Изобретение относится к машиностроению и может быть использовано при сборке и балансировке сборных роторов компрессоров газоперекачивающих агрегатов.
Известен способ балансировки сборных роторов, описанный в ГОСТ 31320, при котором балансируют вал и муфты ротора, собирают и балансируют ротор после его соединения с муфтами.
Данный способ взят за прототип.
Недостатком известного способа является то, что при балансировке вала и его муфт используются одни балансировочные поверхности (оси), а после соединения вала с муфтами при сборке - другие. Это приводит к большим погрешностям сборки вследствие возникновения недопустимо высоких локальных дисбалансов, обусловленных взаимным эксцентриситетом балансировочных осей до и после сборки.
Технической задачей предлагаемого изобретения является повышение точности сборки ротора.
Технический результат может быть обеспечен использованием одних и тех же балансировочных осей при сборке ротора. Для этого измеряют биения соединительных фланцев муфт относительно их балансировочных поверхностей. Определяют и маркируют места максимального радиального биения фланцев. Совместив промаркированные места, скрепляют муфты и выполняют балансировку полученной сборочной единицы сначала с коррекцией главного вектора в плоскости соединения, а затем с коррекцией главного момента дисбалансов в плоскостях, размещенных вблизи балансировочных поверхностей. Разъединяют муфты, собирают ротор, размещая промаркированные места диаметрально односторонне в одной плоскости, и балансируют его с использованием плоскостей коррекции дисбалансов на концах вала.
Признаки являются существенными:
- измерение радиального биения фланца относительно его балансировочной поверхности и определение мест максимального радиального биения каждой муфты обеспечивает условия временной сборки ротора с однообразным положением статических дисбалансов,
- последовательная двухступенчатая балансировка позволяет скорректировать статические дисбалансы, обусловленные эксцентриситетами установки фланцев относительно балансировочных поверхностей обеих муфт, скорректировать дисбалансы муфт, что минимизирует их моментную неуравновешенность,
- балансировка собранного ротора с коррекцией локальных дисбалансов на концах вала обеспечивает (в сумме) его четырехплоскостную балансировку в соответствии с ГОСТ 31320.
На фигурах обозначено:
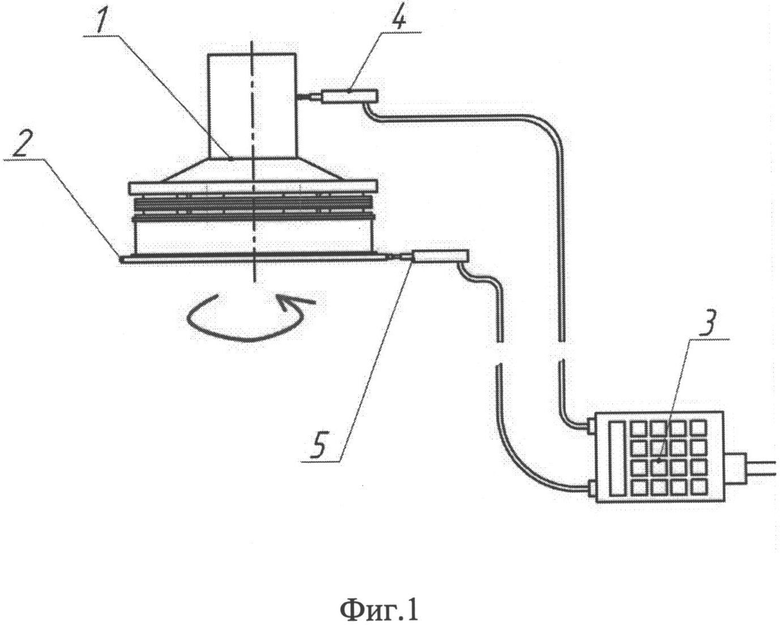
1 - муфта ротора,
2 - фланец муфты
3 - фланец муфты,
4 - измерительный датчик,
5 - следящий датчик,
6 - балансировочный грузик,
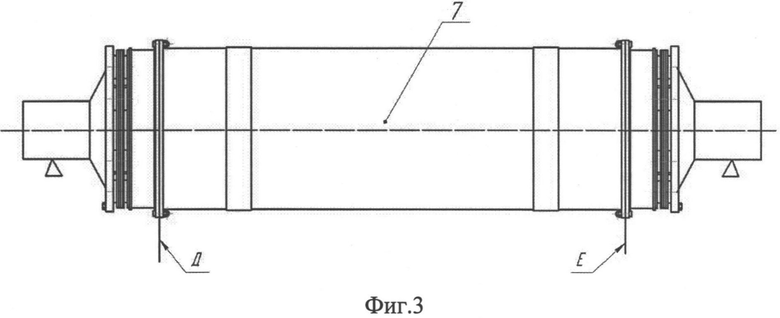
7 - вал ротора,
A, Б - балансировочные поверхности муфт и ротора,
B, Г - плоскости коррекции главного момента дисбалансов сборочной единицы из муфт,
Д, Е - плоскости коррекции дисбалансов ротора,
С - плоскость коррекции главного вектора дисбаланса сборочной единицы из муфт.
Способ балансировки реализуется следующим образом.
Устанавливают муфту 1 (Фиг.1) на поворотное устройство. Измеряют радиальное биение фланца 2 с использованием измерительного устройства, например растровой системы 3. При этом измерительный датчик 4 устанавливается на цилиндрическую поверхность фланца, а следящий 5 - на балансировочную поверхность. Такая схема измерения обеспечивает погрешность измерения до погрешности растровой системы (1 мкм). По максимальному показанию измерения определяют место максимального радиального биения фланца и маркируют его.
Совмещают промаркированные места и скрепляют муфты 1 (Фиг.2) (например, болтами с гайками). Устанавливают полученную сборочную единицу на балансировочные поверхности А, Б и балансируют с коррекцией главного вектора в плоскости соединения С (статическая одноплоскостная балансировка), например установкой балансировочного грузика. Затем повторно балансируют эту же сборку с коррекцией главного момента дисбалансов (динамическая двухплоскостная балансировка) в плоскостях В, Г, размещенных вблизи балансировочных поверхностей А, Б.
Разъединяют муфты 1, собирают ротор, размещая промаркированные места в одной плоскости, и балансируют его с использованием плоскостей коррекции дисбалансов Д, Е (Фиг.3) на концах вала 7.
Таким образом, применение предлагаемого изобретения повышает точность сборки роторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2554666C2 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2010 |
|
RU2418198C1 |
| Способ сборки вала трансмиссии | 2019 |
|
RU2744244C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2014 |
|
RU2565119C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ БАЛАНСИРОВКИ ЭЛЕМЕНТА СБОРНОГО РОТОРА НА ОПРАВКЕ | 2010 |
|
RU2431064C1 |
| Способ сборки валопровода | 2016 |
|
RU2630954C1 |
| Способ балансировки сборного ротора | 2016 |
|
RU2628850C1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372594C1 |
| Способ балансировки ротора с магнитным подвесом | 2019 |
|
RU2743926C2 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 2014 |
|
RU2554669C1 |

Изобретение относится к машиностроению и может быть использовано при сборке и балансировке сборных роторов компрессоров газоперекачивающих агрегатов. В способе балансировки сборного ротора балансируют вал с использованием плоскостей коррекции дисбалансов на концах вала и его муфты и балансируют собранный ротор, при этом измеряют биения соединительных фланцев муфт относительно их балансировочных поверхностей, определяют и маркируют места максимального радиального биения фланцев. Далее совмещают промаркированные места и скрепляют муфты, выполняют балансировку полученной сборочной единицы сначала с коррекцией главного вектора в плоскости соединения, а затем с коррекцией главного момента дисбалансов в плоскостях, размещенных вблизи балансировочных поверхностей. После чего разъединяют муфты, собирают ротор, размещая промаркированные места в одной плоскости, и балансируют его с использованием плоскостей коррекции дисбалансов на концах вала. Изобретение направлено на повышение точности сборки ротора. 3 ил.
Способ балансировки сборного ротора, при сборке которого балансируют вал с использованием плоскостей коррекции дисбалансов на концах вала и его муфты, балансируют собранный ротор, отличающийся тем, что измеряют биения соединительных фланцев муфт относительно их балансировочных поверхностей, определяют и маркируют места максимального радиального биения фланцев, совмещают промаркированные места и скрепляют муфты, выполняют балансировку полученной сборочной единицы сначала с коррекцией главного вектора в плоскости соединения, а затем с коррекцией главного момента дисбалансов в плоскостях, размещенных вблизи балансировочных поверхностей, разъединяют муфты, собирают ротор, размещая промаркированные места в одной плоскости, и балансируют его с использованием плоскостей коррекции дисбалансов на концах вала.
| Автоматический регулятор для равномерного распределения нагрузки между параллельно работающими альтернаторами | 1929 |
|
SU31320A1 |
| Методы и критерии балансировки гибких роторов | |||
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372594C1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРА С ПРИВОДНОЙ МУФТОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2387962C1 |
| Способ балансировки роторов | 1975 |
|
SU564555A1 |
| US 4285240 А, 25.08.1981 | |||
| DE 4133787 А1, 15.04 | |||
| Способ изготовления фанеры-переклейки | 1921 |
|
SU1993A1 |

