Изобретение относится к измерительной технике, в частности к способам контроля формы внутренних деталей, и может быть использовано в энергетике, транспорте, машиностроении и в других областях техники для измерения геометрических параметров детали
Известен высокоскоростной трехмерный способ оптического измерения геометрического размера изготавливаемых деталей (патент US 8896844, дата публикации 25.11.2014), включающий в себя последовательную подачу деталей так, чтобы движение деталей на пути к точке видеорегистрации, на которой каждая деталь имеет заданное положение и ориентацию для оптического измерения каждой детали, имеющей внешнюю концевую поверхность и внутреннюю концевую поверхность на первом торце детали, при этом корпус каждой детали имеет карман для удержания детали, располагающийся между концевыми поверхностями, проектирование линии излучения, имеющей заданную ориентацию на концевые поверхности, чтобы получить изображения отраженного света от границ детали в виде линий, прямого отражения от концевых поверхностей детали, обнаружение отраженных линий излучения на одну или более плоскостей изображения, чтобы получить электрические сигналы, и обработку электрических сигналов для получения геометрического размера.
Недостатком указанного изобретения является необходимость поддержания постоянного расстояния и заданного положения между излучателем, изучаемым объектом и устройством фиксации (что недостижимо при осуществлении доступа во внутренние полости технологических объектов по сложной пространственной траектории), а также невозможность указанного изобретения контроля объектов другой формы (в изобретении контролируют гильзы и используют смесь белого света для контроля торцев и лазера для контроля цилиндрической части гильзы).
Известен способ для автоматического обнаружения известного параметра измеряемого объекта на исследуемом объекте с использованием системы видеконтроля, выбранный в качестве прототипа (патент US 9412189, дата публикации 09.08.2016), включающий в себя отображение на дисплее исследуемого объекта, обнаружение известного параметра измеряемого объекта на исследуемом объекте с использованием центрального процессора, отображение на дисплее набора доступных типов измерений, содержащий тип измерения, связанный с обнаруженным известным параметром измеряемого объекта с использованием центрального процессора, получение выбора типа измерения, связанного с обнаруженным известным параметром измеряемого объекта, автоматическое позиционирование множества маркеров измерения на изображении на дисплее с использованием центрального процессора, причем позиции множества маркеров измерения основаны на выбранном типе измерения, связанного с обнаруженным известным параметром измеряемого объекта, и отображение на дисплее величины параметра измеряемого объекта, рассчитанного центральным процессором с использованием позиций множества маркеров измерений.
Недостатком указанного изобретения является необходимость последовательного проецирования на объект трех изображений различной конфигурации, что осложняет обработку и снижает производительность контроля.
Задача предлагаемого изобретения заключается в повышении эффективности и производительности контроля формы внутренних деталей и измерения геометрических параметров несплошностей.
Технический результат предлагаемого изобретения заключается в повышении точности, достоверности и производительности выполнения измерений внутренних деталей и несплошностей за счет того, что требуемая индикатриса освещенности формируется по меньшей мере одной линзой, за которой располагается дифракционный оптический элемент, а также за счет выравнивания дистального конца эндоскопа ортогонально контролируемой поверхности.
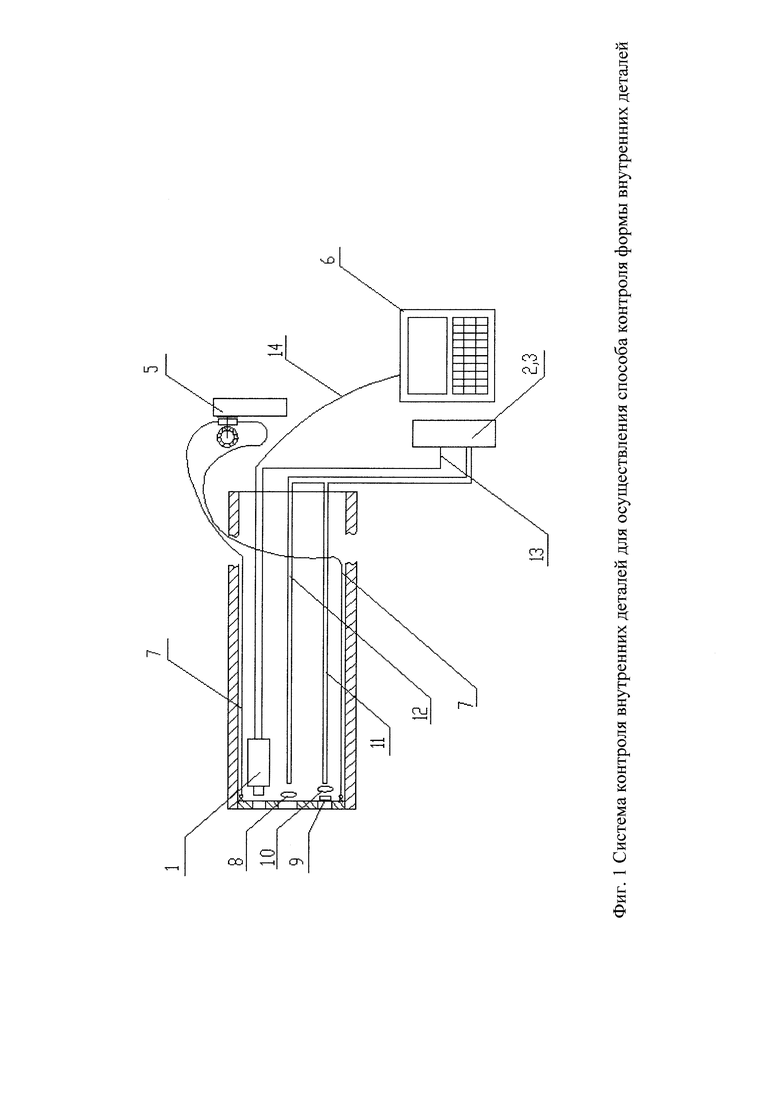
Настоящее изобретение поясняется фиг. 1, на которой представлена система контроля внутренних деталей для осуществления предлагаемого способа.
Система контроля состоит из:
1 - миниатюрная цифровая камера, формирующая цифровое изображение исследуемого объекта;
2 - блок освещения белого света;
3 - лазерный осветитель;
4 - механическая система артикуляции;
5 - пульт управления артикуляцией;
6 - ПК для обработки и отображения информации;
7 - тросы артикуляции;
8 - линза канала белого света;
9 - дифракционный оптический элемент (ДОЭ);
10 - линза канала лазерной подсветки;
11 - волокно для лазера;
12 - волокно для освещения белым светом;
13 - питание;
14 - видеосигнал.
Оптическое волокно для передачи белого света и линзы для белого света, а также блок освещения белого света составляют канал освещения белого света. Оптическое волокно для передачи лазера, дифракционный оптический элемент (ДОЭ), линзы для лазерной подсветки и лазерный осветитель составляют канал структурированной лазерной подсветки. Тросы артикуляции и пульт управления артикуляцией составляют систему артикуляции.
Блок освещения состоит из источника белого света и полупроводникового лазера. Световые потоки лазера и лампы белого света направляются в раздельные оптические волокна. На выходе из волокна белого света располагается линза для придания световому потоку необходимой направленности. На выходе из волокна лазерного светового потока располагается линза для придания потоку необходимой сходимости, на обеспечивающем требующуюся ширину пучка расстоянии от линзы расположен Дифракционный Оптический Элемент (ДОЭ).
Для осуществления контроля внутренней поверхности детали производят доставку внутрь контролируемого оборудования эндоскопа с миниатюрной камерой с последующим выравниванием дистального конца эндоскопа, ортогонального контролируемой поверхности посредством механической артикуляции. Для навигации эндоскопа по траектории используется освещение белого света, которое передается по оптическому волокну. На выходе из волокна белого света располагается линза для формирования индикатрисы освещенности. Артикуляция эндоскопического устройства осуществляется путем поворота ручки на пульте управления артикуляцией, при этом вращение вызывает перемещение тросов, таким образом рабочая часть эндоскопа может изгибаться в двух взаимоортогональных направлениях. Затем осуществляют выключение или приглушение белого света для формирования требуемого излучения с последующим включением лазера. На выходе из волокна лазерного светового потока располагается линза для придания потоку необходимой сходимости, на обеспечивающем требую ширину пучка расстоянии от линзы расположен дифракционный оптический элемент для формирования на поверхности объекта контроля изображения с известными размерами. Таким образом, поверхность внутреннего пространства несплошностей детали осматривается миниатюрной оптической камерой, при этом на деталь проецируется одно и то же лазерное изображение с известной формой. Изображение, сформированное камерой, передается в компьютер через интерфейс USB. Используя цифровое изображение детали и спроецированное на нее лазерное изображение компьютерный алгоритм проводит калибровку и в случае выявления несплошности проводится измерение ее геометрических параметров, в частности площади, длины и ширины, также могут быть измерены параметры геометрической формы деталей для установления износа и потери толщины.
Для проведения измерений параметров несплошности деталей может быть использована компьютерная программа обработки и анализа изображений, которая позволяет:
- получить изображение с оптической системы камеры и записать его на жесткий диск компьютера;
- провести калибровку по имеющемуся цифровому изображению объекта по спроецированным на ее поверхность лазерному изображению известной формы;
- автоматически выделить дефектные области на поверхности лопатки;
- рассчитать геометрические параметры - в частности длину и ширину дефектов или объекта.
Способ контроля формы внутренних деталей, включающий в себя этапы:
a) доставку внутрь контролируемого оборудования эндоскопа с миниатюрной камерой, выполненного с возможностью измерений, при этом для навигации эндоскопа по траектории доставки внутрь объекта контроля которого используется освещение белого света, которое передается по оптическому волокну, а после выхода из которого требуемая индикатриса освещенности формируется по меньшей мере одной линзой;
b) выравнивание дистального конца эндоскопа ортогонально контролируемой поверхности посредством механической артикуляции, состоящей из двух систем тросов для перемещения дистальной части установки в двух взаимно ортогональных направлениях;
c) выключение или приглушение белого света с последующим включением лазера, который посредством оптического волокна, передающего лазерный поток, и конденсора, состоящего из по меньшей мере одной линзы, формирует параллельный пучок лучей, который, проходя через дифракционный оптический элемент, принимает вид заданной фигуры с известными размерами, а затем формирует на поверхности объекта контроля изображение с известными размерами;
d) проведение калибровки с использованием полученного цифрового изображения детали и спроецированного на него лазерного изображения, с последующим анализом изображений с целью измерения геометрических параметров детали;
e) проведение измерения геометрических параметров несплошности в случае выявления несплошностей.
Результаты выводятся в виде таблицы и сохраняются на жесткий диск. Внедрение способа контроля формы и измерения параметров несплошностей внутренних деталей оборудования, в частности лопаток турбин, дает возможность выйти на новый уровень ведения эксплуатации оборудования, позволяющий сократить время контроля, уменьшить количество поломок и простоев по причине повреждения внутренних деталей оборудования в процессе эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМИРОВАНИЕ ИЗОБРАЖЕНИЙ ПРИ СТРУКТУРИРОВАННОМ ОСВЕЩЕНИИ С ПРОСТРАНСТВЕННЫМ ВЫБОРОМ УГЛА РИСУНКА | 2019 |
|
RU2740206C1 |
| ОДНОВОЛОКОННЫЙ МНОГОТОЧЕЧНЫЙ ЛАЗЕРНЫЙ ЗОНД ДЛЯ ОФТАЛЬМОЛОГИЧЕСКОЙ ЭНДОИЛЛЮМИНАЦИИ | 2010 |
|
RU2560902C2 |
| СПОСОБ ФЛУОРЕСЦЕНТНОЙ ЭНДОСКОПИИ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 2005 |
|
RU2290855C1 |
| ЗАЩИТНОЕ УСТРОЙСТВО | 2000 |
|
RU2224289C2 |
| Безэталонный высококогерентный интерферометр | 2021 |
|
RU2760920C1 |
| КОНФОКАЛЬНЫЙ СПЕКТРОАНАЛИЗАТОР ИЗОБРАЖЕНИЙ | 2014 |
|
RU2579640C1 |
| ДИФРАКЦИОННОЕ ПРОФИЛИРОВАНИЕ РАСПРЕДЕЛЕНИЯ ИНТЕНСИВНОСТИ ЧАСТИЧНО ПРОСТРАНСТВЕННО КОГЕРЕНТНОГО СВЕТОВОГО ПУЧКА | 2001 |
|
RU2343516C2 |
| ОПТИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2223462C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ ГЕМОГЛОБИНА И СТЕПЕНИ ОКСИГЕНАЦИИ КРОВИ В СЛИЗИСТЫХ ОБОЛОЧКАХ | 2013 |
|
RU2528087C1 |
| ЭНДОСКОП С УЛЬТРАФИОЛЕТОВЫМ ОСВЕЩЕНИЕМ (ВАРИАНТЫ) | 2004 |
|
RU2359296C2 |
Изобретение относится к измерительной технике, в частности к способам контроля формы внутренних деталей. Способ контроля формы внутренних деталей, включающий в себя этапы доставки внутрь контролируемого оборудования эндоскопа с миниатюрной камерой, выполненного с возможностью измерений, для навигации по траектории которого используется освещение белого света, которое передается по оптическому волокну, после выхода из которого требуемая индикатриса освещенности формируется по меньшей мере одной линзой. Далее осуществляют выравнивание дистального конца эндоскопа ортогонально контролируемой поверхности посредством механической артикуляции. Далее следует этап выключения или приглушения белого света с последующим включением лазера, который посредством оптического волокна, передающего лазерный поток, и конденсатора формирует параллельный пучок лучей, который, проходя через дифракционный оптический элемент, формирует на поверхности объекта контроля изображение с известными размерами, а затем, используя полученное цифровое изображение детали и спроецированное на нее лазерное изображение, производят калибровку с последующим сравнением изображений и в случае выявления несплошностей проводится измерение геометрических параметров детали. Технические результат – повышение эффективности и производительности контроля формы внутренних деталей. 1 ил.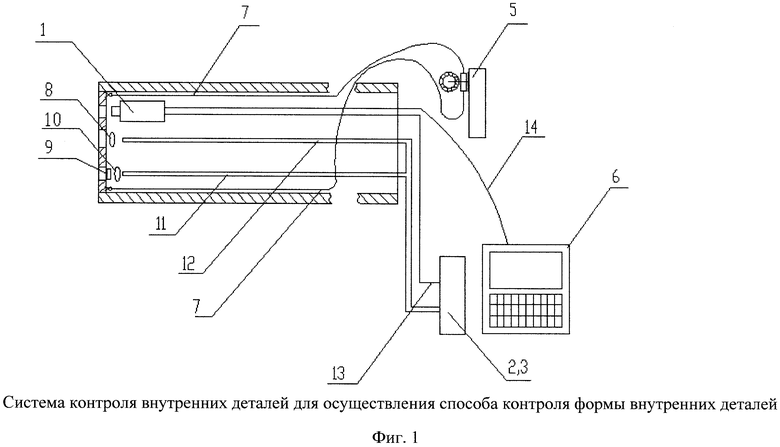
Способ контроля формы внутренних деталей, включающий в себя этапы:
a) доставку внутрь контролируемого оборудования эндоскопа с миниатюрной камерой, выполненного с возможностью измерений, при этом для навигации эндоскопа по траектории доставки внутрь объекта контроля которого используется освещение белого света, которое передается по оптическому волокну, а после выхода из которого требуемая индикатриса освещенности формируется по меньшей мере одной линзой;
b) выравнивание дистального конца эндоскопа ортогонально контролируемой поверхности посредством механической артикуляции, состоящей из двух систем тросов для перемещения дистальной части установки в двух взаимно ортогональных направлениях;
c) выключение или приглушение белого света с последующим включением лазера, который посредством оптического волокна, передающего лазерный поток, и конденсора, состоящего из по меньшей мере одной линзы, формирует параллельный пучок лучей, который, проходя через дифракционный оптический элемент, принимает вид заданной фигуры с известными размерами, а затем формирует на поверхности объекта контроля изображение с известными размерами;
d) проведение калибровки с использованием полученного цифрового изображения детали и спроецированного на него лазерного изображения, с последующим анализом изображений с целью измерения геометрических параметров детали;
e) проведение измерения геометрических параметров несплошности в случае выявления несплошностей.
| WO 2015132778 A1, 25.02.2015 | |||
| WO 2001080734 A1, 01.11.2011 | |||
| WO 2007001468 A3, 15.12.2005 | |||
| US 8425408 B2, 23.04.2013. |

