Изобретение относится к обработке металлов давлением, в частности к глубокой вытяжке деталей из тонколистовых заготовок.
Известен способ вытяжки тонколистовых металлов, заключающийся в проталкивании заготовки пуансоном через очко матрицы (В.П.Романовский, Справочник по холодной штамповке. - Л.: Машиностроение, 1979; стр.80…86; 116…122). Для предотвращения гофрообразования на фланце заготовки при вытяжке тонколистовых материалов применяется прижим (складкодержатель). Величина усилия прижима заготовки должна быть тем больше, чем тоньше штампуемый материал, так как более тонкий материал больше склонен к потере устойчивости (гофрообразованию). Большое требуемое усилие прижима при вытяжке тонколистовых материалов значительно увеличивает силы трения при штамповке и усилие вытяжки, что приводит к разрушению штампуемой заготовки в опасном сечении. Вследствие этого глубокая вытяжка листовых материалов толщиной менее 0,2 мм практически невозможна.
Для уменьшения сил трения при штамповке, а следовательно, и усилия вытяжки применяют различные смазки, состав которых подбирают в зависимости от марки штампуемого материала, габаритов штампуемых деталей, степени вытяжки и т.д.
Недостатки данного способа: невозможность глубокой вытяжки металлов из ленты толщиной менее 0,2 мм, сравнительно небольшая степень вытяжки, необходимость подбора состава смазки и усилия прижима заготовки при вытяжке в каждом конкретном случае, что увеличивает сроки подготовки производства и трудозатраты на штамповку-вытяжку.
Указанных недостатков можно избежать, если штампуемую заготовку разместить в фиксирующую полость, высота которой незначительно больше толщины штампуемой заготовки. В этом случае при размещении заготовки в фиксирующей полости между прижимами штампа устраняются силы трения, и фланец заготовки свободно перемещается в очаг деформации в процессе штамповки-вытяжки, что обеспечивает увеличение степени вытяжки на 40... 60%. Свободное перемещение заготовки в процессе вытяжки в ряде случаев (как показала практика ~ у 50% вытягиваемых деталей) приводит к смещению центра заготовки относительно центра неподвижного пуансона.
Смещение центра заготовки от центра неподвижного пуансона в процессе вытяжки происходит за счет незначительной разновысотности фиксирующей полости, наличия заусенцев на заготовке и неодинаковой потере устойчивости по окружности фланца заготовки при вытяжке. В результате этого на дне тонкостенной вытягиваемой детали появляются гофры, а образующая поверхность детали приобретает разновысотность, достигающую 7…10 мм.
Степень вытяжки можно также увеличить посредством обтягивания штампуемой заготовки на неподвижный пуансон. В этом случае трение между заготовкой и пуансоном в процессе вытяжки является технологически активным и играет положительную роль.
Наиболее близким техническим решением является способ вытяжки полых изделий из листовых заготовок, заключающийся в формообразовании заготовки с одновременным образованием контролируемых гофров во фланцевой части с последующим их разглаживаем. Гофры образуются в канавке, выполненной на поверхности прижима в виде архимедовой спирали. Контролируемые гофры, образующиеся в канавках на фланце заготовки, способствуют увеличению податливости фланца в процессе вытяжки, что влечет за собой увеличение степени и глубины вытяжки. Перед разглаживанием гофров заготовку поворачивают относительно прижима, на котором выполнены канавки в виде архимедовой спирали на угол, при котором гофры или часть гофров на фланце заготовки размещаются на плоском участке прижима между канавками архимедовой спирали. Для свободного гофрообразования на заготовке в спиралевидной канавке и формирования самой спиралевидной канавки в процессе вытяжки между заготовкой и верхним прижимом обеспечивается зазор, равный примерно 10% от толщины заготовки (Патент РФ №2217257, МПК B21D 22/20. Способ вытяжки полых изделий из листовых заготовок, опубл. 27.11.2003).
Недостаток прототипа: сложность изготовления штамповой оснастки и несколько большая по сравнению с предлагаемым способом трудоемкость процесса вытяжки.
Прототип к устройству: В.П.Романовский. Справочник по холодной штамповке. - Л.: Машиностроение, 1979 г, стр.438…455. «Типовые конструкции формоизменяющих штампов (гибочные, вытяжные, комбинированные)».
Недостаток прототипа: сложность и более высокая точность и трудоемкость изготовления штамповой оснастки по сравнению с предлагаемой.
Задачей, на решение которой направлено предлагаемое изобретение, является устранение несоосности вытягиваемой заготовки и неподвижного пуансона, в результате чего повышается качество и полностью устраняется брак штампуемых деталей в процессе их вытяжки.
Использование изобретения позволит получить следующий технический результат:
1. в деталях, полученных заявляемым способом и на предлагаемых устройствах, полностью отсутствуют гофры;
2. в 5…7 раз уменьшается разновысотность в деталях, полученных с использованием заявляемых способа и устройств.
Для решения поставленной задачи в известном способе глубокой вытяжки деталей из тонколистовых заготовок, включающем размещение заготовки в полости для фиксации, прижим фланца заготовки и обтягивание заготовки по неподвижному пуансону, в процессе вытяжки осуществляют фиксацию заготовки относительно неподвижного пуансона воздействием на центральную часть заготовки усилием притягивания со стороны пуансона. Усилие притягивания можно создать посредством магнитного поля или посредством вакуума.
Для решения поставленной задачи штамп для глубокой вытяжки деталей из тонколистовых заготовок, содержащий соосно установленные неподвижный пуансон, матрицу и прижим, выполненный с образованием полости для фиксации заготовки, снабжен электромагнитом или постоянным магнитом, пуансон выполнен составным в виде центрального стержня из ферромагнитного материала и соосно установленных на нем промежуточной втулки из немагнитного материала и внешней втулки из ферромагнитного материала, внешний диаметр которой соответствует диаметру пуансона, при этом пуансон размещен на электромагните или постоянном магните. Также поставленная задача может быть решена посредством штампа для глубокой вытяжки деталей из тонколистовых заготовок, содержащего соосно установленные неподвижный пуансон, матрицу и прижим, выполненный с образованием полости для фиксации заготовки, и снабженного вакуумной системой и эластичной втулкой. Пуансон выполнен с центральным отверстием, соединенным с вакуумной системой, и кольцевой проточкой на рабочем торце, в которой размещена эластичная втулка.
Прижимающее усилие исключает смещение заготовки относительно пуансона в процессе вытяжки, что позволяет получить штампуемые детали без гофров на донной части и значительно уменьшает их разновысотность.
Заявляемый способ и устройство реализованы при штамповке-вытяжке колпачков-заготовок для сильфонов из нержавеющей ленты 12Х18Н10Т толщиной 0,13 мм.
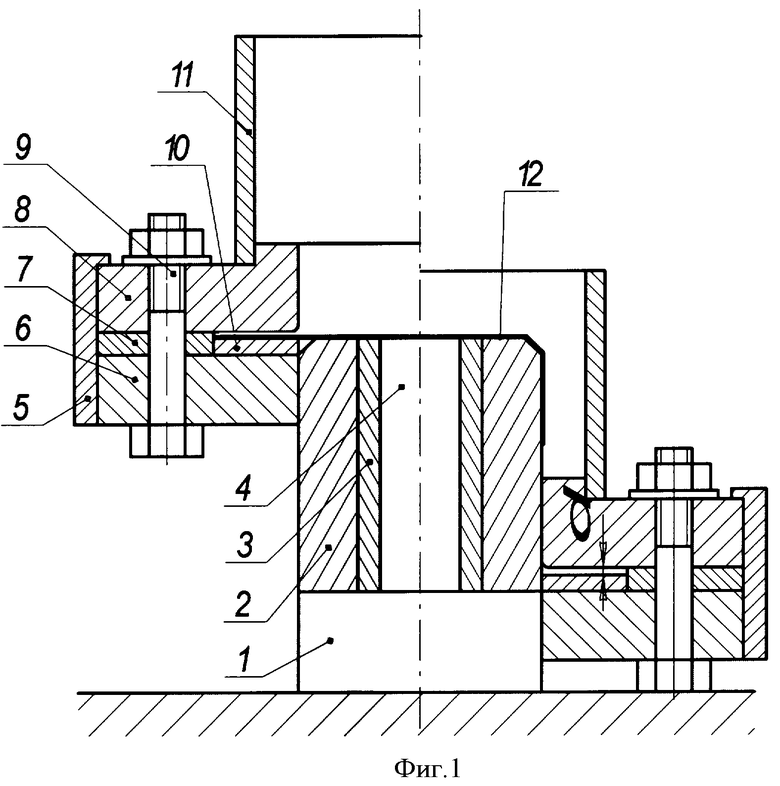
На фиг.1 изображено устройство для вытяжки колпачков с фиксированием заготовки по центру посредством магнита, где:
1 - электромагнит (постоянный магнит); 2 - втулка из ферромагнитного материала; 3 - втулка из немагнитного материала; 4 - стержень из ферромагнитного материала; пуансон состоит из п.2, п.3, п.4; 5 - центрирующая обойма; 6 - нижний прижим; 7 - кольцо; 8 - верхний прижим; 9 - болт; 10 - кольцо; 11 - опора; 12 - штампуемая заготовка. В данном устройстве фиксацию листовой заготовки относительно пуансона производят посредством замыкания на нее магнитных силовых линий, проходящих от электромагнита (постоянного магнита) через ферромагнитные детали пуансона.
Устройство работает следующим образом: заготовку 12 размещают на составном пуансоне (п.2, 3, 4) и в фиксирующей полости, которая образована плоскими поверхностями верхнего 8 прижима и кольца 10, размещенного на нижнем прижиме 6, а также поверхностью, образованной внутренним диаметром кольца 7, который размещен между прижимами. Прижимы 6 и 8 с размещенными между ними кольцом 7 зафиксированы и поджаты болтом 9 и обоймой 5. Составной пуансон торцом, противоположным рабочему, установлен на электромагните 1. Внутренний диаметр кольца 7 соответствует диаметру тонколистовой заготовки. Для того чтобы исключить смещение фланца штампуемой детали в процессе вытяжки предлагается к неподвижному пуансону притягивать штампуемую заготовку посредством замыкания на нее магнитных силовых линий, проходящих от электромагнита. Далее производят фиксацию заготовки на пуансоне с последующей вытяжкой, при этом пуансон неподвижен.
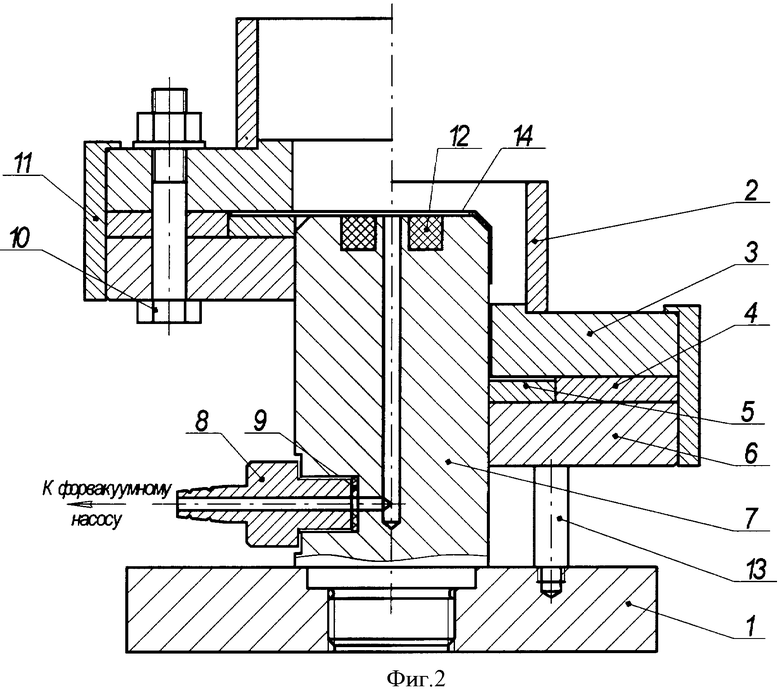
На фиг.2 изображено устройство для вытяжки колпачков, где:
1 - поддон; 2 - опора; 3 - верхний прижим-матрица; 4 - наружное кольцо; 5 - внутреннее кольцо; 6 - нижний прижим; 7 - пуансон; 8 - штуцер; 9 - прокладка; 10 - болт; 11 - центрирующая обойма; 12 - резиновая втулка; 13 - упор; 14 - штампуемая заготовка. Для осуществления указанной фиксации в пуансоне 7 по центру выполняют отверстие, которое соединяют посредством штуцера с форвакуумным насосом. На рабочей торцовой поверхности пуансона выполнена кольцевая проточка, в которой размещают резиновую втулку 12 для обеспечения герметичности между заготовкой и пуансоном при откачке воздуха. Пуансон 7 зафиксирован на поддоне 1. На поддоне установлены упоры 13, ограничивающие ход подвижных прижимов 6, 3. Устройство работает следующим образом: на пуансоне 7 и в фиксирующей полости, образованной внутренним кольцом 5 и наружным кольцом 4, размещают заготовку 14 и прижимают ее верхним прижимом 3. Через центральное отверстие в пуансоне, соединенное через штуцер 8 с форвакуумным насосом, производят откачку воздуха, создавая вакуум, таким образом производится фиксирование заготовки относительно пуансона. После фиксации заготовки на пуансоне осуществляют вытяжку по неподвижному пуансону.
Использование предлагаемого изобретения позволяет полностью исключить получение некондиционных деталей в процессе вытяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255828C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2001 |
|
RU2242318C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1993 |
|
RU2091190C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ПУТЕМ ВЫТЯЖКИ | 1998 |
|
RU2206422C2 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2011 |
|
RU2494830C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2003 |
|
RU2241563C1 |
Изобретение относится к обработке металлов давлением, в частности при глубокой вытяжке деталей из тонколистовых заготовок. Тонколистовую заготовку размещают в фиксирующей полости. Прижимают фланец заготовки. На центральную часть заготовки со стороны неподвижного пуансона воздействуют притягивающим усилием. Обтягивают заготовку по пуансону. Притягивающее усилие можно создавать посредством магнитного поля или вакуума. Штамп содержит соосно установленные неподвижный пуансон, прижим, матрицу и полость для фиксации заготовки. Фиксацию заготовки по центру осуществляют, в одном случае, пуансон устанавливают на электромагнит или постоянный магнит, в другом случае, по центру пуансона выполнено отверстие, соединенное с вакуумной системой. На рабочем торце пуансона выполнена кольцевая проточка, в которой размещена эластичная втулка. В результате обеспечивается полное отсутствие гофр и повышение качества. 3 н. и 2 з.п. ф-лы, 2 ил.
1. Способ глубокой вытяжки деталей из тонколистовых заготовок, включающий размещение заготовки в полости для фиксации, прижим фланца заготовки и обтягивание заготовки по неподвижному пуансону, отличающийся тем, что в процессе вытяжки осуществляют фиксацию заготовки относительно неподвижного пуансона воздействием на центральную часть заготовки усилием притягивания со стороны пуансона.
2. Способ по п.1, отличающийся тем, что усилие притягивания создают посредством магнитного поля.
3. Способ по п.1, отличающийся тем, что усилие притягивания создают посредством вакуума.
4. Штамп для глубокой вытяжки деталей из тонколистовых заготовок, содержащий соосно установленные неподвижный пуансон, матрицу и прижим, выполненный с образованием полости для фиксации заготовки, отличающийся тем, что он снабжен электромагнитом или постоянным магнитом, пуансон выполнен составным в виде центрального стержня из ферромагнитного материала и соосно установленных на нем промежуточной втулки из немагнитного материала и внешней втулки из ферромагнитного материала, внешний диаметр которой соответствует диаметру пуансона, при этом пуансон размещен на электромагните или постоянном магните.
5. Штамп для глубокой вытяжки деталей из тонколистовых заготовок, содержащий соосно установленные неподвижный пуансон, матрицу и прижим, выполненный с образованием полости для фиксации заготовки, отличающийся тем, что он снабжен вакуумной системой и эластичной втулкой, пуансон выполнен с центральным отверстием, соединенным с вакуумной системой, и кольцевой проточкой на рабочем торце, в которой размещена эластичная втулка.
| РОМАНОВСКИЙ В.П | |||
| Справочник по холодной штамповке | |||
| Машиностроение | |||
| - Л., 1979, с.443, рис.349 | |||
| СПОСОБ ВЫТЯЖКИ ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2176572C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| US 4193285 A, 18.03.1980 | |||
| US 2005268685 A1, 08.12.2005. | |||

