуальное распознавание, например, штрих-код или транспондер RFID. Посредством центрального электронного блока управления общей системы достигается взаимнооднозначное соответствие наполненного материала и поддона (и расположенных на нем единиц доставки). Соответствующие данные хранятся в электронном виде. Фактическое этикетирование может быть выполнено позже, в частности, по мере необходимости в блоке (4).
Способ
Также настоящее изобретение относится к способу изготовления составов и промежуточных продуктов с использованием предлагаемой в изобретении модулярной производственной системы.
Главные признаки и варианты осуществления способа уже были приведены выше при описании производственной системы. К тому же описанные выше конкретные варианты осуществления и признаки в отношении производственной системы также применяются и к способу в соответствии с изобретением.
Из этого следует, что предлагаемый в изобретении способ предпочтительно включает в себя по меньшей мере следующие стадии:
(1) перемещение наполненных исходными материалами для производства составов и/или промежуточных продуктов стандартизированных единиц груза (sL) из подблока подготовки (2.1) в подблок обеспечения (2.4) с использованием средств (М),
(2) стыковка стандартизированных единиц груза (sL) из (1) с устройствами (V), извлечение определенных количеств, находящихся в стандартизированных единицах груза (sL) исходных материалов, а также перемещение этих количеств в блок (1),
(3) производство и розлив составов и/или промежуточных продуктов в блоке (1) с по меньшей мере пропорциональным применением исходных материалов из (2).
Другие предпочтительные стадии способа вытекают непосредственно из описанных выше признаков производственной системы.
Например, еще раз предпочтительно способ включет следующие стадии (1):
(1а) перемещение наполненных исходными материалами для производства составов и/или промежуточных продуктов стандартизированных единиц груза (sL) из подблока подготовки (2.1) в подблок обеспечения (2.4) с использованием средств (М),
(1b) перемещение наполненных исходными материалами для производства составов и/или промежуточных продуктов стандартизированных единиц груза (sL) из подблока подготовки (2.1) в подблок предварительной обработки (2.5) с использованием средств (М), предварительная обработка исходных материалов и перемещение наполненных предварительно обработанными исходными материалами стандартизированных единиц груза (sL) из подблока предварительной обработки (2.5) в подблок обеспечения (2.4) с использованием средств (М).
Равным образом предпочтительно предлагаемый в изобретении способ включает в себя нижеследующие стадии и/или последовательности.
При использовании подблока (1.1) происходит предпочтительно следующая последовательность.
Производство промежуточных продуктов на основе партий при пропорциональном использовании твердых исходных материалов, в особенности пигментов и наполнителей, включающее в себя:
- перемещение твердых и жидких исходных материалов в технологический смеситель, в котором находится смесительное устройство для диспергирования и перемешивания твердых и жидких исходных материалов, причем перемещаются как твердые, так и жидкие исходные материалы по меньшей мере пропорционально из стандартизированных единиц груза (sL) посредством извлечения определенных количеств с использованием устройств (V),
- изготовление промежуточных продуктов путем смешивания исходных материалов в технологическом смесителе,
- розлив промежуточных продуктов в стандартизированные единицы груза (sL) и перемещение заполненных единиц груза в блок (2).
При использовании подблока (1.2) происходит предпочтительно следующая последовательность.
Производство составов и промежуточных продуктов с использованием жидких исходных материалов и/или исходных материалов, которые могут быть использованы вследствие предварительной обработки в качестве жидких исходных материалов, причем производство состава или промежуточного продукта включает в себя следующие стадии:
- перемещение исходных материалов в технологический смеситель, в котором находится смесительное устройство для диспергирования и перемешивания жидких исходных материалов, причем исходные материалы перемещаются по меньшей мере пропорционально из стандартизированных единиц груза (sL) посредством извлечения определенных количеств с использованием устройств (V),
- изготовление первой частичной партии промежуточного продукта или состава путем смешивания исходных материалов в технологическом смесителе,
- перемещение частичной партии в буферную емкость со смесительного устройства через одно проводящее жидкость соединение между технологическим смесителем и буферной емкостью,
- определение свойств частичной партии перед, во время или после перемещения в буферную емкость с помощью измерительного устройства,
- определение отклонения свойств частичной партии от свойств предопределенного заданного состояния с помощью блока оценки,
- определение выверенных количеств исходных материалов, которые необходимы с учетом отклонений свойств первой частичной партии от заданного состояния, а также количества и размера других частичных партий для регулирования заданного состояния общей партии,
- изготовление по меньшей мере одной другой частичной партии в технологическом смесителе, причем принимаются во внимание определенные выверенные количества по меньшей мере в одной из других частичных партий путем согласования подачи исходных материалов в технологический смеситель,
- перемещение по меньшей мере одной другой частичной партии в буферную емкость для объединения с первой частичной партией и смешивания всех частичных партий для изготовления общей партии.
Выверенные количества в вышеуказанном смысле, очевидно, могут быть как положительными, так и отрицательными. Положительное выверенное количество означает, что для достижения заданного состояния, в целом, необходимо использовать более высокую долю соответствующего исходного материала. Это можно осуществить путем увеличения доли исходного материала при производстве по меньшей мере одной другой частичной партии и/или путем уменьшения доли других исходных материалов при производстве по меньшей мере одной другой частичной партии. Обратное происходит в случае отрицательных выверенных количеств.
Было обнаружено, что в связи с неавтоматическим измерением свойств в измерительном устройстве, процедура может быть преимущественно следующей. В совокупности изготавливают три частичные партии, причем первую частичную партию и вторую частичную партию производятся одинаковым образом. Во время производства второй частичной партии измеряют свойства первой частичной партии и оценивают с учетом отклонений от заданного состояния. Помимо этого, определяют выверенные количества. Производство третьей частичной партии происходит затем с учетом выверенных количеств. Таким образом, остается достаточное количество времени, в течение которого может быть измерен материал первой частичной партии.
При использовании подблока (1.3) происходит предпочтительно следующая последовательность.
Непрерывное производство цветных и/или придающих эффект составов с использованием жидких исходных материалов и/или исходных материалов, которые могут быть использованы вследствие предварительной обработки в качестве жидких исходных материалов, при этом производство состава включает в себя нижеследующие стадии:
- непрерывное перемещение исходных материалов в технологический смеситель малого объема (kP) , в котором имеется смесительное устройство для перемешивания исходных материалов, причем исходные материалы перемещают по меньшей мере пропорционально из стандартизированных единиц груза (sL) посредством извлечения определенных количеств с использованием устройств (V),
- непрерывное изготовление состава путем смешивания исходных материалов в технологическом смесителе (kP) и перемещение состава в буферную емкость со смесительным устройством через одно проводящее жидкость соединение между технологическим смесителем (kP) и буферной емкостью,
- определение свойств непрерывно производимого состава с помощью измерительного устройства,
- определение отклонения свойств непрерывно производимого состава от свойств предопределенного заданного состояния с помощью блока оценки,
- определение согласованных количеств исходных материалов, которые, с учетом отклонений свойств непрерывно производимого состава от заданного состояния, а также при необходимости количества в совокупности изготовленного количества состава, необходимы для регулирования заданного состояния общего количества,
- непрерывное изготовление других количеств состава в технологическом смесителе, при этом принимаются во внимание определенные согласованные количества путем согласования подачи исходных материалов в технологический смеситель.
Согласованные количества в вышеуказанном смысле, очевидно, могут быть как положительными, так и отрицательными. Положительное согласованное количество означает, что в целом, необходимо использовать более высокую долю соответствующего исходного материала, чтобы при изготавливаемом в совокупности количестве состава достичь заданного состояния. Это можно осуществить путем увеличения доли исходного материала при непрерывном дальнейшем производстве и/или путем уменьшения доли других исходных материалов при непрерывном дальнейшем производстве. Обратное происходит в случае отрицательных выверенных количеств.
Новая модульная производственная система и установка (2), а также способ согласно изобретению позволяют обеспечить эффективную и частично или полностью автоматизированную организацию обработки исходных материалов и продуктов, которые производят в виде штучных материалов. В пределах одной сложной производственной системы гарантируется подача, подготовка и обеспечение, выгрузка и при необходимости предварительная обработка штучных материалов и единиц груза в нужное время и в нужном месте. В контексте особых конфигураций фактического производственного блока (1) преимущества блока (2) проявляются еще лучше, так что становится возможным общий чрезвычайно эффективный производственный процесс начиная с подачи исходных материалов до выгрузки продуктов.
Еще одним значительным преимуществом модульной производственной системы является ее способность к последовательному увеличению соответственно расширению. Система, которая изначально построена как локальное и сравнительно небольшое место производства, может быть расширена путем добавления других участков (дополнительных участков), которые могут быть присоединены к отдельным блокам и подблокам. Полные участки расширения могут быть разработаны по-разному, в зависимости от заданных требований. Так, например, первый участок расширения в отношении подблока (1) может иметь только дополнительные участки, которые могут быть присоединены к подблокам (1.1) и (1.4), поскольку, например, особенно высокой является потребность в пигментных пастах. Второй участок расширения, например, в отношении подблока (1) может иметь только дополнительные участки, которые присоединены к подблокам (1.2) и (1.4), так как, например, особенно высокой стала потребность в прозрачных промежуточных продуктах. Если эти промежуточные продукты затем непосредственно передают далее в подблок (1.3), то в этом участке расширения также можно обойтись без определенного дополнительного участка, который присоединен к блоку (4).
Настоящее изобретение, в частности предлагаемая в изобретении производственная система, также должно быть объяснено более подробно со ссылкой на прилагаемые Фигуры 1-3.
Фигура 1: предлагаемая в изобретении производственная система и движение единиц груза
На Фигуре 1 схематично показана производственная система в соответствии с изобретением, содержащая существенные для изобретения блоки (1) и (2) (включая предпочтительно имеющийся подблок (2.5)), а также необязательные блоки (3), (4) и (5). Для лучшей наглядности подблок (1.4) был представлен в трех участках (в соответствии с приведенным выше определением модуля или блока, или подблока, которое основано на свойствах и функциях блоков, а не на пространственном расположении). Наряду с этим на Фигуре при помощи стрелок представлены типичные и предпочтительно происходящие последовательности движения единиц груза внутри системы.
Фигура 2: предлагаемая в изобретении производственная система и движение веществ (без единиц груза)
На Фигуре 2 точно так же схематически показана предлагаемая в изобретении производственная система. Наряду с этим на Фигуре при помощи стрелок представлены типичные и предпочтительно происходящие последовательности движения исходных материалов (сырьевых материалов и промежуточных продуктов) и продуктов (составов) внутри системы.
Фигура 3: предлагаемая в изобретении производственная система с участками расширения
На Фигуре 3 равным образом схематически показана предлагаемая в изобретении производственная система, причем в данном случае наряду с первым первоначальным участком производственной системы также показаны переменно организованные участки расширения, причем в каждом случае участки расширения содержат дополнительные участки, которые могут быть присоединены к отдельным блокам и/или подблокам общей системы.


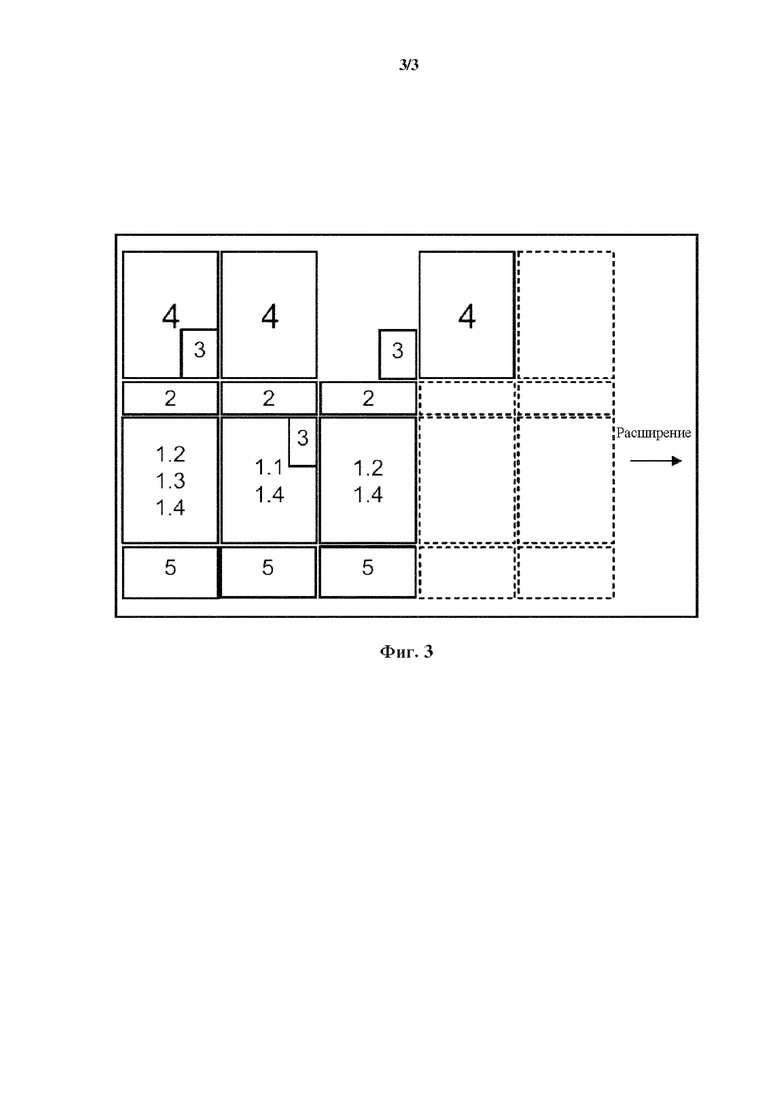
Изобретение относится к изготовлению составов. Модульная производственная система для составов включает блок (1) для производства и розлива составов и соединенный с ним блок (2) для приема и выгрузки штучных материалов и единиц груза. Блок (2) содержит подблоки для подготовки и для приема пустых и заполненных единиц груза, для выгрузки единиц груза, для обеспечения штучных материалов для производства составов. Средства для автоматической стыковки единиц груза выполнены с возможностью обратимого соединения с устройствами подблока обеспечения через средства для автоматической стыковки, средства для автоматического извлечения определенных количеств находящихся в единицах груза штучных материалов и средства для перемещения определенных количеств штучных материалов из средств для автоматического извлечения в блок (1). Блок (2) дополнительно содержит средства для автоматической транспортировки единиц груза внутри и между блоками и подблоками. Достигается возможность эффективной организации контролируемого приема, транспортировки поступающих в виде штучных грузов исходных материалов из одного блока подготовки на производственную площадку, транспортировки изготовленных продуктов с площадки в приемный блок, принятия на склад, промежуточного хранения и выгрузки этих продуктов. 2 н. и 13 з.п. ф-лы, 3 ил.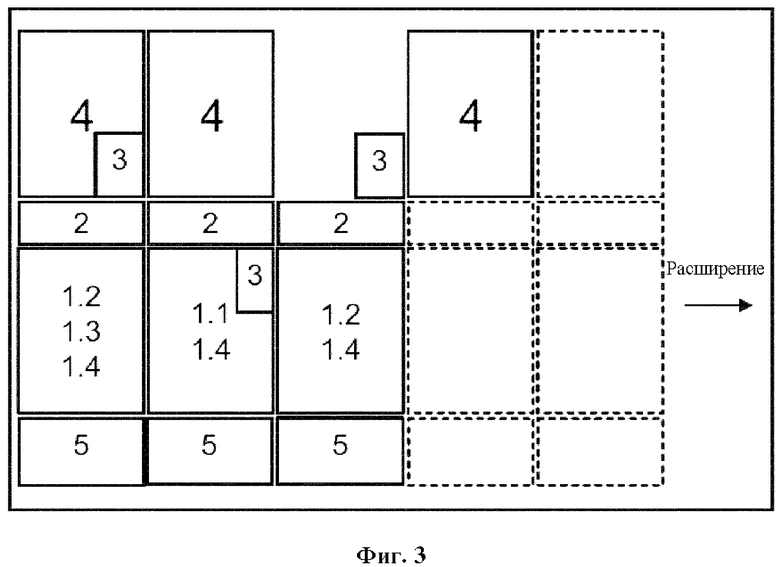
1. Модульная производственная система для составов, включающая в себя:
- блок (1) для производства и розлива составов и
- соединенный с блоком (1) блок (2) для приема и выгрузки штучных материалов и единиц груза, а также для обеспечения штучных материалов, содержащий подблок (2.1) подготовки пустых единиц груза и заполненных штучным материалом единиц груза, приемный подблок (2.2) для приема пустых единиц груза и заполненных штучным материалом единиц груза, разгрузочный подблок (2.3) для выгрузки пустых единиц груза и заполненных штучным материалом единиц груза, а также подблок (2.4) обеспечения для обеспечения штучных материалов для производства составов, причем подблок обеспечения имеет устройства, содержащие:
- средства для автоматической стыковки стандартизированных единиц груза, представляющих собой единицы груза, выполненные с возможностью обратимого соединения с устройствами подблока (2.4) обеспечения через средства для автоматической стыковки,
- средства для автоматического извлечения определенных количеств находящихся в стандартизированных единицах груза штучных материалов, и
- средства для перемещения определенных количеств штучных материалов из средств для автоматического извлечения в блок (1), причем блок (2) дополнительно содержит средства для автоматической
транспортировки единиц груза внутри и между блоками и подблоками производственной системы, причем при этой автоматической транспортировке стандартизированные единицы груза, удерживаемые в подблоке (2.1) и заполненные сырьевыми материалами и промежуточными продуктами, в зависимости от фактических требований к рецептуре производимого состава или производимого промежуточного продукта, автоматически транспортируются в подблок (2.4) и соответственно в его устройства для подачи соответствующего сырьевого материала или промежуточного продукта в производственный процесс.
2. Модульная производственная система по п. 1, отличающаяся тем, что блок (1) содержит средства для производства и розлива составов и промежуточных продуктов.
3. Модульная производственная система по п. 1 или 2, отличающаяся тем, что подблок (2.1) выполнен с возможностью подготовки пустых единиц груза и заполненных штучными материалами единиц груза, причем в нем содержатся по меньшей мере, но не обязательно исключительно:
(i) пустые упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(ii) заполненные составами упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(iii) заполненная сырьевыми материалами оригинальная тара
(iv) заполненные сырьевыми материалами стандартизированные единицы груза,
(v) заполненные промежуточными продуктами стандартизированные единицы груза, и
(vi) пустые очищенные стандартизированные единицы груза.
4. Модульная производственная система по одному из пп. 1-3, отличающаяся тем, что подблок (2.2) выполнен с возможностью приема пустых единиц груза и заполненных штучными материалами единиц груза, причем в нем содержатся по меньшей мере, но не обязательно исключительно:
(i) пустые упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(ii) заполненные составами упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(iii) заполненная сырьевыми материалами оригинальная тара
(iv) заполненные сырьевыми материалами стандартизированные единицы груза,
(v) заполненные промежуточными продуктами стандартизированные единицы груза,
(vi) пустые очищенные стандартизированные единицы груза, и
(vii) пустая оригинальная тара.
5. Модульная производственная система по одному из пп. 1-4, отличающаяся тем, что подблок (2.3) выполнен с возможностью выгрузки пустых единиц груза и заполненных штучными материалами единиц груза, причем в нем содержатся по меньшей мере, но не обязательно исключительно:
(i) пустые упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(ii) заполненные составами упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(iii) заполненная сырьевыми материалами оригинальная тара,
(vi) пустые очищенные стандартизированные единицы груза,
(vii) пустая оригинальная тара, и
(viii) пустые, загрязненные стандартизированные единицы груза.
6. Модульная производственная система по п. 1 или 2, отличающаяся тем, что она содержит:
(i) пустые упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(ii) заполненные составами упаковочные средства одноразового пользования и упаковочные средства многоразового пользования,
(iii) заполненную сырьевыми материалами оригинальную тару,
(iv) заполненные сырьевыми материалами стандартизированные единицы груза,
(v) заполненные промежуточными продуктами стандартизированные единицы груза,
(vi) пустые очищенные стандартизированные единицы груза,
(vii) пустую оригинальную тару, и
(viii) пустые, загрязненные стандартизированные единицы груза.
7. Модульная производственная система по одному из пп. 1-6, отличающаяся тем, что она также включает в себя соединенный с блоком (2) блок (3) для переливания сырьевых материалов из оригинальной тары в стандартизированные единицы груза.
8. Модульная производственная система по одному из пп. 1-7, отличающаяся тем, что она также имеет блок (4) для хранения пустых единиц груза и заполненных штучными материалами единиц груза, а также для приема и выгрузки пустых единиц груза и заполненных штучными материалами единиц груза в и из модульной производственной системы.
9. Модульная производственная система по одному из пп. 1-8, отличающаяся тем, что она также включает в себя блок (5) для хранения поставляемых в виде массового груза твердых и/или жидких сырьевых материалов.
10. Модульная производственная система по одному из пп. 1-9, отличающаяся тем, что блок (2) также включает в себя подблок предварительной обработки (2.5) для предварительной обработки штучных материалов для производства составов.
11. Модульная производственная система по одному из пп. 1-10, отличающаяся тем, что блок (1) включает в себя подблок (1.1) для изготовления промежуточных продуктов с по меньшей мере пропорциональным использованием твердых исходных материалов, который имеет:
а) по меньшей мере один технологический смеситель,
б) по меньшей мере одно расположенное в технологическом смесителе смесительное устройство для диспергирования и перемешивания твердых и жидких исходных материалов,
в) средства для перемещения твердых исходных материалов в технологический смеситель, связанные со средствами для перемещения определенных количеств штучных материалов,
г) средства для перемещения жидких исходных материалов в технологический смеситель, связанные со средствами для перемещения определенных количеств штучных материалов, причем средства для перемещения жидких исходных материалов содержат по меньшей мере один сборный трубопровод для последовательного, параллельного и/или частично параллельного переноса исходных материалов в технологический смеситель, а также
д) предпочтительно средства для перемещения жидких исходных материалов непосредственно из емкостей большого объема, таких как баки, из блока (5) в сборный трубопровод.
12. Модульная производственная система по одному из пп. 1-11, отличающаяся тем, что блок (1) включает в себя подблок (1.2) для изготовления составов и промежуточных продуктов с использованием жидких исходных материалов и/или исходных материалов, которые могут быть использованы вследствие предварительной обработки в качестве жидких исходных материалов, содержащий:
а) по меньшей мере одну комбинацию из технологического смесителя и буферной емкости, причем технологический смеситель и буферная емкость содержат смесительные устройства,
б) по меньшей мере одно проводящее жидкость соединение между технологическим смесителем и буферной емкостью для перемещения изготовленных в технологическом смесителе частичных партий составов и промежуточных продуктов из технологического смесителя в буферную емкость,
в) средства для перемещения жидких исходных материалов в технологический смеситель, связанные со средствами для перемещения определенных количеств штучных материалов и содержащие по меньшей мере один сборный трубопровод для последовательного, параллельного и/или частично параллельного переноса исходных материалов в технологический смеситель,
г) предпочтительно средства для перемещения жидких исходных материалов непосредственно из емкостей большого объема, таких как баки, из блока (5) в сборный трубопровод,
д) по меньшей мере одно измерительное устройство для определения свойств изготовленной в технологическом смесителе частичной партии жидкого состава или жидкого промежуточного продукта,
е) по меньшей мере одно устройство оценки, связывающееся с измерительным устройством, для определения отклонения свойств изготовленных в технологическом смесителе частичных партий от свойств предопределенного заданного состояния,
ж) по меньшей мере одно связывающееся с блоком оценки устройство для согласования подачи исходных материалов в технологический смеситель, которое выполнено таким образом, чтобы с учетом отклонений свойств изготовленной частичной партии от свойств предопределенного заданного состояния, а также количества и размера других частичных партий согласовывать подаваемые количества исходных материалов при изготовлении других частичных партий, а также
з) по меньшей мере один передаточный блок для дальнейшей передачи промежуточных продуктов из буферной емкости по меньшей мере в один другой производственный блок производственной системы, предпочтительно в подблок (1.3).
13. Модульная производственная система по одному из пп. 1-12, отличающаяся тем, что блок (1) включает в себя подблок (1.3) для непрерывного производства окрашивающих и/или придающих визуальный эффект составов с использованием жидких исходных материалов и/или исходных материалов, которые могут быть использованы вследствие предварительной обработки в качестве жидких исходных материалов, содержащий:
а) по меньшей мере одну комбинацию из технологического смесителя малого объема и буферной емкости, причем технологический смеситель и буферная емкость содержат смесительные устройства,
б) по меньшей мере одно проводящее жидкость соединение между технологическим смесителем и буферной емкостью для перемещения непрерывно изготовленного в технологическом смесителе состава из технологического смесителя в буферную емкость,
в) средства для перемещения жидких промежуточных продуктов, содержащих окрашивающие и/или придающие визуальный эффект пигменты, и/или наполнители в технологический смеситель, причем средства для перемещения жидких промежуточных продуктов связаны со средствами для перемещения определенных количеств штучных материалов,
г) по меньшей мере одно проводящее жидкость соединение между технологическим смесителем и подблоком (1.2) для перемещения изготовленных в подблоке (1.2) жидких промежуточных продуктов,
д) по меньшей мере одно измерительное устройство для определения свойств непрерывно производимого в технологическом смесителе жидкого состава,
е) по меньшей мере одно устройство оценки, связывающееся с измерительным устройством, для определения отклонения свойств непрерывно производимого в технологическом смесителе состава от свойств предопределенного заданного состояния, а также
ж) по меньшей мере одно связывающееся с блоком оценки устройство для согласования подачи исходных материалов в технологический смеситель, которое выполнено таким образом, чтобы с учетом отклонений свойств непрерывно производимой порции состава от свойств предопределенного заданного состояния согласовывать подаваемые количества исходных материалов при непрерывном производстве других порций.
14. Способ изготовления составов и промежуточных продуктов с использованием модульной производственной системы по одному из пп. 1-13.
15. Способ по п. 14, включающий в себя по меньшей мере следующие стадии:
(1) перемещение наполненных исходными материалами для производства составов и/или промежуточных продуктов стандартизированных единиц груза из подблока подготовки (2.1) в подблок обеспечения (2.4) с использованием средств для автоматической транспортировки единиц груза внутри и между блоками и подблоками производственной системы,
(2) стыковка стандартизированных единиц груза из блока (1) для производства и розлива составов с устройствами подблока (2.4) обеспечения, извлечение определенных количеств находящихся в стандартизированных единицах груза исходных материалов, а также перемещение этих количеств в блок (1),
(3) производство и розлив составов и/или промежуточных продуктов в блоке (1) с по меньшей мере пропорциональным применением исходных материалов из блока (2) для приема и выгрузки штучных материалов.
| US 4525071 A1, 25.06.1985 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРИГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ДВУХ РАЗЛИЧНЫХ ЖИДКИХ СМЕСЕЙ ПИЩЕВЫХ ПРОДУКТОВ | 1999 |
|
RU2187231C2 |
| Прибор для определения концентрации пульпы в пульпопроводе | 1951 |
|
SU101650A1 |

