Изобретение относится к машиностроению и может быть использовано при балансировке сборных роторов в ходе изготовления центробежных компрессоров, кроме того, в ходе ремонтных работ в случае неудовлетворительного вибросостояния роторов, если ремонт не требует их полной разборки по другим причинам.
Известен способ балансировки сборного ротора (патент РФ №2565119), по которому определяют начальные дисбалансы и максимальное радиальное биение поверхности вала, уравновешивают и балансируют сборный ротор, обеспечивая направление остаточных дисбалансов участков вала и насадных элементов сборного ротора в сторону, противоположную максимальному радиальному биению поверхности вала, при этом величины остаточных дисбалансов определяют из определенной зависимости.
Данный способ взят за прототип.
Недостатком способа является многократное изменение конфигурации вала в ходе сборки ротора. Упругонапряженное состояние ротора обусловлено термопосадкой пары насадных элементов и приводит к радиальным деформациям его вала. Такие деформации нарушают уравновешенность ротора, обеспеченную в ходе предыдущего цикла, и снижают точность балансировки.
Согласно п. 4.4 ГОСТ 31320-2006:
«…Амплитуда каждой моды определяется соответствующим модальным дисбалансом. При вращении ротора на частоте, близкой к критической, мода, соответствующая этой частоте, обычно доминирует по сравнению с остальными».
Следовательно, прохождение первой критической частоты имеет явно выраженную опасность повреждения поверхностей ротора при задевании (например, уплотнений).
Согласно п. 6.2 ГОСТ 31320-2006:
«…Для ротора, состоящего из двух или более элементов, разнесенных вдоль его оси, может потребоваться более двух поперечных плоскостей коррекции дисбаланса».
Следовательно, балансировка роторов с установленными тремя и более элементами, соответствующая стандарту, не может быть выполнена.
Задачей изобретения является повышение точности балансировки.
Технический результат заключается в повышении точности балансировки полностью собранных роторов и обеспечивается распределением дисбалансов по нескольким плоскостям коррекции с учетом имеющихся начальных дисбалансов.
Технический результат достигается тем, что определяют начальные дисбалансы и максимальное радиальное биение поверхности вала, уравновешивают и балансируют сборный ротор, обеспечивая направление остаточных дисбалансов участков вала и насадных элементов сборного ротора в сторону, противоположную максимальному радиальному биению поверхности вала, при этом насадные элементы разделяют на пары, измерение начальных дисбалансов проводят в плоскостях коррекции каждой пары насадных элементов сборного ротора, максимальное радиальное биение поверхности вала определяют на среднем участке вала, уравновешивают весь ротор установкой временных грузов, балансировку сборного ротора выполняют последовательно для каждой пары насадных элементов: сначала снимают временные грузы с пары насадных элементов, затем балансируют сборный ротор, после чего полностью уравновешивают сборный ротор установкой съемных грузов, массы которых определяются по показаниям балансировочного станка, в плоскостях коррекции той же пары насадных элементов, при этом массы временных грузов для уравновешивания всего ротора определяются из зависимости
 ,
,
где mу - корректирующая масса, соответствующая измеренному дисбалансу в каждой плоскости, mк - масса временного уравновешивающего груза, устанавливаемая в той же плоскости, n - количество пар элементов.
Признаки являются существенными.
Разделение насадных элементов на пары, измерение начальных дисбалансов проводят в плоскостях коррекции каждой пары насадных элементов сборного ротора, определение масс временных грузов для уравновешивания всего ротора позволяет распределить и уравновесить начальные дисбалансы в нескольких плоскостях.
Определение максимального радиального биения поверхности вала на его среднем участке позволяет определить диаметрально противоположное направление остаточных дисбалансов.
Непрерывная балансировка сборного ротора, выполняемая последовательно для каждой пары насадных элементов, исключает тепловую деформацию уже собранного ротора, повышает точность балансировки, а также обеспечивает соответствие рекомендации п. 6.2 ГОСТ 31320-2006.
Таким образом, управляемая деформация ротора, выпрямляющая его вал при проходе первой критической частоты, может быть обеспечена и на роторе с установленными насадными элементами за счет распределения остаточных дисбалансов по всем плоскостям установленных элементов с учетом начальных дисбалансов в каждой плоскости коррекции.
Способ поясняется графически: фиг. 1, 2, 3.
На фиг. 1 показана установка насадных элементов на вал и установка ротора на опоры балансировочного станка.
На фиг. 2 показано распределение дисбалансов исходя из результатов измерения относительно направления радиального биения.
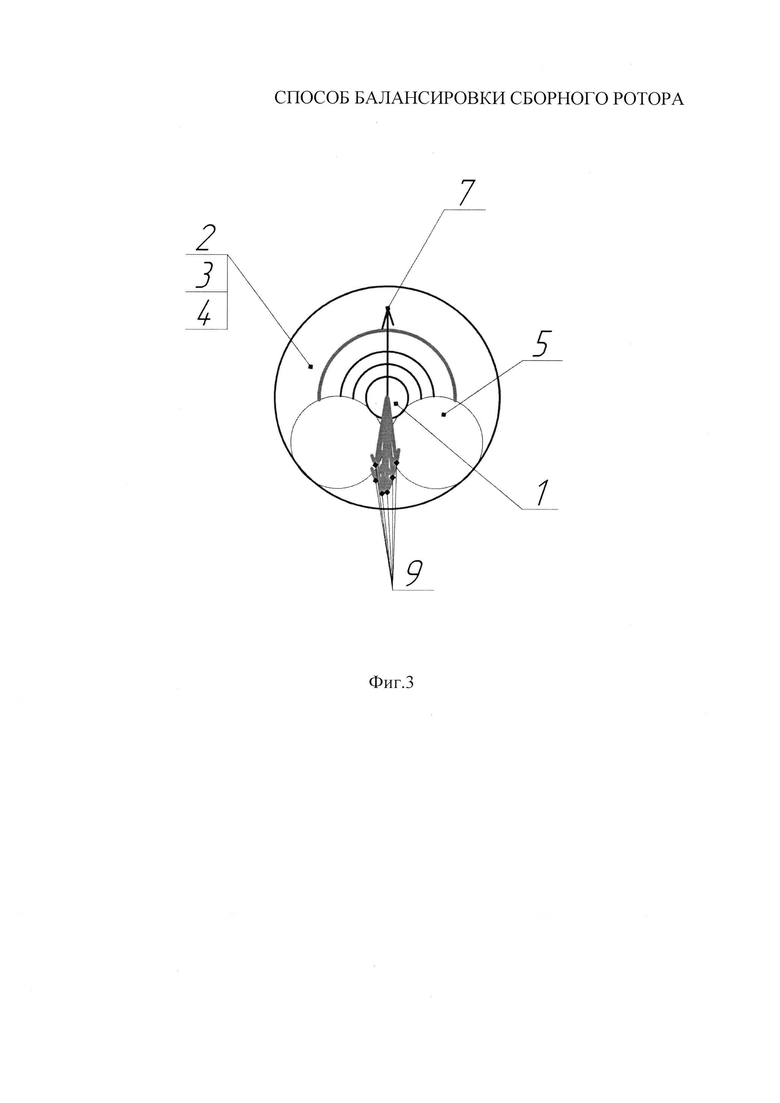
На фиг. 3 показано распределение дисбалансов по направлению после балансировки относительно направления радиального биения.
На фигурах обозначено:
1 - вал ротора;
2, 3, 4 - пары насадных элементов;
5 - опоры балансировочного станка;
6 - поверхность вала на его среднем участке;
7 - направление максимального биения поверхности 6;
8 - распределение начальных дисбалансов исходя из измерений;
9 - направление остаточных дисбалансов после балансировки.
Способ осуществляется следующим образом.
Устанавливают ротор на опоры 5 балансировочного станка (фиг. 1). На среднем участке вала 1 на поверхности 6 определяют направление максимального радиального биения 7 (фиг. 2).
Насадные элементы, например, начиная с периферии, разделяют на пары: 2, 3, 4. Определяют величины и направления начальных дисбалансов 8 (фиг. 2) в плоскостях каждой пары элементов 2, 3, 4. По показаниям балансировочного станка определяют корректирующие массы, соответствующие этим дисбалансам, места и направления их установки.
Рассчитывают массы временных уравновешивающих грузов исходя из зависимости
,
где mу - корректирующая масса, соответствующая измеренному дисбалансу в каждой плоскости, mк - масса временного уравновешивающего груза, устанавливаемая в той же плоскости, n - количество пар элементов.
Уравновешивают ротор в плоскостях насадных элементов 2, 3, 4 установкой временных грузов с рассчитанными массами.
Согласно способу по патенту РФ №2565119 (или иным способом) определяют величины допустимых остаточных дисбалансов 7.
Проводят балансировку ротора в следующей последовательности для каждой пары насадных элементов: снимают временные грузы с пары насадных элементов; балансируют сборный ротор, одновременно корректируя начальные дисбалансы и обеспечивая остаточные дисбалансы 9 (фиг. 3). Остаточные дисбалансы не должны превышать расчетных величин и должны быть направлены диаметрально противоположно (с допуском, обеспеченным точностью станка) относительно направления максимального радиального биения 7 поверхности вала 6. После чего полностью уравновешивают сборный ротор установкой съемных грузов (например, пластилин) в этих же плоскостях коррекции, насколько позволяет точность станка.
По окончании балансировки снимают все грузы.
Проверяют уравновешенность ротора.
Таким образом, применение предложенного изобретения обеспечивает повышение точности балансировки сборных роторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2014 |
|
RU2565119C1 |
| Способ сборки валопровода | 2016 |
|
RU2630954C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2554666C2 |
| СПОСОБ БАЛАНСИРОВКИ ВАЛА ГИБКОГО РОТОРА | 2012 |
|
RU2492364C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2531158C1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРА | 2010 |
|
RU2449180C1 |
| СПОСОБ ДИНАМИЧЕСКОЙ БАЛАНСИРОВКИ РОТОРА ЦБН, ОСНАЩЕННОГО СИСТЕМОЙ МАГНИТНОГО ПОДВЕСА, В СОБСТВЕННЫХ ОПОРАХ | 2021 |
|
RU2803403C2 |
| СПОСОБ БАЛАНСИРОВКИ ВЕТРОКОЛЕСА ВЕРТИКАЛЬНО-ОСЕВОЙ ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2012 |
|
RU2506451C2 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372594C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372595C1 |

Изобретение относится к машиностроению и может быть использовано при балансировке сборных роторов в ходе изготовления центробежных компрессоров. Способ заключается в том, что определяют начальные дисбалансы и максимальное радиальное биение поверхности вала, уравновешивают и балансируют сборный ротор, обеспечивая направление остаточных дисбалансов участков вала и насадных элементов сборного ротора в сторону, противоположную максимальному радиальному биению поверхности вала. При этом насадные элементы разделяют на пары, измерение начальных дисбалансов проводят в плоскостях коррекции каждой пары насадных элементов сборного ротора. Максимальное радиальное биение поверхности вала определяют на среднем участке вала, уравновешивают весь ротор установкой временных грузов. Балансировку сборного ротора выполняют последовательно для каждой пары насадных элементов: сначала снимают временные грузы с пары насадных элементов, затем балансируют сборный ротор, после чего полностью уравновешивают сборный ротор установкой съемных грузов, массы которых определяются по показаниям балансировочного станка, в плоскостях коррекции той же пары насадных элементов. Изобретение направлено на повышение точности балансировки. 3 ил.
Способ балансировки сборного ротора, по которому определяют начальные дисбалансы и максимальное радиальное биение поверхности вала, уравновешивают и балансируют сборный ротор, обеспечивая направление остаточных дисбалансов участков вала и насадных элементов сборного ротора в сторону, противоположную максимальному радиальному биению поверхности вала, отличающийся тем, что насадные элементы разделяют на пары, измерение начальных дисбалансов проводят в плоскостях коррекции каждой пары насадных элементов сборного ротора, максимальное радиальное биение поверхности вала определяют на среднем участке вала, уравновешивают весь ротор установкой временных грузов, балансировку сборного ротора выполняют последовательно для каждой пары насадных элементов: сначала снимают временные грузы с пары насадных элементов, затем балансируют сборный ротор, после чего полностью уравновешивают сборный ротор установкой съемных грузов, массы которых определяют по показаниям балансировочного станка, в плоскостях коррекции той же пары насадных элементов, при этом массы временных грузов для уравновешивания всего ротора определяются из зависимости
 ,
,
где mу - корректирующая масса, соответствующая измеренному дисбалансу в каждой плоскости, mк - масса временного уравновешивающего груза, устанавливаемая в той же плоскости, n - количество пар элементов.
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2014 |
|
RU2565119C1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРА | 2010 |
|
RU2449180C1 |
| ОГНЕТУШАЩИЙ ПОРОШКОВЫЙ СОСТАВ | 1994 |
|
RU2084251C1 |
| US 0003974700 A1, 17.08.1976. | |||

