Настоящее изобретение относится к областям радиоэлектроники и электротехники и может использоваться как для уменьшения излучения какого-либо устройства путем его экранирования, так и для уменьшения помех от внешнего магнитного поля на датчики, например, тока при помещении их в предлагаемый магнитный экран.
Известны магнитные экраны, например, для тороидальных датчиков тока [1], детали которых изготавливаются методом штамповки. Для этого из листового металла с высокой магнитной проницаемостью вырезается плоская заготовка, которая затем проходит вытяжку на мощных прессах с помощью специально изготовленных из высокопрочной стали пуансона и матрицы, задающих форму магнитного экрана. После такой операции магнитные свойства металла катастрофически падают, и для их восстановления, как правило, требуется термомагнитная обработка. Такой способ изготовления является дорогостоящим, а сами экраны, из-за неминуемого снижения магнитной проницаемости, даже при использовании пермаллоев не обладают высоким коэффициентом экранирования. Кроме того, при работе экранов из сплошных листовых материалов в переменных магнитных полях возникают вихревые токи, и они нагреваются.
Известны также магнитные экраны, описанные в патенте [2] и принятые за прототип, детали которых - основание, крышка, наружная стенка, а при необходимости и внутренняя стенка - представляют собой рулоны из магнитомягкой ленты, намотанные в соответствии с требующейся формой экрана. Скрепленные между собой детали образуют магнитный экран, конструкция которого упрочняется путем пропитки лаками или эпоксидными смолами либо сваркой.
Процесс изготовления описываемых экранов несложен, так как все детали экранов изготавливаются на намоточных станках, а потому в производстве они недороги. Использование лент из трансформаторной стали и особенно из аморфных или нанокристаллических сплавов, имеющих чрезвычайно высокую магнитную проницаемость, позволяет существенно повысить коэффициент экранирования. Этому же способствует многовитковость деталей экрана, работа которых подобна многостеночным экранам. Кроме того, ленточная, шихтованная в разрезе структура позволяет снизить вихревые токи и уменьшить потери в экране при работе его в переменных магнитных полях.
Тем не менее, рассматриваемые магнитные экраны обладают следующими недостатками. При стыковке деталей при сборке, учитывая их число, неизбежно получение как минимум двух немагнитных зазоров в экранах без внутренней стенки и четырех с внутренней стенкой. Наличие немагнитных зазоров ограничивает на практике величину достижимого коэффициента экранирования. Немагнитные зазоры к тому же существенно возрастают из-за коробления, если после намотки детали проходят термомагнитную обработку для увеличения магнитной проницаемости. Кроме того, при стыковке деталей экрана происходит короткое замыкание витков рулона стенок с витками основания и крышки, что приводит к возникновению короткозамкнутых контуров, по высоте равных стенке, и, как следствие, к дополнительным потерям и нагреву при работе в переменных магнитных полях.
Задачами, на решение которых направлено настоящее изобретение, являются повышение коэффициента экранирования и снижение потерь и, следовательно, рабочей температуры при работе в сильных переменных магнитных полях, а также упрощение и удешевление технологии изготовления магнитных экранов.
Поставленные задачи в предлагаемом изобретении решаются за счет того, что магнитный экран выполняется состоящим из скрепленных между собой деталей в виде рулонов магнитомягкой ленты, ось намотки которых перпендикулярна торцевым поверхностям, при этом внутренняя полость магнитного экрана образована плоскими участками рулонов и витками ленты, сдвинутыми в осевом направлении. Способ изготовления такого магнитного экрана заключается в создании макета внутренней полости магнитного экрана в виде пуансона и матрицы, изготовлении заготовок из магнитомягкого материала, из которых затем с помощью пуансона и матрицы выдавливаются детали магнитного экрана. При этом заготовки изготавливаются в виде рулонов, намотанных из ленты магнитомягкого материала, ширина которой соответствует заданной толщине магнитного экрана на его плоских участках, причем формирование деталей производится за счет сдвига витков рулонов в осевом направлении. Намотку рулонов в областях, соответствующих резкому изменению рельефа внутренней полости магнитного экрана, например для формирования стенок, целесообразно производить магнитомягкой лентой большей ширины и с уменьшенным натяжением.
В предлагаемой конструкции магнитного экрана число деталей и соответственно число немагнитных зазоров уменьшается, что повышает коэффициент экранирования. Отсутствуют и короткозамкнутые контуры, поскольку каждая деталь соединяется с другой только одной стороной, что снижает потери при работе в сильных переменных полях. Технология при описанном способе изготовления значительно упрощается как из-за уменьшения числа деталей, так и из-за снижения требований к оборудованию. Заготовки деталей производятся на обычных намоточных станках. Никаких мощных прессов при формовке не требуется, поскольку делается это за счет сдвига витков рулонов, практически достаточно простого нажима рукой на пуансон. Пуансон и матрица могут быть выполнены даже из пластика, потому что силовой нагрузки они практически не испытывают.
Сущность предлагаемого изобретения поясняется чертежами с двумя вариантами выполнения магнитного экрана, например, для тороидального сердечника датчика тока.
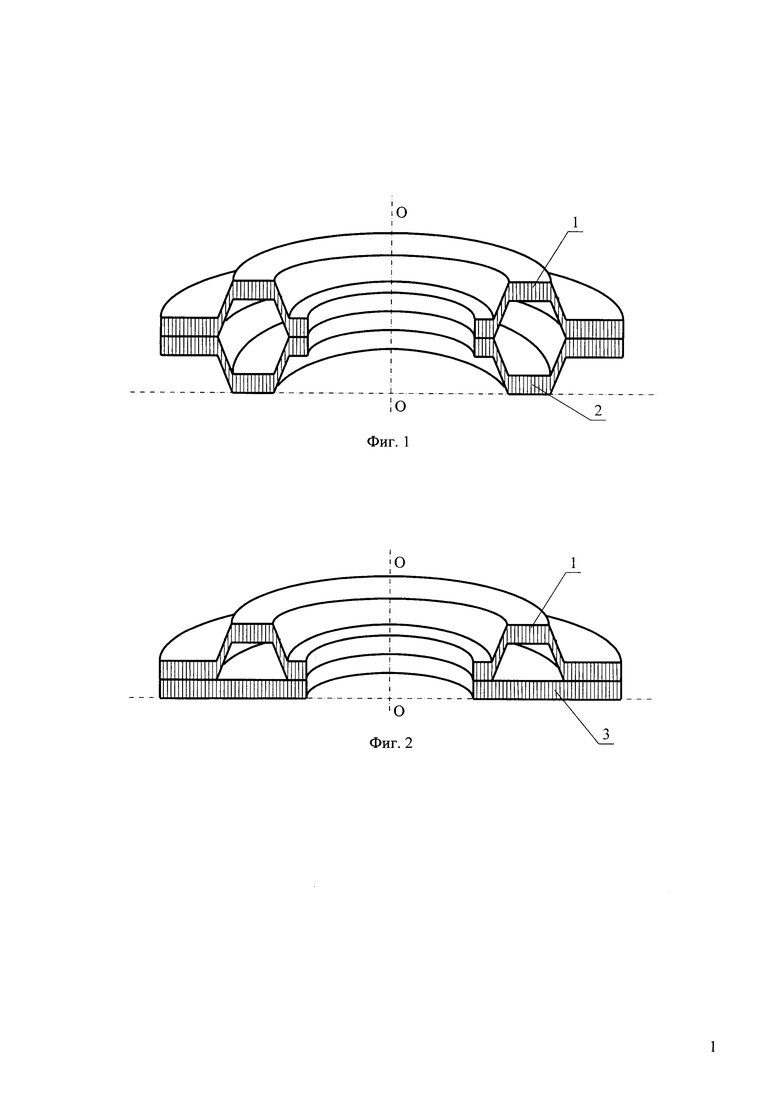
На фиг. 1 показан магнитный экран в сборе, составленный из двух одинаковых деталей в виде крышек, выполненных по предлагаемому способу изготовления.
На фиг. 2 представлен упрощенный вариант магнитного экрана, в котором нижняя крышка заменена рулоном ленты.
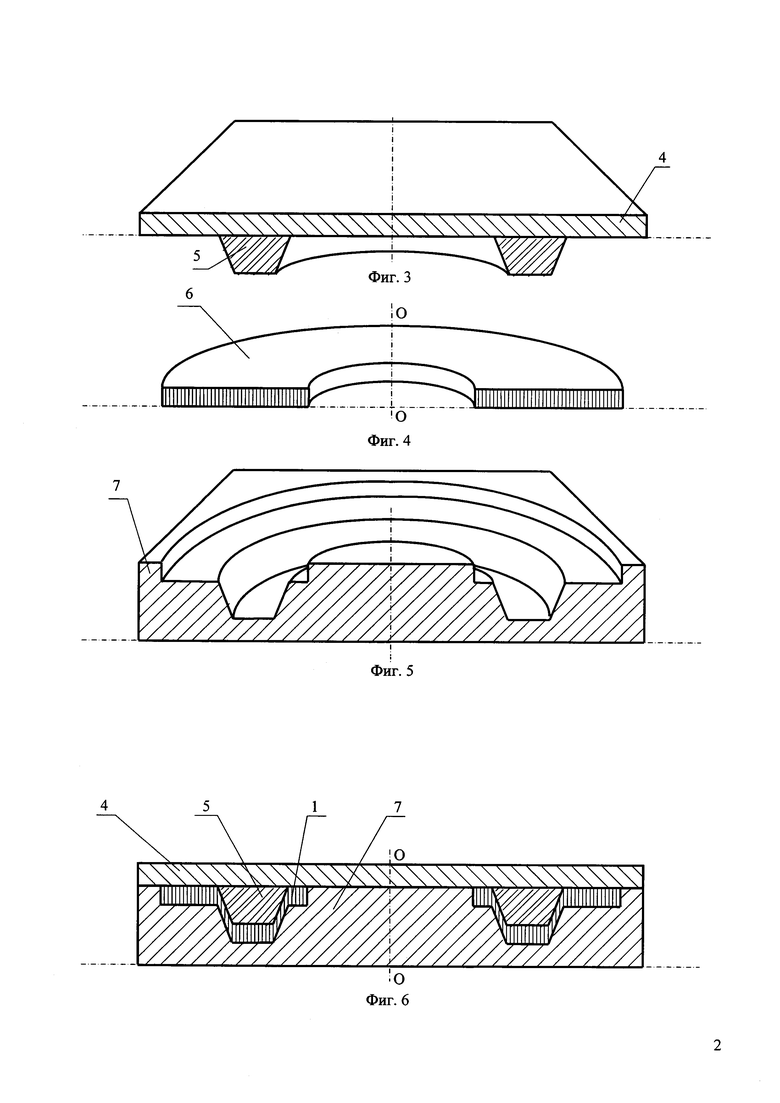
Фиг. 3…6 упрощенно иллюстрируют предлагаемый способ изготовления магнитного экрана: на фиг. 3 показан пуансон, на фиг. 4 - заготовка в виде рулона ленты, на фиг. 5 - матрица, на фиг. 6 - результат формирования детали магнитного экрана - крышка в разрезе.
Магнитный экран для тороидального датчика тока может представлять собой, например, соединение двух одинаковых деталей-крышек 1 и 2, как это показано на фиг. 1. Каждая из этих деталей представляет собой рулон ленты, и способ изготовления их описан ниже.
Одна из деталей может быть заменена, к примеру, рулоном ленты 3 (фиг. 2), но во всех случаях детали магнитного экрана имеют контакт с другой деталью только с одной стороны, что исключает возникновение короткозамкнутых контуров вдоль стенок крышек.
Для изготовления магнитного экрана создается макет его внутренней полости или ее части в виде пуансона (фиг. 3) и соответствующей ему матрицы (фиг. 5). Оснастка на чертежах показана упрощенно, без направляющих и других необходимых элементов. Закрепленный на пластине 4 формообразующий элемент пуансон 5 (фиг. 3) должен соответствовать внутренней полости магнитного экрана или его части. К материалу пуансона 5 высоких требований в части механической прочности и износостойкости не предъявляется, поскольку формирование деталей из заготовок производится сдвигом витков, и в простейшем случае это может быть и пластик, и дерево. То же относится и к матрице на фиг. 4.
Процесс изготовления заготовки 6 фиг. 4 заключается в наматывании магнитомягкой ленты вокруг оси ОО на оправку, не показанную на чертеже, на намоточном станке. Форма оправки и получаемый в результате рулон ленты должны соответствовать форме внутренней полости магнитного экрана. Показанный на фиг. 4 рулон в виде кольца соответствует магнитному экрану в виде тела вращения с отверстием в центре, как на фиг. 1. В принципе, таким способом могут быть выполнены магнитные экраны с отверстием в центре и без, в виде тел вращения и в виде параллелепипедов и т.д.
Ширина ленты при намотке рулона должна равняться толщине магнитного экрана на его плоских участках. В местах резкого изменения рельефа экрана, например для увеличения толщины круто падающих стенок, целесообразно в соответствующих местах рулона намотку вести магнитной лентой большей ширины. Кроме того, для облегчения сдвига витков ленты на этих участках формирования магнитного экрана рекомендуется вести намотку с меньшим натяжением.
Магнитомягкая лента для намотки рулонов может быть из трансформаторного железа либо из аморфных или нанокристаллических сплавов. Лента из аморфного сплава АМЕТ-84ЛХСР [3] позволяет получить без термообработки магнитную проницаемость материала магнитного экрана до 140000.
Процесс формирования деталей 1 и 2 магнитного экрана состоит во вдавливании вдоль осевой линии ОО пуансона 5 в заготовку 6, вложенную в матрицу 7, так, как показано на фиг. 6. Полученные детали 1 и 2 затем фиксируются пропиткой лаком, эпоксидными смолами или сваркой. Таким же образом скрепляется и весь магнитный экран после сборки.
Магнитные экраны, выполненные предложенным способом, могут иметь внутреннюю экранированную полость в виде тора, составленную из двух деталей (фиг. 1) либо из одной формованной детали и второй неформованной в виде рулона (фиг 2). В варианте по фиг. 2 крышка 1 может быть установлена не на рулон 2, а на шасси или корпус прибора. Внутренняя полость магнитных экранов может быть полностью замкнута и представлять собой конус или пирамиду, усеченные или нет, сферу, составленную из двух полушарий, цилиндр либо куб и т.д.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент WO 2012025859.
2. Патент RU 2546995.
3. www.amet.ru.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКРАНИРОВАННЫЙ ДАТЧИК ТОКА | 2012 |
|
RU2546995C2 |
| МНОГОСЛОЙНЫЙ ЭЛЕКТРОМАГНИТНЫЙ ЭКРАН | 2017 |
|
RU2646439C1 |
| Коммутационная матрица с гезаконами | 1982 |
|
SU1292063A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРЕСС | 1992 |
|
RU2047410C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| УНИПОЛЯРНЫЙ ГЕНЕРАТОР ПОСТОЯННОГО ТОКА | 2014 |
|
RU2546970C1 |
| Трансформатор отношений | 1975 |
|
SU556508A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ РЕЛЬЕФНЫХ ПЕЧАТНЫХ ПЛАТ ДЛЯ ЭЛЕКТРОННОЙ И ЭЛЕКТРОТЕХНИЧЕСКОЙ АППАРАТУРЫ | 2012 |
|
RU2496286C1 |
| ЭКРАНИРОВАННЫЙ БОКС С ЗАЩИЩЕННЫМ ОТ ВНЕШНЕГО ЭЛЕКТРОМАГНИТНОГО ВОЗДЕЙСТВИЯ ВНУТРЕННИМ ОБЪЕМОМ | 2009 |
|
RU2402892C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ И ПРЕСС-ФОРМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2582169C1 |
Группа изобретений относится к области радиоэлектроники и электротехники и может использоваться как для уменьшения излучения какого-либо устройства путем его экранирования, так и для уменьшения помех от внешнего магнитного поля на датчики. Магнитный экран состоит из скрепленных между собой деталей в виде рулонов магнитомягкой ленты, ось намотки которых перпендикулярна торцевым поверхностям, при этом внутренняя полость магнитного экрана образована плоскими участками рулонов и сдвинутыми в осевом направлении витками ленты. Технический результат – увеличение коэффициента экранирования и уменьшение потерь при работе в сильных переменных полях. 2 н. и 2 з.п. ф-лы, 6 ил.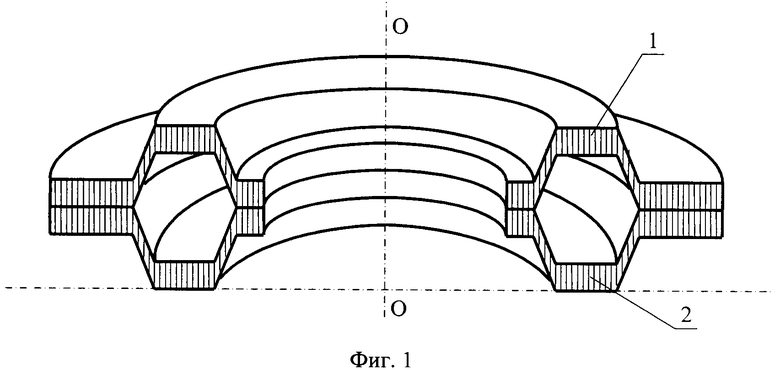
1. Магнитный экран, состоящий из скрепленных между собой деталей в виде рулонов магнитомягкой ленты, ось намотки которых перпендикулярна торцевым поверхностям, отличающийся тем, что внутренняя полость магнитного экрана образована плоскими участками рулонов и сдвинутыми в осевом направлении витками ленты.
2. Способ изготовления магнитного экрана, заключающийся в создании макета внутренней полости магнитного экрана в виде пуансона и матрицы, изготовлении заготовок из магнитомягкого материала, из которых затем с помощью пуансона и матрицы выдавливаются детали магнитного экрана, отличающийся тем, что заготовки изготовляются в виде рулонов, намотанных из ленты магнитомягкого материала, ширина которой соответствует заданной толщине магнитного экрана на его плоских участках, причем формирование деталей производится за счет сдвига витков рулона в осевом направлении.
3. Способ изготовления магнитного экрана по п. 2, отличающийся тем, что намотка рулонов в областях, соответствующих резкому изменению рельефа внутренней полости магнитного экрана, производится магнитомягкой лентой большей ширины.
4. Способ изготовления магнитного экрана по п. 2, отличающийся тем, что намотка рулонов в областях, соответствующих резкому изменению рельефа внутренней полости магнитного экрана, производится с уменьшенным натяжением.
| US 4792317 A, 20.12.1988 | |||
| WO 9804884 A2, 05.02.1998 | |||
| ЭКРАНИРОВАННЫЙ ДАТЧИК ТОКА | 2012 |
|
RU2546995C2 |
| CN 204189501 U, 04.03.2015. | |||

