Перекрестная ссылка на родственные заявки
[0001] Данная заявка имеет приоритет находящейся одновременно на рассмотрении предварительной заявки на патент США № 61/870,375, поданной 27 августа 2013 г., содержание которой в его полном объеме включено в данный документ посредством ссылки.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение относится к сепараторам и более конкретно к способам изготовления сепараторов.
Уровень техники
[0003] Сепаратор, обычно также называемый обоймой, представляет собой общий элемент в подшипниках, шарнирах равных угловых скоростей и других типах вращательных соединений, которые включают в себя множество элементов качения. Сепаратор обычно включает в себя гнезда, которые удерживают упомянутые элементы качения, чтобы поддерживать требуемый угловой интервал между упомянутыми элементами качения.
[0004] Обычные сепараторы изготавливают из самых разных материалов в соответствии с конкретным применением и объемом производства. Например, если объем производства большой, то сепараторы обычно изготавливают из стали или полимеров. Если же объем производства небольшой, то сепараторы обычно изготавливают из латуни или бронзы. Кроме того, латунь и бронза обеспечивают более высокие трибологические (т.е. смазочные и износостойкие) характеристики по сравнению со сталью.
[0005] Обычные сепараторы изготавливают посредством самых разных технологий в соответствии с конкретным объемом производства. При больших объемах производства сепараторы могут изготавливаться посредством штамповки для сталей или посредством литья под давлением для полимеров. Данные процессы позволяют изготавливать детали быстро и относительно недорого, однако они требуют значительных первоначальных затрат на технологическую оснастку. Соответственно данные процессы не пригодны для небольших объемов производства. При небольших объемах производства сепараторы могут быть получены посредством механической обработки на станке отлитой болванки или вальцованной поковки. Хотя механическая обработка требует меньших затрат на технологическую оснастку, она может быть длительной и дорогостоящей.
Сущность изобретения
[0006] Настоящее изобретение представляет собой, в одном аспекте, сепаратор для поддержания относительного углового разнесения множества элементов качения. Упомянутый сепаратор включает в себя корпус, содержащий кольцеобразную часть и множество захватывающих элементов. Каждый из упомянутых захватывающих элементов приспособлен для захватывания по меньшей мере одного из упомянутых элементов качения. Упомянутый корпус выполнен из спекаемого порошкового металла, пропитанного бронзой.
[0007] Настоящее изобретение представляет собой, в другом аспекте, подшипниковый узел, включающий в себя внутреннее кольцо, внешнее кольцо и множество элементов качения. Упомянутые элементы качения расположены между упомянутым внутренним кольцом и упомянутым внешним кольцом. Упомянутый подшипниковый узел включает в себя также сепаратор для поддержания относительного углового разнесения элементов качения. Упомянутый сепаратор изготовлен из спекаемого порошкового металла, пропитанного бронзой.
[0008] Настоящее изобретение представляет собой, в другом аспекте, способ изготовления сепаратора для поддержания относительного углового разнесения множества элементов качения. Упомянутый способ включает формование корпуса сепаратора из порошкового металла с использованием аддитивной технологии.
[0009] Другие признаки и аспекты изобретения станут понятными при изучении приведенного ниже подробного описания и прилагаемых чертежей.
Краткое описание чертежей
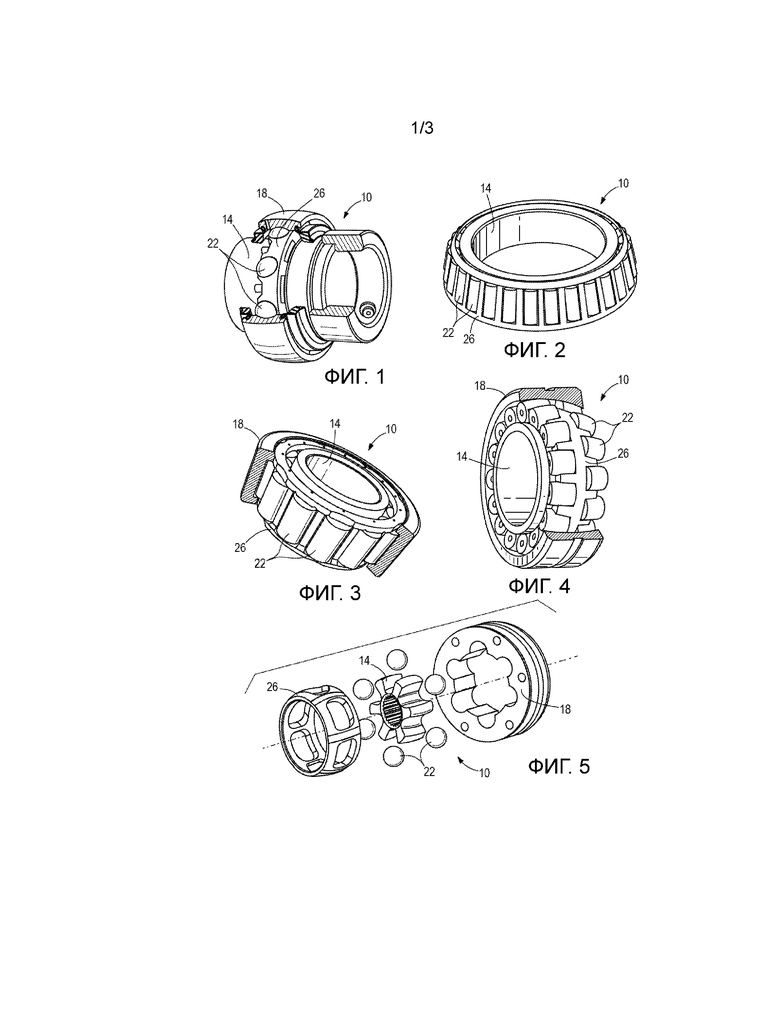
[0010] Фиг.1 представляет собой вид с частичным разрезом обычного шарикового подшипника, включающего в себя сепаратор, который может быть изготовлен способом в соответствии с изобретением.
[0011] Фиг.2 представляет собой перспективный вид обычного конического роликового подшипника, включающего в себя сепаратор, который может быть изготовлен способом в соответствии с изобретением.
[0012] Фиг.3 представляет собой вид с частичным разрезом обычного цилиндрического роликового подшипника, включающего в себя сепаратор, который может быть изготовлен способом в соответствии с изобретением.
[0013] Фиг.4 представляет собой вид с частичным разрезом обычного сферического роликового подшипника, включающего в себя сепаратор, который может быть изготовлен способом в соответствии с изобретением.
[0014] Фиг.5 представляет собой вид с пространственным разделением элементов обычного шарнира равных угловых скоростей, включающего в себя сепаратор, который может быть изготовлен способом в соответствии с изобретением.
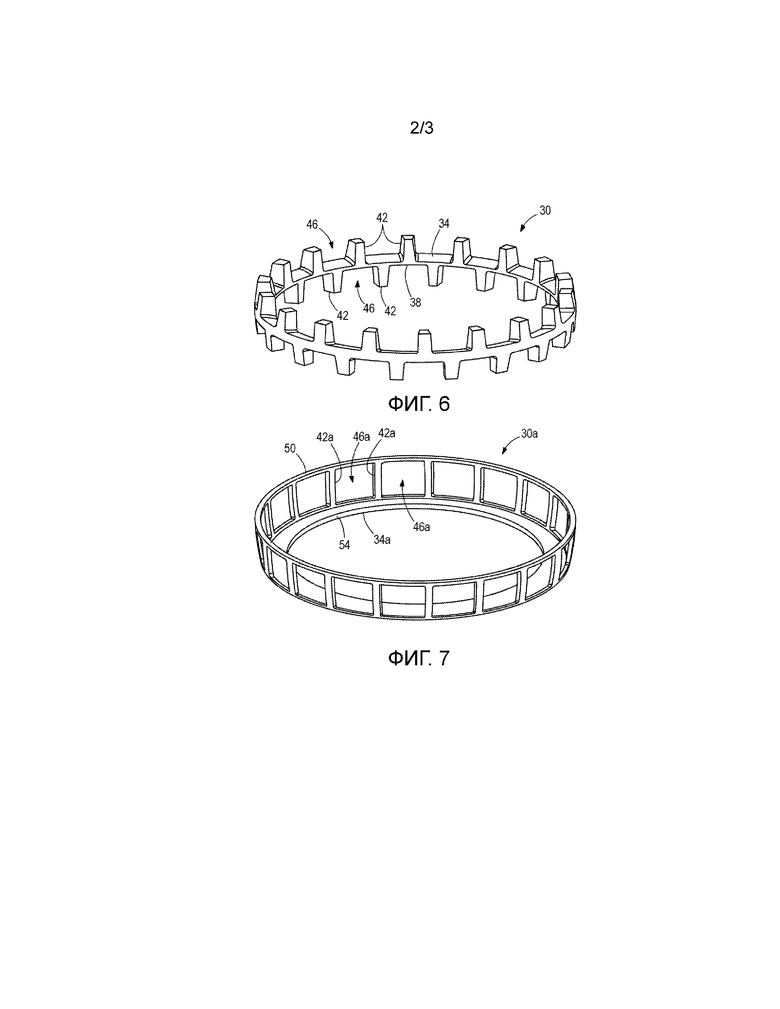
[0015] Фиг.6 представляет собой перспективный вид сепаратора в соответствии с вариантом осуществления изобретения.
[0016] Фиг.7 представляет собой перспективный вид сепаратора в соответствии с другим вариантом осуществления изобретения.
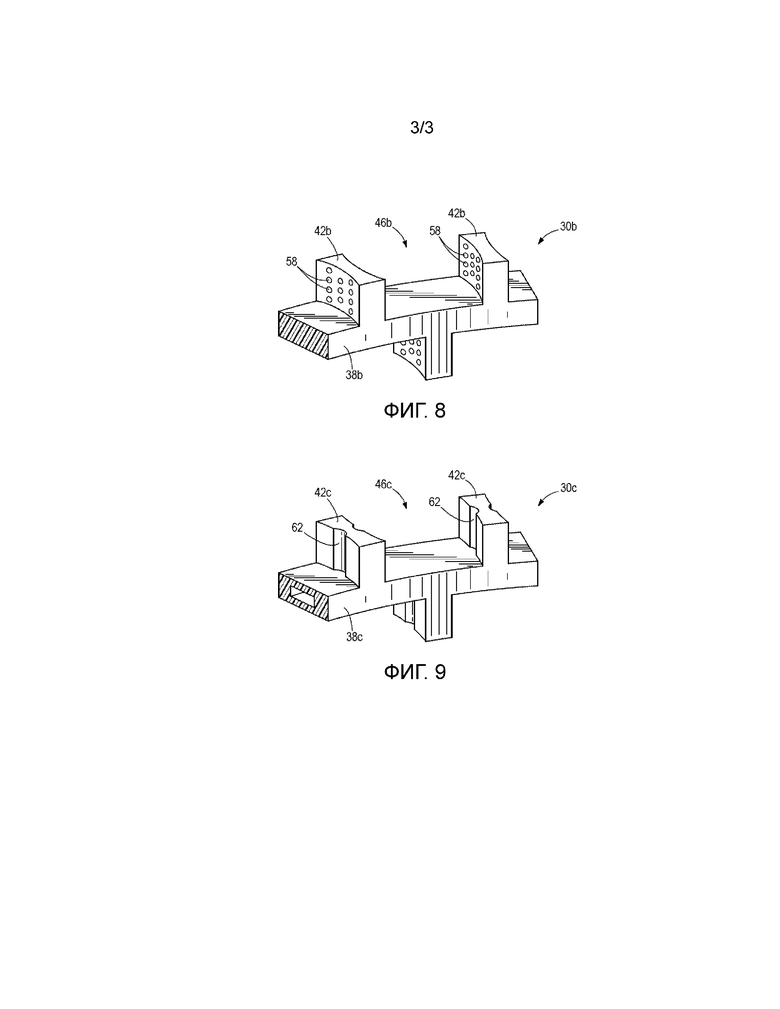
[0017] Фиг.8 представляет собой перспективный вид части сепаратора в соответствии с вариантом осуществления изобретения.
[0018] Фиг.9 представляет собой перспективный вид части сепаратора в соответствии с другим вариантом осуществления изобретения.
[0019] Прежде чем будут подробно описаны какие-либо варианты осуществления, необходимо понимать, что изобретение не ограничено в своем применении деталями конструкции и расположением элементов, изложенными в приведенном ниже описании или показанными в приведенных ниже чертежах. Изобретение позволяет другие варианты осуществления и применение на практике или осуществление другими способами. Кроме того, необходимо понимать, что выражения и термины, используемые в данном документе, предназначены для описания и не должны рассматриваться как ограничивающие.
Подробное описание
[0020] Фиг.1-5 показывают различные примерные антифрикционные подшипники 10, каждый из которых содержит внутреннее кольцо 14, внешнее кольцо 18 (не показанное на фиг.2), множество элементов 22 качения, установленных и размещенных между кольцами 14, 18, и сепаратор 26. Сепаратор 26 осуществляет разделение элементов 22 качения и направляет элементы 22 качения для равномерного вращения относительно внутреннего и внешнего кольца 14, 18.
[0021] Фиг.6 показывает сепаратор или обойму 30 в соответствии с вариантом осуществления изобретения. Сепаратор 30, показанный на фиг.6, может представлять собой, например, деталь двухрядного сферического роликового подшипника. Сепаратор 30 включает в себя корпус 34, содержащий кольцеобразную часть и множество захватывающих элементов 42, проходящих аксиально из кольцеобразной части 38. Смежные захватывающие элементы 42 образуют гнезда 46, которые выполнены с возможностью приема комплекта элементов качения (не показанных).
[0022] Фиг.7 показывает сепаратор 30а в соответствии с другим вариантом осуществления изобретения. Сепаратор 30а подобен сепаратору 30, показанному на фиг.6, и одинаковые элементы обозначены одинаковыми ссылочными позициями с добавлением буквы «а». Сепаратор 30а, показанный на фиг.7, может представлять собой, например, деталь сферического или цилиндрического роликового подшипника. Сепаратор 30а включает в себя корпус 34а, содержащий два аксиально разнесенных кольца 50, 54, соединенные множеством захватывающих элементов 42а. Смежные захватывающие элементы 42а образуют гнезда 46а, которые выполнены с возможностью приема комплекта элементов качения (не показанных).
[0023] Ниже описан способ изготовления любого из сепараторов 26, 30, 30а, показанных на фиг.1-7, а также других сепараторов, не показанных или не описанных в данном документе, в соответствии с изобретением.
[0024] Корпус 34, 34а сепаратора 30, 30а выполнен из порошкового металла посредством аддитивной технологии, и более конкретно способом трехмерной (three-dimensional – 3D) печати. В отличие от субтрактивных технологий (например, механической обработки), которые удаляют материал, чтобы получить готовую деталь, аддитивные технологии постепенно добавляют материал, чтобы получить готовую деталь.
[0025] Для изготовления сепаратора 30, 30а, алгоритм разрезания на слои сначала разделяет 3D компьютерную или CAD модель сепаратора 30, 30а на множество тонких пластинок или слоев вдоль центральной оси сепаратора 30, 30а. Затем данные слоев из упомянутого алгоритма разрезания на слои передаются в и интерпретируются 3D принтером (не показанным), который, как более подробно описано ниже, выполнен с возможностью последовательного формования сепаратора 30, 30а слой за слоем для получения готовой детали.
[0026] Упомянутый 3D принтер может включать в себя основание для порошка, распределитель и печатающую головку. Необходимо понимать, что 3D принтер может быть конфигурирован любым способом и может включать в себя любое количество и разнообразие других элементов и признаков. Каждый слой сепаратора 30, 30а начинается с тонкого распределения порошкообразного металла, разнесенного по поверхности основания для порошка, посредством распределителя. В некоторых вариантах осуществления упомянутый порошкообразный металл может представлять собой железо. В других вариантах осуществления, порошкообразный металл может представлять собой мягкие или низкоуглеродистые стали. Содержание углерода в мягких сталях находится в пределах от примерно 0,3% до примерно 0,6%, а содержание углерода в низкоуглеродистых сталях составляет примерно 0,3% или меньше. В других вариантах осуществления, упомянутый порошкообразный металл может представлять собой мягкую сталь с содержанием углерода примерно 0,15% или меньше. В других вариантах осуществления, порошкообразный металл может представлять собой нержавеющую сталь, такую как нержавеющая сталь марки 316 или нержавеющая сталь марки 420. В качестве альтернативы, порошкообразный металл может представлять собой любой другой металл или металлический сплав.
[0027] Затем печатающая головка селективно соединяет частицы порошкообразного металла, которые образуют конкретный слой сепаратора 30, 30а. В некоторых вариантах осуществления, для соединения частиц порошка печатающая головка дозирует связующий материал или адгезив. В других вариантах осуществления, печатающая головка включает в себя лазер, который расплавляет или спекает намеченные участки для соединения частиц порошка. Как только частицы порошкообразного металла соединены для образования когезионного слоя, основание для порошка опускается, и распределитель наносит следующий слой порошка поверх частично сформованного сепаратора 30, 30а. Данный послойный процесс повторяется до тех пор, пока сепаратор 30, 30а будет полностью сформован внутри окружающей области несвязанного металлического порошка.
[0028] Затем, для вариантов осуществления, в которых частицы порошка соединяются посредством связующего или адгезива, сепаратор 30, 30а может быть подвергнут нагреванию до повышенной температуры в течения заданного периода времени, для того чтобы обеспечить затвердевание связующего или адгезива и упрочнение сепаратора 30, 30а. Как только сепаратор 30, 30а затвердел, окружающий несвязанный порошок удаляют из сепаратора 30, 30а с использованием вибрации, вакуума, высокоскоростного потока воздуха или любого другого пригодного метода. В качестве альтернативы, окружающий несвязанный порошок может быть удален перед процессом затвердевания.
[0029] Затем сепаратор 30, 30а подвергается нагреванию в процессе спекания для дополнительного упрочнения. Во время спекания, сепаратор 30, 30а нагревают в печи и выдерживают при температуре ниже температуры плавления порошкообразного металла в течение заданного периода времени (например, 12-36 часов). Процесс спекания способен осуществлять выжигание любого связующего или адгезива и ускоряет молекулярную диффузию для спекания порошкообразного металла. В других вариантах осуществления, например, в вариантах осуществления, в которых частицы порошка соединяют посредством лазерного спекания, процессы затвердевания и/или спекания могут быть опущены.
[0030] Спеченный сепаратор 30, 30а обычно имеет пористую структуру с плотностью, находящейся в пределах от примерно 50% до примерно 70% от теоретической плотности порошкообразного металлического материала (т.е. плотности металла в кованой форме). В зависимости от требуемого применения, сепаратор 30, 30а может быть использован как готовая деталь в данном состоянии, или может быть подвергнут дополнительной механической обработке, технологической обработке или полированию. В других вариантах осуществления, пористый сепаратор 30, 30а может быть пропитан другим материалом, таким как металл с более низкой температурой плавления, для увеличения плотности сепаратора 30, 30а и придания ему требуемых свойств. Более конкретно, было обнаружено, что пропитка пористого сепаратора 30, 30а бронзой или латунью повышает плотность и прочность, уменьшает пористость и обеспечивает высокие трибологические характеристики (т.е. уменьшает износ и/или трение, которым подвергаются сепаратор и элементы качения во время эксплуатации).
[0031] Процесс пропитки может представлять собой отдельный процесс нагревания или может осуществляться одновременно или последовательно с процессом спекания. Заданное количество пропитывающего материала (например, бронзового порошка) наносят на сепаратор 30, 30а, затем нагревают до температуры выше температуры плавления пропитывающего материала. Под действием гравитации, капиллярного эффекта и/или давления расплавленный пропитывающий материал втягивается в пористый сепаратор 30, 30а до тех пор, пока пористость пропитанного сепаратора 30, 30а не станет меньше или равной примерно 30%. В некоторых вариантах осуществления, пористость пропитанного сепаратора 30, 30а меньше или равна примерно 20%. В других вариантах осуществления, пористость пропитанного сепаратора 30, 30а меньше или равна примерно 10%. В других вариантах осуществления, пористость пропитанного сепаратора 30, 30а меньше или равна примерно 5%.
[0032] Пропитанный сепаратор 30, 30а приобретает не только прочность основного металла (например, мягкой стали, нержавеющей стали и др.), но и трибологические характеристики пропитывающего материала, тем самым устраняя компромисс, требующийся при выборе обычных материалов для сепаратора. Например, сепаратор, изготовленный из порошка мягкой стали, пропитанного бронзой в соответствии с вышеописанным способом, обладает более высокой прочностью по сравнению с обычным латунным или бронзовым сепаратором и более высокими трибологическими характеристиками по сравнению с обычным стальным сепаратором.
[0033] Использование аддитивных технологий, таких как 3D печать, имеет множество преимуществ при изготовлении сепараторов. Например, данная технология не требует технологической оснастки, поэтому производство в небольших и средних объемах может осуществляться экономически эффективно. При больших объемах производства могут быть использованы обычное прессование металлических порошков и технология спекания для получения пористого порошкового металлического сепаратора, который затем подвергается пропитке вышеописанным способом.
[0034] Фиг.8 показывает сепаратор 30b в соответствии с другим вариантом осуществления изобретения. Сепаратор 30b подобен сепаратору 30, показанному на фиг.6, и одинаковые элементы обозначены одинаковыми ссылочными позициями с добавлением буквы «b». Сепаратор 30b включает в себя кольцеобразную часть 38b и множество захватывающих элементов 42b, которые образуют гнезда 46b для приема множества элементов качения (не показанных). Каждый из захватывающих элементов 42b включает в себя лунки 58, которые способны удерживать смазку, уменьшают общий вес сепаратора 30b и уменьшают площадь контакта между захватывающими элементами 42b и элементами качения.
[0035] Фиг.9 показывает сепаратор 30с в соответствии с другим вариантом осуществления изобретения. Сепаратор 30с подобен сепаратору 30, показанному на фиг.6, и одинаковые элементы обозначены одинаковыми ссылочными позициями с добавлением буквы «с». Сепаратор 30с включает в себя кольцеобразную часть 38с и множество захватывающих элементов 42с, которые образуют гнезда 46с для приема множества элементов качения (не показанных). Каждый из захватывающих элементов 42с включает в себя углубленный участок или канал 62, который способен удерживать смазку, уменьшает общий вес сепаратора 30с и уменьшает площадь контакта между захватывающими элементами 42с и элементами качения. Кроме того, кольцеобразная часть 38с по существу полая для уменьшения общего веса сепаратора 30с.
[0036] Сепараторы 30b, 30с, показанные на фиг.8 и 9, включают в себя признаки и геометрии, которые легко воспроизводятся посредством вышеописанной технологии 3D печати, но являются чрезмерно дорогими или невозможными для воспроизведения обычными способами изготовления.
[0037] В некоторых вариантах осуществления, любой из сепараторов 30, 30а, 30b, 30с, описанных в данном документе, может быть подвергнут одному или более способам финишной обработки для улучшения чистоты поверхности, размерной точности, коррозионной стойкости, износостойкости, твердости или внешнего вида захватывающих элементов 42, 42а, 42b, 42с. Такие способы финишной обработки могут быть особенно предпочтительны для высокоэффективных и высокоточных применений подшипников. Захватывающие элементы 42, 42а, 42b, 42с могут быть подвергнуты финишной обработке посредством механической обработки, массовой финишной обработки (например, обработки в поворотном барабане или вибрационной финишной обработки), суперфиниширования, полирования или любого другого способа финишной обработки.
[0038] Различные признаки изобретения изложены в приведенной ниже формуле изобретения.
Изобретение относится к сепараторам и более конкретно к способам изготовления сепараторов. Сепаратор (30) для поддержания относительного углового разнесения множества элементов качения включает в себя корпус, содержащий кольцеобразную часть (38) и множество захватывающих элементов (42). Каждый из упомянутых захватывающих элементов (42) приспособлен для захватывания по меньшей мере одного из упомянутого множества элементов качения. Упомянутый корпус (34) изготовлен из спеченного порошкообразного металла, пропитанного бронзой. Также предложен подшипниковый узел, который содержит внутреннее кольцо, внешнее кольцо, множество элементов качения, расположенных между упомянутыми внутренним и внешним кольцами, и упомянутый сепаратор (30). Также предложен способ изготовления упомянутого сепаратора (30), который включает формование корпуса сепаратора из порошкообразного металла с использованием аддитивной технологии и пропитку упомянутого корпуса сепаратора бронзой. Технический результат: обеспечение небольшого объема производства сепараторов, при этом за счет применения бронзы обеспечиваются более высокие трибологические характеристики. 3 н. и 35 з.п. ф-лы, 9 ил. 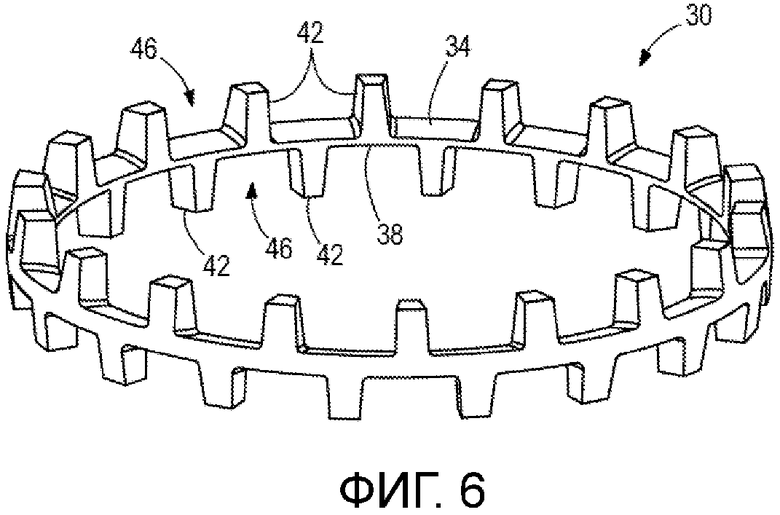
1. Сепаратор для поддержания относительного углового разнесения множества элементов качения, причем упомянутый сепаратор содержит:
корпус, включающий в себя кольцеобразную часть и множество захватывающих элементов, причем каждый из упомянутых захватывающих элементов приспособлен для захватывания по меньшей мере одного из упомянутого множества элементов качения,
причем упомянутый корпус выполнен из спеченного порошкообразного металла, пропитанного бронзой.
2. Сепаратор по п.1, в котором упомянутые захватывающие элементы подвергаются финишной обработке посредством механической обработки.
3. Сепаратор по п.1, в котором упомянутые захватывающие элементы подвергаются финишной обработке посредством массовой финишной обработки.
4. Сепаратор по п.1, в котором упомянутый корпус выполнен из нержавеющей стали, пропитанной бронзой.
5. Сепаратор по п.4, в котором упомянутый корпус выполнен из нержавеющей стали марки 316 или 420, пропитанной бронзой.
6. Сепаратор по п.1, в котором упомянутый корпус выполнен из мягкой стали или низкоуглеродистой стали, пропитанной бронзой, причем содержание углерода в упомянутой мягкой стали находится в пределах от примерно 0,3% до примерно 0,6%, а содержание углерода в упомянутой низкоуглеродистой стали составляет примерно 0,3% или меньше.
7. Сепаратор по п.1, в котором упомянутый корпус выполнен из железа, пропитанного бронзой.
8. Сепаратор по п.1, в котором по меньшей мере один из упомянутых захватывающих элементов включает в себя лунку для удерживания смазки между упомянутым по меньшей мере одним захватывающим элементом и одним из элементов качения.
9. Сепаратор по п.1, в котором упомянутая кольцеобразная часть включает в себя по меньшей мере одно полое сечение.
10. Сепаратор по п.1, в котором по меньшей мере один из упомянутых захватывающих элементов включает в себя углубленный участок для уменьшения площади контакта между упомянутым по меньшей мере одним захватывающим элементом и одним из упомянутых элементов качения.
11. Сепаратор по п.1, в котором упомянутая кольцеобразная часть включает в себя по меньшей мере одно углубление для уменьшения веса упомянутой кольцеобразной части.
12. Подшипниковый узел, содержащий:
внутреннее кольцо;
внешнее кольцо;
множество элементов качения, расположенных между упомянутым внутренним кольцом и упомянутым внешним кольцом; и
сепаратор для поддержания относительного углового разнесения упомянутых элементов качения,
причем упомянутый сепаратор изготовлен из спеченного порошкообразного металла, пропитанного бронзой.
13. Подшипниковый узел по п.12, в котором упомянутый сепаратор изготовлен из нержавеющей стали, пропитанной бронзой.
14. Подшипниковый узел по п.12, в котором упомянутый сепаратор изготовлен из нержавеющей стали марки 316 или 420, пропитанной бронзой.
15. Подшипниковый узел по п.12, в котором упомянутый сепаратор изготовлен из мягкой стали или низкоуглеродистой стали, пропитанной бронзой, причем содержание углерода в упомянутой мягкой стали находится в пределах от примерно 0,3% до примерно 0,6%, а содержание углерода в упомянутой низкоуглеродистой стали составляет примерно 0,3% или меньше.
16. Подшипниковый узел по п.12, в котором упомянутый сепаратор изготовлен из железа, пропитанного бронзой.
17. Подшипниковый узел по п.12, в котором упомянутый сепаратор включает в себя кольцеобразную часть и множество захватывающих элементов, причем каждый из упомянутых захватывающих элементов приспособлен для захватывания по меньшей мере одного из упомянутых элементов качения.
18. Подшипниковый узел по п.17, в котором по меньшей мере один из упомянутых захватывающих элементов включает в себя лунку для удерживания смазки между упомянутым по меньшей мере одним захватывающим элементом и одним из упомянутых элементов качения.
19. Подшипниковый узел по п.17, в котором упомянутые захватывающие элементы подвергаются финишной обработке посредством механической обработки или массовой финишной обработки.
20. Подшипниковый узел по п.17, в котором упомянутая кольцеобразная часть включает в себя по меньшей мере одно полое сечение.
21. Подшипниковый узел по п.17, в котором по меньшей мере один из упомянутых захватывающих элементов включает в себя углубленный участок для уменьшения площади контакта между упомянутым по меньшей мере одним захватывающим элементом и одним из упомянутых элементов качения.
22. Подшипниковый узел по п.17, в котором упомянутая кольцеобразная часть включает в себя по меньшей мере одно углубление для уменьшения веса упомянутой кольцеобразной части.
23. Способ изготовления сепаратора для поддержания относительного углового разнесения множества элементов качения, причем упомянутый способ включает:
формование корпуса сепаратора из порошкообразного металла с использованием аддитивной технологии и
пропитку упомянутого корпуса сепаратора бронзой.
24. Способ по п.23, в котором пропитка упомянутого корпуса сепаратора бронзой увеличивает плотность и уменьшает пористость упомянутого корпуса.
25. Способ по п.23, в котором пропитка упомянутого корпуса сепаратора бронзой улучшает трибологические характеристики сепаратора.
26. Способ по п.23, в котором формование корпуса включает последовательное формование множества слоев порошкообразного металла и скрепление упомянутого множества слоев адгезивом.
27. Способ по п.23, в котором упомянутая аддитивная технология представляет собой технологию 3D-печати.
28. Способ по п.23, в котором упомянутый порошкообразный металл представляет собой нержавеющую сталь.
29. Способ по п.28, в котором упомянутая нержавеющая сталь представляет собой нержавеющую сталь марки 316 или 420.
30. Способ по п.23, в котором упомянутый порошкообразный металл представляет собой мягкую сталь или низкоуглеродистую сталь, пропитанную бронзой, причем содержание углерода в упомянутой мягкой стали находится в пределах от примерно 0,3% до примерно 0,6%, а содержание углерода в упомянутой низкоуглеродистой стали составляет примерно 0,3% или меньше.
31. Способ по п.23, в котором упомянутый порошкообразный металл представляет собой железо.
32. Способ по п.23, в котором формование упомянутого корпуса сепаратора включает формование кольцеобразной части и множества захватывающих элементов, причем каждый из упомянутых захватывающих элементов приспособлен для захватывания по меньшей мере одного из упомянутых элементов качения.
33. Способ по п.32, дополнительно включающий финишную обработку упомянутых захватывающих элементов с использованием технологии механической обработки.
34. Способ по п.32, дополнительно включающий финишную обработку упомянутых захватывающих элементов с использованием технологии массовой финишной обработки.
35. Способ по п.32, в котором формование упомянутого корпуса включает образование лунки в по меньшей мере одном из упомянутых захватывающих элементов для удерживания смазки между упомянутым по меньшей мере одним захватывающим элементом и одним из упомянутых элементов качения.
36. Способ по п.32, в котором упомянутая кольцеобразная часть включает в себя по меньшей мере одно полое сечение.
37. Способ по п.32, в котором по меньшей мере один из упомянутых захватывающих элементов включает в себя углубленный участок для уменьшения площади контакта между упомянутым по меньшей мере одним захватывающим элементом и одним из упомянутых элементов качения.
38. Способ по п.32, в котором упомянутая кольцеобразная часть включает в себя по меньшей мере одно углубление для уменьшения веса упомянутой кольцеобразной части.
| DE 102008013285 A1, 10.09.2009 | |||
| DE 112011101737 T5, 27.06.2013 | |||
| DE 1022012202104 A1, 14.08.2013 | |||
| Способ получения смесей изомеров нитроалкилбензола | 1987 |
|
SU1525145A1 |
| СЕПАРАТОР ПОДШИПНИКА КАЧЕНИЯ | 0 |
|
SU290134A1 |

