Область техники, к которой относится изобретение
Настоящее изобретение относится к оборудованию и способам для нанесения термотрансферных этикеток на криволинейную поверхность и, в частности, на сложную криволинейную поверхность. Настоящее изобретение также относится к процессам этикетирования и, в частности, к нанесению термотрансферных этикеток на емкости. Изобретение, в частности, направлено на нанесение этикеток на криволинейные поверхности емкости и бездефектное удерживание на них.
Предшествующий уровень техники
Является известным нанесение этикеток на емкости или бутылки для обеспечения информации, такой как поставщик или содержимое емкости. Такие емкости или бутылки являются доступными в большом множестве форм и размеров для размещения многих различных типов материалов, таких как моющие средства, химикаты, средства личной гигиены, моторное масло, напитки и т.д.
Полимерные пленочные материалы и лицевые пленки используются в качестве этикеток в различных областях. Полимерные этикетки все больше и больше требуются для многих применений, в особенности транспарантные полимерные этикетки, так как они обеспечивают прозрачное этикетирование для декорированных стеклянных и пластиковых емкостей. Бумажные этикетки блокируют видимость емкости и/или содержимого в емкости. Прозрачные полимерные этикетки повышают визуальную эстетичность емкости и, следовательно, продукта. Популярность полимерных этикеток увеличивается гораздо быстрее, чем популярность бумажных этикеток, на рынке художественного оформления упаковки, так как компании по производству потребительских товаров непрерывно пытаются улучшить внешний вид их продуктов. Полимерные пленочные этикетки также имеют лучшие механические свойства по сравнению с бумажными этикетками, например большую прочность на разрыв и износостойкость.
Традиционные полимерные чувствительные к давлению (PSA - pressure-sensetive adhesive) этикетки часто проявляют сложность гладкого приклеивания к емкостям, имеющим криволинейные поверхности и/или сложные формы, без складок, швов или подъема на криволинейных поверхностях. В результате, термоусаживающиеся рукавные этикетки типично используются на этих типах емкостей, имеющих сложные криволинейные поверхности. Операции этикетирования для этикеток рукавного типа осуществляются, используя процессы и способы, которые образуют трубу или рукав термоусаживающейся пленки, которая помещается на емкость и нагревается для усадки пленки так, чтобы приспособиться к размеру и форме емкости. В качестве альтернативы, емкости полностью обертываются усаживающейся этикеткой, используя процесс, в котором усаживающаяся пленка наносится на емкость непосредственно из непрерывного рулона пленочного материала, и затем прикладывается тепло для приспосабливания обернутой этикетки к емкости. Независимо дефекты этикетки часто возникают во время операций этикетирования бутылок с простой или сложной формой во время нанесения этикетки или в процессах после нанесения этикетки. Эти неудачно нанесенные этикетки приводят к большому количеству брака или дополнительным этапам обработки, которые могут быть дорогостоящими.
Следовательно, существует потребность в процессе, в котором рисунок и/или знаки могут быть нанесены на криволинейную поверхность и, в частности, сложную криволинейную поверхность без возникновения дефектов.
Исключение или уменьшение ранее отмеченных проблем также может привести к дополнительным преимуществам, таким как уменьшение общих капитальных затрат на технологическое оборудование, уменьшение производственной площади, связанной с процессом этикетирования, увеличение срока службы оборудования благодаря уменьшению подвергания теплу и повышение постоянства и надежности процесса в результате упрощения процесса.
Сущность изобретения
Настоящее изобретение обеспечивает усовершенствования операций этикетирования и, в частности, для способов нанесения рисунков на предметы посредством термотрансферного этикетирования.
Сложности и недостатки, связанные с ранее известными системами и способами, преодолены в настоящем способе и устройстве, относящемся к нагретому гибкому элементу, который легко и единообразно наносит один или более рисунков на емкости, используя сборки термотрансферных этикеток, и, в частности, емкости со сложными криволинейными поверхностями без возникновения дефектов.
В одном аспекте настоящее изобретение предлагает способ нанесения термотрансферного рисунка с поддерживающего элемента или полотна на емкость. Термотрансферный рисунок включает область краски или другого пигментированного состава, размещенного на поддерживающем элементе. Способ включает обеспечение устройства для обработки этикеток, содержащего (i) жесткую раму, задающую первую грань и противоположно направленную вторую грань, при этом рама задает отверстие, проходящее между первой и второй гранями, и (ii) гибкий элемент, размещенный рядом по меньшей мере с одной из первой грани и второй грани рамы и проходящий через отверстие рамы и выступающий наружу от второй грани рамы. Гибкий элемент задает внешнюю поверхность для соприкосновения с поддерживающим элементом. Гибкий элемент также задает внутреннюю полую область, доступную со стороны первой грани рамы. Гибкий элемент является деформируемым при приложении усилия соприкосновения с этикеткой к участку элемента, выступающему наружу от второй грани рамы. Способ также содержит нагревание гибкого элемента. Более того, способ содержит расположение термотрансферного рисунка и поддерживающего элемента между внешней поверхностью гибкого элемента и емкостью. Способ дополнительно включает соприкосновение внешней поверхности гибкого элемента с поддерживающим элементом и соприкосновение термотрансферного рисунка с емкостью. Способ также включает приложение усилия соприкосновения с этикеткой к гибкому элементу, посредством чего гибкий элемент деформируется, а термотрансферный рисунок по меньшей мере частично переносится на емкость.
В другом аспекте изобретение предлагает систему для обработки этикеток, содержащую термотрансферную этикетку, включающую поддерживающий элемент или полотно и область краски или другого пигментированного состава, размещенного на поддерживающем элементе. Система для обработки этикеток также содержит устройство для обработки этикеток для одновременного нагревания и соприкосновения этикетки с емкостью. Устройство для обработки этикеток включает в себя (i) жесткую раму, задающую первую грань и противоположно направленную вторую грань, при этом рама задает отверстие, проходящее между первой и второй гранями, и (ii) гибкий элемент, размещенный рядом по меньшей мере с одной из первой грани и второй грани рамы и проходящий через отверстие рамы и выступающий наружу от второй грани рамы. При этом гибкий элемент задает внешнюю поверхность для соприкосновения с этикеткой. Гибкий элемент также задает внутреннюю полую область, доступную со стороны первой грани рамы. Гибкий элемент является деформируемым при приложении усилия соприкосновения с этикеткой к участку элемента, выступающему наружу от второй грани рамы.
Как будет понятным, изобретение допускает другие и отличные варианты осуществления, и его некоторые детали допускают модификации в различных отношениях, все не выходя за пределы изобретения. Следовательно, чертежи и описание следует рассматривать как иллюстративные, а не ограничивающие.
Краткое описание чертежей
Фиг.1 представляет собой иллюстрацию характерной емкости, имеющей сложную криволинейную поверхность.
Фиг.2 представляет собой иллюстрацию емкости согласно фиг.1 с этикеткой, идеально нанесенной на внешнюю поверхность емкости и проходящей в области сложной криволинейной поверхности.
Фиг.3 представляет собой иллюстрацию емкости согласно фиг.1 с этикеткой и швами, типично получающимися после нанесения на емкость, используя известные в настоящее время технологии.
Фиг.4 представляет собой схематичный перспективный вид гибкого элемента предпочтительного варианта осуществления в соответствии с настоящим изобретением.
Фиг.5 представляет собой вид сбоку гибкого элемента, показанного на фиг.4.
Фиг.6 представляет собой вид спереди гибкого элемента, показанного на фиг.4 и 5.
Фиг.7 представляет собой перспективный вид спереди гибкого элемента, удерживающегося и поддерживающегося в сборке рамы и корпусе предпочтительного варианта осуществления в соответствии с настоящим изобретением.
Фиг.8 представляет собой другой перспективный вид спереди, открывающий внутреннюю область гибкого элемента, сборки рамы и корпуса, изображенных на фиг.7.
Фиг.9 представляет собой перспективный вид сзади гибкого элемента, сборки рамы и корпуса на фиг.7 и 8.
Фиг.10 представляет собой разрез гибкого элемента, сборки рамы и корпуса, взятый по линии AA на фиг.9.
Фиг.11 представляет собой вид спереди предпочтительного гибкого элемента и сборки рамы другого предпочтительного варианта осуществления в соответствии с настоящим изобретением.
Фиг.12 представляет собой перспективный вид сборки рамы предпочтительного варианта осуществления, показанной на фиг.11, без гибкого элемента.
Фиг.13 представляет собой перспективный вид емкости, имеющей этикетку, частично приклеенную к емкости в соответствии с предпочтительным способом настоящего изобретения.
Фиг.14 представляет собой вид сверху емкости и частично приклеенной этикетки, изображенных на фиг.13.
Фиг.15 представляет собой схематичный вид, иллюстрирующий первоначальное соприкосновение между этикеткой и емкостью согласно фиг.13 и 14 с предпочтительным гибким элементом в соответствии с предпочтительным способом изобретения.
Фиг.16 представляет собой схематичный вид, иллюстрирующий дальнейшее соприкосновение между этикеткой и емкостью и гибким элементом после состояния, показанного на фиг.15.
Фиг.17 представляет собой схематичный вид, иллюстрирующий дальнейшее соприкосновение между этикеткой и емкостью и гибким элементом после состояния, изображенного на фиг.16.
Фиг.18 представляет собой схематичный вид, иллюстрирующий дальнейшее соприкосновение между этикеткой и емкостью и гибким элементом после состояния, изображенного на фиг.17.
Фиг.19 представляет собой схематичный вид, иллюстрирующий дальнейшее соприкосновение между этикеткой и емкостью и гибким элементом после состояния, показанного на фиг.18. На фиг.19 показана типичная конфигурация прикатки, принятая гибким элементом к последней стадии.
Фиг.20 представляет собой перспективный вид, иллюстрирующий деформацию гибкого элемента, являющуюся результатом соприкосновения с емкостью, имеющей криволинейный внешний контур.
Фиг.21 представляет собой предпочтительную сборку гибких элементов и сборок рам для одновременного нанесения множества этикеток на множество емкостей.
Фиг.22 представляет собой вид сверху сборки для предварительного нагревания для использования со сборкой согласно фиг.21.
Фиг.23 представляет собой вид сверху сборки, изображенной на фиг.21, с дополнительными элементами.
Фиг.24 представляет собой схематичный вид спереди гибкого элемента другого предпочтительного варианта осуществления в соответствии с изобретением.
Фиг.25 представляет собой схематичный вид спереди гибкого элемента еще одного другого предпочтительного варианта осуществления в соответствии с изобретением.
Фиг.26 представляет собой вид спереди характерных направляющих элементов, соответствующих форме емкости, подлежащей этикетированию.
Фиг.27 представляет собой перспективный вид быстросменной сборки предпочтительного варианта осуществления, имеющей гибкий элемент в соответствии с изобретением.
Фиг.28 представляет собой перспективный вид группы быстросменных сборок в соответствии с изобретением.
Фиг.29 представляет собой вид спереди группы сборок, изображенной на фиг.28.
Фиг.30 представляет собой вид спереди группы быстросменных сборок, каждая использующая полость разного размера.
Фиг.31 представляет собой перспективный вид характерной емкости и частично нанесенной этикетки.
Фиг.32 представляет собой планарный вид сверху емкости и этикетки, изображенных на фиг.31.
Фиг.33 представляет собой перспективный вид приглаживающей сборки предпочтительного варианта осуществления в соответствии с настоящим изобретением.
Фиг.34 представляет собой перспективный вид элемента приглаживающей щетки предпочтительного варианта осуществления, использующегося в приглаживающей сборке согласно фиг.33.
На фиг.35 показана приглаживающая сборка предпочтительного варианта осуществления, наносящая области этикетки на емкость.
На фиг.36 и 37 схематично показана конфигурация емкости и частично соприкасающейся этикетки.
На фиг.38 и 39 схематично показана другая конфигурация емкости и частично соприкасающейся этикетки.
На фиг.40 и 41 схематично показана другая конфигурация емкости и частично соприкасающейся этикетки.
На фиг.42-44 и 46-49 схематично изображен процесс предпочтительного варианта осуществления в соответствии с настоящим изобретением.
На фиг.45 показано нежелательное состояние, которое потенциально может возникнуть во время операции этикетирования.
Подробное описание вариантов осуществления
Настоящее изобретение обеспечивает дополнительные усовершенствования принципов, способов, элементов и оборудования для нанесения этикеток и пленок на криволинейные поверхности, такие как внешние криволинейные поверхности различных емкостей. Хотя настоящее изобретение, главным образом, описано с точки зрения нанесения термотрансферных этикеток или связанных сборок на емкости, следует понимать, что изобретение не ограничено емкостями. Взамен изобретение может быть применено для нанесения множества этикеток или пленок на поверхности почти любого типа предмета. Изобретение, в частности, направлено на нанесение термотрансферных этикеток на криволинейные поверхности емкости. При этом изобретение, в частности, также направлено на нанесение этикеток, таких как термотрансферные этикетки, на сложные криволинейные поверхности различных емкостей. Хотя описания различного предпочтительного оборудования даны здесь относительно нанесения чувствительных к давлению этикеток и/или усаживающихся этикеток, следует понимать, что предпочтительное оборудование и связанные элементы также могут использоваться совместно с термотрансферным этикетированием.
Ссылки сделаны здесь на емкости, имеющие криволинейные поверхности или сложные криволинейные поверхности. Криволинейная поверхность представляет собой поверхность, заданную линией, движущейся по криволинейной траектории. Сложная криволинейная поверхность представляет собой конкретный тип криволинейной поверхности, в котором ранее отмеченная линия является кривой линией. Примеры сложной криволинейной поверхности включают, но не ограничиваются, или внешнюю поверхность сферы, гиперболического параболоида и купола. Следует понимать, что настоящее изобретение может быть применено для нанесения этикеток и пленок на большое множество поверхностей, включая планарные поверхности и простые криволинейные поверхности. Однако, как объяснено более подробно здесь, изобретение является особенно хорошо подходящим для нанесения этикеток и пленок на сложные криволинейные поверхности.
Термотрансферное этикетирование
Широко использующимся способом для отпечатывания рисунков на предметы является термотрансферное этикетирование. Этот процесс типично использует бумажный основной лист или полотно, несущее этикетку, включающую в себя отделяющийся слой, на который рисунок отпечатан краской или другим пигментированным составом. В одной успешной технологии термотрансферного художественного оформления этикетки переносятся на бутылки или другие предметы, используя тепло и давление, посредством подачи предмета на пункт переноса, где полотно, несущее на себе этикетку, прижимается к предмету для переноса этикетки, т.е. рисунка, на внешнюю поверхность предмета.
В соответствии с другим аспектом настоящего изобретения, различные устройства для обработки этикеток и, в частности, их соответствующие гибкие элементы используются для нанесения одного или более рисунков с полотна или другого переносящего элемента на емкость, бутылку или другой целевой предмет. Устройства для обработки этикеток согласно предпочтительному варианту осуществления и их гибкие элементы являются хорошо подходящими для применения в операции термотрансферного этикетирования и особенно хорошо подходящими для нанесения рисунков на сложные криволинейные поверхности.
Более конкретно изобретение предлагает способ термотрансферного этикетирования, использующий декоративный слоистый материал, включающий рисунок, который переносится с поддерживающего элемента или полотна на предмет. Поддерживающий элемент или полотно нагревается до первой температуры, обеспечивающей возможность отделения рисунка декоративной слоистой структуры от поддерживающего элемента. В определенных вариантах осуществления поверхность гибкого элемента предпочтительно находится при второй несколько меньшей температуре. В других вариантах осуществления поверхность гибкого элемента находится при второй температуре, большей, чем температура полотна. И в еще одних вариантах осуществления поверхность гибкого элемента находится при той же температуре, что и температура полотна. Декоративный слоистый материал и рисунок прижимаются к предмету, образуя адгезионную связь с ним. После отвода гибкого элемента поддерживающий элемент или полотно легко отделяется от рисунка, теперь приклеенного или иным образом размещенного на предмете. В нижеследующем описании сборка термотрансферной этикетки, в общем смысле, содержит декоративный слоистый материал, который включает один или более рисунков, подлежащих переносу на соответствующие предметы. При этом сборка термотрансферной этикетки также содержит поддерживающий элемент или полотно, которое несет декоративный слоистый материал. Сборка термотрансферной этикетки может включать в себя один или более отделяющихся слоев между декоративным слоистым материалом и полотном для облегчения отделения рисунка от полотна. Декоративный слоистый материал также может включать в себя дополнительные элементы, такие как внешний слой термотрансферного адгезива. После соприкосновения декоративного слоистого материала с предметом адгезив способствует удерживанию и приклеиванию рисунка к предмету.
В предпочтительном варианте осуществления сборка термотрансферной этикетки включает в себя адгезивный/отделяющийся слой на невосковой основе, который находится в непосредственном соприкосновении с поддерживающим элементом или полотном. Адгезивный/отделяющийся слой работает в качестве отделяющегося слоя, обеспечивающего возможность отделения декоративного слоистого материала от поддержки, когда поддерживающий элемент нагревается, и в качестве адгезива, когда декоративный слоистый материал прижимается к предмету и переносится с полотна на предмет. Сборка термотрансферной этикетки может включать в себя отделяющийся слой на восковой основе, находящийся между адгезивным/отделяющимся слоем и поддержкой. Невосковой адгезивный/отделяющийся слой размягчается нагреванием поддерживающего элемента и отделяется от него при переносе. Этот слой также может работать в качестве адгезива, образующего постоянную связь с предметом при переносе.
Сборка термотрансферной этикетки дополнительно включает в себя красочный рисунок. По желанию сборка термотрансферной этикетки включает в себя слой защитного покрытия на красочном слое. Однако этот слой может быть опущен во многих применениях.
По желанию сборка термотрансферной этикетки дополнительно включает в себя барьерный слой, находящийся между адгезивным/отделяющимся слоем и красочным слоем. Барьерный слой, где включен, работает для предотвращения поглощения краски в невосковой адгезивный/отделяющийся слой.
Вариант осуществления имеет преимущество, заключающееся в том, что декоративный слоистый материал может состоять или из одноцветного декоративного рисунка, или многоцветного декоративного рисунка, включающего полутоновые цвета. Другое преимущество варианта осуществления заключается в том, что декоративный слоистый материал может быть перенесен практически на любой тип предмета независимо от его формы или степени кривизны поверхности, не вызывая искажения отпечатка рисунка. Таким образом, предмет, например, может состоять из керамики, стекла, пластика, бумажной фольги и множества полимерных материалов, и поверхность, на которую перемещается переносящая подложка, может быть плоской или включать сложные кривые, нерегулярные поверхности или углубленные секции. Как описано более подробно для определенных применений, предметы, на которые переносится(ятся) рисунок(ки), представляют собой ткани или текстиль, включая тканые и нетканые материалы.
Сборка термотрансферной этикетки предпочтительного варианта осуществления включает в себя бумажный лист или полотно, которое покрыто с одной стороны различными слоями, составляющими декоративный слоистый материал. Декоративный слоистый материал обычно включает слой смоляного покрытия в соприкосновении с поддержкой (т.е. адгезивным/отделяющимся слоем), красочный слой, покрывающий слой смоляного покрытия, и слой защитного покрытия на красочном слое.
В еще одном другом варианте осуществления различные устройства для обработки этикеток, как описанные здесь, могут использоваться совместно с термотрансферным этикетированием и проницаемыми или "дышащими" адгезивами для нанесения рисунков на ткани, текстиль и тому подобное.
Характерная термотрансферная этикетка, предусматривающая проницаемые адгезивы и/или краски, является такой, как изложено ниже. Типично термотрансферная этикетка имеет четыре слоя: слой временной поддержки, слой знаков, слой термотрансферного адгезива и отделяющийся слой между и в соприкосновении со слоем знаков и поддержки. После нанесения на ткань этикетка помещается на ткани слоем термотрансферного адгезива, находящимся в соприкосновении с тканью. Процесс нанесения этикетки может быть осуществлен в виде любого из ряда известных процессов этикетирования, прямого присоединения, приклеивания, выдувания и т.д. и затем закрепления. Предпочтительно, устройство для обработки этикеток и его гибкий элемент, как описанные здесь, используются для нанесения слоя знаков и слоя термотрансферного адгезива на ткань.
Тепло может прикладываться со стороны временной поддержки. Временная поддержка затем отводится с отделяющимся слоем и оставляет только отпечатанные знаки, присоединенные к поверхности ткани посредством адгезива. Временная поддержка и отделяющийся слой образуют поддерживающую часть этикетки, которая работает в качестве носителя для этикетки, но не переносится на ткань. Слой знаков и слой термотрансферного адгезива образуют переносящуюся часть этикетки, которая будет перенесена на ткань. Каждый слой в переносящейся части этикетки предпочтительно является дышащим. Каждый слой в поддерживающей части необязательно требует быть дышащим, так как она не переносится на ткань.
Термотрансферная этикетка дополнительно может включать по меньшей мере один из следующих слоев в переносящейся части: белый слой, расположенный между слоем знаков и адгезивным слоем, прозрачный слой, расположенный между слоем знаков и отделяющимся слоем, и прозрачный слой, расположенный между белым слоем и адгезивным слоем, когда используется белый слой. Белый слой может обеспечить контрастирующий фоновый цвет для знаков таким образом, что внешний вид знаков существенно не гасится цветом ткани. Прозрачный слой может использоваться для защиты слоя знаков и модификации адгезии слоя знаков к отделяющемуся слою. Другой прозрачный слой может использоваться для модификации адгезии между адгезивным слоем и белым слоем.
Несущий поддерживающий элемент или полотно обеспечивает механическую прочность для структуры этикетки для легкости обработки и обращения. Она также обеспечивает возможность сворачивания или укладывания в стопку листа этикетки для хранения до совершения дальнейшей обработки или присоединения к предмету одежды. Бумага или полимерные пленки могут быть использованы в качестве носителя. Предпочтительный носитель представляет собой термостабилизированную полимерную пленку, такую как ПЭТ. Большое множество материалов может быть использовано для носителя, поддерживающего элемента или полотна. Кроме материалов, отмеченных здесь, также предполагается, что ткани, текстиль, нетканые материалы и тканые материалы могут быть использованы в качестве носителей. Также предполагается, что сборки термотрансферных этикеток могут включать в себя один или более тканевых или текстильных слоев. Предполагаются комбинации всех из этих материалов. Предпочтительная толщина для пленки носителя составляет 2-7 мил в толщину. Более предпочтительно, она составляет 4-6 мил.
Отделяющийся слой представляет собой материал с низкой температурой плавления с подходящей адгезией к слою знаков или прозрачному покрытию, когда используется. Под подходящей адгезией подразумевается, что знаки или прозрачное покрытие могут быть нанесены на отделяющийся слой, но также могут быть отделены от отделяющегося слоя в процессе термопереноса. Средство отделения для отделяющегося слоя может представлять собой материал на восковой основе или силикон. Средство отделения дополнительно может включать полимерное связующее вещество и другие добавки, такие как матирующие агенты. В случаях, в которых для средства отделения выбран воск, определенные типы воска могут загрязнить поверхность дышащей этикетки после осуществления термопереноса, гидрофильный воск является предпочтительным. Предпочтительные температуры плавления для воска варьируются от 70 до 150°C. Является более предпочтительным использовать воск с температурой плавления в пределах 100-120°C. Одним примером гидрофильного воска является Unithox D-300, неионогенная восковая эмульсия от Baker Petrolite, которая находится на 23,5% в твердой фазе. Другим примером является E6 Release, доступный от подразделения Avery Dennison RIS. Восковой слой может быть на основе растворителя или воды и может включать тот же ряд добавок, что и слои в переносящейся части этикетки, подлежащих подробному рассмотрению позже. Восковой слой может быть отпечатан или нанесен. Толщина воскового отделяющегося слоя составляет от около 1 до около 10 микрон, но более предпочтительно от около 1 до около 5 микрон.
В определенных вариантах осуществления каждый слой термотрансферной этикетки, которая присоединяется к предмету, предпочтительно демонстрирует воздухопроницаемость, т.е. чтобы позволить влаге проникать насквозь. Воздухопроницаемость является результатом применения полимеров, которые могут образовывать дышащую пленку. Эти полимеры являются гидрофильными по своей природе и образуют монолитную пленку, т.е. пленку без микропористых взаимосвязанных структур. Воздухопроницаемость этих гидрофильных полимеров является результатом молекулярной диффузии и проводимости воды в боковой цепи гидрофильного полимера. Этот механизм подробно описан в документе J. Mater. Chem., 2007, 17, 2775-2784, который полностью включен путем ссылки. Гидрофильные полимеры также могут поглощать конденсированную воду и позволять воде проходить через полимерную пленку, процесс, обычно называемый адсорбцией воды.
Дышащие гидрофильные полимеры включают дисперсные системы на водной основе и дисперсные системы на основе растворителя. Примеры дисперсных систем гидрофильных полимеров на водной основе включают Permax 202, Permax 230, Permax 300 и Permax 803, все из которых от Lubrizol Corp., Wickliffe, шт. Огайо, США. Предпочтительные гидрофильные дышащие полимеры имеют полиалкиленоксид, привитой в виде боковых цепей вместо того, чтобы являться частью основной цепи, как описано Lubnin и другими в патенте US 6897281. Permax 230 представляет собой неионогенную стабилизированную полиуретановую дисперсную систему с содержанием твердой фазы 33%. Он характеризуется величиной скорости проницаемости водяных паров (MVTR) для высушенной пленки в 500 г/м2/сут, используя прямостоящую чашу с водой (ASTM E-96B), и 4500 г/м2/сут, используя перевернутую чашу с водой (ASTM E-96BW). Permax 230 также имеет вязкость в расплавленном состоянии, которая позволяет ему протекать в ткани, когда расплавлен при температуре выше 250°F, делая его идеальным для составления дышащих термоплавких адгезивов.
Примеры гидрофильных полимеров на основе растворителя включают дышащий полиуретан SU-55-074 от Stahl Corp, который представляет собой 30% твердый раствор в смеси толуол/изопропанол. Такие полимеры также могут быть сшиты посредством уретановой группы, используя полиизоцианаты, такие как тример гексаметилендиизоцианата Coronate HXLV от Nippon Polyurethane Industry Co. Предпочтительные растворители для таких полимеров включают пропилен и дипропиленгликоль.
Кроме гидрофильного полимера, состав для каждого слоя в переносящейся части может дополнительно включать жидкость-носитель и один или более из следующих элементов: полимеры, воски, добавки, пигменты и т.д. Добавки включают химикаты, такие как увлажнители, реологические модификаторы, модификаторы поверхностного натяжения, выравнивающие агенты, антиадгезионные агенты и т.д.
Жидкость-носитель может представлять собой воду или растворитель. Примеры подходящих растворителей включают диметиловый эфир дипропиленгликоля, монометиловый эфир дипропиленгликоля, монобутиловый эфир дипропиленгликоля, ацетат монометилового эфира дипропиленгликоля, гамма-бутиролактон, н-этилпиролидинон и т.д. Когда в качестве жидкости-носителя используется вода, по-прежнему может требоваться наличие сорастворителя для способствования стабильности состава. Подходящие сорастворители включают эфиры пропиленгликоля, сложные эфиры и эфир этиленгликоля/сложные эфиры. Примеры сорастворителей включают ряды диметилового эфира дипропиленгликоля, монометилового эфира дипропиленгликоля, монобутилового эфира дипропиленгликоля, ацетата монометилового эфира дипропиленгликоля и монопропиленгликоля.
Увлажнители поддерживают подвижность и увлажнение состава во время обработки. Примеры увлажнителей включают: монопропиленгликоль, дипропиленгликоль, диэтиленгликоль, глицерин и т.д. или смеси гликолей и восков, такие как Aqualube AQ54 от Nazdar Corp.
Реологические модификаторы обеспечивают подходящие реологические свойства для состава. Свойства ньютоновского или вязкопластического течения являются предпочтительными для составов. Для трафаретной печати вязкости составов являются предпочтительными быть от 10000 сП до 100000 сП. Для других способов печатания, таких как флексография или гравюра, вязкости составов предпочтительно находятся в более низком диапазоне, например 5-250 сП, и свойство ньютоновского течения является предпочтительным. Примеры реологических модификаторов включают связанные гидрофильные полиуретаны, такие как DSX1415 от Cognis Corp., BorchiGel L75N от Borchers, или разбухающие в щелочи загустители, такие как UCAR Polyphobes 102 и 106 от Dow Chemical.
Модификаторы поверхностного натяжения или поверхностно-активные вещества могут быть анионогенными или неионогенными. Предпочтительными являются неионогенные и нефторированные с характеристиками малого пенообразования. Примеры подходящих модификаторов поверхностного натяжения включают алкоксилированные силиконы, такие как TegoWet 270 от Tego - Degussa или BYK 319 от BYK Chemie, этоксилированные углеводороды, например Triton CF-10 от Dow Chemical, или полученные из ацетилена спирты, такие как Surfynol 104E от Air Products and Chemicals, Inc.
Также могут использоваться пеногасители, такие как BYK 24, 28,19 от BYK Chemie.
Пигменты являются важными для слоя знаков и белого слоя. Пигментные пасты, которые предварительно диспергированы в воде или органическом растворителе, являются предпочтительными. Примеры таких пигментов включают ряд пигментных концентратов Aurasperse от BASF. Aurasperse W-308, например, представляет собой белый концентрат TiO2 с 71% в твердой фазе. Он может быть использован в белом фоновом слое. Aurasperse W-7012 представляет собой черный пигмент, концентрированный до 35% твердой фазы. Он может быть использован в краске черного цвета цветного слоя.
pH-буферы также могут быть частью составов. Роль буферов заключается в поддержании значения pH состава и увеличении срока годности при хранении жидкой краски посредством замедления химической активности сшивателя. pH-буферы также используются для управления реологическими свойствами составов, когда применяется какая-либо форма вызванного щелочью загущения. Подходящим pH-буфером является DMAMP-80, аминоспиртовой продукт от Dow Chemical, который представляет собой 80% раствор 2-диметиламино-2-метил-1-пропанола в воде. DMAMP-80 может эффективно загущать разбухающие в щелочи загустители, такие как UCAR Polyphobes 102 и 106 от Dow Chemical.
Опциональный прозрачный слой работает в качестве защитного слоя или лака для придания этикетке повышенного сопротивления абразивному износу и воздействиям образования царапин. Он также служит для регулирования адгезии этикетки к поддерживающему отделяющемуся слою. Этот слой должен быть нанесен равномерно. Предпочтительная толщина составляет от около 1 до около 20 микрон.
Знаки представляют собой цветной слой рисунка, который функционирует для отображения визуальной информации этикетки. Этот слой должен быть дышащим, а воздухопроницаемость может быть функцией содержания твердого пигмента краски. Для цветного слоя является важным использование цветных пигментов по сравнению с красителями. Носители цвета в красках типично обеспечивают повышенное сопротивление факторам влияния окружающей среды и не демонстрируют склонность к термической сублимации. Предпочтительные носители цвета, использующиеся в знаках, представляют собой органические и неорганические пигменты. Толщина знаков может быть функцией концентрации пигмента (нижние границы или минимально необходимые значения для достижения требуемой оптической плотности являются предпочтительными) и воздухопроницаемости (чем выше, тем лучше). Предпочтительная толщина составляет от около 10 до около 50 микрон.
Белый фоновый слой обеспечивает контрастирующий фон для цветного слоя рисунка. Этот слой должен быть отпечатан равномерно и быть дышащим. Предпочтительная толщина составляет от около 20 до около 200 микрон. Он имеет все свойства цветного слоя рисунка и дополнительно требует повышенного уровня содержания белого пигмента (>50% пигмента в смеси твердой пленки), так как его маскирующая способность должна подавить фоновый цвет ткани, с которой сцеплена этикетка. Белый фоновый слой может быть необязательным, если цвет тканевой подложки является белым. Для этого слоя является предпочтительным, не обращая внимание на цвет или характер тканевой подложки, демонстрировать постоянный фон для знаков. Предпочтительный пигмент для этого слоя представляет собой обработанный диоксидом кремния или оксидом алюминия TiO2, так как они также являются гидрофильными.
Опциональный прозрачный слой функционирует в качестве связывающего слоя, если белый фоновый слой не обеспечивает удовлетворительной адгезии с адгезивным слоем. Это особенно требуется для некоторых тяжело TiO2 нагруженных белых составов.
Адгезивный слой, использующийся в типичных термотрансферных этикетках, предпочтительно удовлетворяет следующим требованиям: a) плавится и протекает в структуру тканей между около 250-350°F, когда нагревается в течение от 5 до около 50 секунд, b) имеет соответствующий модуль для выдерживания высокотемпературных испытаний на стирку, требуемых некоторыми производителями одежды, и c) имеет соответствующую адгезию к синтетическим волокнам. Толщина адгезива может варьироваться от около 20 до около 500 микрон.
Так как адгезивный слой будет находиться в соприкосновении с тканью после процесса термопереноса и, следовательно, скрыт за слоем знаков и другими слоями, когда используются, существует два способа для того, чтобы сделать этот слой дышащим: посредством применения дышащего термоплавкого адгезива или посредством печатания с распределением термоплавкого адгезива, который не является дышащим, или комбинации и того и другого. При использовании печатания с распределением адгезив наносится на отдельные участки, оставляя пространство между адгезивами, таким образом влага или конденсированная вода может проходить насквозь. Дышащие адгезивы могут использоваться по меньшей мере для частичного заполнения пространства между недышащими адгезивами.
При использовании дышащих термотрансферных этикеток, как описанные здесь, типично термотрансферная этикетка характеризуется величиной MTVR, составляющей по меньшей мере в 100 г/м2/сут, при измерении по процедуре D ASTM 96E. Предпочтительно, MTVR этикеток варьируется от 400 до 900 г/м2/сут, при испытании по процедуре D стандарта ASTM 96E.
Следует понимать, что способы термотрансферного этикетирования предпочтительного варианта осуществления не ограничены на конкретной этикетке, поддерживающем элементе и конфигурации, как описанные ранее. Взамен изобретение включает большое множество альтернативных способов и принципов выполнения термотрансферного этикетирования, используя оборудование предпочтительного варианта осуществления, а именно устройство для обработки этикеток, как описанное здесь. Хотя нижеследующее описание различного этикетировочного оборудования, в общем смысле, дано с точки зрения нанесения полимерных пленочных этикеток и, в частности, чувствительных к давлению этикеток и/или термоусаживающихся этикеток, следует понимать, что оборудование также может быть применено для нанесения одного или более рисунков, например, в виде декоративного слоистого материала, со сборки термотрансферной этикетки.
Нанесение этикетки с использованием гибких элементов
Конкретно изобретение предлагает гибкое этикетировочное устройство или элемент устройства для обработки и связанную сборку, которая, когда используется в соответствии с предпочтительной технологией, как описанная здесь, наносит этикетки на криволинейные поверхности без сопутствующих проблем возникновения дефектов, таких как швы и складки. Технология дает в результате нанесение этикеток на криволинейные поверхности емкости без дефектов благодаря применению уникальной операции одновременного нагревания и приглаживания.
Гибкий элемент, его различные характеристики и различные рамы и связанные сборки для поддерживания и использования элемента - все описаны более подробно здесь. Дополнительно, предпочтительные аспекты этикеток и пленок для нанесения на емкости также описаны здесь. Сверх того, предпочтительные аспекты адгезивов, связанных с этикетками, и другие аспекты и подробности этикеток описаны здесь. Кроме того, предпочтительные процессы для нанесения этикеток посредством использования гибкого(их) элемента(ов) - все описаны более подробно здесь.
Гибкий элемент
Настоящее изобретение предлагает гибкий элемент или мембрану, которая приспособлена для соприкосновения с этикеткой, сборкой этикетки, пленкой(ами) или другими аналогичными элементами и приложения давления к этикетке для соприкосновения и приклеивания этикетки к поверхности емкости. Типично этикетки наносятся на внешнюю поверхность емкости, которая, как отмечено ранее, является криволинейной или иным образом демонстрирует криволинейный контур или форму. Во многих случаях определенные области емкости могут демонстрировать сложные кривые. Посредством использования настоящего изобретения этикетки могут наноситься на эти области без дефектов.
Гибкий элемент является в достаточной мере жестким таким образом, что элемент сохраняет свою форму до соприкосновения с этикеткой(ами) или емкостью(ями). Элемент не является слишком жестким, а поэтому является гибким, таким образом, что элемент легко деформируется при соприкосновении и при приложении нагрузки, такой как, например, усилие соприкосновения с этикеткой. Эта предпочтительная характеристика описана более подробно здесь, но в целом обозначена с помощью ссылки на гибкий элемент как являющийся деформируемым.
Гибкий элемент может быть предусмотрен в большом множестве разных форм, размеров и конфигураций при условии, что он демонстрирует отмеченный признак деформируемости. Предпочтительно, гибкий элемент задает выдающуюся наружу или куполообразную поверхность, такую как выпуклая поверхность, для соприкосновения с этикеткой и/или емкостью. Гибкий элемент также задает внутреннюю полую область, предпочтительно доступную со стороны участка, противоположного участку выдающейся наружу поверхности соприкосновения.
Также является предпочтительным, чтобы гибкий элемент обеспечивал тепло для этикетки и/или емкости. Следовательно, является предпочтительным, чтобы гибкий элемент переносил тепло по меньшей мере на участке его внешней поверхности и предпочтительно на его выдающейся наружу поверхности для последующего переноса такого тепла на этикетку и/или емкость, в частности при соприкосновении с этикеткой. Тепло может быть обеспечено на поверхности гибкого элемента с помощью множества различных способов. Однако обычно является предпочтительным, чтобы источник тепла был предусмотрен во внутренней части гибкого элемента. Тепло во внутренней части гибкого элемента затем передается через стенку гибкого элемента, например благодаря проводимости, на внешнюю поверхность элемента. Следует понимать, что изобретение включает гибкие элементы, которые не включают в себя какие-либо нагревающие средства. В этом варианте изобретения один или более предварительных нагревателей используются для нагревания этикеток и/или пленок.
Предпочтительный источник тепла для гибкого элемента представляет собой беспламенный нагреватель, такой как питающийся электроэнергией резистивный нагреватель. В качестве альтернативы, один или более змеевиков канала, через которые проходит нагретая среда, также могут быть расположены во внутренней части гибкого элемента. Еще один другой источник тепла подает нагретую среду непосредственно в полую внутреннюю часть гибкого средства. Примеры таких сред включают, но не ограничиваются на воздух, другие газы, текучие среды или текучие жидкости. Например, жидкие углеводороды, такие как масла, могут использоваться для нагревания и/или заполнения внутренней полой области гибкого элемента. Однако воздух часто является предпочтительным, так как он легкодоступен, и утечка не является проблемой.
Для вариантов осуществления, в которых нагревающий змеевик или нагревающий узел предусмотрен во внутренней части гибкого элемента, конкретная конфигурация змеевика или узла может быть предусмотрена такой, чтобы оптимизировать передачу тепла на требуемые области гибкого элемента, например внешние периферические области области куполообразной внешней поверхности. Обычно предпочтительная конфигурация или форма нагревателя зависит от конкретной геометрии бутылки и ее соответствующей этикетки, с которой соприкасается гибкий элемент. Предпочтительно, может использоваться овальная или круглая форма, причем нагреватель расположен относительно близко к внутренней поверхности стенки гибкого элемента вдоль областей, соответствующих внешним областям этикетки, наносящейся на них. Это является предпочтительным, так как обычно не является необходимым нагревать участок(ки) этикетки, который(ые) уже приклеен(ы) к емкости, например внутреннюю(ие) среднюю(ие) область(и). Это объяснено более подробно здесь.
В предпочтительных вариантах гибкого элемента внешняя куполообразная область и иногда боковые стенки, присоединенные к ней, гнутся, деформируются и перемещаются, когда элемент соприкасается с емкостью и этикеткой. Таким образом, обычно является предпочтительным, чтобы какие-либо нагревающие средства, такие как, например, электрически резистивные нагревающие элементы, не были непосредственно присоединены к гибкому элементу. Однако настоящее изобретение предполагает, что такие конструкции и расположения могут быть использованы. Например, гибкие отпечатанные нагревающие элементы могут быть нанесены на внутреннюю поверхность или внешнюю поверхность гибкого элемента. Также предполагается, что питающийся электроэнергией резистивный нагреватель может быть образован внутри или иным образом размещен внутри гибкого элемента.
Нагревание куполообразной соприкасающейся с этикеткой внешней поверхности гибкого элемента может быть осуществлено почти любым образом. Например, может быть использовано множество нагревающих источников, средств и/или других технологий. В определенных применениях может быть предпочтительным использовать множество нагревателей. Например, первый нагреватель может использоваться для нагревания воздуха, входящего во внутреннюю полую область гибкого элемента. Первый нагреватель, например, может представлять собой питающийся электроэнергией резистивный нагреватель. Второй нагреватель может быть предусмотрен во внутренней части гибкого элемента и являться относительно неподвижным. Второй нагреватель может быть в виде питающегося электроэнергией резистивного нагревателя или использовать один или более змеевиков, через которые протекает теплопереносящая текучая среда. Нагревание гибкого элемента выполняется таким образом, что внешняя температура гибкого элемента составляет по меньшей мере 38°C и наиболее предпочтительно от около 120°C до около 150°C во время операций нанесения этикетки. Следует понимать, что температура или диапазон температур, до которых нагревается внешняя поверхность гибкого элемента, зависит от многочисленных параметров, включающих, например, характеристики термоусадки этикетки и адгезионные свойства. Также предполагается, что другой ряд нагревателей может использоваться для нагревания этикеток и/или емкостей до их соприкосновения с гибким элементом. Эти нагреватели могут быть расположены снаружи гибкого элемента. Например, могут быть использованы один или более инфракрасных нагревателей. Инфракрасные лампы являются предпочтительными, так как они стремятся нагреть целевые объекты, т.е. этикетки, и не нагревают окружающую атмосферу. Предпочтительно, для определенных применений этикетки нагреваются до температуры по меньшей мере 38°C до их окончательного нанесения на емкость. Большое множество принципов и технологий нагревания может использоваться для увеличения температуры наружной поверхности гибкого элемента.
Для определенных предпочтительных вариантов осуществления является желательным использовать один источник тепла. Т.е. для определенных применений является предпочтительным использовать один или более нагревателей входных патрубков для нагревания поступающего воздуха во время или до его входа в гибкий элемент и не применять один или более нагревателей внутри гибкого элемента. Нагреватели, предусмотренные во внутренней части гибкого элемента, предпочтительно представляют собой радиационные нагреватели. Исключение или упразднение таких внутренних нагревателей может обеспечить существенное снижение себестоимости. Однако следует понимать, что изобретение включает системы, в которых нагревание обеспечено только внутри гибкого элемента, системы, в которых нагревание обеспечено как нагревателями входных патрубков, так и нагревателями внутри гибкого элемента, и второстепенные системы, использующие третичные или другие дополняющие нагреватели в комбинации с нагревателями входных патрубков и/или нагревателями во внутренней части гибкого элемента.
Другой признак, обеспеченный в определенных предпочтительных вариантах осуществления, относится к использованию одного или более воздушных коллекторов, обычно расположенных в гибком элементе. В предпочтительной конфигурации системы нагретый воздух непрерывно циркулирует через один или более гибких элементов во время операции этикетирования. Избыточный воздух выпускается, когда один или более гибких элементов соприкасаются и прижимаются к соответствующим емкостям, несущим этикетки. Новый воздух затем вводится после расположения гибкого элемента на расстоянии от и больше не в соприкосновении с емкостью и этикеткой. Является предпочтительным, чтобы новый воздух нагревался, так как такая практика исключает использование воздуха с температурой окружающей среды, который иначе охлаждал бы гибкий элемент.
Многие из сборок гибкого элемента, рамы и/или корпуса предпочтительного варианта осуществления используют один вход для поступающего нагретого воздуха на задней стенке, которая закрывает внутреннюю часть гибкого элемента. Направление нагретого воздуха во внутреннюю часть гибкого элемента и, в частности, через один вход дает в результате образование областей повышенных температур на гибком элементе. Такие области неравномерности являются нежелательными.
Соответственно, для определенных применений является предпочтительным использовать сборку воздушного коллектора или распределителя во внутренней части гибкого элемента. Воздушные коллекторы могут быть в большом множестве форм и размеров. Воздушные коллекторы служат для распределения нагретого воздуха во внутренней части гибкого элемента, чтобы тем самым более равномерно нагреть гибкий элемент.
Коллектор или распределитель воздушного потока могут быть во множестве разных форм, размеров и/или конфигураций. Например, могут быть предусмотрены одна или более пластин распределителя, от которых направляется поступающий нагретый воздух. Протекающий воздушный поток отклоняется пластиной(ами) распределителя и тем самым направляется в другие области во внутренней части гибкого элемента. Пластина распределителя может быть расположена непосредственно в потоке протекающего воздуха, например, посредством прикрепления пластины поперек отверстия порта входного воздушного патрубка. Другие элементы могут использоваться в комбинации с пластиной распределителя, например один или более стержней или других элементов для отклонения потока. Обычно может использоваться любой элемент, который вызывает или способствует турбулентности воздушного потока во внутренней части гибкого элемента.
Особенно предпочтительный вариант осуществления воздушного коллектора представляет собой трубчатый распределитель. Трубчатый распределитель предпочтительно имеет форму трубы или канала, находящегося во взаимодействии потока с входным патрубком для нагретого воздуха, и размеры и форму, такие, чтобы размещаться в пределах внутренней части гибкого элемента. Труба или канал задает проходящий в продольном направлении внутренний проток. Труба или канал также задает множество отверстий или других проходов в боковых стенках и каких-либо торцевых стенках трубы. Воздух, входящий в гибкий элемент через входной патрубок, направляется через трубу и выходит из трубы через множество отверстий. Форма или расположение проходов является таким, что нагретый воздух, выходящий из трубы, равномерно нагревает, или по существу так, внутреннюю часть гибкого элемента и предпочтительно переднюю стенку гибкого элемента, которая в конечном счете соприкасается с этикетками. Например, характерная форма проходов может включать два ряда проходов, проходящих вдоль длины трубы. Каждое отверстие или проход составляет приблизительно 1,5 мм в диаметре и разнесены друг от друга на около 25 мм. Два ряда расположены относительно друг друга на 60° и направлены к внутренним сторонам и передним поверхностям во внутренней части гибкого элемента. Такая ориентация рядов служит для направления нагретого воздуха в латеральные боковые области гибкого элемента, где типично необходимо такое нагревание.
Внутренняя полая область гибкого элемента может быть открытой или находиться во взаимодействии с атмосферой и, таким образом, находиться при атмосферном давлении. В качестве альтернативы, взаимодействие между внутренней областью и внешней атмосферой может быть частично или полностью ограничено таким образом, что внутренняя область находится под давлением, которое больше чем или меньше чем атмосферное давление. Гибкий элемент также может быть выполнен или сцеплен с другими элементами таким образом, что во время деформации гибкого элемента давление во внутренней полой области элемента изменяется и отличается от давления в этой области до деформации. Например, предпочтительная конфигурация, как описанная более подробно здесь, обеспечивает частично ограниченное взаимодействие между внутренней полой областью гибкого элемента и внешней атмосферой. До деформации ограничение не является полным, таким образом, внутренняя полая область находится при атмосферном давлении. После деформации объем внутренней полой области уменьшается. Вследствие упомянутого частичного ограничения и уменьшения объема давление во внутренней полой области гибкого элемента увеличивается до давления, большего чем атмосферное давление. Увеличение давления предпочтительно является временным, так как воздух во внутренней полой области имеет возможность выходить из внутренней области гибкого элемента. Эти аспекты описаны более подробно здесь.
Предпочтительно, гибкий элемент не находится под давлением до процесса нанесения этикетки. То есть, предпочтительно, внутренняя полая область гибкого элемента находится при атмосферном давлении. Благодаря выборочному управлению ограничением потока воздуха, выходящего из гибкого элемента во время операции нанесения этикетки, достигается управляемое увеличение и поддержание давления в гибком элементе. Предпочтительно, содержимое гибкого элемента выпускается после каждой операции нанесения этикетки, таким образом, давление во внутренней части гибкого элемента возвращается к атмосферному. Предпочтительно, максимальное давление, как измерено во внутренней полой области гибкого элемента, составляет меньше чем 34500 Н/м2, более предпочтительно, меньше чем 27600 Н/м2, и наиболее предпочтительно, меньше чем 20700 Н/м2. Однако следует понимать, что настоящее изобретение включает другие принципы вентилирования и использования максимальных давлений, меньших чем или больших чем отмеченные. Обычно в течение всего хода операции нанесения этикетки обеспечивается весьма устойчивая и стабильная подача воздуха в гибкий элемент через открытые выпускные порты. Гибкий элемент будет частично уменьшаться, когда он соприкасается с этикеткой и емкостью, и в определенных случаях может сминаться, когда он полностью соприкасается с этикеткой и емкостью.
Следует понимать, что настоящее изобретение может использовать большое множество сборок дополнительно к или в определенных применениях вместо гибких элементов, описанных здесь, для нанесения этикетки или пленки на криволинейную поверхность. Например, могут использоваться различные механические сборки, в частности использующие пружины или другие смещающие элементы. Также предполагается, что могут использоваться этикетировочное устройство или элементы для обработки этикеток, используя сжимаемые вспененные материалы.
Гибкий элемент может быть выполнен почти из любого материала при условии, что элемент является в достаточной мере гибким, т.е. деформируемым, и демонстрирует хорошие свойства теплопроводности, долговечности и износостойкости. Предпочтительный класс материалов для гибкого элемента представляет собой силиконы.
Более конкретно называемые полимеризированными силоксанами или полисилоксанами силиконы представляют собой смешанные неорганические-органические полимеры с химической формулой [R2SiO]n, где R представляет собой органическую группу, например метил, этил или фенил. Эти материалы типично включают неорганическую основную цепь кремния-кислорода (...-Si-O-Si-O-Si-O-...) с органическими боковыми группами, присоединенными к атомам кремния, которые являются четырехкоординатными.
В некоторых случаях органические боковые группы могут использоваться для соединения двух или более из этих -Si-O- основных цепей друг с другом. Посредством изменения длин -Si-O- цепей, боковых групп и сшивания силиконы могут быть синтезированы с большим множеством свойств и композиций. Они могут изменяться по консистенции от жидкости до геля, до каучука, до жесткого пластика. Наиболее распространенным силоксаном является линейный полидиметилсилоксан (ПДМС), силиконовое масло. Вторая самая большая группа силиконовых материалов основана на силиконовых смолах, которые образуются посредством разветвленных и клеткообразных олигосилоксанов.
Особенно предпочтительным силиконом для использования при выполнении гибкого элемента является доступный для приобретения силиконовый эластомер, обозначенный как Rhodorsil® V-240. Rhodorsil® V-240 является доступным от Bluestar Silicones, Рок-Хил, шт. Южная Каролина. Этот силиконовый эластомер представляет собой двухкомпонентный кремнекаучуковый компаунд присоединительной вулканизации, вулканизации при комнатной температуре или ускоренной нагревом. Он образован в качестве каучука с твердостью по дюрометру 60 (по Шору А) со свойствами высокой прочности, длительным расчетным сроком службы, малой усадкой, отличным воспроизведением деталей, хорошими характеристиками отделения и повышенным сопротивлением ингибированию. Состав Rhodorsil® V-240 обычно является таким, как показан в Таблице 1 ниже.
Состав Rhodorsil®
Как объяснено здесь, в определенных применениях является желательным нагревать этикетку до или во время нанесения этикетки на целевую поверхность. И, как отмечено ранее, нагревающие средства могут быть внедрены во внутреннюю полую область гибкого элемента. Соответственно, является желательным, чтобы материал гибкого элемента демонстрировал относительно высокую теплопроводность для способствования теплопереносу на внешнюю поверхность гибкого элемента. Предпочтительно, теплопроводность гибкого элемента составляет по меньшей мере 0,1 Вт/(м·°C), более предпочтительно по меньшей мере 0,15 Вт/(м·°C), более предпочтительно по меньшей мере 0,20 Вт/(м·°C), более предпочтительно по меньшей мере 0,25 Вт/(м·°C) и наиболее предпочтительно по меньшей мере 0,275 Вт/(м·°C).
Для вариантов осуществления, в которых гибкий элемент выполнен из силиконового эластомера, толщина стенок гибкого элемента предпочтительно составляет от около 2,3 мм до около 3,0 мм. Следует понимать, что конкретная толщина стенки зависит от выбора материала, требуемых характеристик деформируемости и других параметров. Соответственно, настоящее изобретение никоим образом не ограничено на этих толщинах стенок.
Наиболее предпочтительно, гибкий элемент представляет собой куполообразный выступающий наружу деформируемый элемент. Элемент может включать в себя одну или более дугообразных боковых стенок или множество прямых стенок, расположенных таким образом, чтобы образовать внутреннюю полую область. В предпочтительном варианте гибкий элемент включает в себя четыре боковые стенки, которые проходят между основанием и куполообразной соприкасающейся с этикеткой поверхностью. Четыре стенки расположены поперечно с соседними стенками так, чтобы образовать квадратную или прямоугольную форму. Основание предпочтительно выполнено в виде фланца, который проходит вдоль общего края четырех боковых стенок. Куполообразная поверхность проходит от края боковых стенок, противоположного фланцу. Весь гибкий элемент, т.е. его основание, боковые стенки и куполообразная поверхность могут быть легко образованы посредством формования силиконового эластомера, такого как ранее отмеченный Rhodorsil® V-240. Точная форма, размер и конфигурация гибкого элемента главным образом зависит от формы, размера и конфигурации бутылки, на которую подлежит нанесению этикетка. Для многих применений гибкий элемент может иметь форму овала с куполообразной передней гранью. Однако следует понимать, что настоящее изобретение включает гибкие элементы почти любой формы.
Конкретная форма и/или конфигурация гибкого элемента главным образом зависит от формы этикетки и формы или контура емкости. Хотя для многих применений гибкий элемент, имеющий по существу прямоугольный и симметричный передний профиль с дугообразными или скругленными краями, может быть подходящим, для определенных применений может быть предпочтительным использовать гибкие элементы, имеющие несимметричные передний и/или боковой профили. Примеры гибких элементов, имеющих несимметричные профили, даны и описаны здесь.
Рама и сборка гибкого элемента
Настоящее изобретение также предлагает раму для поддерживания гибкого элемента и предпочтительно сцепления с элементом для облегчения расположения и соприкосновения элемента с этикеткой и/или емкостью. Рама предпочтительно является жесткой и может быть выполнена из одного или более: металлов, полимерных материалов или композитных материалов, показывающих необходимые свойства, как более полно описано здесь.
Предпочтительно, в одной форме предусмотрена рама, имеющая относительно планарную форму, задающая две противоположно направленные стороны и задающая относительно большое центральное отверстие. Отверстие имеет размеры и форму для приспосабливания и размещения гибкого элемента. Соответственно, после расположения гибкого элемента в отверстии рамы рама проходит вокруг гибкого элемента и обеспечивает поддержку для элемента и облегчает перемещение или расположение гибкого элемента. В предпочтительном варианте осуществления гибкий элемент включает в себя множество боковых стенок. Таким образом, предпочтительно, рама задает отверстие, имеющее такую же форму, что и множество боковых стенок гибкого элемента. Для групп линейных боковых стенок гибкого элемента форма отверстия, заданного в раме, предпочтительно соответствует форме группы боковых стенок. При этом предпочтительно, количество линейных боковых стенок соответствует количеству внутренних линейных краев отверстия рамы.
В определенных применениях может быть предпочтительным предусмотреть один или более направляющих элементов, проходящих от рамы и по существу вдоль гибкого элемента, когда соединены с рамой. Один или более направляющий(их) элемент(ов) расположен(ы) и ориентирован(ы) относительно гибкого элемента таким образом, что они служат для ограничения степени и/или направления деформации гибкого элемента. Направляющие элементы могут быть прикреплены или иным образом образованы с рамой посредством технологий, известных в данной области техники. Направляющие элементы предпочтительно расположены вокруг ранее отмеченного отверстия рамы. Направляющие элементы предпочтительно проходят или иным образом выступают от грани рамы и в определенных вариантах осуществления могут проходить поперечно от нее.
Каждый направляющий элемент также может содержать один или более дополнительных элементов или сам может проходить в желаемом направлении относительно гибкого элемента. Например, регулируемым образом устанавливаемый вспомогательный направляющий элемент может быть предусмотрен в области удаленного конца направляющего элемента. Вспомогательный направляющий элемент может проходить поперечно к или под некоторым углом относительно продольной оси направляющего элемента. Положение и конкретно угловая ориентация вспомогательного направляющего элемента предпочтительно являются выбираемыми таким образом, что пользователь может изменять ориентацию и положение вспомогательного направляющего элемента относительно гибкого элемента, когда требуется.
Еще одним другим предпочтительным признаком во многих вариантах осуществления является обеспечение направляющих элементов, имеющих конкретные формы или профили на их внутренних гранях, т.е. гранях направляющих элементов, которые направлены к гибкому элементу. Использование имеющих форму или контур внутренних сторон направляющих элементов способствует улучшенному соприкосновению между гибкими элементами и емкостями/этикетками. Для определенных емкостей, имеющих криволинейную или наклонную боковую стенку и/или дугообразные переднюю или заднюю грани, использование направляющих элементов, имеющих заданные контуром внутренние стороны, способствует соприкосновению прикатки между гибким элементом и этикеткой. Кроме того, обеспечение направляющих элементов, имеющих внутренние стороны, которые совпадают или по существу соответствуют контуру сторон емкости, способствует дальнейшему смещению гибкого элемента вокруг контура емкости. Кроме того, было установлено, что использование направляющих элементов, имеющих внутренние стороны, которые соответствуют форме емкости, способствует нанесению угловых и внешних концевых областей этикетки на емкость.
Рама предпочтительно выполнена из стали или алюминия, хотя предполагается большое множество других материалов. Направляющие элементы и/или вспомогательные направляющие элементы предпочтительно также выполнены из стали или алюминия. Направляющие элементы могут быть выполнены в виде одного целого с рамой. В качестве альтернативы, направляющие элементы могут быть прикреплены к раме после образования рамы, например, посредством сварки или посредством использования одного или более крепежных элементов. Как отмечено, является предпочтительным, чтобы вспомогательный(ые) направляющий(ие) элемент(ы) являлся(ись) устанавливаем(ыми) относительно направляющего(их) элемента(ов) и/или рамы. Поэтому является предпочтительным, чтобы выборочно устанавливаемая сборка использовалась для разъемного прикрепления каждого вспомогательного направляющего элемента к соответствующему направляющему элементу.
Настоящее изобретение также предусматривает корпус или другую монтажную сборку. Предпочтительно, рама и/или гибкий элемент прикреплены к корпусу. Корпус предпочтительно имеет размеры, форму и конфигурацию, чтобы прикрепляться к или иным образом фиксироваться на раме. Корпус также может служить для размещения нагревающих средств для гибкого элемента. Эти аспекты - все описаны более подробно здесь.
Дополнительно, для определенных вариантов осуществления может быть предпочтительным предусмотреть регулируемые сборки таким образом, что положение направляющих элементов может выборочно регулироваться относительно рамы. Такие регулируемые сборки могут быть обеспечены во многих формах, однако предпочтительная сборка включает в себя пару вертикально ориентированных рельсов, на которых направляющие элементы могут быть выборочно расположены и сцеплены. Использование такой регулируемой сборки обеспечивает возможность легкой и удобной установки вертикального положения одного или более направляющих элементов, когда требуется. Вертикальная установка направляющего элемента может быть желательной для обеспечения нанесения этикеток разных размеров и/или мест расположения на целевых емкостях.
Сборка рамы и корпуса и в конечном счете включающая в себя гибкий элемент, может дополнительно включать в себя один или более дополнительных элементов. Как отмечено ранее, нагревающие средства предпочтительно обеспечены во внутренней полой области гибкого элемента. Предпочтительно, такое нагревание обеспечивается посредством одного или более питающегося(ихся) электроэнергией резистивного(ых) нагревающего(их) элемента(ов). Элемент может иметь множество разных форм и конфигураций. Также, как отмечено ранее, канал, несущий текучий теплоноситель, может быть расположен во внутренней полой области гибкого элемента. Обычно является предпочтительным, чтобы подходящие изолирующие элементы были предусмотрены во взаимосвязи с нагревающим элементом для предотвращения непосредственного соприкосновения с гибким элементом. Однако если гибкий элемент выполнен из материала, который является в достаточной мере устойчивым к высоким температурам, такие изолирующие элементы могут не являться необходимыми.
Сборка рамы, гибкого элемента и корпуса предпочтительно дополнительно включает в себя вентиляционную пластину, которая проходит поперек открытой задней области гибкого элемента. Вентиляционная пластина обеспечивает доступ во внутреннюю полую область гибкого элемента. После встраивания в сборку вентиляционная пластина соприкасается и предпочтительно соприкасается уплотненным образом с направленной назад гранью гибкого элемента и/или рамы. Вентиляционная пластина предпочтительно задает одно или более отверстий, проходящих через вентиляционную пластину, которые обеспечивают возможность прохождения воздуха. Воздух может вводиться через эти отверстия для повышения давления во внутренней части гибкого элемента и/или для нагревания гибкого элемента. При деформации гибкого элемента, например, после соприкосновения с этикеткой и емкостью воздух направляется из полой внутренней части гибкого элемента через одно или более отверстий, заданных в вентиляционной пластине. Общая площадь сечения потока отверстий вентиляционной пластины может выбираться или изменяться таким образом, что расход воздуха, выходящего или входящего из/в гибкий элемент, ограничивается или иным образом регулируется. Этот принцип может использоваться для уменьшения скорости деформации гибкого элемента. Эти аспекты описаны более подробно здесь.
В определенных применениях, в частности, включающих массовое производство, является предпочтительным использовать множество сборок рамы(рам), гибкого(их) элемента(ов) и/или корпуса(ов), например, в параллельной конфигурации, в которой элементы расположены рядом друг с другом.
Другим опциональным признаком изобретения является обеспечение "быстросменной" сборки головки. В этих вариантах осуществления предусмотрена съемная сборка головки, которая имеет гибкий элемент, дополнительный(ые) нагреватель(и) в гибком элементе, раму и электрические элементы. Съемная сборка головки может быть легко сцеплена с и снята с большей рамы или поддерживающей сборки, или с устройством подвижной балки, как известно в данной области техники. Обеспечение съемной сборки головки делает возможной быструю и эффективную замену одного гибкого элемента и связанной сборки на другой гибкой элемент и его связанную сборку. Это может быть желательным, когда использование гибкого элемента, имеющего конкретную конфигурацию, является предпочтительным над другим гибким элементом, имеющим другую конфигурацию. Съемные сборки головок предпочтительно выполнены таким образом, что они являются легко сцепляемыми с или прикрепляемыми к другой раме или устройству подвижной балки. Соединения к цепи электропитания и сигнальные соединения предпочтительно выполнены посредством разъемных соединений, хотя изобретение включает использование других систем соединения. Эти и другие аспекты описаны более подробно здесь совместно с описанием характерного предпочтительного варианта осуществления.
Этикетки/пленка
Как отмечено ранее, является предпочтительным, чтобы различные системы, оборудование и элементы применялись для нанесения термотрансферных этикеток и/или знаков на предметы; следует понимать, что системы, оборудование и элементы также могут применяться для нанесения чувствительных к давлению этикеток и/или усаживающихся этикеток на предметы.
Полимерные пленки, применимые в конструкциях этикетки, на нанесение которых направлено настоящее изобретение, предпочтительно обладают сбалансированными усадочными свойствами. Сбалансированные усадочные свойства позволяют пленке усаживаться во множестве направлений так, чтобы тем самым копировать контур сложной криволинейной поверхности, когда этикетка наносится на криволинейные поверхности. Могут использоваться пленки, имеющие несбалансированную усадку, т.е. пленки, имеющие высокую степень усадки в одном направлении и низкую для приемлемой усадки - в другом направлении. Применимые пленки, имеющие сбалансированную усадку, обеспечивают возможность нанесения большего множества форм этикеток на большее множество форм емкостей. Обычно пленки, имеющие сбалансированные усадочные свойства, являются предпочтительными.
В одном варианте осуществления полимерная пленка имеет предельную усадку (S), как измеренную с помощью процедуры ASTM D1204 по меньшей мере в одном направлении по меньшей мере 10% при 90°C, и в другом направлении усадка находится в пределах диапазона S +/-20%. В другом варианте осуществления пленка имеет предельную усадку (S) по меньшей мере в одном направлении от около 10% до около 50% при 70°C, и в другом направлении усадка находится в пределах диапазона S +/-20%. В одном варианте осуществления предельная усадка (S) составляет по меньшей мере 10% при 90°C, и в другом направлении усадка находится в пределах диапазона S +/-20%. Температура начала усадки пленки в одном варианте осуществления находится в диапазоне от около 60°C до около 80°C.
Усаживающаяся пленка должна быть термоусаживаемой и еще иметь достаточную жесткость, чтобы подаваться, используя традиционное этикетировочное оборудование и процессы, включая печатание, вырубку и перенос этикетки. Требуемая жесткость пленки зависит от размера этикетки, скорости нанесения и использующегося этикетировочного оборудования. В одном варианте осуществления усаживающаяся пленка имеет жесткость в продольном направлении (MD) по меньшей мере 5 мН, как измеренную с помощью испытания L&W на сопротивление изгибу. В одном варианте осуществления усаживающаяся пленка имеет жесткость, составляющую по меньшей мере 10 мН или по меньшей мере 20 мН. Жесткость усаживающейся пленки является важной для надлежащей подачи этикеток на отрывающей пластине с большими производительностями линии.
В одном варианте осуществления этикетки фасонной формы наносятся на предмет или емкость в автоматическом поточном процессе этикетирования с производительностью линии по меньшей мере 30 штук в минуту и предпочтительно от по меньшей мере 250 штук в минуту до по меньшей мере 500 штук в минуту. Предполагается, что настоящее изобретение может быть применено совместно с процессами, действующими с производительностью, такой как 700-800 штук в минуту или более.
В одном варианте осуществления усаживающаяся пленка имеет 2% секущий модуль, как измеренный с помощью ASTM D882, в продольном направлении (MD) от около 138000000 Н/м2 до около 2760000000 Н/м2 и в поперечном (или перпендикулярном) направлении (TD) от около 138000000 Н/м2 до около 2760000000 Н/м2. В другом варианте осуществления 2% секущий модуль пленки составляет от около 206000000 Н/м2 до около 2060000000 Н/м2 в продольном направлении и от около 206000000 Н/м2 до около 2060000000 Н/м2 в поперечном направлении. Пленка может иметь меньший модуль в поперечном направлении, чем в продольном направлении, таким образом, что этикетка легко подается (MD), при этом поддерживая достаточно низкий модуль в TD для приспособляемости и/или сжимаемости.
Полимерная пленка может быть выполнена с помощью традиционных процессов. Например, пленка может быть изготовлена, используя процесс двойного раздува, процесс растяжки, или может содержать пленку, полученную методом экструзии с раздувом.
Усаживающаяся пленка, применимая в этикетке, может представлять собой однослойную конструкцию или многослойную конструкцию. Слой или слои усаживающейся пленки могут быть выполнены из полимера, выбираемого из сложного полиэфира, полиолефина, поливинилхлорида, полистирола, полимолочной кислоты, их сополимеров и смесей.
Полиолефины содержат гомополимеры или сополимеры олефинов, которые представляют собой алифатические углеводороды, имеющие одну или более углерод-углеродных двойных связей. Олефины включают алкены, которые содержат 1-алкены, также известные как альфа-олефины, такие как 1-бутен и внутренние алкены, имеющие углерод-углеродную двойную связь на неконцевых атомах углерода углеродной цепи, такие как 2-бутен, циклические олефины, имеющие одну или более углерод-углеродных двойных связей, такие как циклогексен и норборнадиен, и циклические полиены, которые представляют собой нециклические алифатические углеводороды, имеющие две или более углерод-углеродных двойных связей, такие как 1,4-бутадиен и изопрен. Полиолефины содержат алкеновые гомополимеры от одного алкенового мономера, такие как полипропиленовый гомополимер, алкеновые сополимеры от по меньшей мере одного алкенового мономера и одного или более дополнительных олефиновых мономеров, где первый перечисленный алкен представляет собой главный компонент сополимера, такие как сополимер пропилен-этилена и сополимер пропилен-этилен-бутадиена, циклические олефиновые гомополимеры от одного циклического олефинового мономера и циклические олефиновые сополимеры от по меньшей мере одного циклического олефинового мономера и одного или более дополнительных олефиновых мономеров, причем первый перечисленный циклический олефин представляет собой главный компонент сополимера и смеси любых из вышеприведенных олефиновых полимеров.
В одном варианте осуществления усаживающаяся пленка представляет собой многослойную пленку, содержащую внутренний слой и по меньшей мере один наружный слой. Наружный слой может представлять собой печатаемый наружный слой. В одном варианте осуществления многослойная усаживающаяся пленка содержит внутренний и два наружных слоя, причем по меньшей мере один наружный слой является печатаемым. Многослойная усаживающаяся пленка может представлять собой соэкструдированную пленку.
Пленка может варьироваться по толщине от 12 до 500, или от 12 до 300, или от 12 до 200, или от 25 до 75 микрон. Различие в слоях пленки может включать различие в термопластичных полимерных компонентах, в добавочных компонентах, в ориентации, в толщине или их комбинации. Толщина внутреннего слоя может составлять от 50 до 95%, или от 60 до 95%, или от 70 до 90% толщины пленки. Толщина наружного слоя или комбинации двух наружных слоев может составлять от 5 до 50%, или от 5 до 40%, или от 10 до 30% толщины пленки.
Пленка может быть дополнительно обработана на одной поверхности или обеих верхней и нижней поверхностях для улучшения характеристик с точки зрения пригодности для печатания или адгезии к адгезиву. Обработка может содержать нанесение поверхностного покрытия, такого как, например, лак, применение разряда высокой энергии для обеспечения коронного разряда на поверхности, применение огневой обработки на поверхности или комбинацию любых из вышеприведенных обработок. В варианте осуществления изобретения пленка обрабатывается на обеих поверхностях, и в другом варианте осуществления пленка обрабатывается на одной поверхности коронным разрядом и обрабатывается пламенем на другой поверхности.
Слои усаживающейся пленки могут содержать пигменты, наполнители, стабилизаторы, светозащитные агенты или другие подходящие модифицирующие агенты, если требуется. Пленка также может содержать антиадгезив, добавки, улучшающие скольжение, и агенты, снижающие статический заряд. Применимые антиадгезивные агенты включают неорганические частицы, такие как глины, тальк, карбонат кальция и стекло. Добавки, улучшающие скольжение, применимые в настоящем изобретении, включают полисилоксаны, воски, амиды жирного ряда, жирные кислоты, металлические мыла и твердые частицы, такие как кварцевый, синтетический аморфный кварцевый и политетрафторэтиленовый порошок. Агенты, снижающие статический заряд, применимые в настоящем изобретении, включают сульфонаты щелочных металлов, модифицированные полиэфиром полидиорганосилоксаны, полиалкилфенилсилоксаны и третичные амины.
В одном варианте осуществления усаживающаяся пленка является микроперфорированной для обеспечения возможности выхода захваченного воздуха из области взаимодействия между этикеткой и предметом, к которому она приклеена. В другом варианте осуществления усаживающаяся пленка является проницаемой для обеспечения возможности удаления текучей среды из адгезива или с поверхности предмета для удаления. В одном варианте осуществления в усаживающейся пленке предусмотрены вентиляционные ходы или щели.
Настоящее изобретение может быть применено для нанесения, обработки, и иным образом во взаимосвязи с, большого множества этикеток, пленки и других элементов. Например, изобретение может быть использовано совместно с усаживающимися этикетками, чувствительными к давлению этикетками, чувствительными к давлению усаживающимися этикетками, приклеивающимися при нагреве этикетками и почти любым типом этикетки или пленки, известным в областях техники упаковки и этикетирования.
Адгезив и дополнительные аспекты этикеток
Описание применимых, чувствительных к давлению адгезивов можно найти в энциклопедии Encyclopedia of Polymer Science and Engineering, т. 13, Wiley-lnterscience Publishers (Нью-Йорк, 1988). Дополнительное описание применимых PSA можно найти в энциклопедии Polymer Science and Technology, т. 1, Interscience Publishers (Нью-Йорк, 1964). Являются применимыми традиционные PSA, включающие PSA на акриловой основе, PSA на каучуковой основе и PSA на силиконовой основе. PSA может быть на основе растворителя или может представлять собой адгезив на водной основе. Также могут использоваться термоплавкие адгезивы. В одном варианте осуществления PSA содержит акриловый эмульсионный адгезив.
Адгезив и сторона пленки, на которую наносится адгезив, имеют достаточную совместимость для обеспечения хорошего адгезивного сцепления. В одном варианте осуществления адгезив выбирается таким образом, что этикетки могут быть чисто удалены с ПЭТ-емкостей вплоть до 24 часов после нанесения. Адгезив также выбирается таким образом, что компоненты адгезива не мигрируют в пленку.
В одном варианте осуществления адгезив может быть выполнен из полимера на акриловой основе. Предполагается, что любой полимер на акриловой основе, способный образовывать адгезивный слой с достаточной липкостью для приклеивания к подложке, может использоваться в настоящем изобретении. В определенных вариантах осуществления акриловые полимеры для слоев чувствительного к давлению адгезива включают образованные в результате полимеризации по меньшей мере одного мономера алкилакрилата, содержащего от около 4 до около 12 атомов углерода в алкильной группе, и имеющегося в количестве от около 35 до 95 масс.% в расчете на массу полимера или сополимера, как раскрыто в патенте US 5264532. По желанию чувствительный к давлению адгезив на акриловой основе может быть образован из одного полимерного продукта.
Температура стеклования слоя PSA, содержащего акриловые полимеры, может изменяться посредством регулирования количества полярных или "жестких мономеров" в сополимере, как предложено в патенте US 5264532. Чем больше процентное содержание по массе жестких мономеров, включенных в акриловый сополимер, тем выше температура стеклования полимера. Жесткие мономеры, предполагаемые применимыми для настоящего изобретения, включают виниловые сложные эфиры, карбоновые кислоты и метакрилаты, в концентрациях в расчете на массу, варьирующихся от около 0 до около 35 масс.% в расчете на массу полимера.
PSA может быть на акриловой основе, например, как предложенные в патенте US 5164444 (акриловая эмульсия), патенте US 5623011 (акриловая эмульсия повышенной липкости) и патенте US 6306982. Адгезив также может быть на каучуковой основе, например как предложенные в патенте US 5705551 (каучуковый термоплавкий клей). Адгезив также может включать отверждаемую при воздействии излучения смесь мономеров с инициаторами и другими компонентами, например, как предложенные в патенте US 5232958 (отвержденный УФ акриловый полимер) и патенте US 5232958 (отвержденный электронным лучом). Раскрытия этих патентов, так как они относятся к акриловым адгезивам, таким образом, включены путем ссылки.
Доступные для приобретения PSA являются применимыми в изобретении. Примеры этих адгезивов включают термоплавкие PSA, доступные от H.B. Fuller Company, Сент-Пол, шт. Миннесота как HM-1597, HL-2207-X, HL-2115-X, HL-2193-X. Другие применимые доступные для приобретения PSA включают те, которые доступны от Century Adhesives Corporation, Колумбус, шт. Огайо. Другой применимый акриловый PSA содержит смесь частиц эмульсионного полимера с частицами придающего липкость агента дисперсной системы, как в общем смысле описано в Примере 2 патента US 6306982. Полимер получают посредством эмульсионной полимеризации 2-этилгексилакрилата, винилацетата, диоктилмалеата и акриловых и метакриловых сомономеров, как описано в патенте US 5164444, давая в результате размер частиц латекса около 0,2 микрон в средневесовых диаметрах и содержание геля - около 60%.
Коммерческим примером термоплавкого адгезива является H2187-01, продаваемый Ato Findley, Inc., Wauwatusa, шт. Висконсин. Кроме того, блок-сополимерные PSA на каучуковой основе, описанные в патенте US 3239478, также могут применяться в осуществлениях адгезива настоящего изобретения, и этот патент, таким образом, включен путем ссылки на его раскрытие таких термоплавких адгезивов, которые описаны более полно ниже.
В другом варианте осуществления чувствительный к давлению адгезив содержит эластомерные материалы на каучуковой основе, причем имеющиеся применимые эластомерные материалы на каучуковой основе включают линейные, разветвленные, привитые или радиальные блок-сополимеры, представленные двухблочной структурой А--В, трехблочной А--В--А, радиальной или парной структурами (А--В)n и их комбинациями, где А означает жесткую термопластичную фазу или блок, который является некаучуковым, или стеклообразным, или кристаллическим при комнатной температуре, но текучим при повышенных температурах, а В означает гибкий блок, который является каучуковым или эластомерным при рабочей или комнатной температуре. Эти термопластичные эластомеры могут содержать от около 75 масс.% до около 95 масс.% в расчете на массу каучуковых сегментов и от около 5 масс.% до около 25 масс.% в расчете на массу некаучуковых сегментов.
Некаучуковые сегменты или жесткие блоки содержат полимеры моно- и полициклических ароматических углеводородов и более конкретно винилзамещенных ароматических углеводородов, которые могут быть моноциклическими или бициклическими по характеру. Каучуковые материалы, такие как полиизопреновые, полибутадиеновые и стиролбутадиеновые каучуки, могут использоваться для образования каучукового блока или сегмента. Особенно подходящие каучуковые сегменты включают полидиены и насыщенные олефиновые каучуки на основе сополимеров этилена/бутилена или этилена/пропилена. Последние каучуки могут быть получены из соответствующих ненасыщенных полиалкиленовых звеньев, таких как полибутадиен и полиизопрен, посредством их гидрирования.
Блок-сополимеры винилароматических углеводородов и сопряженных диенов, которые могут использоваться, включают любые из тех, которые демонстрируют эластомерные свойства. Блок-сополимеры могут быть двухблочными, трехблочными, мультиблочными, звездообразными, полиблочными или привитыми сополимерами. По всему этому описанию изобретения термины «двухблочный», «трехблочный», «мультиблочный», «полиблочный» и «привитой» или «привитой блочный относительно структурных особенностей блок-сополимеров» должны иметь их нормальный смысл, как описано в литературе, например в энциклопедии Encyclopedia of Polymer Science and Engineering, т. 2, (1985) John Wiley & Sons, Inc., Нью-Йорк, стр. 325-326 и в книге J.E.McGrath Block Copolymers, Science Technology, Dale J. Meier, Ed., Harwood Academic Publishers, 1979, на стр. 1-5.
Такие блок-сополимеры могут содержать различные соотношения сопряженных диенов и винилароматических углеводородов, включая углеводороды, содержащие вплоть до около 40 масс.% в расчете на массу винилароматических углеводородов. Соответственно, могут применяться мультиблочные сополимеры, которые являются линейными или радиальными, симметричными или асимметричными и которые характеризуются структурами, представленными формулами А--В, А--В--А, А--В--А--В, В--А--В, (АВ)0,1,2 . . . ВА и т.п., где А представляет собой полимерный блок винилароматического углеводорода или сопряженного диен/винилароматического углеводорода в виде клиновидного сополимерного блока, а В представляет собой каучуковый полимерный блок сопряженного диена.
Блок-сополимеры могут быть получены любыми общеизвестными методами блок-полимеризации или сополимеризации, включая последовательное добавление мономера, добавление мономера порциями, или методами сшивания, как показано, например, в патентах US 3251905, 3390207, 3598887 и 4219627. Как является общеизвестным, клиновидные сополимерные блоки могут быть включены в мультиблочные-сополимеры посредством сополимеризации смеси мономеров сопряженных диенов и винилароматических углеводородов, используя различие их констант сополимеризации. В различных патентах описано получение мультиблочных сополимеров, содержащих клиновидные сополимерные блоки, включая патенты US 3251905, 3639521 и 4208356.
Сопряженные диены, которые могут использоваться для получения полимеров и сополимеров, представляют собой те, которые содержат от 4 до около 10 атомов углерода и более в общем от 4 до 6 атомов углерода. Примеры включают 1,3-бутадиен, 2-метил-1,3-бутадиен(изопрен), 2,3-диметил-1,3-бутадиен, хлоропрен, 1,3-пентадиен, 1,3-гексадиен и т.п. Также могут использоваться смеси этих сопряженных диенов.
Примеры винилароматических углеводородов, которые могут использоваться для получения сополимеров, включают стирол и различные замещенные стиролы, такие как орто-метилстирол, пара-метилстирол, пара-трет-бутилстирол, 1,3-диметилстирол, альфа-метилстирол, бета-метилстирол, пара-изопропилстирол, 2,3-диметилстирол, орто-хлорстирол, пара-хлорстирол, орто-бромстирол, 2-хлор-4-метилстирол и т.п.
Многие из вышеописанных сополимеров сопряженных диенов и винилароматических соединений являются доступными для приобретения. Среднечисловая молекулярная масса блок-сополимеров, до гидрирования, составляет от около 20000 до около 500000 или от около 40000 до около 300000.
Средние молекулярные массы отдельных блоков в сополимерах могут изменяться в определенных интервалах. В большинстве случаев, винилароматический блок будет характеризоваться среднечисловой молекулярной массой порядка от около 2000 до около 125000 или около от 4000 до 60000. Блоки сопряженного диена либо до, либо после гидрирования будут характеризоваться среднечисловыми молекулярными массами порядка от около 10000 до около 450000 или около от 35000 до 150000.
Также до гидрирования содержание винила в части сопряженного диена обычно составляет от около 10% до около 80%, или от около 25% до около 65%, в частности 35%-55%, когда является желательным, чтобы модифицированный блок-сополимер демонстрировал каучуковую эластичность. Содержание винила блок-сополимера может определяться методом ядерного магнитного резонанса.
Конкретные примеры двухблочных сополимеров включают стирол-бутадиен (СБ), стирол-изопрен (СИ) и их гидрированные производные. Примеры трехблочных сополимеров включают стирол-бутадиен-стирол (СБС), стирол-изопрен-стирол (СИС), альфа--метилстирол-бутадиен-альфа-метилстирол и -альфа-метилстирол-изопрен--альфа-метилстирол. Примеры доступных для приобретения блок-сополимеров, применимых в качестве адгезивов в настоящем изобретении, включают доступные от Kraton Polymers LLC под торговой маркой KRATON.
После гидрирования сополимеров СБС, содержащих каучуковый сегмент смеси 1,4- и 1,2-изомеров, получается блок-сополимер стирол-этилен-бутилен-стирол (СЭБС). Аналогичным образом, гидрирование полимера СИС дает блок-сополимер стирол-этилен-пропилен-стирол (СЭПС).
Выборочное гидрирование блок-сополимеров может быть выполнено с помощью множества хорошо известных процессов, включающих гидрирование в присутствии таких катализаторов, как никель Ренея, благородные металлы, такие как платина, палладий и т.п., и растворимых катализаторов на основе переходных металлов. Могут использоваться подходящие процессы гидрирования, в которых диенсодержащий полимер или сополимер растворяется в инертном углеводородном растворителе, таком как циклогексан, и гидрируется посредством реакции с водородом в присутствии растворимого катализатора гидрирования. Такие методики описаны в патентах US 3113986 и 4226952. В результате такого гидрирования блок-сополимеров, которое проводят соответствующим способом и до определенной степени с целью получения выборочно гидрированных сополимеров, получают гидрированные сополимеры, имеющие остаточный ненасыщенный фрагмент в полидиеновом блоке от около 0,5% до около 20% от их исходного содержания ненасыщенных фрагментов до гидрирования.
В одном варианте осуществления доля насыщенных фрагментов в сопряженном диеновом блок-сополимере составляет по меньшей мере 90% и в большинстве случаев по меньшей мере 95%, в то время как винилароматические полимеры гидрируются в незначительной степени. Особенно применимые блок-сополимеры представляют собой гидрированные продукты блок-сополимеров стирол--изопрен-стирол, таких как блок-сополимер стирол-(этилен/пропилен)-стирол. При гидрировании блок-сополимера полистирол-полибутадиен-полистирол является желательным, чтобы соотношение 1,2-полибутадиена к 1,4-полибутадиену в полимере составляло от около 30:70 до около 70:30. При гидрировании такого блок-сополимера результирующий продукт напоминает регулярный блок-сополимер этилена и 1-бутена (ЕВ). Как отмечено выше, при использовании изопрена в качестве сопряженного диена результирующий гидрированный продукт напоминает регулярный сополимер этилена и пропилена (ЕВ).
Некоторое количество выборочно гидрированных блок-сополимеров является доступным для приобретения от Kraton Polymers под общим торговым названием "Kraton G". Одним примером является Kraton G1652, который представляет собой гидрированный трехблочный SBS, содержащий около 30 масс.% в расчете на массу стирольных концевых блоков и средний блок-сополимер этилена и 1-бутена (ЕВ). Низкомолекулярный вариант G1652 является доступным под названием Kraton G1650. Kraton G1651 представляет собой другой блок-сополимер SEBS, который содержит около 33 масс.% в расчете на массу стирола. Kraton G1657 представляет собой двухблочный сополимер SEBS, который содержит около 13 масс.% в расчете на массу стирола. Это содержание стирола ниже, чем содержание стирола в Kraton G1650 и Kraton G1652.
В другом варианте осуществления выборочно гидрированный блок-сополимер характеризуется формулой Bn(АВ)oAp, где n=0 или 1, о составляет от 1 до 100, p составляет 0 или 1, причем каждый блок В до гидрирования представляет собой преимущественно полимеризованный сопряженный диеновый углеводородный блок, имеющий среднечисловую молекулярную массу от около 20000 до около 450000, а каждый блок А представляет собой преимущественно полимеризованный винилароматический углеводородный блок, имеющий среднечисловую молекулярную массу от около 2000 до около 115000, при этом блоки А составляют от около 5 до около 95 масс.% в расчете на массу сополимера, а степень ненасыщенности блоков В является меньше, чем около 10% от исходного уровня ненасыщенности. В других вариантах осуществления ненасыщенность блока В уменьшается после гидрирования до менее 5% от ее исходного значения, а общая степень ненасыщенности гидрированного блок-сополимера уменьшается до менее 20% от ее исходного значения.
Блок-сополимеры также могут включать полимеры с функциональными группами, такие как полимеры, которые могут быть получены при взаимодействии реагента альфа-, бета-олефин-ненасыщенных монокарбоновых или дикарбоновых кислот с селективно-гидрированными блок-сополимерами винилароматических углеводородов и сопряженных диенов, как описано выше. Реакция реагента карбоновой кислоты в привитом блок-сополимере может приводиться в растворах или посредством плавления в присутствии инициатора образования свободных радикалов.
Получение различных выборочно гидрированных блок-сополимеров сопряженных диенов и винилароматических углеводородов, которые были привиты реагентом карбоновой кислоты, описано во множестве патентов, включающих патенты US 4578429, 4657970 и 4795782, а содержание этих патентов, относящееся к привитым выборочно гидрированным блок-сополимерам сопряженных диенов и винилароматических соединений и получению таких соединений. Патент US 4795782 описывает и дает примеры получения привитых блок-сополимеров с помощью процесса растворения и процесса плавления. Патент US 4578429 содержит пример прививки на полимер Kraton G1652 (SEBS) малеиновым ангидридом и 2,5-диметил-2,5-ди(трет-бутилперокси)гексаном с помощью реакции плавления в двухшнековом экструдере.
Примеры доступных для приобретения малеинированных, выборочно гидрированных сополимеров стирола и бутадиена включают Kraton FG1901X, FG1921X и FG1924X, которые в большинстве случаев называются малеинированными выборочно гидрированными сополимерами SEBS. FG1901X содержит около 1,7 масс.% в расчете на массу связанных функциональных групп, таких как янтарный ангидрид, и около 28 масс.% в расчете на массу стирола. FG1921X содержит около 1 масс.% в расчете на массу связанных функциональных групп, таких как янтарный ангидрид, и 29 масс.% в расчете на массу стирола. FG1924X содержит около 13% стирола и около 1% связанных функциональных групп, таких как янтарный ангидрид.
Применимые блок-сополимеры также являются доступными от Nippon Zeon Co, 2-1, Marunochi, Chiyoda-ku, Токио, Япония. Например, Quintac 3530 является доступным от Nippon Zeon и предполагается быть линейным блок-сополимером стирол-изопрен-стирол.
Ненасыщенные эластомерные полимеры и другие полимеры и сополимеры, которые по своей сути не являются липкими, могут быть сделаны липкими, когда соединяются с внешним придающим липкость агентом. Придающие липкость агенты обычно представляют собой углеводородные смолы, древесные смолы, канифоли, производные канифоли и тому подобное, которые когда имеются в концентрациях, варьирующихся от около 40 до около 90 масс.% в расчете на массу общей адгезивной композиции, или от около 45 до около 85 масс.% в расчете на массу, передают характеристики чувствительного к давлению адгезива на состав эластомерного полимерного адгезива. Композиции, содержащие меньше чем около 40 масс.% в расчете на массу добавки придающего липкость агента, обычно не показывают достаточное "быстрое прилипание" или первоначальную адгезию для работы в качестве чувствительного к давлению адгезива, и, следовательно, не являются по своей сути липкими. Композиции со слишком высокой концентрацией придающей липкость добавки, с другой стороны, обычно показывают слишком маленькую силу сцепления для работы надлежащим образом в большинстве предполагаемых применениях использования конструкций, выполненных в соответствии с текущим изобретением.
Предполагается, что любой придающий липкость агент, известный специалистам в данной области техники, подлежащий смешиванию с эластомерными полимерными композициями, может использоваться с настоящим вариантом осуществления изобретения. Одним таким придающим липкость агентом, установленным применимым, является Wingtak 10, синтетическая политерпиновая смола, которая является жидкой при комнатной температуре и продаваемой Goodyear Tire and Rubber Company, Акрон, Огайо. Wingtak 95 представляет собой синтетическую смолу придающего липкость агента, также доступную от Goodyear, которая содержит преимущественно полимер, полученный от пиперилена и изопрена. Другие подходящие придающие липкость добавки могут включать Escorez 1310, углеводородную алифатическую смолу, и Escorez 2596, C5-C9 (ароматически модифицированную алифатическую) смолу, обе изготавливаемые Exxon, Ирвинг, Техас. Конечно, как может быть понятным для специалистов в данной области техники, множество различных придающих липкость добавок может использоваться для осуществления настоящего изобретения.
Дополнительно к придающим липкость агентам, другие добавки могут быть включены в PSA для передачи желаемых свойств. Например, могут быть включены пластификаторы, и они являются известными для уменьшения температуры стеклования композиции адгезива, содержащей эластомерные полимеры. Примером применимого пластификатора является Shellflex 371, нафтеновое технологическое масло, доступное от Shell Lubricants, Техас. Антиоксиданты также могут быть включены в композиции адгезивов. Подходящие антиоксиданты включают Irgafos 168 и Irganox 565, доступные от Ciba-Geigy, Хоторн, Нью-Йорк. Истирающие агенты, такие как воски и поверхностно-активные вещества, также могут быть включены в адгезивы.
Чувствительный к давлению адгезив может быть нанесен из растворителя, эмульсии или суспензии, или в качестве термоплавкого клея. Адгезив может быть нанесен на внутреннюю поверхность усаживающейся пленки с помощью любого известного способа. Например, адгезив может быть нанесен посредством матрицы, наносящей покрытие с помощью технологий полива, распыления, погружения, прокатывания, гравюры или флексографии. Адгезив может быть нанесен на усаживающуюся пленку непрерывным слоем, прерывающимся слоем или с распределением. Адгезивный слой, нанесенный с распределением, по существу покрывает всю внутреннюю поверхность пленки. Как используется здесь, "по существу покрывает" предназначено означать распределение непрерывным образом по поверхности пленки и не предназначено включать адгезив, нанесенный только полосой вдоль переднего или заднего краев пленки или в виде "точечного шва" на пленке.
В одном варианте осуществления поглотитель адгезива нанесен на участки адгезивного слоя для обеспечения возможности более легкого приклеивания этикетки к предметам со сложной формой. В одном варианте осуществления неадгезивный материал, такой как точки или микрошарики краски, нанесен по меньшей мере на участок адгезивной поверхности для обеспечения возможности скольжения адгезивного слоя на поверхности предмета, когда наносится этикетка, и/или для обеспечения возможности удаления воздуха, захваченного в области взаимодействия между этикеткой и предметом.
Может использоваться один слой адгезива, или может использоваться множество адгезивных слоев. В зависимости от использующейся усаживающейся пленки и предмета или емкости, на которую подлежит нанесению этикетка, может быть желательным использовать первый адгезивный слой, примыкающий к усаживающейся пленке, и второй адгезивный слой, имеющий другую композицию, на поверхности, подлежащей нанесению на предмет или емкость, для достаточной липкости, прочности на отрыв и прочности на сдвиг.
В одном варианте осуществления чувствительный к давлению адгезив имеет достаточную прочность на сдвиг или сцепления для предотвращения чрезмерной возвратной усадки этикетки, где приклеена к предмету под воздействием тепла после расположения этикетки на предмете, достаточную прочность на отрыв для предотвращения подъема пленки с этикетки от предмета и достаточную липкость или схватываемость для обеспечения возможности соответствующего присоединения этикетки к предмету во время операций этикетирования. В одном варианте осуществления адгезив перемещается вместе с этикеткой, когда усаживающаяся пленка усаживается при приложении тепла. В другом варианте осуществления адгезив удерживает этикетку на месте таким образом, что, когда усаживающаяся пленка усаживается, этикетка не перемещается.
Термоусаживаемая пленка может включать другие слои кроме однослойной или многослойной термоусаживаемой полимерной пленки. В одном варианте осуществления металлизированное покрытие тонкой металлической пленки нанесено на поверхность полимерной пленки. Термоусаживаемая пленка также может включать печатный слой на полимерной пленке. Печатный слой может быть расположен между термоусаживающимся слоем и адгезивным слоем, или печатный слой может располагаться на внешней поверхности усаживающегося слоя. В одном варианте осуществления пленка отпечатана с обратной стороны с рисунком, изображением или текстом таким образом, что сторона печати наружного слоя находится в непосредственном соприкосновении с емкостью, на которую наносится пленка. В этом варианте осуществления пленка является транспарантной.
Этикетки настоящего изобретения также могут содержать слой восприимчивой к краске композиции, которая улучшает пригодность для печатания полимерного усаживающегося слоя или металлического слоя, если имеется, и качество печатного слоя, полученного таким образом. Множество таких композиций является известным в данной области техники, и эти композиции обычно включают в себя связующее вещество и пигмент, например диоксид кремния или тальк, диспергированный в связующем веществе. Присутствие пигмента уменьшает время высыхания некоторых красок. Такие восприимчивые к краске композиции описаны в патенте US 6153288.
Печатный слой может представлять собой красочный или графический слой, и печатный слой может представлять собой одноцветный или многоцветный печатный слой, в зависимости от печатающегося сообщения и/или намеченного графического рисунка. Это включает различные отпечатанные данные, такие как серийные номера, штрихкоды, товарные знаки и т.д. Толщина печатного слоя типично находится в диапазоне от около 0,5 до около 10 микрон, и в одном варианте осуществления от около 1 до около 5 микрон, и в другом варианте осуществления около 3 микрон. Краски, использующиеся в печатном слое, включают доступные для приобретения краски на водной основе, на основе растворителя или отверждаемые при воздействии излучения. Примеры этих красок включают Sun Sheen (продукт Sun Chemical, обозначенный как разбавляемая спиртом полиамидная краска), Suntex MP (продукт Sun Chemical, обозначенный как краска на основе растворителя, составленная для рельефного печатания покрытых акриловым полимером подложек, покрытых ПВДХ подложек и полиолефиновых пленок), X-Cel (продукт Water Ink Technologies, обозначенный как пленочная краска на водной основе для печатания пленочных подложек), Uvilith AR-109 Rubine Red (продукт Daw Ink, обозначенный как УФ-краска) и CLA91598F (продукт Sun Chemical, обозначенный как черная краска на основе растворителя с множеством связей).
В одном варианте осуществления печатный слой содержит полиэфир/виниловую краску, полиамидную краску, акриловую краску и/или полиэфирную краску. Печатный слой может быть выполнен традиционным образом, посредством, например, глубокого, флексографического или УФ флексографического печатания или тому подобного, из композиции краски, содержащей смолу типа, описанного выше, подходящий пигмент или краситель и один или более подходящих летучих растворителей на одном или более требуемых участков пленки. После нанесения композиции краски компонент(ы) летучего растворителя композиции краски испаряется(ются), оставляя только нелетучие компоненты краски для образования печатного слоя.
Адгезия краски к поверхности полимерной усаживающейся пленки или металлического слоя, если имеется, может быть улучшена, если необходимо, посредством технологий, хорошо известных специалистам в данной области техники. Например, как упомянуто выше, грунтовка для краски или другой активатор адгезии краски может быть нанесен на металлический слой или слой полимерной пленки до нанесения краски. В качестве альтернативы, поверхность полимерной пленки может быть обработана коронным разрядом или обработана пламенем для улучшения адгезии краски к слою полимерной пленки.
Применимые грунтовки для краски могут быть транспарантными или непрозрачными, и грунтовки могут быть на основе растворителя или водной основе. В одном варианте осуществления грунтовки являются отверждаемыми при воздействии излучения (например, УФ). Грунтовка для краски может содержать лак и разбавитель. Лак может быть составлен из одного или более полиолефинов, полиамидов, сложных полиэфиров, полиэфирных сополимеров, полиуретанов, полисульфонов, поливинилидинхлоридов, стиролмалеиновых ангидридных сополимеров, стирол-акрилонитрильных сополимеров, иономеров на основе натриевых или цинковых солей или этилен метакриловой кислоты, полиметилметакрилатов, акриловых полимеров и сополимеров, поликарбонатов, полиакрилонитрилов, этилен-винил ацетатных сополимеров и их смесей из двух или более. Примеры разбавителей, которые могут использоваться, включают спирты, такие как этанол, изопропанол и бутанол; сложные эфиры, такие как этилацетат, пропилацетат и бутилацетат; ароматические углеводороды, такие как толуол и ксилол; кетоны, такие как ацетон и метилэтилкетон; алифатические углеводороды, такие как гептан, и их смеси. Отношение лака к разбавителю зависит от вязкости, требующейся для нанесения грунтовки для краски, при этом выбор такой вязкости находится в компетентности специалиста в данной области техники. Слой грунтовки для краски может иметь толщину от около 1 до около 4 микрон или от около 1,5 до около 3 микрон.
Транспарантный полимерный защитный верхний покров или покрывающий слой может присутствовать в этикетках, нанесенных в соответствии с изобретением. Защитный верхний покров или покрывающий слой обеспечивают желаемые свойства для этикетки до и после присоединения этикетки к подложке, такой как емкость. Присутствие транспарантного слоя верхнего покрова на печатном слое может в некоторых вариантах осуществления обеспечивать дополнительные свойства, такие как антистатические свойства, жесткость и/или устойчивость против атмосферных воздействий, и верхний покров может защищать печатный слой от, например, непогоды, солнца, абразивного износа, влаги, воды и т.д. Транспарантный слой верхнего покрова может улучшать свойства располагающегося ниже печатного слоя для обеспечения более гладкого и более яркого рисунка. Защитный транспарантный защитный слой также может быть выполнен таким образом, чтобы быть устойчивым к абразивному износу, устойчивым к воздействию излучения (например, УФ), химически устойчивым, теплоустойчивым, тем самым защищая этикетку и, в частности, печатный слой от деградации в таких случаев. Защитный верхний покров также может содержать антистатические агенты или антиблочные агенты для обеспечения более легкого обращения, когда этикетки наносятся на емкости с большими скоростями. Защитный слой может быть нанесен на печатный слой с помощью технологий, известных специалистам в данной области техники. Полимерная пленка может быть получена осаждением из раствора, нанесена в виде предварительно образованной пленки (ламинирована на печатный слой) и т.д.
Когда присутствует транспарантный верхний покров или покрывающий слой, он может иметь однослойную или многослойную структуру. Толщина защитного слоя обычно находится в диапазоне от около 12,5 до около 125 микрон и в одном варианте осуществления от около 25 до около 75 микрон. Примеры слоев верхнего покрова описаны в патенте US 6106982.
Защитный слой может содержать полиолефины, термопластичные полимеры этилена и пропилена, сложные полиэфиры, полиуретаны, полиакрилы, полиметакрилы, эпоксидную смолу, гомополимеры винилацетата со- или терполимеры, иономеры и их смеси.
Транспарантный защитный слой может содержать абсорбенты УФ-лучей и/или другие светостабилизаторы. Среди абсорбентов УФ-лучей, которые являются применимыми, имеются заторможенные аминовые абсорбенты, доступные от Ciba Specialty Chemical под торговыми обозначениями "Tinuvin". Светостабилизаторы, которые могут быть использованы, включают заторможенные аминовые светостабилизаторы, доступные от Ciba Specialty Chemical под торговыми обозначениями Tinuvin 111, Tinuvin 123, (бис-(1-октилокси-2,2,6,6-тетраметил-4-пиперидинил) себацинат; Tinuvin 622, (полимер диметилового эфира янтарной кислоты с 4-гидрокси-2,2,6,6-тетраметил-1-пиперидин этанол); Tinuvin 770 (бис-(2,2,6,6-тетраметил-4-пиперидинил)-себацинат) и Tinuvin 783. Дополнительные светостабилизаторы включают заторможенные аминовые светостабилизаторы, доступные от Ciba Specialty Chemical под торговым обозначением "Chemassorb", особенно Chemassorb 119 и Chemassorb 944. Концентрация абсорбента УФ-лучей и/или светостабилизатора находится в диапазоне вплоть до около 2,5 масс.% в расчете на массу и в одном варианте осуществления от около 0,05 масс.% до около 1 масс.% в расчете на массу.
Транспарантный защитный слой может содержать антиоксидант. Может использоваться любой антиоксидант, применимый в образовании термопластичных пленок. Они включают заторможенные фенолы и органофосфиты. Примеры включают те, которые доступны от Ciba Specialty Chemical под торговыми обозначениями Irganox 1010, Irganox 1076 или Irgafos 168. Концентрация антиоксиданта в композиции термопластичной пленки может находиться в диапазоне вплоть до около 2,5 масс.% в расчете на массу, и в другом варианте осуществления - от около 0,05 до около 1 масс.% в расчете на массу.
Отделяющаяся прокладка может быть приклеена к адгезивному слою для защиты адгезивного слоя во время перемещения, хранения и обращения до нанесения этикетки на подложку. Прокладка обеспечивает возможность эффективного обращения с множеством отдельных этикеток после того, как этикетки вырублены и матрица отделена от слоя лицевого материала и вплоть до момента, в котором отдельные этикетки подаются в последовательности на линию этикетирования. Отделяющаяся прокладка может иметь поверхность с нанесенным изображением и/или иметь неадгезивный материал, такой как микрошарики или точки отпечатанной краски, нанесенные на поверхность прокладки.
Процесс нанесения этикетки с использованием гибкого элемента
Настоящее изобретение обеспечивает уникальный процесс, в котором этикетка выборочно и одновременно нагревается, усаживается и наносится на целевую поверхность и, предпочтительно, на сложную криволинейную поверхность емкости. Гибкий элемент предпочтительного варианта осуществления соприкасается с этикеткой, расположенной между гибким элементом и поверхностью, предназначенной для размещения этикетки. Куполообразная поверхность гибкого элемента способствует тому, что соприкосновение между этикеткой и гибким элементом сначала происходит в центральной области этикетки, при условии что этикетка и гибкий элемент выровнены надлежащим образом. Гибкий элемент прижимается к этикетке, которая находится в соприкосновении с целевой поверхностью. Как объяснено более подробно здесь, в предпочтительном способе, до соприкосновения между этикеткой и гибким элементом, этикетка находится частично в соприкосновении с и приклеена к целевой поверхности по меньшей мере на центральной части или области этикетки. Когда гибкий элемент прижимается к этикетке, дальнейшее соприкосновение происходит между гибким элементом и этикеткой, которое, в свою очередь, вызывает увеличение площади соприкосновения между этикеткой и целевой поверхностью. Площади соприкосновения между (i) гибким элементом и этикеткой, и (ii) этикеткой и целевой поверхностью увеличиваются по ходу нанесения этикетки и типично увеличиваются в направлении наружу от центральной части этикетки и/или участка этикетки, на котором куполообразная поверхность гибкого элемента сначала соприкасается. Большие величины площади гибкого элемента соприкасаются с этикеткой, когда гибкий элемент далее прижимается к этикетке. Как будет понятно и описано более подробно здесь, гибкий элемент деформируется и принимает форму поверхности емкости, на которую наносится этикетка. В результате, этикетка надлежащим образом наносится на емкость. Этот признак совместно со способом, посредством которого происходит увеличивающееся соприкосновение, т.е. постепенно наружу от центрального участка, предполагается является существенным параметром в результирующем бездефектном нанесении этикетки.
Кроме того, в соответствии с другим аспектом настоящего изобретения, этот принцип выполняется, используя нагретый гибкий элемент. Это делает возможным одновременное применение тепла во время постепенного направленного наружу нанесения этикетки. Для применений, в которых этикетка включает в себя термоусаживающийся материал, такой как чувствительная к давлению термоусаживающаяся этикетка, способ предпочтительно выполняется таким образом, что этикетка нагревается и усаживается до степени непосредственно до соприкосновения и адгезии с криволинейной поверхностью, таким образом, площадь этикетки соответствует площади поверхности в момент размещения и соприкосновения с этой областью этикетки. Какой-либо воздух, захваченный на области взаимодействия этикетки и целевой поверхности, заставляется перемещаться наружу к краю этикетки вследствие постепенного наружного соприкосновения гибким элементом. Этот процесс продолжается, пока внешние края этикетки не соприкасаются и приклеиваются к целевой поверхности.
Во время нанесения этикетки на емкость гибкий элемент соприкасается с этикеткой и емкостью. Величина усилия, прикладываемого к этикетке гибким элементом, называется здесь как усилие соприкосновения с этикеткой. Обычно эта величина усилия зависит от характеристик этикетки, емкости и адгезива. Однако типично является предпочтительным, чтобы давление соприкосновения с этикеткой составляло по меньшей мере от около 690 Н/м2 до около 6900 Н/м2. Однако следует понимать, что настоящее изобретение включает в себя использование усилий нанесения этикетки, большие чем или меньшие чем эти величины.
В соответствии с настоящим изобретением, этикетки наносятся, используя принцип "от центра - наружу". Таким образом, соприкосновение между гибким элементом и этикеткой также происходит в процессе от центра - наружу. Выражение "от центра - наружу" относится к порядку или последовательности, посредством которой области или участки этикетки наносятся или соприкасаются. Сначала соприкасаются одна или более центральных областей этикетки. Затем, когда поддерживается это соприкосновение, одна или более дополнительных областей этикетки, расположенных наружу от центра или центральной области этикетки, затем соприкасаются. Этот процесс продолжается таким образом, что после соприкосновения и приклеивания областей этикетки, расположенных снаружи от центральных областей, это соприкосновение поддерживается и одна или более дополнительных областей этикетки, расположенных дальше снаружи от ранее отмеченных областей, затем соприкасаются. Этот процесс продолжается, пока краевые области этикетки не соприкасаются и приклеиваются к емкости. Использование этой технологии обеспечивает, или по меньшей мере существенно уменьшает возникновение пузырьков воздуха, становящихся захваченными под этикеткой или между этикеткой и емкостью.
Настоящее изобретение включает в себя использование широкого диапазона длительностей цикла. Например, в режиме работы массового производства общие промежутки времени для одного цикла смещения гибкого элемента и этикетки/емкости друг к другу, соприкосновения, приклеивания этикетки к емкости и затем смещения гибкого элемента и этикетки/емкости друг от друга составляют от около 0,5 до около 2,0 секунд, при этом около 0,9 секунд является предпочтительным. Настоящее изобретение включает длительности цикла, большие чем или меньшие чем эти значения.
Особенно предпочтительный аспект процесса, который может использоваться, называется здесь как операция "двойного воздействия". Для определенных операций этикетирования является желательным наносить этикетки, которые проходят латерально вокруг емкости или по меньшей мере частично таким образом. Например, для пары этикеток, которая каждая проходит или приближается к 180° обертыванию вокруг периферии емкости, часто является трудным достигнуть соприкосновения между гибким элементом и внешними периферическими областями каждой этикетки. Используя принцип двойного воздействия, большее соприкосновение может происходить между первым гибким элементом и его этикеткой на одной грани емкости и вторым гибким элементом и его соответствующей этикеткой на другой грани емкости. Операция двойного воздействия использует комбинацию определенной задержки хода и/или длины хода одного гибкого элемента относительно комбинации его противоположного гибкого элемента.
Обычно в этом конкретном принципе для нанесения этикеток на противоположно направленные грани емкости первое устройство для обработки этикеток, имеющее гибкий элемент, как описанный здесь, постепенно соприкасается с этикеткой на первой грани емкости посредством смещения или перемещения элемента на расстояние первого хода к емкости. Второе устройство для обработки этикеток, имеющее гибкий элемент и по существу расположенное на противоположной стороне емкости, также и предпочтительно одновременно, соприкасается с этикеткой на второй грани емкости. Вторая грань является по существу противоположной первой грани. Гибкий элемент второго устройства для обработки этикеток постепенно соприкасается со второй этикеткой посредством смещения или перемещения этого элемента на расстояние второго хода к емкости. Является предпочтительным, чтобы длины первого и второго хода отличались друг от друга. Для настоящего описания длина первого хода больше, чем длина второго хода. После постепенного соприкосновения со стороны первого и второго гибких элементов элементы выводятся из соприкосновения с емкостью. Затем процесс повторяется за исключением того, что длина хода второго устройства для обработки этикеток больше, чем длина первого устройства для обработки этикеток. Предпочтительно, длина хода второго устройства для обработки этикеток на этой второй части операции двойного воздействия, равна длине хода первого устройства для обработки этикеток на первой части операции.
Более конкретно в предпочтительной операции двойного воздействия первый гибкий элемент на одной стороне емкости перемещается к емкости, типично в поперечном направлении относительно направления конвейера, на котором расположена емкость. Одновременно с перемещением первого гибкого элемента второй гибкий элемент на противоположной стороне емкости также перемещается к емкости и также в поперечном направлении. Однако ход или расстояние перемещения первого гибкого элемента больше, чем ход или расстояние противоположного второго гибкого элемента. Это делает возможным более полное обертывание первого гибкого элемента в движении во время более длинного хода вокруг емкости и первой этикетки, так как второй элемент не блокирует или иным образом препятствует обертыванию первого гибкого элемента вдоль внешних областей емкости. После завершения или полного хода первого гибкого элемента оба гибких элемента затем отводятся. После отвода первый и второй гибкие элементы затем снова располагаются к емкости. Однако второй гибкий элемент полностью выдвинут и прижат к емкости и второй этикетке, тогда как первый гибкий элемент подвергается более короткому ходу. После завершения соприкосновения между второй этикеткой и вторым гибким элементом первый и второй гибкие элементы отводятся.
На фиг.1 показана характерная емкость 10, имеющая одну или более областей, которые включают криволинейные внешние поверхности и, в частности, одну или более сложных криволинейных поверхностей. Емкость 10 задает внешнюю поверхность 12, которая включает по меньшей мере одну сложную криволинейную область 16. Сложная криволинейная область 16 типично проходит в пределах или вдоль участков, на которых смежные грани емкости 10 пересекаются или соединяются друг с другом. Типично одна или более плоских или по существу плоских областей 14 также включены во внешнюю поверхность 12 емкости 10. Следует понимать, что емкость может включать небольшое количество плоских областей или может не включать плоские области, например, в случае шарообразной емкости.
На фиг.2 и 3 показана характерная емкость 10, изображенная на фиг.1, с этикеткой 20, нанесенной на внешнюю поверхность 12 и на по меньшей мере часть сложной криволинейной области 16 емкости 10. Этикетка 20 по существу задает центральную область 22 и внешний край 26, проходящий по внешней периферии этикетки 20. Этикетка 20 также задает одну или более внешнюю(их) периферическую(их) область(ей) 24, проходящую(их) между центральной областью 22 этикетки и краем 26. На фиг.2 показано предпочтительное нанесение этикетки 20, при котором этикетка не имеет швов или других дефектов. Фиг.3 показывает нежелательный результат и что типично имеет место после нанесения этикетки на сложную криволинейную область емкости. Этикетка в нежелательном нанесенном состоянии, показанном на фиг.3, обозначена как 20'. Этикетка 20' типично характеризуется одним или более швов, складок или других дефектов, вместе обозначенных как 21. Швы 21 обычно возникают в областях этикетки, которые покрывают сложные криволинейные области 16 емкости 10. Типично швы 21 и/или другие дефекты имеют место во внешней(их) области(ях) 24 этикетки 20. Следует понимать, что желательной является емкость 10 и этикетка 20, как нанесенная и показанная на фиг.2. При этом состояние этикетки 20', содержащей многочисленные швы 21 или другие дефекты, показанные на фиг.3, является нежелательным.
На фиг.4-6 схематично показан предпочтительный вариант гибкого элемента 30 в соответствии с настоящим изобретением. Гибкий элемент 30 предпочтительно содержит основание 32, куполообразную область 36 и одну или более боковых стенок 34, проходящих между основанием 32 и куполообразной областью 36. Элемент 30 задает внешнюю поверхность 46 и внутреннюю поверхность 48. Внутренняя поверхность 48 образует внутреннюю полую область в гибком элементе 30. Внутренняя полая область является доступной с задней стороны гибкого элемента и более подробно описана здесь. Гибкий элемент 30 также может быть описан с точки зрения различных областей. Куполообразная область 36 предпочтительно имеет выдающийся наружу или выпуклый контур и задает самый удаленный участок 40, т.е. участок на внешней поверхности 46 гибкого элемента 30, который является наиболее отдаленным от основания 32 или плоскости, в которой располагается основание 32. Самый удаленный участок 40 находится в центральной области 38, заданной на куполообразной области 36, и предпочтительно в середине или центре куполообразной области 36. Между центральной областью 38 на куполообразной области 36 и боковыми стенками 34 проходит(ят) одна или более внешняя(их) область(ей) 42 куполообразной области 36. Следует понимать, что изобретение включает большое множество гибких элементов, имеющих различные формы и конструкции. В предпочтительном аспекте многие из гибких элементов используют скругленные или дугообразные края и углы.
На фиг.7-10 показана предпочтительная сборка ранее описанного гибкого элемента 30, удерживаемого, поддерживаемого и монтируемого рамой 50 и корпусом 90. На фиг.7 показана сборка, только частично собранная с тем, чтобы открыть вентиляционную пластину 80, обычно размещенную сзади гибкого элемента 30. Как в общем показано на фиг.7, рама 50 задает направленную назад первую грань 52, вторую противоположно направленную, т.е. направленную вперед вторую грань 54, внешний край 56, проходящий по внешней периферии рамы 50 и между гранями 52 и 54, и внутренний край 58. Внутренний край 58 задает отверстие 60, которое предпочтительно имеет размеры и форму для размещения гибкого элемента 30. В показанном варианте осуществления отверстие 60 является прямоугольным со скругленными или дугообразными углами. Эта форма соответствует форме боковых стенок 34 гибкого элемента 30. Следует понимать, что настоящее изобретение включает почти любую форму для отверстия 60. Предпочтительно, рама 50 является плоской или относительно планарной. Гибкий элемент 30 вставлен через отверстие 60, образованное в раме 50. Предпочтительно, основание 32 (не показано на фиг.7) гибкого элемента 30 соприкасается и размещено непосредственно примыкающим к первой грани 52 рамы 50. При этом боковые стенки 34 и куполообразная область 36 гибкого элемента 30 проходят через отверстие 60 и наружу за вторую грань 54 рамы 50.
На фиг.7 также показаны один или более направляющих элементов 62, которые предпочтительно предусмотрены совместно с рамой 50. Один или более направляющих элементов 62 предпочтительно прикреплены или иным образом образованы с рамой 50 и предпочтительно выступают от второй грани 54 рамы 50. Направляющие элементы 62 по существу задают удаленный край 64, внутреннюю стенку 66 (см. фиг.8) и противоположно направленную внешнюю стенку 68. В определенных применениях, направляющие элементы 62 предпочтительно расположены рядом с отверстием 60, образованным в раме 50. В варианте осуществления, изображенном, например, на фиг.7-8, используются два направляющих элемента 62, расположенных на противоположных сторонах отверстия 60, образованного в раме 50. Однако следует понимать, что в многочисленных других применениях направляющие элементы могут быть расположены где-либо в другом месте. Например, направляющие элементы могут быть расположены таким образом, чтобы искажать гибкий элемент в форму, отличную от его естественной или заданной по умолчанию формы. При этом направляющие элементы 62 предпочтительно ориентированы параллельно друг другу и параллельно продольной оси отверстия 60 с полупрямоугольной формой. На фиг.7 также показано, что направляющие элементы 62 выступают на равное расстояние от второй грани 54 рамы 50 и могут выступать от около 10% до около 100% от расстояния, на которое гибкий элемент 30 выступает от второй грани 54. Для многих применений является предпочтительным, чтобы направляющие элементы 62 выступали на расстояние, как измеренное от второй грани 54 рамы, которое составляет от около 25% до около 75% от расстояния, измеренного между второй гранью 54 и самым удаленным участком 40 гибкого элемента 30.
Ссылаясь далее на фиг.7-10, сборка также включает в себя корпус 90. Предпочтительно, корпус 90 представляет собой каркас или другую конструкцию для монтажа и удерживания различных элементов. В целом, корпус 90 включает в себя одну или более стенок 92 и заднюю стенку 94. Стенки 92 могут включать верхнюю стенку, нижнюю стенку и противоположные боковые стенки. Могут быть предусмотрены один или более каналов 96 и монтажных средств 98, предпочтительно на задней части корпуса. Эти аспекты описаны более подробно совместно с фиг.9 и 10.
Как отмечено ранее, на фиг.7 также показана вентиляционная пластина 80, использующаяся в предпочтительной сборке. Вентиляционная пластина 80 задает одно или более вентиляционных проходных отверстий 82, как показанные на фиг.8, проходящих через пластину 80, для обеспечения возможности входа и выхода текучей среды, например воздуха, из внутренней полой области гибкого элемента 30. Как показано на фиг.7, вентиляционная пластина 80 предпочтительно расположена между рамой 50 и корпусом 90.
На фиг.8 показана сборка согласно фиг.7, полностью собранная, причем гибкий элемент 30 показан пунктирными линиями, тем самым открывая внутреннюю часть гибкого элемента 30. Как отмечено, является предпочтительным обеспечение источника тепла в гибком элементе 30. Соответственно, сборка 100 включает в себя нагреватель 100, предпочтительно размещенный во внутренней полой области гибкого элемента 30. Как отмечено ранее, нагреватель может иметь множество разных форм. Для настоящего варианта осуществления нагреватель 100 представляет собой питающийся электроэнергией резистивный нагреватель, например, 480-вольтовый 600-ваттный нагреватель. Предпочтительно предусмотрен отражатель 102 или другой защитный экран. Отражатель 102 предпочтительно проходит между нагревателем 100 и боковыми стенками 34 (не показаны) гибкого элемента 30. Отражатель 102 может включать отражающую поверхность для отражения энергии инфракрасного излучения от нагревателя 100 в сторону от смежной боковой стенки 34 гибкого элемента 30. Один или более датчиков 104 температуры могут быть размещены во внутренней части гибкого элемента 30 для получения информации относительно условий нагрева и температуры. На фиг.8 также показаны часть вентиляционной пластины 80 и вентиляционное проходное отверстие 82, образованное в пластине 80.
На фиг.8 также показаны один или более опциональных проходов 91, которые могут быть предусмотрены в корпусе 90, в направляющих элементах 62 или и в том, и в другом или в других элементах. Проходы 91 могут быть предусмотрены для обеспечения циркуляции воздуха из внутренней части корпуса 90 в одну или более областей, снаружи и на внешней поверхности гибкого элемента 30. Опциональные проходы 91 могут служить для способствования нагреванию внешней поверхности гибкого элемента в результате относительно горячего воздуха, выходящего из корпуса 90 и направляемого к или по меньшей мере вдоль гибкого элемента 30.
На фиг.9 и 10 показаны дополнительные элементы и условия предпочтительной сборки гибкого элемента 30, рамы 50 и корпуса 90. Один или более каналов 96 предпочтительно проходят от задней стенки 94 корпуса 90 и служат для направления воздуха или другой текучей среды во внутреннюю часть гибкого элемента 30. Воздух, типично под давлением, направляется во вход 95, заданный в канале 96. Воздух, протекающий через канал 96, входит во внутреннюю полую область гибкого элемента 30 через вентиляционное проходное отверстие 82.
Предварительный нагреватель 110 может быть предусмотрен, например, последовательно или иным образом в сообщении по текучей среде с каналом 96. Нагреватель 110 служит для нагревания воздуха или другой текучей среды, входящей в канал 96, с тем чтобы уменьшить бремя нагревания, иначе возложенное на нагреватель 100, размещенный в гибком элементе 30. Следует понимать, что предварительный нагреватель 110 может включать в себя встроенную секцию или участок канала. Хотя большое множество устройств и принципов нагревания может быть использовано для предварительного нагревателя 110, предпочтительный нагреватель представляет собой питающийся электроэнергией резистивный нагреватель, например 170-вольтовый 1600-ваттный нагреватель, доступный от Sylvania, Эксетер, шт. Нью-Хэмпшир.
С дальнейшей ссылкой на фиг.9 и 10 также является предпочтительным обеспечение одного или более монтажных средств 98 на корпусе, например на задней стенке 94 корпуса 90. Монтажные средства 98 обеспечивают удобное и надежное прикрепление корпуса 90, включающего гибкий элемент 30, к одному или более поддерживающих элементов.
Фиг.10 представляет собой разрез гибкого элемента 30, рамы 50, корпуса 90 и канала 96, взятый по линии AA на фиг.9. На фиг.10 показана предпочтительная конструкция для нагревателей 100 и 110 и канала 96 для проведения воздуха в и из полой внутренней части гибкого элемента 30, через одно или более вентиляционных проходных отверстий 82. Следует понимать, что одно вентиляционное проходное отверстие 82 может быть использовано для обеспечения сообщения между внутренней частью гибкого элемента 30 и каналом 96. Таким образом, воздух, входящий в гибкий элемент 30, перемещается через канал 96 и через вентиляционное проходное отверстие 82. Настоящее изобретение также включает конфигурацию воздушного потока, в которой воздух входит в гибкий элемент 30 через канал 96 и вентиляционное проходное отверстие 82 и выходит из гибкого элемента через одно или более других вентиляционных проходных отверстий (определенно не обозначены на фиг.10), предусмотренных в вентиляционной пластине 80 и/или корпусе 90.
На фиг.11 и 12 показана другая рама 150 предпочтительного варианта осуществления. На фиг.11 изображена рама 150 в собранном состоянии с гибким элементом 30, а на фиг.12 показана сама рама 150. Рама 150 задает первую грань 152, вторую противоположно направленную грань 154, внешний край 156 и внутренний край 158. Внутренний край 158 задает отверстие 160, имеющее размеры и форму для сцепления и размещения гибкого элемента 30. Рама 150 включает в себя два направляющих элемента 162, выступающих от второй грани 154 рамы 150. Каждый направляющий элемент 162 задает удаленный край 164, внутреннюю стенку 166 и противоположно направленную внешнюю стенку 168. Вспомогательный направляющий элемент 170 или крылообразный элемент предпочтительно размещен на удаленной области каждого направляющего элемента 162. Вспомогательный направляющий элемент 170 предпочтительно выступает под некоторым углом относительно его соответствующего направляющего элемента 162. Каждый вспомогательный направляющий элемент 170 задает внутренний конец 172 и противоположный внешний конец 174. Каждый вспомогательный направляющий элемент 170 предпочтительно разъемно прикреплен к соответствующему направляющему элементу 162 таким образом, что положение вспомогательного направляющего элемента 170 может быть выборочно изменено. Каждый вспомогательный направляющий элемент 170 предпочтительно является выборочно устанавливаемым относительно его соответствующего направляющего элемента 162 благодаря применению регулируемого крепежного узла 176. Крепежный узел 176 обеспечивает надежное прикрепление вспомогательного направляющего элемента 170 к удаленной части соответствующего направляющего элемента 162 и наиболее предпочтительно позволяет изменять относительное положение вспомогательного направляющего элемента 170. Может быть использован резьбовой крепежный элемент, проходящий через щель во вспомогательном направляющем элементе, как показано. Вспомогательные направляющие элементы 170 служат для обеспечения дополнительных физических ограничений для деформации гибкого элемента 30. На фиг.11 показаны гибкий элемент 30 в деформированном состоянии и боковые стенки 34 элемента 30, соприкасающиеся с внутренними концами 172 вспомогательных направляющих элементов 170 для ограничения дальнейшей деформации наружу у боковых стенок 34 гибкого элемента 30.
На фиг.13-18 схематично показано нанесение этикетки на емкость и, в частности, емкость, имеющую одну или более сложную(ых) криволинейную(ых) область(ей) 16, используя гибкий элемент 30 в соответствии с настоящим изобретением. Ссылаясь на фиг.13 и 14, обеспечена емкость 10, ранее описанная совместно с фиг.1-3. Обеспечена этикетка 120, задающая центральную область 122, внешний край 126 и внешнюю периферическую область 124, проходящую между центральной областью 122 и краем 126. Следует понимать, что толщина этикетки 120 была преувеличена для облегчения показа этикетки. Этикетка 120 также задает внешнюю грань 128 и внутреннюю грань 130. Эффективное количество чувствительного к давлению адгезива предпочтительно располагается на внутренней грани 130 этикетки 120. Этикетка 120 включает в себя термоусаживающийся материал и, предпочтительно, материал, имеющий сбалансированные усадочные свойства, как описано здесь.
Предпочтительно, этикетка 120 сначала соприкасается и удерживается на области емкости 10. Предпочтительно, внутренняя грань 130 этикетки в пределах центральной области 122 этикетки соприкасается с плоской областью 14 емкости 10. Другие области этикетки 120, такие как внешние периферические области 124, которые перекрывают сложные криволинейные области 16 емкости 10, не соприкасаются с ней. Внутренняя грань 130 этикетки 120 предпочтительно содержит чувствительный к давлению адгезив, таким образом, после упомянутого соприкосновения этикетка 120 поддерживается в соприкосновении с емкостью 10. Следует понимать, что настоящее изобретение включает большое множество технологий нанесения этикетки, этикеток, емкостей и материалов этикетки. Как отмечено ранее, настоящее изобретение может быть применено для нанесения пленок и этикеток на другие формы поверхности, помимо тех, которые включают сложные кривые. Например, настоящее изобретение могло бы быть применено для нанесения этикетки на поверхность емкости, которая была бы планарной, включала бы только простую кривую или комбинацию этих геометрических форм.
На фиг.15-19 показано постепенное соприкосновение этикетки 120 с емкостью 10. После первоначального соприкосновения между этикеткой 120 и емкостью 10 гибкий элемент 30 и, в частности, куполообразная область 36 гибкого элемента приводятся в соприкосновение с внешней гранью 128 этикетки 120. Это показано на фиг.15. Следует понимать, что это соприкосновение может быть осуществлено посредством (i) перемещения гибкого элемента 30 по направлению к неподвижной емкости 10 и этикетке 120, (ii) посредством перемещения емкости 10 и этикетки 120 по направлению к неподвижному гибкому элементу 30 или (iii) посредством перемещения емкости 10 и этикетки 120 и гибкого элемента 30 в соприкосновение. Соприкосновение между гибким элементом 30 и этикеткой 120 предпочтительно сначала происходит в пределах центральной области 38 и наиболее предпочтительно происходит в пределах или включая самый удаленный участок 40, заданный на куполообразной области 36 гибкого элемента 30. Касательно этикетки 120, соприкосновение с гибким элементом 30 предпочтительно сначала происходит в пределах центральной области 122 этикетки 120.
Гибкий элемент 30 прижимается к емкости 10 и этикетке 120, как показано на фиг.16-19. Благодаря гибкому свойству элемента 30 элемент 30 начинает деформироваться и продолжает деформироваться, посредством чего он принимает контур и/или форму емкости 120. Гибкий элемент 30 прижимается к емкости 10 и этикетке 120 (или емкость и этикетка прижимаются к гибкому элементу) посредством приложения нагрузки или другого усилия. Как отмечено ранее, величина нагрузки является такой, что давление, прикладываемое к этикетке, предпочтительно составляет от около 690 Н/м2 до около 6900 Н/м2. Постепенное соприкосновение между гибким элементом 30 и емкостью 10 и этикеткой 120 можно увидеть в последовательности на фиг.15-19. После соприкосновения до степени, изображенной на фиг.19, гибкий элемент 30 и/или емкость 10, к которой этикетка 120 полностью приклеена, отцепляются друг от друга. Результат заключается в том, что этикетка надлежащим образом нанесена на емкость.
В продолжение всего процесса, изображенного с помощью последовательности на фиг.14-19, гибкий элемент 30 предпочтительно нагрет. Как объяснено ранее, нагревание предпочтительно происходит таким образом, что внешние области 42 (см. фиг.4) куполообразной области 36 гибкого элемента предпочтительно нагреты по сравнению с центральной областью 38 куполообразной области 36. Эта практика способствует нагреванию только внешних периферических областей 124 этикетки 120. Типично области этикетки, которые соприкасаются со сложными криволинейными поверхностями емкости, представляют собой внешние периферические области 124 этикетки. В соответствии с настоящим изобретением, параметры, такие как количество тепла, скорость нагрева, скорость увеличения соприкосновения между гибким элементом и емкостью/этикеткой и усилие нанесения этикетки, регулируются таким образом, что внешние периферические области этикетки нагреваются и усаживаются до соответствующей степени так, что после соприкосновения со сложной криволинейной поверхностью емкости этикетка не имеет швов, складок или других дефектов. При этом после соприкосновения между этикеткой и емкостью адгезионная связь препятствует дальнейшему перемещению участка этикетки в соприкосновении с емкостью.
Фиг.20 представляет собой перспективный вид, иллюстрирующий соприкосновение между гибким элементом 30 и емкостью 10, показывая типичную степень деформации гибкого элемента 30. На этой иллюстрации, емкость 10 является прозрачной, тем самым открывая этикетку 120, приклеенную к ней. Назначение направляющего элемента 162 и вспомогательного направляющего элемента 170 ясно показано. Направленная наружу поперечная деформация гибкого элемента 30, например, в направлении стрелки B, предотвращена благодаря наличию направляющего элемента 162 и вспомогательного направляющего элемента 170. Соприкосновение происходит между областью боковой стенки 34 гибкого элемента 30 и направляющими элементами 162 и 170.
На фиг.21 показана сборка 200 множества гибких элементов, причем каждый поддерживается и размещается в соответствующей раме и корпусе, как описанные ранее и вместе называемые этикетировочным устройством 210. Конкретно сборка 200 включает первый ряд 220 этикетировочных устройств 210 и второй ряд 230 этикетировочных устройств 210. Два ряда 220 и 230 предпочтительно расположены напротив относительно друг друга выровненными и отделены конвейером 240 или другой системой для перемещения продукта. Сборка 200 показана как выполненная для нанесения этикеток на противоположные стороны емкости (не показана) и, в частности, на шесть (6) емкостей одновременно. В соответствии с этим аспектом настоящего изобретения, множество емкостей (не показаны), равноотстоящих друг от друга, расположено на движущемся конвейере 240. Конвейер 240 перемещает емкости в направлении стрелки C. Каждый ряд 220, 230 этикетировочных устройств 210 является выборочно устанавливаемым в направлениях X и Y, как показано на фиг.21. Перемещение, т.е. направление и скорость, каждого ряда 220, 230 координируется, чтобы соответствовать ряду шести соседних емкостей, перемещающихся на конвейере 240. Характерный цикл изложен ниже. Каждый из рядов 220, 230 отводится посредством перемещения в направлениях X1 и Y1. Когда ряд целевых емкостей (шесть по количеству, причем каждая предпочтительно несет частично соприкасающуюся этикетку, как показано на фиг.13), перемещается вдоль рядов 220, 230, ряды в таком случае перемещаются в направлении X2. Скорость каждого ряда 220, 230 в направлении X2 соответствует скорости целевых емкостей, перемещающихся на конвейере 240. Одновременно с перемещением в направлении X2 каждый ряд 220, 230 перемещается в направлении Y2 к целевым емкостям на конвейере 240. Перемещение каждого ряда 220, 230 продолжается, пока не произойдет соприкосновение между каждым гибким элементом 30 и соответствующей этикеткой. Каждая этикетка наносится на ее соответствующую емкость, как ранее описано совместно с фиг.14-19. Когда этикетки наносятся, группа рядов 220, 230 и шести целевых емкостей перемещается в направлении стрелок C и X2. После нанесения этикетки каждый ряд 220, 230 отводится посредством его перемещения в направлении стрелки Y1. Когда ряды 220, 230 отводятся в направлении Y1, балка по-прежнему перемещается в направлении X2. Балка начинает перемещаться в направлении X1 для подготовки к следующему ряду целевых емкостей не раньше, чем после полного отведения головок в направлении Y1.
Перемещение рядов 220, 230 может быть выполнено с помощью множества различных технологий и узлов. При одном подходе каждый из рядов расположен на подвижной каретке, которая может быть выборочно расположена на линейной направляющей посредством одного или более питающихся электроэнергией серводвигателей. Также предполагается, что один или более кулачковых узлов могут быть использованы для передачи требуемого движения на каждый из рядов 220, 230.
Хотя вышеприведенное описание предусмотрено для нанесения этикеток на шесть (6) емкостей одновременно, следует понимать, что настоящее изобретение может быть приспособлено для одновременного нанесения этикеток на почти любое количество емкостей, обозначенное здесь как "n". Предпочтительно, n типично варьируется от около 1 до около 20 и более предпочтительно от около 4 до около 10. Следует понимать, что настоящее изобретение никоим образом не ограничено на этих конфигурациях. Взамен изобретение может быть применено для синхронного нанесения, или почти так, этикеток на ряды емкостей в количестве, больше чем 20. Более того, хотя сборка, изображенная на фиг.21, предназначена для нанесения этикеток на две противоположно направленные грани емкости, изобретение включает конфигурации, в которых только одна этикетка наносится на емкость или три или более этикеток одновременно наносятся на емкость.
Фиг.22 представляет собой планарный вид сверху станции 300 предварительного нагревания, которая может быть использована в комбинации со сборкой 200, изображенной на фиг.20. Ссылаясь на фиг.22, конвейер 240 показан перемещающим множество емкостей 310. Каждая емкость 310 несет этикетку на каждой из ее двух основных граней. Каждая этикетка частично соприкасается и приклеена к соответствующей грани емкости таким образом, как показано на фиг.14. Группа емкостей 310 перемещается вдоль группы нагревателей, например первого нагревателя 320 для нагревания этикеток на первой стороне емкостей 310 и второго нагревателя 330 для нагревания этикеток на второй стороне емкостей 310. Как отмечено ранее, может быть использовано большое множество типов нагревателей, тепловых мощностей и конфигураций. Однако является предпочтительным, чтобы нагреватели 320 и 330 были в виде инфракрасных нагревателей. Этикетки, выходящие из этой станции предварительного нагревания, типично имеют температуры около 38°C. Однако следует понимать, что конкретная температура, до которой нагреваются этикетки, зависит от многочисленных параметров, включающих, например, температуру инициирования термоусадки этикеток.
Ссылаясь на фиг.23, емкости 310 и этикетки, выходящие из станции 300 предварительного нагревания согласно фиг.22, входят в сборку 200, как ранее описанную совместно с фиг.21. Емкости, имеющие полностью нанесенные этикетки, обозначены как емкости 310'. Следует понимать, что во время перемещения через сборку 200, емкости и их соответствующие этикетки подвергаются операциям, изображенным на фиг.15-19.
На фиг.24 схематично показан вид спереди предпочтительного варианта гибкого элемента 430, содержащего основание 432, куполообразную область 436 и одну или более боковых стенок 434. Как показано, гибкий элемент 430 имеет по существу прямоугольную форму со скругленными углами или краями, при рассмотрении вдоль его передней грани. Основание 432 по существу проходит по внешней периферии элемента 430. Элемент 430 является по существу симметричным относительно его продольной (и вертикальной) оси, обозначенной как ось Y. Элемент 430 также по существу является симметричным относительно его поперечной (и горизонтальной) оси, обозначенной как X.
На фиг.25 схематично показан вид спереди другого предпочтительного варианта гибкого элемента 530, содержащего основание 532, куполообразную область 536 и одну или более боковых стенок 534, проходящих между ними. Куполообразная область 536 включает в себя выступающие наружу нижние угловые области 536a и 536b. В этом варианте осуществления гибкий элемент 530 отличается симметричной формой относительно только одной оси, его продольной оси Y. Форма гибкого элемента 530 является разной и несимметричной относительно оси X. Как отмечено ранее, форма и/или контур гибкого элемента зависит по меньшей мере от формы этикетки и/или формы или контура емкости. Гибкий элемент 530, изображенный на фиг.25, более полно соприкасается с нижним краем и нижними угловыми областями этикетки, чем гибкий элемент 430, показанный на фиг.24, благодаря выступающим наружу нижним угловым областям 536a и 536b. Кроме того, следует понимать, что настоящее изобретение включает большое множество форм и конфигураций для гибкого элемента. Конкретная форма и конфигурация гибкого элемента, главным образом, определяются характеристиками этикеток и емкостей. Таким образом, следует понимать, что изобретение никоим образом не ограничено конкретными гибкими элементами, описанными здесь, например, элементами 430 и 530.
На фиг.26 показана пара направляющих элементов 662, регулируемым и выборочным образом сцепляемых или устанавливаемых с рамой или другим поддерживающим элементом посредством использования резьбовых элементов 685, проходящих через проходы 687, образованные в каждом направляющем элементе 662. Каждый направляющий элемент включает в себя верхнюю область 664, нижнюю область 666 и внутреннюю сторону 665, проходящую между ними. Как показано на фиг.26, емкость 10 расположена между парой разнесенных направляющих элементов 662. Емкость 10 имеет криволинейные стороны или боковые области, как показано на фиг.26. Каждый направляющий элемент 662 предпочтительно имеет форму или контур такие, чтобы соответствовать, копировать или по существу быть аналогичным латеральным боковым областям емкости 10. Таким образом, внутренняя сторона 665 каждого направляющего элемента 662 предпочтительно проходит вдоль емкости 10 и расположена относительно близко от нее.
Более конкретно, как изображено на фиг.26, емкость 10 задает выступающую наружу или выпуклую латеральную область 10a, а внутренняя сторона 665 направляющего элемента задает соответствующую углубленную внутрь вогнутую область 665a внутренней стороны направляющего элемента. Кроме того, емкость 10 дополнительно задает углубленную внутрь вогнутую латеральную область 10b, а внутренняя сторона 665 направляющего элемента задает соответствующую выступающую наружу или выпуклую область 665b внутренней стороны направляющего элемента. Для многих применений является особенно предпочтительным, чтобы конфигурация внутренней стороны была непосредственно аналогичной и по существу копировала контур целевой емкости. Таким образом, промежуток между внутренней стороной направляющего элемента и емкостью, при соответствующем взаимном расположении относительно друг друга, является относительно одинаковым и постоянным от верхней области направляющего элемента до нижней области направляющего элемента. Это является противоположным конкретной конструкции, изображенной на фиг.26, в которой предусмотрен относительно большой промежуток между емкостью и внутренними сторонами направляющего элемента, рядом с нижними областями направляющего элемента, и относительно узкий промежуток вблизи верхних областей направляющего элемента.
На фиг.27 дополнительно показан перспективный вид предпочтительного варианта "быстросменной" системы 700. Быстросменная система включает в себя гибкий элемент 730, направляющие элементы 762 и сборку 750 рамы. Направляющие элементы 762 являются регулируемым и выборочным образом устанавливаемыми относительно рамы 750 и предпочтительно устанавливаемыми в вертикальном направлении посредством использования одного или более рельсовых элементов 752. Система 700 включает большое множество средств для разъемного сцепления системы 700 с большей рамой или опорой или, как отмечено ранее, с устройством подвижной балки (не показано). Пример таких средств разъемного сцепления включает зажимные элементы, такие как показанные с помощью позиции 710. Могут быть использованы другие крепежные средства, например резьбовые крепежные элементы.
На фиг.28 и 29 показано множество быстросменных систем 700, вместе называемое этикетировочной группой 800. Фиг.28 представляет собой перспективный вид, а фиг.29 представляет собой вид спереди этикетировочной группы 800. Каждая система 700 представляет собой ранее описанную относительно фиг.27. Каждая система 700 является выборочно сцепляемой с частью 780 рамы. Каждая часть 780 рамы включает средства для направления нагретого воздуха в гибкий элемент 730, такие как входной воздушный патрубок 740, имеющий последовательно присоединенный электрический нагреватель 743, и выходной воздушный патрубок 744. Ссылаясь далее на фиг.28 и 29, в раме 750 образованы отверстие 741 для впуска воздуха и отверстие 742 для выпуска воздуха. Как ранее описано во взаимосвязи с нагревателем 110, показанным на фиг.10, нагреватель 743 может включать в себя внутреннюю область для протекания или секцию канала. Таким образом, нагретый воздух, протекающий за нагреватель 743 через входной патрубок 740, входит во внутреннюю часть гибкого элемента 730 через отверстие 741. Нагретый воздух циркулирует внутри гибкого элемента 730, предпочтительно дополнительно распределенный воздушным коллектором или распределителем (не показан), и выходит через отверстие 742 и через выходной воздушный патрубок 744. Внутри каждого гибкого элемента 730 расположен нагреватель 790. Зажимные элементы 710 или другие прикрепляющие узлы могут быть использованы для выборочного и разъемного отцепления гибкого элемента 730, его направляющих элементов 762 и его рамы 750 от другой рамы 780.
На фиг.30 показаны пять разных быстросменных систем, обозначенных как 700a, 700b, 700c, 700d и 700e, причем каждая использует гибкий элемент разного размера, показанный как 730a, 730b, 730c, 730d и 730e. Каждая система может включать в себя один или более направляющих элементов, таких как 762c и 762e, или не иметь таких направляющих элементов. Кроме того, каждая система может включать разные размеры, формы и конфигурации нагревателей 790a, 790b, 790c, 790d и 790e, размещенных внутри гибких элементов. Зажимные средства или другие средства 710 разъемного сцепления предусмотрены для каждой системы 700a-700e. На фиг.30 также изображено предпочтительное расположение воздушных отверстий 741 и 742 относительно гибких элементов 730a-730e. Независимо от размера гибких элементов 730a-730e, после сцепления рамы 750 с рамой 780 (см. фиг.28) воздушные отверстия 741 и 742 выровнены с входным воздушным патрубком 740 и выходным воздушным патрубком 744. Эта конфигурация дополнительно способствует быстрому и легкому снятию и установке одной системы 700 вместо другой, например замене системы 700e на систему 700a или наоборот. Как будет понятным, это обеспечивает удобную замену одного гибкого элемента на другой. Таким образом, гибкий элемент, имеющий конкретную конфигурацию, предназначенную для одного типа этикетки и/или емкости, может быть легко заменен, когда используются другие емкость и/или этикетка. На фиг.30 также показан характерный воздушный коллектор 737, имеющий полую внутреннюю часть и задающий множество проходов 738, выполненных в боковой стенке коллектора. Следует понимать, что воздушный коллектор 737 может использовать почти любую схему размещения или расположение проходов 738 и никоим образом не ограничен конкретным вариантом осуществления, изображенным на фиг.30.
Изобретение также предлагает различные системы для обработки этикеток для соприкосновения этикетки с емкостью. Эти системы содержат устройство для обработки этикеток для одновременного нагревания и соприкосновения этикетки с емкостью. Устройства для обработки этикеток предпочтительно представляют собой такие, как описаны здесь. Системы для обработки этикеток также содержат одну или более этикеток для нагревания и соприкосновения с емкостью с помощью устройства для обработки.
Нанесение этикетки, используя приглаживающие элементы
В общем, настоящее изобретение предлагает различные технологии и сборки для выборочного нанесения одной или более областей этикетки или сборки этикетки на емкость. Конкретно технологии и сборки используются для управления областями этикетки, которые соприкасаются с емкостью. Благодаря выборочному управлению геометрией и размером или пропорциями "флагов" этикетки во время операции этикетирования, может быть достигнуто большее общее управление процессом этикетирования. Технологии и сборки, описанные здесь, имеют особое значение для операций этикетирования, использующих термоусаживающиеся этикетки и чувствительные к давлению адгезивы.
В определенных операциях этикетирования, таких как для нанесения этикеток на сложные криволинейные поверхности, используется многоэтапный принцип. В частности, этот многоэтапный принцип является применимым для нанесения термоусаживающихся этикеток, используя чувствительные к давлению адгезивы. Этикетка или сборка этикетки сначала наносится на емкость или другую размещающую поверхность посредством соприкосновения только участка этикетки с требуемой областью емкости. Открытый адгезив, например чувствительный к давлению адгезив, на задней грани этикетки соприкасается с емкостью и удерживает этикетку относительно емкости, которая типично перемещается на конвейере. Получающиеся области этикетки, которые не находятся в соприкосновении с емкостью, иногда называются в данной отрасли производства как "флаги" или "крылья".
Этикетка затем полностью соприкасается с и приклеивается к емкости посредством множества разных технологий, в значительной степени зависящих от геометрии емкости и характеристик этикетки и адгезива. Для термоусаживающихся этикеток, использующих чувствительные к давлению адгезивы, остающиеся несоприкасающимися участки или "флаги" этикетки предпочтительно соприкасаются с емкостью, используя деформируемый нагретый элемент. Перемещение и температура нагретого элемента тщательно контролируется для нагревания этикетки или ее участка(ов) до требуемых температур с тем, чтобы достигнуть требуемой степени усадки на участке(ах) этикетки. Нагревание тщательно контролируется относительно возникновения соприкосновения между этикеткой и емкостью с целью уменьшения или в идеале предотвращения возникновения складок, швов, подъема краев или других дефектов в нанесенной этикетке.
Настоящее изобретение предлагает системы и способы для частичного или полного нанесения этикетки на перемещающуюся емкость без дефектов. Этикетка сначала соприкасается с и несется перемещающейся емкостью. В одном варианте изобретения этикетка далее наносится на емкость, однако, наносится не полностью, таким образом, остаются один или более флагов этикетки. Этикетка может быть полностью нанесена на емкость, и флаги этикетки - нанесены на соответствующие области емкости посредством одной или более последующих операций, таких как использование нагретого гибкого приглаживающего элемента. В другом варианте изобретения этикетка полностью нанесена на емкость. В этом варианте флаги, получающиеся после первоначального соприкосновения между этикеткой и емкостью, полностью соприкасаются с емкостью.
На фиг.31 показана типичная емкость 810, имеющая внешнюю поверхность 812 емкости, на которую наносится этикетка 820 в соответствии с настоящим изобретением. Конкретно этикетка сначала только частично соприкасается с емкостью или размещающей поверхностью, таким образом, один или более требуемых участков этикетки остаются несоприкасающимися с емкостью. На фиг.31 показано такое состояние, при котором этикетка 820 частично соприкасается с и частично приклеена к емкости 810.
Область первоначального соприкосновения между этикеткой 820 и емкостью 810 изображена на фиг.31 и 32 в виде области 830. Остальные области этикетки, которые не находятся в соприкосновении с емкостью, представляют собой флаги 832a и 832b. Как отмечено ранее, термин "флаг", использующийся здесь, относится к несоприкасающемуся участку этикетки, типично включающему одну или более краевых областей. Хотя на фиг.31 и 32 показаны два отдельных флаговых участка 832a и 832b, следует понимать, что три или более флагов, или один флаг, могут быть связаны с этикеткой и ее первоначальным нанесением на емкость. Передняя грань этикетки 820 в целом обозначена как передняя грань 824. При этом задняя грань этикетки 820 обозначена как задняя грань 822. Эффективное количество адгезива 828, такого как чувствительный к давлению адгезив, типично размещено на задней грани 822 этикетки 820.
Конкретно настоящее изобретение направлено на многоэтапную операцию этикетирования, в которой чувствительная к давлению этикетка сначала частично соприкасается с требуемым участком на внешней грани емкости. Этикетка одновременно и постепенно подвергается операции приглаживания, посредством чего дополнительные области этикетки соприкасаются с и наносятся на емкость. Предпочтительно, операция приглаживания заканчивается до соприкосновения всей этикетки с емкостью. Наиболее предпочтительно, приглаживание только выполняется, пока имеют место по меньшей мере один или более флагов. При этих обстоятельствах операция приглаживания завершается, и емкость, теперь несущая частично нанесенную этикетку, направляется на другую технологическую операцию, например соприкосновение с гибким нагретым элементом. Однако, как отмечено ранее, настоящее изобретение включает операцию этикетирования, в которой этикетка и предпочтительно чувствительная к давлению этикетка полностью соприкасается с и наносится на емкость таким образом, что нанесенная этикетка не имеет флагов.
Не желая быть ограниченным какой-либо конкретной теорией, было обнаружено, что эта многоэтапная операция этикетирования является особенно хорошо подходящей для нанесения термоусаживающихся чувствительных к давлению этикеток на криволинейные поверхности емкости и особенно поверхности емкости, представляющие собой сложные криволинейные поверхности. Типично такие емкости имеют до некоторой степени планарную или незначительно дугообразную и выпуклую переднюю или заднюю область, которая вдоль ее латеральных областей значительно изгибается внутрь для образования сложных криволинейных уступов или сторон, которые соответствуют надлежащей поверхности с другой стороны емкости. Попытка нанести этикетку и, в частности, термоусаживающуюся чувствительную к давлению этикетку без дефектов на резко криволинейные и типично сложные криволинейные области является очень сложной. Как ни удивительно, благодаря применению настоящего изобретения этикетка может быть легко нанесена посредством первоначального соприкосновения выбранной области этикетки с участком емкости, а затем соприкосновения и нанесения дополнительных количеств этикетки на емкость с помощью выборочного приглаживания этикетки. Предпочтительно, приглаживание выполняется до такой степени, что остаются по меньшей мере одна или более областей этикетки, которые не соприкасаются с емкостью. Участки этикетки, не находящиеся в соприкосновении с емкостью, представляют собой флаги этикетки. Предпочтительно, флаги, которые образованы, соответствуют и, таким образом, перекрывают области емкости, которые имеют сложную кривизну. Затем флаги наносятся на сложно изогнутые поверхности емкости посредством одной или более последующих операций, таких как, например, посредством упомянутого гибкого нагретого элемента. В определенных применениях может быть возможным полностью нанести этикетку таким образом, что не остается флагов этикетки. Для этих применений, вероятно, не являлось бы необходимым подвергать этикетированную емкость воздействию гибкого нагретого элемента.
Фиг.33 представляет собой перспективный вид приглаживающей сборки 840 предпочтительного варианта осуществления в соответствии с настоящим изобретением. Различные приглаживающие сборки, описанные здесь, используются для выборочного нанесения этикетки и управляемого приглаживания, т.е. постепенного соприкосновения одной или более областей этикетки, включающих (i) всю или участок соприкасающейся области этикетки, такой как область 830 на фиг.31 и 32, и (ii) всю или участок флаговой области, такой как одна или обе из областей 832a и 832b на фиг.31 и 32. Предпочтительный вариант приглаживающей сборки 840 используется для первоначального нанесения этикетки от устройства для подачи этикеток (не показано на фиг.33) и более того затем используется для постепенного нанесения и "приглаживания" этикетки к емкости. Приглаживающая сборка 840 содержит раму 850, элемент 860 приглаживающей щетки, кулачок 880 и кулачковый следящий элемент 870. Каждый из этих элементов описан более подробно здесь.
Рама 850 обычно включает в себя один или более элементов для поддерживания и позиционирования элемента 860 приглаживающей щетки. Предпочтительно, рама 850 включает в себя верхний элемент 852 рамы, нижний элемент 854 рамы и один или более поддерживающих элементов, проходящих между ними, таких как вертикальный поддерживающий элемент 856. Материалы, применяемые для рамы, могут представлять собой почти любой материал, демонстрирующий подходящую прочность и жесткость. Неограничивающие примеры для материалов рамы включают металлы, такие как сталь и алюминий, и относительно жесткие пластики. Один или более кронштейнов 858 или других крепежных элементов могут быть использованы для прикрепления или соединения иным образом элемента 860 приглаживающей щетки с рамой 850. Рама 850 смонтирована с возможностью поворачивания на опоре или другом приспособлении (не показано) таким образом, что рама 850 может поворачиваться вокруг оси 842 поворота, как показано на фиг.33. Предпочтительно, рама 850 и элемент 860 приглаживающей щетки, прикрепленный к ней, могут поворачиваться вокруг оси 842 в направлении стрелки B. Способ, посредством которого достигнут поворот рамы, объяснен более подробно здесь.
Элемент 860 приглаживающей щетки показан отдельно на фиг.34. Хотя настоящее изобретение включает множество форм и конфигураций для элемента 860 приглаживающей щетки, элемент 860 предпочтительно имеет относительно планарную форму, задающую переднюю грань 861 и противоположно направленную заднюю грань 863. Элемент 860 приглаживающей щетки также включает в себя одно или более полотен 862, которые предпочтительно выступают от краевой или боковой области латерально наружу. Полотно 862 предпочтительно является гибким и деформируемым, и, таким образом, материалы, выбираемые для полотна, выбираются соответствующим образом. Характерные примеры материалов для полотна 862 включают, но не ограничиваются ими, силиконы, резины, гибкие пластики и различные композитные материалы. Элемент 860 приглаживающей щетки также включает в себя приглаживающий элемент 864, предпочтительно размещенный на удаленном крае или области полотна 862. Во время использования приглаживающей сборки 840 приглаживающий элемент 864 соприкасается с этикеткой на одной или более областей 866 соприкосновения приглаживающего элемента 864. Материал(ы), выбираемый(ые) для использования в качестве приглаживающего элемента 864, зависит(ят) от характеристик этикетки и гладкости приглаживающего элемента 864 и стремления для элемента перемещаться по этикетке. Неограничивающие примеры материалов, которые могут быть подходящими в качестве приглаживающего элемента 864, включают, но не ограничиваются ими, тканые и нетканые волокна хлопка, полимерные материалы, отлитые в форме эластомерные материалы и тому подобное. В зависимости от материалов этикетки и характеристик каких-либо печатающих или покрывающих слоев также может быть желательным использовать один или более смазывающих или уменьшающих трение агентов на приглаживающем элементе. Кроме того, следует понимать, что изобретение включает большое множество форм, конфигураций и материалов для элемента 860 приглаживающей щетки. Для конкретной предпочтительной приглаживающей сборки 840, описанной здесь, является предпочтительным, чтобы приглаживающий элемент 864 непрерывно проходил по всей длине, или по существу так, полотна 862. При этом является предпочтительным, чтобы полотно 862 непрерывно проходило по всей длине, или по существу так, элемента 860 приглаживающей щетки.
Предпочтительный вариант приглаживающей сборки 840 также включает в себя кулачковый следящий элемент 870. Кулачковый следящий элемент 870 сцеплен с и предпочтительно прикреплен к раме 850 таким образом, что перемещение элемента 870 передается на раму 850. Как изображено на фиг.33, кулачковый следящий элемент 870 может быть прикреплен к верхнему элементу 852 рамы 850 посредством одного или более болтов или других крепежных элементов. Могут быть использованы другие средства прикрепления, такие как сварка, адгезивы или выполнение кулачкового следящего элемента 870 в виде одного целого с одним или более элементов рамы 850. Предпочтительная конфигурация, изображенная на фиг.33, описана более подробно здесь. Кулачковый следящий элемент 870 может иметь большое множество форм и конфигураций. Предпочтительно, элемент 870 задает ближний конец 876, на котором элемент 870 прикреплен к раме 850, и противоположный удаленный конец 874. Удаленный конец 874 предпочтительно образует кулачковую следящую поверхность 872, которая направлена к кулачковому элементу 880. В предпочтительной конфигурации элемента 870 кулачковая следящая поверхность 872 предусмотрена на латерально направленной боковой или краевой области элемента 870 и, в частности, на удаленном конце 874 или его участке. Кулачковый следящий элемент 870 может быть выполнен из почти любого материала, такого как металлы, включающие сталь и алюминий, например, или пластики, такие как лексан, полиэтилен или другие материалы с малой поверхностной энергией.
Приглаживающая сборка 840 в определенных вариантах осуществления также может включать в себя кулачковый элемент 880. Кулачковый элемент 880 расположен так, чтобы быть в функциональном сцеплении с кулачковым следящим элементом 870 таким образом, что перемещение элемента 880 вызывает заданное циклическое и предпочтительно возвратно-качательное перемещение следящего элемента 870. В характерной конфигурации, показанной на фиг.33, кулачковый элемент 880 перемещается линейным образом в направлении стрелки A, что, вследствие функционального сцепления с кулачковым следящим элементом 870, вызывает возвратно-качательный поворот рамы 850 и элемента 860 приглаживающей щетки в направлении стрелки B и конкретно вокруг оси 842 поворота. Предпочтительно, кулачковый элемент 880 задает кулачковую поверхность 882, направленную к кулачковому следящему элементу 870 и, в частности, к кулачковой следящей поверхности 872. Как будет понятным, при и во время сцепления между кулачковым элементом 880 и кулачковым следящим элементом 870, участок кулачковой следящей поверхности 872 находится в соприкосновении с участком кулачковой поверхности 882. Хотя изобретение включает большое множество конфигураций и конструкций, предпочтительно, кулачковый элемент 880 и кулачковый следящий элемент 870 выполнены таким образом, что линейное смещение кулачкового элемента 880 приводит к возвратно-качательному повороту кулачкового следящего элемента 870.
На фиг.35 показано типичное расположение и ориентация емкости 810, несущей частично соприкасающуюся этикетку 820. Этикетка сначала соприкасается с емкостью ближе по ходу и предпочтительно непосредственно ближе по ходу относительно приглаживающей сборки 840. В особенно предпочтительном процессе, описанном более подробно здесь, этикетка 820 сначала соприкасается с емкостью 810 посредством приглаживающей сборки 840. Как только соприкасается с ней, емкость продолжает нести частично нанесенную этикетку к приглаживающей сборке 840, на которой этикетка далее соприкасается с и наносится на емкость. Типично емкость 810 размещена на конвейере 890, который движется мимо приглаживающей сборки 840. Большое множество конвейеров может быть использовано в соединении с различными приглаживающими сборками настоящего изобретения. Обычно конвейер перемещает емкости, которые предпочтительно расположены на конвейере таким образом, что емкости равномерно разнесены друг от друга и одинаково выровнены относительно друг друга. Емкости предпочтительно расположены в одну линию друг за другом на конвейере, хотя следует понимать, что изобретение включает другие расположения емкостей. Что касается конфигурации конвейера, обычно является предпочтительным использовать линейный конвейер и, в частности, конвейер, имеющий секцию конвейера, которая является линейной и которая перемещает емкости по направлению прямой линии мимо приглаживающей сборки и, в частности, приглаживающего элемента. Также предпочтительно, конвейер перемещает емкости непрерывным образом так, что емкости непрерывно находятся в движении и, наиболее предпочтительно, так, что емкости находятся в непрерывном движении, когда они перемещаются мимо приглаживающего элемента. Перемещение конвейера 890 предпочтительно синхронизировано с перемещением кулачкового элемента 880 (не показан) таким образом, чтобы, когда емкость 810 перемещается к приглаживающей сборке 840, следящий элемент 870 кулачка сначала перемещается от емкости 810, а затем перемещается к емкости 810. Конкретно является предпочтительным, что, когда конвейер 890 и емкость 810, размещенная на нем, перемещаются на первую дифференциальную величину C1, кулачковый следящий элемент 870, рама 850 и элемент 860 приглаживающей щетки поворачивались вокруг оси 842 (показанной на фиг.33) в направлении стрелки D от емкости 810. После достаточного линейного перемещения конвейера, такого как завершение первой дифференциальной величины C1, конвейер 890 продолжает и подвергается дальнейшему линейному перемещению, такому как вторая дифференциальная величина C2. Когда конвейер 890 и емкость 810, размещенная на нем, перемещаются на вторую дифференциальную величину C2, кулачковый следящий элемент 870, рама 850 и элемент 860 приглаживающей щетки поворачиваются вокруг оси 842 (показанной на фиг.33) в направлении стрелки E к емкости 810. В зависимости от относительных положений кулачкового элемента 880 и кулачкового следящего элемента 870 и профиля или формы кулачковой поверхности 882 и кулачковой следящей поверхности 872, может быть достигнуто большое множество перемещений элемента 860 приглаживающей щетки относительно емкости 810 и ее этикетки 820. Когда емкость 810 и этикетка 820 перемещаются мимо элемента 860 приглаживающей щетки, участок этикетки 820, не находящийся в соприкосновении с емкостью 810 и который расположен ближе по ходу относительно элемента 860 в тот момент, затем протягивается мимо элемента 860 и конкретно мимо приглаживающего элемента 864. В зависимости от формы и конфигурации приглаживающего элемента 864, все или только выбранные области этикетки могут прижиматься к емкости 810 и соприкасаться с ней. Таким образом, в зависимости от ранее отмеченных аспектов, размер, форма и ориентация одного или более флагов могут выборочно регулироваться. Это является особенно желательным до подвергания емкости и частично прикрепленной этикетки воздействию нагретого гибкого элемента для термоусадки и окончательного приклеивания этикетки к емкости.
В другом предпочтительном варианте осуществления в соответствии с настоящим изобретением, приглаживающая сборка 840 не включает, и не имеет, кулачковый элемент 880. Взамен кулачковый следящий элемент 870 расположен таким образом, чтобы периодически соприкасаться с емкостями, перемещающимися мимо приглаживающей сборки. Наиболее предпочтительно, следящий элемент 870 кулачка расположен таким образом, чтобы периодически соприкасаться с верхней областью каждой емкости, например внешней частью горлышка или выступающей вверх резьбовой области емкости, которая размещает крышку или другой укупорочный элемент емкости. Выполнение и расположение кулачкового следящего элемента 870 таким образом, что элемент приводится в действие самими емкостями, способствуют простоте, постоянству и точности при работе связанного процесса. Этот предпочтительный вариант осуществления является возможным, так как в большинстве, если не во всех высокоскоростных промышленных операциях этикетирования емкости, емкости удерживаются на месте на движущемся конвейере посредством верхнего конвейерного элемента. Поверхность соприкосновения верхнего конвейерного элемента типично фрикционно улучшена для способствования сцеплению между этим элементом и емкостью. Множество емкостей, размещенных между верхним и нижним конвейером, в достаточной мере удерживается на месте таким образом, что они могут поддерживать, т.е. не перемещаются, кулачковый следящий элемент 870, соприкасающийся с каждой емкостью, когда группа емкостей перемещается вдоль и мимо приглаживающей сборки.
Следует понимать, что настоящее изобретение предлагает сборки, обеспечивающие возможность выборочного приспосабливания формы, размера и ориентации почти любого флага или другой несоприкасающейся области этикетки. Таким образом, изобретение может обеспечить почти любую конфигурацию частично нанесенной этикетки на емкости и использоваться для образования или изменения одного или более флагов, связанных с этикеткой, до окончательного нанесения этикетки и/или термоусадки этикетки. Или, изобретение может быть применено для полного нанесения частично нанесенной этикетки на емкость таким образом, что не остается флагов.
Например, на фиг.36 изображена емкость 810, имеющая этикетку 820, частично соприкасающуюся с ней. Область этикетки 820, находящаяся в соприкосновении с емкостью 810, показана как область 830, а области этикетки, не соприкасающиеся с емкостью 810, показаны как области или флаги 832a и 832b. Емкость 810 перемещается мимо приглаживающего элемента 864 в направлении стрелки F. Таким образом, флаг 832a расположен дальше по ходу относительно приглаживающего элемента 864, а флаг 832b расположен ближе по ходу относительно этого элемента. В этом примере, приглаживающий элемент 864 элемента 860 приглаживающей щетки (не показан) приводится в соприкосновение с перемещающейся емкостью 810 на центральном участке области 830. Так как емкость 810 и этикетка 820 перемещаются мимо приглаживающего элемента 864, элемент постепенно соприкасается или "приглаживает" этикетку 820 от ее первоначального центрального участка к следующему участку рядом с внешней краевой областью этикетки 820, как изображено на фиг.37. Как будет отмечено на фиг.37, после приглаживания этикетки 820 первоначальный флаг 832b был полностью устранен посредством соприкосновения этой области этикетки с емкостью 810. В результате, доля или площадь поверхности области 830 увеличилась. Так как приглаживание или соприкосновение не имело место по отношению к расположенному дальше по ходу флагу 832a, то этот флаг остается без изменений. Следует понимать, что грунтовочные материалы используются во взаимосвязи с областями 830 и 832a для обозначения этих областей после операции приглаживания приглаживающим элементом 864.
На фиг.38 и 39 показаны первоначальная емкость 810 и этикетка 820, частично соприкасающаяся с ней таким образом, что область 830 соприкосновения является относительно небольшой по сравнению с флаговыми областями 832a и 832b. В этом примере является желательным просто уменьшить размер или долю расположенного ближе по ходу флага 832b, а не полностью устранить этот флаг, как в примере на фиг.36 и 37. Нагретый гибкий элемент (не показан) в таком случае может использоваться для нанесения флага 832b этикетки на емкость.
На фиг.40 и 41 показан другой пример, в котором этикетка 820 сначала соприкасается с емкостью 810 на переднем крае этикетки 820. Остается относительно большой расположенный ближе по ходу флаг 832b. Предпочтительный вариант сборки может быть использован для увеличения области соприкосновения между емкостью 810 и этикеткой 820, т.е. области 830, и тем самым уменьшения или полного устранения расположенного ближе по ходу флага 832b, как показано на фиг.41.
В особенно предпочтительном процессе в соответствии с изобретением, приглаживающая сборка используется совместно с устройством для подачи этикеток. На фиг.42-44 и 46-49 показаны различные стадии во время процесса этикетирования согласно предпочтительному варианту осуществления в соответствии с изобретением. На фиг.45 показана потенциальная проблема, которая может возникнуть во время операции этикетирования. На этих фигурах дана последовательность подробных схем, изображающих предпочтительную технологию нанесения этикетки и приглаживания этикетки, используя описанные предпочтительные сборки. В общем смысле, различные элементы приглаживающей сборки, емкости и этикетки представляют собой ранее описанные и обозначены аналогичными ссылочными позициями 900 порядка. Таким образом, например, на фиг.42-49 указана рама 950. Рама 950 соответствует раме 850, ранее описанной здесь. На каждой из фиг.42-49 показана емкость 910 во время операции этикетирования, при которой этикетка 920 наносится на внешнюю поверхность емкости элементом 960 приглаживающей щетки, поддерживающимся на раме 950. На этих фигурах схематично показано позицией 935 устройство для подачи этикеток, имеющее выдающий элемент 936 устройства для подачи этикеток, из которого подается этикетка 920. Почти любой тип устройства для подачи этикеток может быть использован в сборках, системах и способах, описанных здесь. Обычно устройство для подачи этикеток выполнено или иным образом приспособлено для выборочного расположения этикетки у требуемой внешней грани емкости.
Ссылаясь на фиг.42, элемент 960 приглаживающей щетки и рама 950 повернуты в сторону, таким образом, этикетка может подводиться или подаваться между приглаживающей щеткой и емкостью. Это осуществляется посредством следящего элемента кулачка, например следящего элемента 870, показанного на фиг.35, соприкасающегося и отталкивающегося от горлышка емкости. Конкретно, когда емкость 910 перемещается к приглаживающему элементу 960 и раме 950 в направлении стрелки G, приглаживающая щетка и рама смещаются от емкости 910 в направлении стрелки H. Предпочтительно, перемещение приглаживающей щетки 960 и рамы 950 является результатом соприкосновения между следящим элементом кулачка (не показан) и внешней поверхностью горлышка 915 емкости 910. На этой конкретной стадии операции этикетирования, смещение приглаживающей щетки 960 и рамы 950 в направлении стрелки H по существу происходит до поступления емкости 910, как показано центром 902 емкости 910, расположенным ближе по ходу относительно рамы 950 на фиг.42. Центр 902 представляет собой геометрический центр емкости 910 и задан пересечением биссекторных плоскостей 902x и 902y емкости. На фиг.42 также изображена предпочтительная конфигурация для удаленного конца или выдающего элемента 936 устройства 935 для подачи этикеток. В этой предпочтительной ориентации выдающего элемента 936, этикетка 920 выходит из подающего устройства 935 в направлении, которое является параллельным, или по меньшей мере по существу таким, относительно линии, касательной к грани емкости 910, направленной к приглаживающей щетке и раме, и соприкасающейся с емкостью 910 в ее точке пересечения плоскостью 902y. Эта касательная линия показана на фиг.42 как пунктирная линия z.
Как показано на фиг.43, когда емкость 910 продолжает приближаться к приглаживающей щетке и раме, следящий элемент кулачка начинает позволять приглаживающей щетке 960 перемещаться к емкости 910. Приглаживающая щетка затем начинает направлять этикетку к емкости. Конкретно емкость 910 продолжает перемещаться к сборке элемента 960 приглаживающей щетки и рамы 950 в направлении стрелки G. В результате формы кулачковой поверхности следящего элемента кулачка (не показан), рама 950 затем смещается к перемещающейся емкости 910 в направлении стрелки I, показанной на фиг.43. Перемещение в направлении стрелки I продолжается таким образом, что область 966 соприкосновения элемента 960 приглаживающей щетки соприкасается с этикеткой 920 и смещает этикетку 920 к емкости 910. На этой стадии процесса, центр 902 емкости приближается к выдающему элементу 936 устройства 935 для подачи этикеток.
Как показано на фиг.44, приглаживающая щетка 960 размещает этикетку на емкость в месте, которое определяется формой следящего элемента кулачка (не показан). Это воздействие создает флаг этикетки и регулирует длину флага. Существенно, что этикетка наносится на емкость приглаживающей щеткой для исключения или предотвращения образования пузырьков в этикетке. Если этикетка наносится на емкость до ее нанесения приглаживающей щеткой, то может возникнуть нежелательное состояние предварительного прилипания, которое будет часто включать пузырьки. Конкретно на фиг.44 сборка элемента 960 приглаживающей щетки и рамы 950 далее смещается к перемещающейся емкости 910 в направлении стрелки J. Это приводит к соприкосновению этикетки 920 посредством области 966 соприкосновения элемента 960 приглаживающей щетки с емкостью 910. Следует отметить, что такое соприкосновение осуществлено таким образом, что передний край этикетки остается несоприкасающимся с емкостью 910, тем самым создавая флаг 932a этикетки. На этой стадии процесса этикетирования центр 902 емкости расположен приблизительно рядом с выдающим элементом 936 устройства 935 для подачи этикеток.
На фиг.45 показан пример нежелательного состояния предварительного прилипания. В этом состоянии имеет место соприкосновение между этикеткой 920 и емкостью 920 ближе по ходу относительно области 966 соприкосновения элемента 960 приглаживающей щетки. Как объяснено, это типично приводит к образованию пузырьков воздуха под этикеткой 920 в области этикетки, обозначенной как T.
На фиг.46 приглаживающая щетка перемещается по емкости, тем самым приглаживая этикетку на емкость. Конкретно на этой стадии операции этикетирования центр 902 емкости 910 теперь расположен дальше по ходу относительно выдающего элемента 936 устройства 935 для подачи этикеток. Емкость продолжает перемещаться в направлении стрелки G. Другой предпочтительной практикой в соответствии с изобретением является регулирование скорости, с которой этикетка 920 подается из устройства 935 для подачи этикеток, таким образом, что этикетка 920 незначительно натягивается или тянется из устройства для подачи этикеток в результате соприкосновения этикетки с перемещающейся емкостью 910 в этот момент процесса. Было обнаружено, что эта практика способствует нанесению этикеток на емкости без образования пузырьков.
Как показано на фиг.47, этикетка отделяется от и полностью выходит из выдающего элемента 936. Приглаживающая щетка продолжает приглаживание этикетки 920 на емкость. Конкретно, когда емкость продолжает перемещаться в направлении стрелки G, этикетка 920 соприкасается с емкостью 910 и приглаживается элементом 960 приглаживающей щетки. На этой стадии операции этикетирования, центр 902 емкости расположен дальше по ходу относительно приглаживающей щетки 960 и рамы 950.
Как показано на фиг.48, приглаживающая щетка заканчивает приглаживание этикетки на емкость, но приглаживающая щетка полностью не приглаживает задний край этикетки. Это оставляет задний флаг. Ход приглаживающей щетки ограничивает дальнейшее соприкосновение приглаживающей щетки с емкостью, таким образом, создается флаг. Предполагается, что, посредством изменения конфигурации кулачка, приглаживающая щетка может отделяться от емкости таким образом, что длина заднего флага может регулироваться. Более конкретно на стадии этикетирования, изображенной на фиг.48, перемещение емкости 910 продолжается в направлении стрелки G. Этикетка 920 теперь частично нанесена на емкость 910 таким образом, что имеют место передний флаг 932a и задний флаг 932b. На этой стадии процесса область 966 соприкосновения элемента 960 приглаживающей щетки расположена дальше по ходу относительно центра 902 емкости и между центром 902 и задней гранью 910b емкости 910.
На фиг.49 приглаживающая щетка начинает перемещаться от траектории перемещающейся емкости 910, таким образом, начинается процесс для следующей емкости. Т.е. элемент 960 приглаживающей щетки и рама 950 смещаются от емкости 910 в направлении стрелки K. Этот процесс повторяется для другой емкости (не показана), расположенной ближе по ходу и следующей за емкостью 910.
Следует понимать, что настоящее изобретение никоим образом не ограничено на какой-либо из практик этикетирования, описанных и показанных здесь. Не желая быть ограниченным какой-либо конкретной практикой, обычно предпочтительная практика изложена ниже. Этикетка сначала соприкасается с емкостью на расположенном ближе по ходу или переднем крае или области этикетки. Край или область необязательно включает самый передний участок этикетки, а по существу задается рядом с самым передним участком этикетки. Самый передний участок этикетки не находится в соприкосновении с емкостью и, таким образом, составляет флаг. Область емкости, соответствующая и располагающаяся ниже самого переднего флага, типично является сложно изогнутой. Флаг может полностью вводиться в соприкосновение и наноситься на сложно изогнутую область емкости на более поздней операции, например, посредством нагретого гибкого элемента.
Емкость, несущая частично нанесенную этикетку, перемещается мимо приглаживающей сборки, как описано здесь. Затем приглаживающая сборка далее вводит в соприкосновение этикетку с емкостью посредством выборочной операции приглаживания, описанной здесь. Предпочтительно, приглаживание заканчивается таким образом, что остается флаг заднего края, который не находится в соприкосновении с располагающейся ниже областью емкости, которая, как отмечено, типично является сложно изогнутой. Флаг заднего края может полностью вводиться в соприкосновение и наноситься на сложно изогнутую область емкости на более поздней операции посредством нагретого гибкого элемента, например.
Также предполагается, что другие элементы, такие как пневматические или гидравлические исполнительные механизмы или электрические серводвигатели, могут использоваться для выборочного размещения одного или более элементов для получения дополнительных конфигураций этикетки и емкости. Например, вместо использования поворачивающейся конструкции для рамы 850 направляющая система и один или более серводвигателей могут использоваться для выборочного размещения элемента 860 приглаживающей щетки в положение для приглаживания этикетки и из положения для обеспечения возможности прохождения емкости и/или флагов этикетки без столкновения с элементом 860 приглаживающей щетки.
Настоящее изобретение также предлагает различные способы для выборочного соприкосновения этикетки, например для выборочного приглаживания этикетки или ее участков, которая несется на перемещающейся емкости. Способы обычно включают обеспечение подвижного кулачкового элемента и подвижной сборки рамы. Кулачок выполнен таким образом, что его перемещение соответствует перемещению емкости и этикетки, несущейся на емкости. Рама предпочтительно является поворачиваемой вокруг вертикальной оси поворота. Элемент приглаживающей щетки прикреплен или иным образом сцеплен с подвижной рамой. Рама расположена относительно траектории перемещающейся емкости таким образом, что, когда рама поворачивается, элемент приглаживающей щетки перемещается между двумя положениями. В одном из положений элемент приглаживающей щетки находится в близости соприкосновения относительно траектории емкости. А в другом положении приглаживающая щетка расположена на расстоянии от траектории емкости. Термин "близость соприкосновения", как использующийся здесь относительно элемента приглаживающей щетки, относится к тому элементу, который находится в таком положении, что удаленный край или концевая область элемента приглаживающей щетки соприкасается с этикеткой, несущейся на емкости, когда емкость перемещается мимо элемента приглаживающей щетки.
В предпочтительном способе предусмотрен следящий элемент кулачка во взаимосвязи с подвижной рамой. Рама расположена и ориентирована таким образом, что следящий элемент кулачка находится в функциональном сцеплении с кулачковым элементом. Наиболее предпочтительно, кулачок, следящий элемент кулачка и перемещение емкости связаны друг с другом таким образом, что рама поворачивается вокруг оси поворота так, что, когда перемещающаяся емкость находится у рамы, приглаживающая щетка находится в близости соприкосновения с емкостью таким образом, что приглаживающая щетка соприкасается с этикеткой, несущейся на емкости. Когда емкость перемещается за раму, рама поворачивается вокруг оси поворота таким образом, что элемент приглаживающей щетки смещается или перемещается от траектории перемещающейся емкости.
При этом предложены способы выборочного соприкосновения этикетки, как отмечено здесь, в которых сами емкости служат в качестве кулачкового элемента. Способы включают обеспечение следящего элемента кулачка, который управляется группой емкостей, перемещающихся вдоль следящего элемента кулачка. Периодическое соприкосновение между следящим элементом кулачка и емкостями, например горлышками емкостей, может быть использовано для управления перемещением элемента приглаживающей щетки.
Следует понимать, что настоящее изобретение включает вариации этого способа и предлагает множество технологий для выборочного соприкосновения этикетки или участков этикетки, которая несется на перемещающейся емкости.
Большое множество этикеток, пленок и/или их сборок может выборочно наноситься на емкость, используя различное оборудование, системы и способы, описанные здесь. Например, примеры типичного использования материалов для этикеток или подложек этикеток включают, но не ограничиваются ими, бумагу, сложный полиэфир (лавсан), полиэтилен и тому подобное. Как отмечено, этикетка или пленка может быть в виде термоусаживающейся пленки. Усаживающаяся пленка, применимая в этикетке, может представлять собой однослойную конструкцию или многослойную конструкцию. Слой или слои усаживающейся пленки могут быть выполнены из полимера, выбираемого из сложного полиэфира, полиолефина, поливинилхлорида, полистирола, полимолочной кислоты, их сополимеров и смесей. В общем смысле любое из этикеток или пленки, адгезивов и их дополнительных аспектов, ранее отмеченных здесь совместно с использованием гибких элементов, может быть использовано совместно с системами и принципами нанесения этикетки, используя приглаживающие элементы. Настоящее изобретение может быть применено для нанесения большого множества этикеток, пленки и других элементов. Например, изобретение может быть использовано совместно с усаживающимися этикетками, чувствительными к давлению этикетками, чувствительными к давлению усаживающимися этикетками, приклеивающимися при нагреве этикетками и почти любым типом этикетки или пленки, известным в областях техники упаковки и этикетирования. Этикетки, нанесенные с использованием оборудования, систем и/или способов, описанных здесь, предпочтительно демонстрируют несколько характеристик или аспектов, как изложены ниже. Этикетка обычно имеет такие размеры, что после полного соприкосновения или приклеивания этикетки к емкости этикетка не проходит по всей периферии емкости. Наиболее предпочтительно, после полного соприкосновения с емкостью края или другие области этикетки не накладываются на другие края или области той же этикетки.
Изобретение также предлагает различные системы этикетирования для изготовления этикетированной емкости. Эти системы содержат устройство для подачи этикеток для выборочного расположения этикетки у перемещающейся емкости, этикетку или множество этикеток и сборку для выборочного соприкосновения одной или более областей этикетки, расположенной у емкости устройством для подачи этикеток. Сборка содержит подвижную раму, при этом рама включает в себя по меньшей мере один элемент рамы, поворачиваемый вокруг оси поворота. Сборка дополнительно содержит элемент приглаживающей щетки, сцепленный с элементом рамы и подвижный вместе с ним. Элемент приглаживающей щетки включает в себя приглаживающий элемент для соприкосновения с этикеткой. Сборка также содержит следящий элемент кулачка, прикрепленный к раме и подвижный вместе с ней. Перемещение следящего элемента кулачка соответствует перемещению емкости, посредством чего приглаживающий элемент выборочно вводит в соприкосновение этикетку с перемещающейся емкостью.
Последующая термообработка
Как объяснено более подробно здесь, различные способы и системы предусмотрены для последующей обработки этикетки или пленки, ранее адгезивно нанесенной на емкость или другую подложку. Способы обычно включают нагревание нанесенной этикетки или сборки этикетки до конкретной температуры относительно быстро и обычно непосредственно после нанесения этикетки. Предпочтительно, во время этой операции нагревания адгезив, размещенный между этикеткой и поверхностью емкости или подложки, также нагревается аналогичным образом, что и этикетка. Термин "адгезивно нанесенный", как использующийся здесь относительно этикеток, относится к этикеткам, которые нанесены и удерживаются на открытых поверхностях емкостей или подложек посредством одного или более слоев адгезива(ов). Нанесенные этикетки, обработанные в соответствии с конкретными способами, описанными здесь, демонстрируют пониженные уровни дефектности, улучшенное удерживание и приклеивание этикетки и большую эстетичность по сравнению с соответствующими нанесенными этикетками, не подвергнувшимися способам.
В частности, настоящее изобретение обеспечивает дополнительные усовершенствования принципов и способов нанесения этикеток и пленок на криволинейные поверхности, такие как внешние криволинейные поверхности различных емкостей. Хотя настоящее изобретение описано с точки зрения принципов обработки для этикеток или пленок, которые ранее были нанесены на емкости, следует понимать, что изобретение не ограничено на емкостях. Взамен изобретение может быть применено для последующей обработки множества этикеток или пленок, ранее нанесенных на поверхности почти любого типа предмета. Изобретение, в частности, направлено на обработку усаживающихся этикеток, которые ранее были нанесены на криволинейные поверхности емкости. При этом изобретение, в частности, также направлено на обработку этикеток, таких как усаживающиеся этикетки, которые были нанесены на сложные криволинейные поверхности различных емкостей.
Следует понимать, что настоящее изобретение может быть применено для обработки этикеток и пленок, которые были нанесены на большое множество поверхностей, включая планарные поверхности и простые криволинейные поверхности. Однако, как объяснено более подробно здесь, изобретение является особенно хорошо подходящим для последующей обработки этикеток и пленок и их связанного(ых) адгезива(ов), которые были нанесены на сложные криволинейные поверхности.
Обычно, в соответствии с предпочтительными способами, тепло прикладывается к одной или более ранее нанесенных этикеток на емкостях в конкретный момент операции этикетирования и в пределах определенного промежутка времени для термического отжига пленочного материала этикетки после нанесения этикетки на емкость. Предпочтительно, адгезив, размещенный между этикеткой и размещающей поверхностью, также нагревается до той же степени или по существу так, что и этикетка. Было обнаружено, что конкретные температуры, до которых нагреваются нанесенные этикетки, уменьшают до минимума дефекты этикетки, которые иначе типично возникают после старения, такие как швы, складки, пузырьки, подъемы и т.д. Такие дефекты, возникающие после нанесения этикетки, обычно и вместе называются здесь как "постдефекты".
При этом в зависимости от конкретного процесса этикетирования способы последующей термической обработки также могут сделать возможным исключение одной или более операций предварительного нагревания. Для этикеток, включающих термоусаживающиеся материалы, предпочтительное нагревание после нанесения выполняется после термоусадки этикетки. Тепло может прикладываться к этикетированным емкостям с помощью множества способов, например посредством использования инфракрасных ламп, радиационных нагревателей, печей с принудительной подачей горячего воздуха, усадочных туннелей ... и т.д. Количество тепла, в общем смысле, определяется характеристиками материала этикетки, скоростью процесса этикетирования и количеством тепла, уже переданного на этикетку до производственного участка последующего нагревания. Для этикеток, включающих термоусаживающиеся материалы, количество тепла также определяется температурой усадки материала. Почти любой тип емкости, имеющей этикетку, нанесенную на нее, может принимать технологии обработки, описанные здесь. Все из этих аспектов описаны более подробно здесь.
Предпочтительные способы обработки
Предпочтительные способы обработки включают нагревание ранее нанесенной этикетки и адгезива до конкретной температуры и в определенный момент в пределах или после операции этикетирования. Предпочтительно, нанесенная этикетка и адгезив находятся при температуре окружающей среды или приблизительно так и нагреваются до температуры от около 30°C до около 150°C и более предпочтительно нагреваются до температуры от около 50°C до около 100°C. Обычно нагревание нанесенной этикетки происходит быстро, например, типично меньше чем за 5 секунд, предпочтительно меньше чем за 3 секунды, и наиболее предпочтительно меньше чем за 1 секунду. Использование таких продолжительностей скоротечного нагревания делает возможным использование способов обработки, описанных здесь, в высокоскоростных операциях этикетирования.
На практике достижение этих конкретных температур в нанесенной этикетке может быть осуществлено посредством подвергания нанесенной сборки этикетки воздействию окружающей среды, имеющей температуру по меньшей мере 100°C или выше. Нагревание может быть выполнено с помощью любого подходящего способа. Обычно нагревание может быть выполнено с помощью одного или более механизмов теплопереноса, таких как кондуктивное нагревание, конвективное нагревание, нагревание излучением или их комбинации. Большое множество нагревающего оборудования или устройств может быть использовано для нагревания нанесенных этикеток и связанных адгезивов. Неограничивающие примеры включают, но не ограничиваются, инфракрасные лампы, радиационные нагреватели, печи с принудительной подачей горячего воздуха, нагретые камеры, нагретые туннели, нагретые поверхности соприкосновения и тому подобное. Предпочтительно, нагревание выполняется, используя радиационные нагреватели в камере или термовоздуходувки в камере, и те и другие - с датчиками инфракрасного излучения (ИК) для измерения температуры этикетки на выходе. Нагревающие устройства являются общеизвестными в данной области и легкодоступными.
Предпочтительно, процесс обработки включает нагревание этикетки и адгезивного слоя непосредственно после нанесения на емкость или подложку. Термин "непосредственно", как использующийся здесь, в общем смысле относится к инициированию нагревания этикетки после нанесения без задержки таким образом, что нагревание происходит вслед за нанесением этикетки. С практической точки зрения нагревание происходит предпочтительно меньше чем через 5 секунд после нанесения этикетки и наиболее предпочтительно меньше чем через 1 секунду после нанесения этикетки. Однако следует понимать, что изобретение включает нагревание, выполненное после нанесения этикетки, например, после промежутка времени в одну минуту или более и в определенных применениях даже после промежутка в несколько часов после нанесения этикетки. Кроме того, предполагается, что технологии нагревания, описанные здесь, могут быть вполне осуществлены после нанесения этикетки, например до 24 часов после нанесения этикетки. Конкретные температуры и периоды времени в значительной степени зависят от материалов, использующихся в этикетке или пленке, характеристик этикетки и адгезива.
Нанесенные этикетки и адгезивы, обработанные в соответствии с конкретными способами, описанными здесь, демонстрируют пониженные уровни дефектности, улучшенное удерживание и приклеивание этикетки и большую эстетичность по сравнению с соответствующими нанесенными этикетками, не подвергнувшимися способам. Конкретно этикетки, подвергнувшиеся технологиям обработки, описанным здесь, имеют тенденцию оставаться в их состоянии непосредственно после нанесения и не становятся складчатыми, образуют швы или демонстрируют подъем или отделение на их краях или границе раздела между этикеткой и размещающей поверхностью. Следовательно, этикетки и адгезивы, подвергнувшиеся технологиям обработки по изобретению, демонстрируют улучшенное удерживание, например, отличающееся большими периодами удерживания и общим более прочным приклеиванием к располагающейся ниже поверхности по сравнению с соответствующими этикетками, не подвергнувшимися технологиям обработки, отмеченным здесь. Отсутствие дефектов, таких как складки, швы, пузырьки и/или подъемы, приводит к улучшенному внешнему виду и более эстетически привлекательной этикетке. Эти характеристики являются желательными с коммерческой точки зрения и особенно, когда этикетка размещена на емкости на экспозиции в сфере розничной торговли.
Хотя не желая быть ограниченным на какой-либо конкретной теории, считается, что различные внутренние напряжения в полимерной этикетке или пленочном материале создаются или увеличиваются во время изготовления этикетки и особенно во время нанесения этикетки. Внутренние напряжения в пленочных материалах являются особенно выраженными во время термоусадки и/или нанесения термоусаживающихся этикеток. Хотя относительно постоянные связи, обеспеченные адгезивом этикетки, служат для удерживания этикетки в ее первоначальном состоянии непосредственно после нанесения, внутренние напряжения в пленочном материале могут привести к последующему искажению этикетки и перемещению от ее положения непосредственно после нанесения. Эти эффекты типично проявляются в качестве дефектов этикетки в виде складок, швов и тому подобного. Таким образом, в соответствии с изобретением, предложены способы и системы для предотвращения постдефектов этикетки. Обычно способы включают содержащее обеспечение подложки, такой как емкость, имеющей полимерную этикетку, адгезивно нанесенную на нее. Способы также содержат, после нанесения этикетки и предпочтительно непосредственно после адгезивного нанесения этикетки, нагревание нанесенной этикетки до температуры, которая является достаточной для снятия по меньшей мере части внутренних напряжений в материале этикетки и тем самым предотвращения или по меньшей мере уменьшения постдефектов этикетки, которые иначе возникли бы.
В соответствии со способами предпочтительного варианта осуществления, описанными здесь, было обнаружено, что нагревание нанесенной этикетки до конкретной температуры и в конкретный момент в операции этикетирования может в достаточной мере снять напряжения в материале(ах) этикетки таким образом, что отмеченные дефекты этикетки иначе не возникают. Как отмечено, этикетки, нанесенные на криволинейные поверхности емкости и особенно сложные криволинейные поверхности емкости, склонны проявлять такие дефекты. Удивительно и неожиданно, что эти дефекты могут быть исключены с помощью технологий нагревания, описанных здесь. Кроме того, конкретные операции нагревания выполняются таким образом, что в этикетке не происходит изменений размеров. Это является существенным при использовании термоусаживающихся материалов. Сверх того, операции последующего нагревания, описанные здесь, могут, если осуществлены в определенных операциях этикетирования, исключить необходимость в одной или более станций предварительного нагревания, типично использующихся в известных процессах этикетирования.
Системы для уменьшения постдефектов этикетки
Настоящее изобретение также предлагает различные системы и связанные сборки оборудования для осуществления отмеченных способов и технологий, описанных здесь. Предпочтительно, системы служат для уменьшения и в идеале исключения постдефектов этикетки. Системы, в общем смысле, содержат сборку для адгезивного нанесения этикетки на емкость. Примеры сборок для нанесения этикетки даны в одном или более из следующих патентов опубликованных патентных заявках US 4192703, 4561928, 4724029, 5785798, 7318877, 2005/0153427 и 2007/0113965. Следует понимать, что система по настоящему изобретению никоим образом не ограничена на использовании одной или более из этих характерных сборок для этикетирования. Взамен система по настоящему изобретению для уменьшения постдефектов этикетки может использовать почти любой тип оборудования для этикетирования. Системы в соответствии с изобретением также содержат один или более нагревателей для нагревания нанесенной этикетки непосредственно после адгезивного нанесения этикетки на емкость. Один или более нагревателей предпочтительно являются способными нагревать нанесенные этикетки от температуры окружающей среды до температуры от около 30°C до около 150°C в пределах промежутка времени меньше чем около 5 секунд. Следует понимать, что системы по настоящему изобретению могут использовать нагреватели, которые выполняют отмеченное нагревание нанесенных этикеток в течение промежутков времени, больших чем 5 секунд. Примерами подходящих нагревателей являются ранее отмеченные здесь. Предпочтительно, системы и более конкретно нагреватели являются способными нагревать отмеченные этикетки до температуры от около 50°C до около 100°C. Предпочтительно, системы и более конкретно нагреватели являются способными нагревать отмеченные этикетки до указанных температур в пределах промежутка времени, меньшего чем 3 секунды, и наиболее предпочтительно в пределах промежутка времени, меньшего чем 1 секунда. Предпочтительно, нагреватели представляют собой радиационные нагреватели. Однако, как отмечено здесь, может быть использовано большое множество нагревающих устройств. Системы также могут содержать один или более датчиков температуры, таких как датчики инфракрасного излучения (ИК), для удобного и точного измерения температуры этикетки во время и после операции нагревания.
Примеры
Емкости были этикетированы полипропиленовыми этикетками при температуре, ниже которой этикетированные емкости типично оставались бы без дефектов. Все этикетки были нанесены без дефектов во время нанесения. Этикетированные емкости затем были немедленно помещены в печь при 100°C на различные периоды выдержки. Конечная температура этикеток была измерена в конце термостарения. Емкости затем были осмотрены после старения в 1 неделю при комнатной температуре.
Контрольный образец, который не был подвергнут обработке последующего нагревания, не прошел испытания через 1 неделю вследствие образования дефектов. Все образцы, которые были подвергнуты в течение по меньшей мере 30 секунд последующему нагреванию в 100°C (стандарты), прошли контроль после старения в 1 неделю. Основываясь на этих результатах, считается, что температура на выходе по меньшей мере 50°C является достаточной на этапе последующего нагревания для предотвращения дефектов этого конкретного материала этикетки.
Хотя различные процессы обработки, описанные здесь, были описаны совместно с исключением одного или более этапов нагревания до или во время нанесения этикетки, следует понимать, что настоящее изобретение также включает применение процессов обработки, использующихся совместно с операциями этикетирования, которые используют нагревание. Таким образом, процессы обработки, описанные здесь, предполагаются для массы операций этикетирования.
Хотя настоящее изобретение и его различные предпочтительные варианты осуществления были описаны с точки зрения нанесения этикеток и, в частности, чувствительных к давлению усаживающихся этикеток на криволинейные поверхности емкостей, следует понимать, что настоящее изобретение является применимым для нанесения этикеток, пленок или других тонких гибких элементов на другие поверхности, помимо связанных с емкостями. Сверх того, также предполагается, что изобретение может быть применено для нанесения таких элементов на относительно плоские планарные поверхности.
Дополнительные подробности, связанные с нанесением чувствительных к давлению этикеток и, в частности, чувствительных к давлению усаживающихся этикеток, даны в международной публикации WO 2008/124581, публикации патентной заявки US 2009/0038736 и публикации патентной заявки US 2009/0038737.
Дополнительные подробности, связанные с технологией термотрансферного этикетирования, даны в патенте US 4610744, патенте US 6698958, публикации патентной заявки US 2008/0185093, публикации патентной US 2007/0275319, публикации патентной заявки US 2007/0009732, публикации патентной заявки US 2005/0100689, международной публикации WO 2004/050262, международной публикации WO 2005/069256, патенте US 7758938, патенте US 6756095, международной публикации WO 2002/055295, патенте US 6228486, патенте US 6461722, международной публикации WO 2000/20199, международной публикации WO 2000/23330, патенте US 6796352, международной публикации WO 2002/12071, патентной публикации US 2007/0281137 и международной публикации WO 2007/142970.
Многие другие преимущества, несомненно, станут очевидными из будущего применения и развития этой технологии.
Все патенты, опубликованные заявки и статьи, отмеченные здесь, таким образом, полностью включены путем ссылки.
Как описано выше, настоящее изобретение решает многие проблемы, связанные с устройствами и способами предшествующего типа. Однако следует понимать, что различные изменения в деталях, материалах и расположениях частей или операций, которые были здесь описаны и показаны для объяснения сущности изобретения, могут быть внесены специалистами в данной области, не отступая от идеи и объема изобретения, как выражено в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601926C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601937C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2010 |
|
RU2551070C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ И СИСТЕМА ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЯ | 2009 |
|
RU2507133C2 |
| ЛЕНТОЧНАЯ СИСТЕМА НАНЕСЕНИЯ ЭТИКЕТОК | 2011 |
|
RU2553960C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2009 |
|
RU2512867C2 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| УСАДОЧНЫЕ ЭТИКЕТКИ ИЗ ОРИЕНТИРОВАННОЙ ПОЛИСТИРОЛЬНОЙ ПЛЕНКИ, ВКЛЮЧАЮЩЕЙ МЕЛКИЕ ЧАСТИЦЫ КАУЧУКА, НИЗКОЕ СОДЕРЖАНИЕ ГЕЛЯ ЧАСТИЦ КАУЧУКА И БЛОК-СОПОЛИМЕРЫ | 2006 |
|
RU2415162C2 |
| БЕЗОСНОВНАЯ ЭТИКЕТКА И АКТИВИРУЕМЫЙ АДГЕЗИВ, СИСТЕМА, УСТРОЙСТВО И СПОСОБ ДЛЯ ИХ НАНЕСЕНИЯ | 2012 |
|
RU2629170C2 |
| СПОСОБ НАНЕСЕНИЯ САМОКЛЕЯЩЕЙСЯ УСАДОЧНОЙ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2012 |
|
RU2561900C2 |


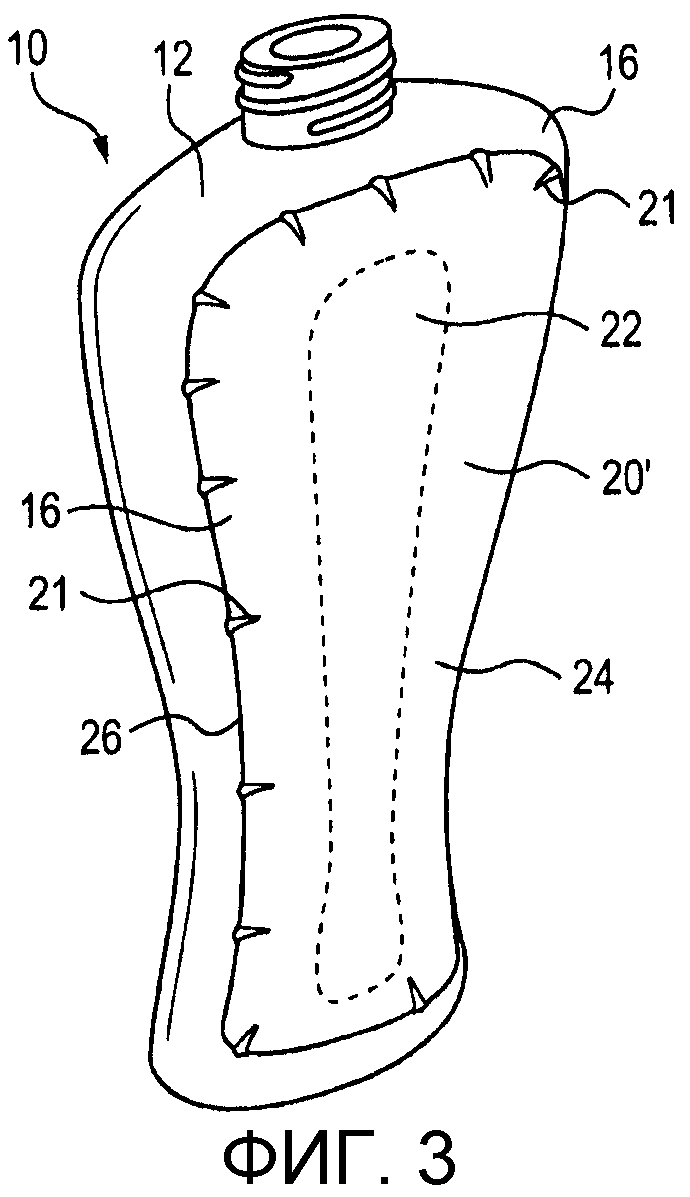
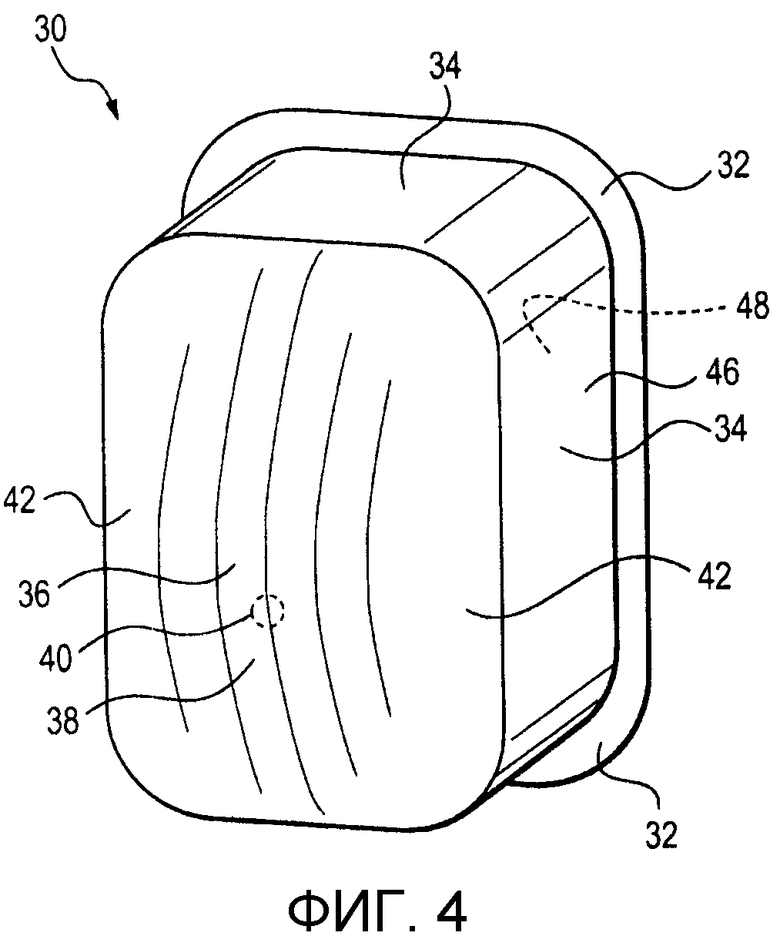






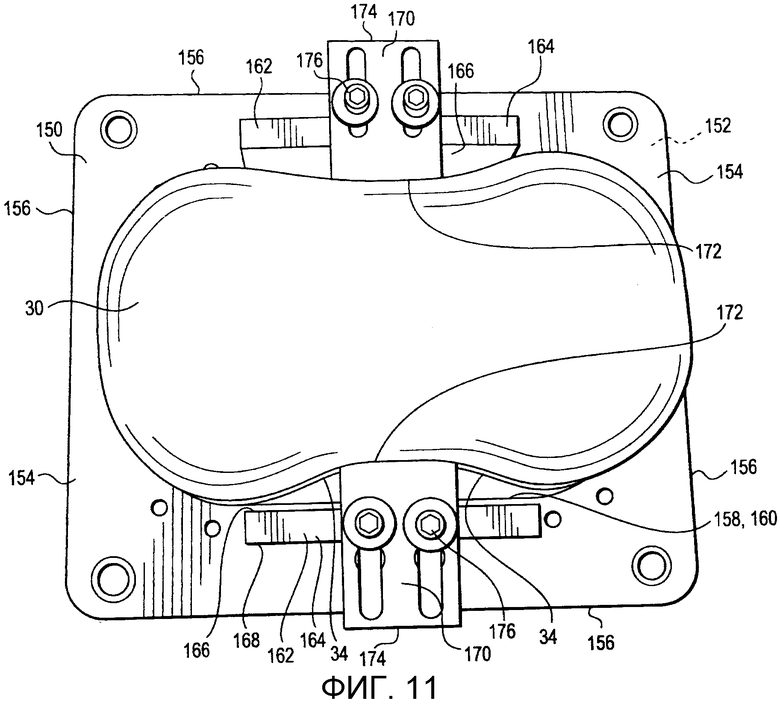


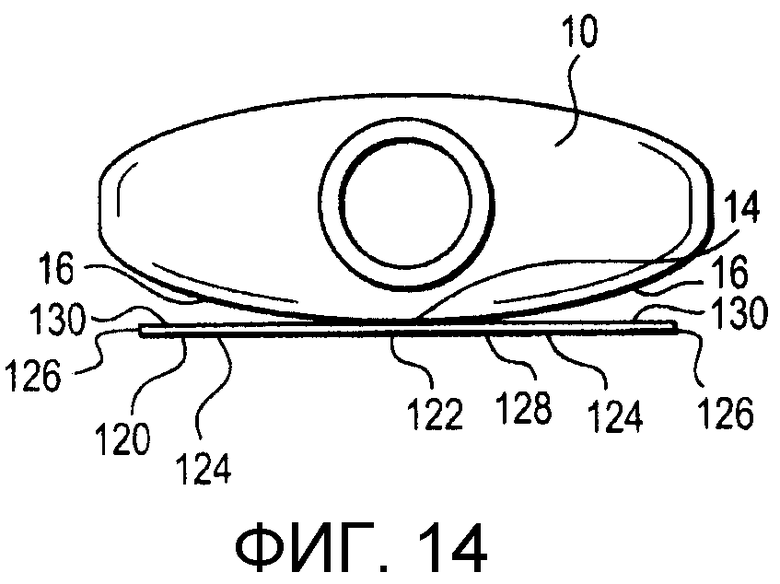


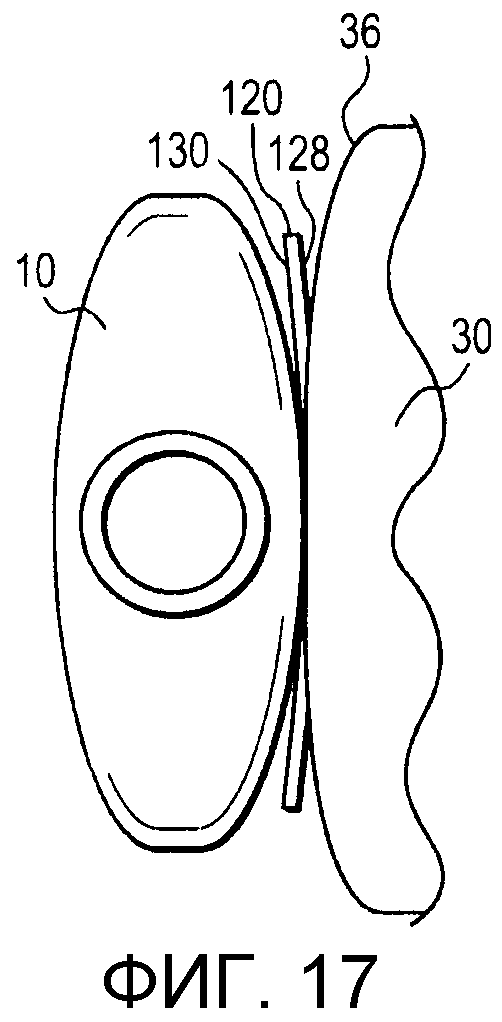

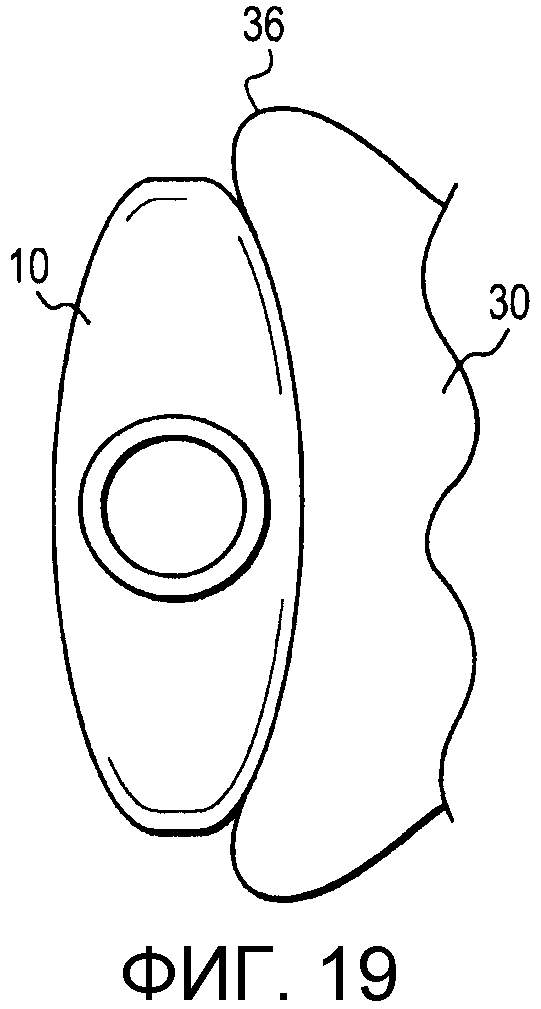
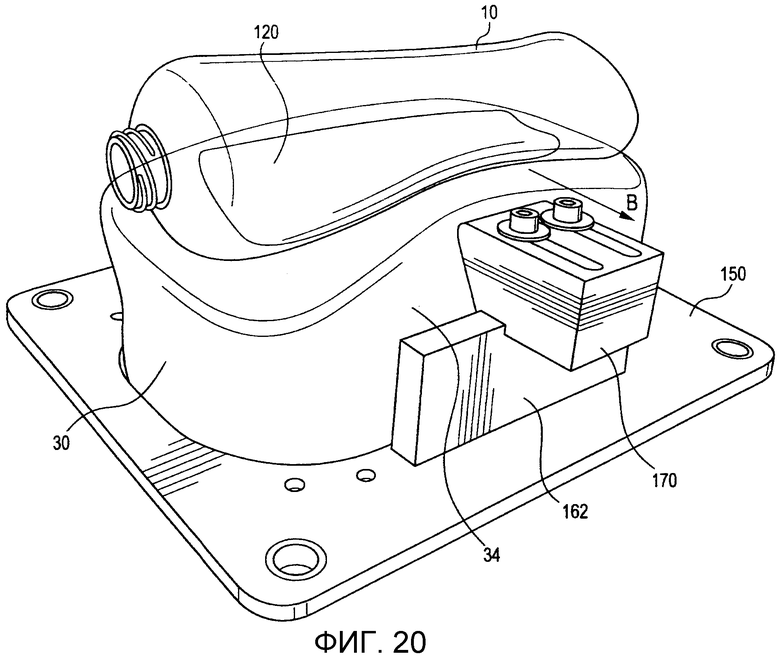




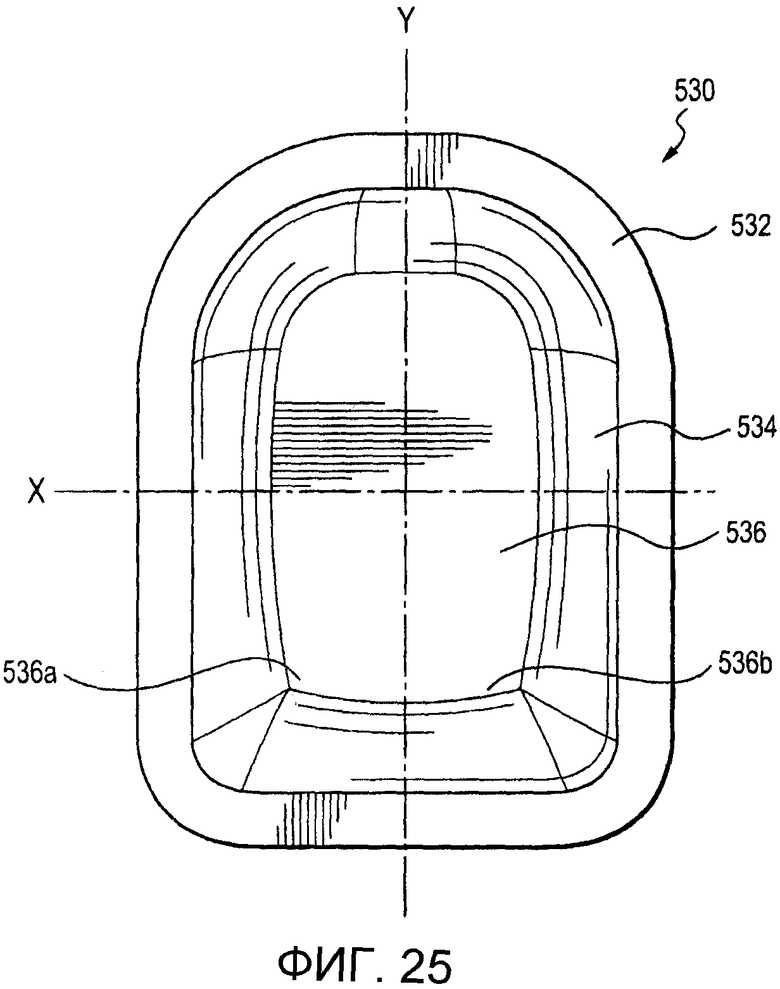

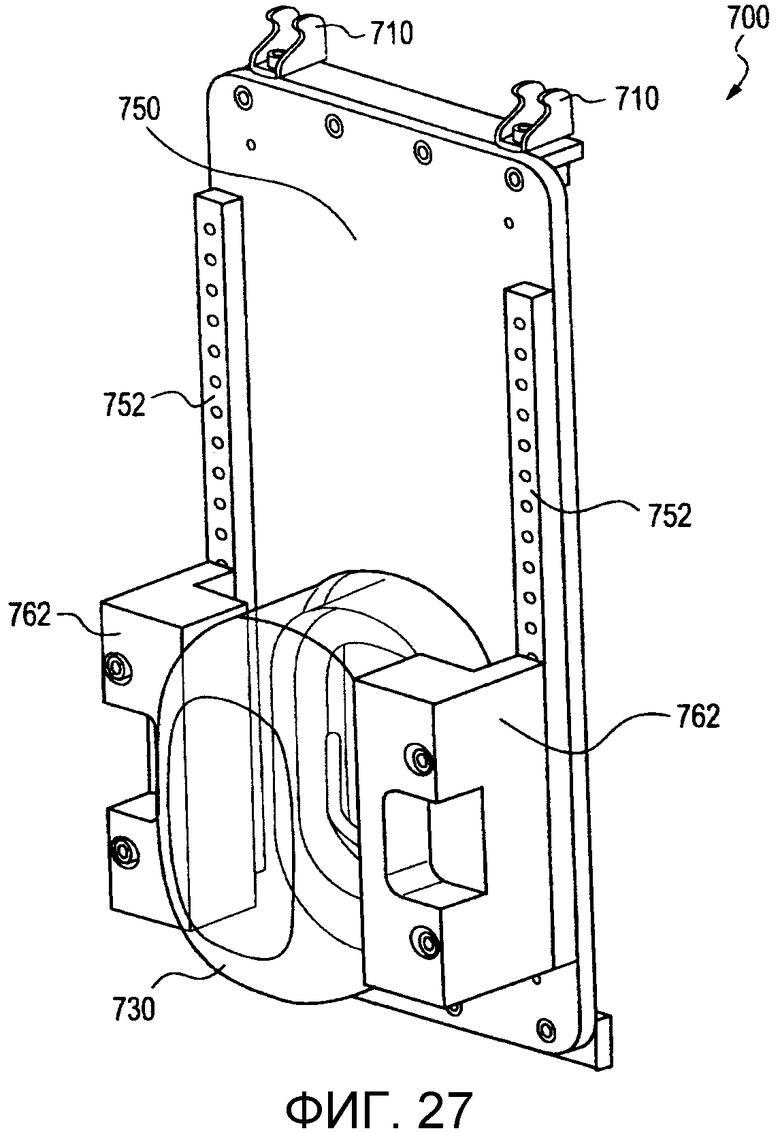
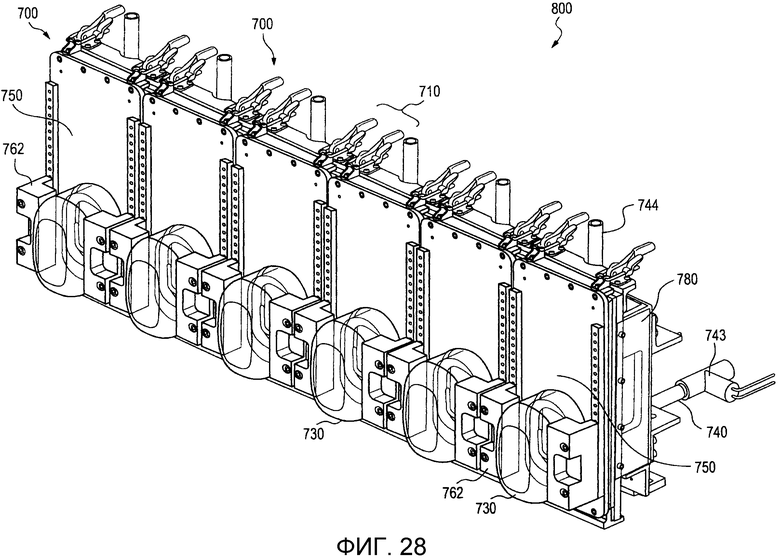


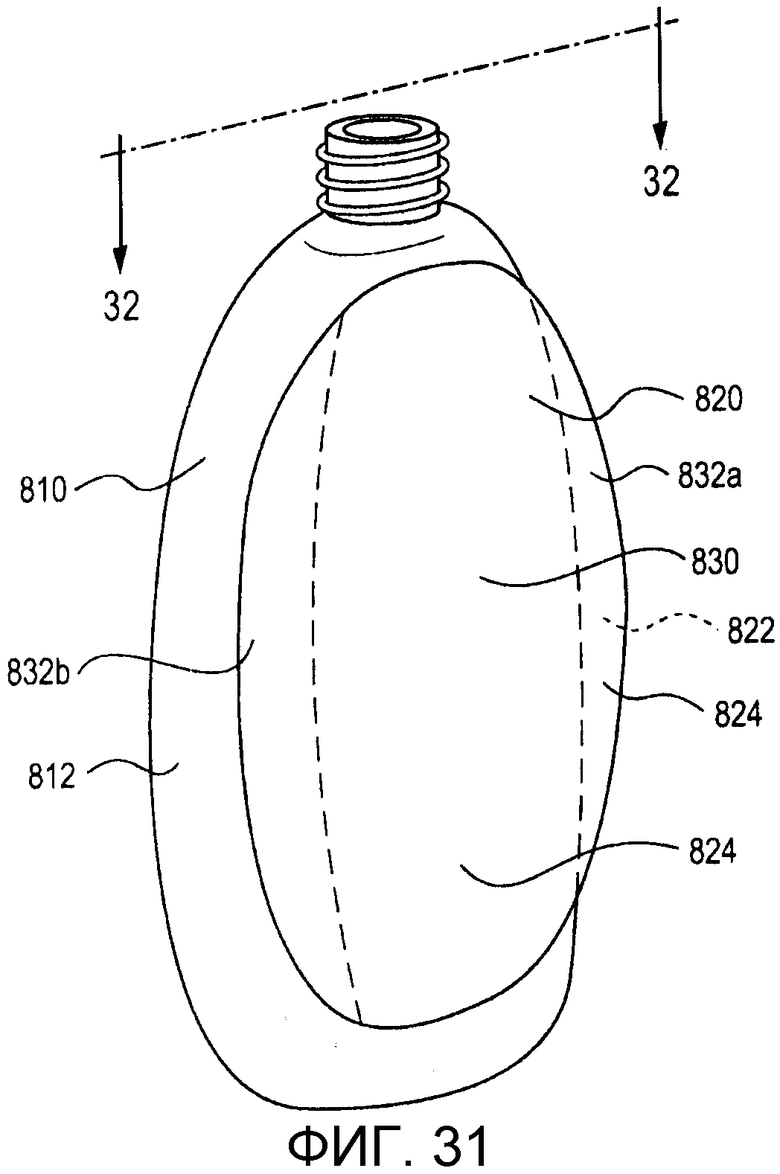


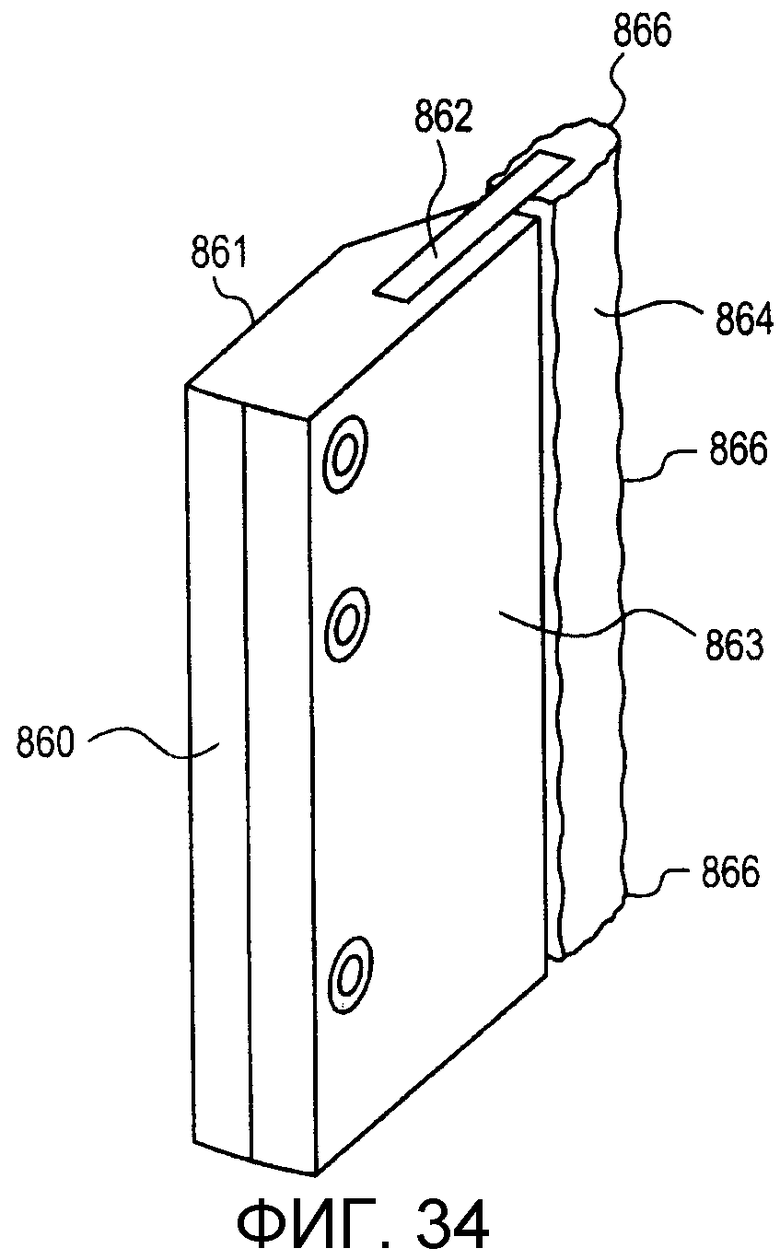


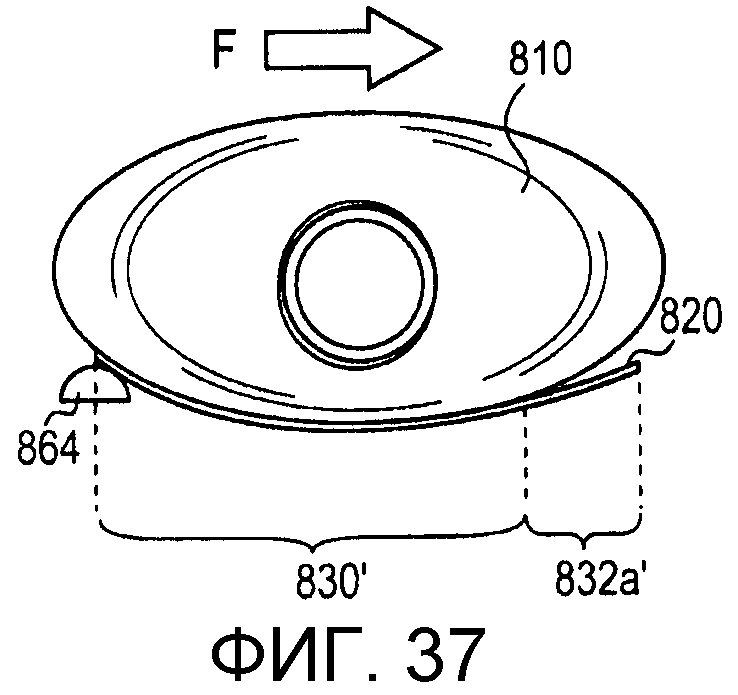

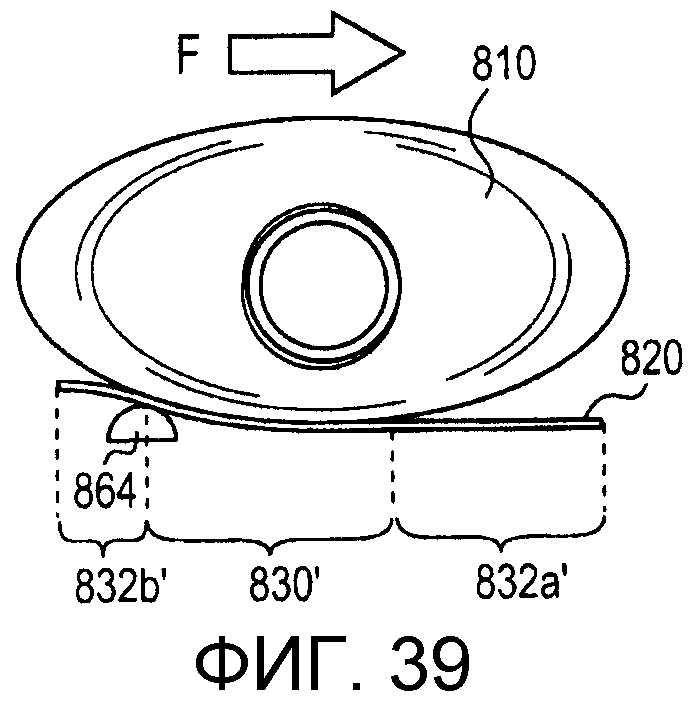


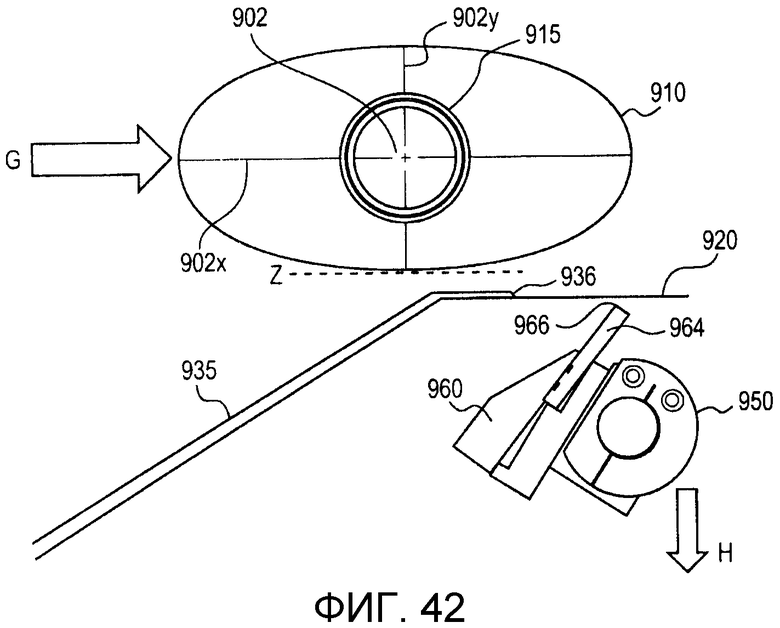
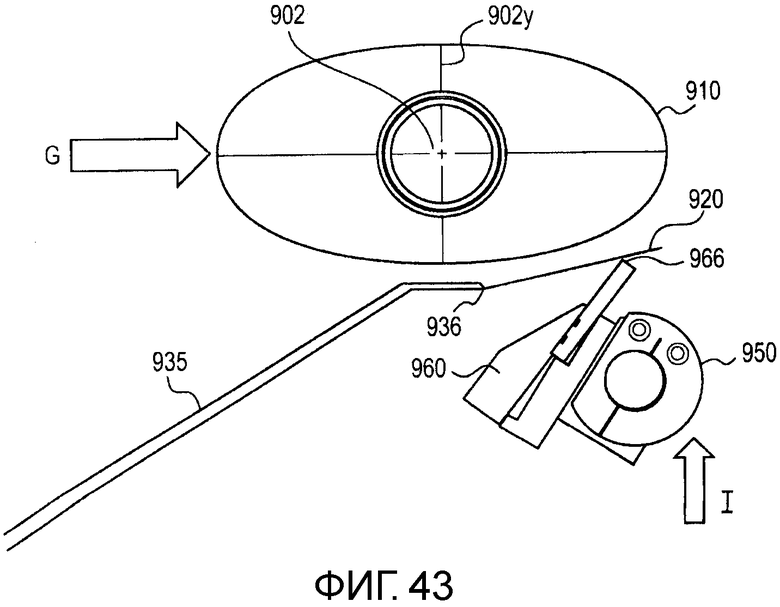

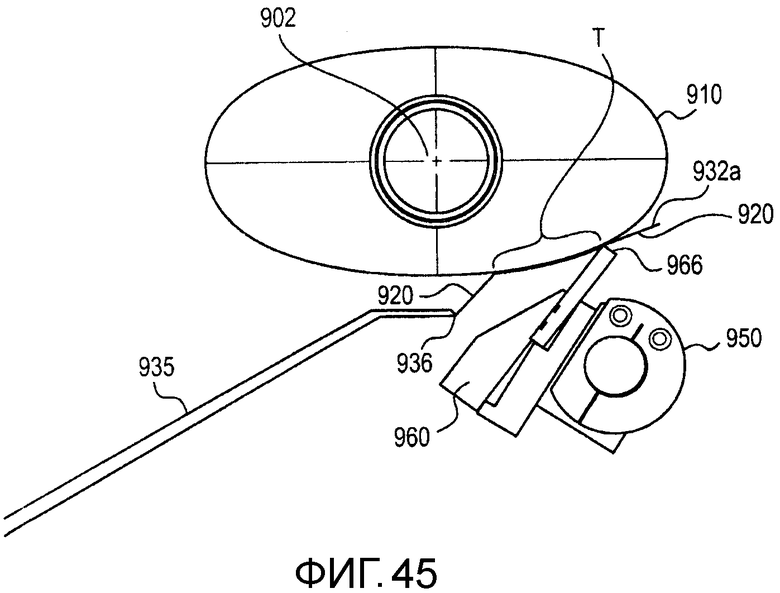


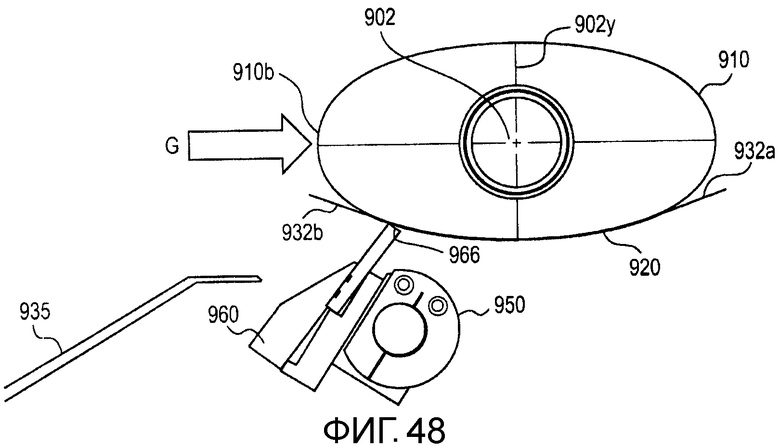

Способ нанесения термотрансферного рисунка с поддерживающего элемента или полотна на емкость, где термотрансферный рисунок включает область краски или другого пигментированного состава, расположенного на поддерживающем элементе, при этом способ включает: обеспечение устройства для обработки этикеток, содержащего (i) жесткую раму, задающую первую грань и противоположно направленную вторую грань, при этом рама задает отверстие, проходящее между первой и второй гранями; и (ii) гибкий элемент, размещенный рядом по меньшей мере с одной из первой грани и второй грани рамы и проходящий через отверстие рамы и выступающий наружу от второй грани рамы. Гибкий элемент задает внешнюю поверхность для соприкосновения с поддерживающим элементом, гибкий элемент задает внутреннюю полую область, доступную со стороны первой грани рамы, и гибкий элемент является деформируемым при приложении усилия соприкосновения с этикеткой к участку элемента, выступающему наружу от второй грани рамы. Способ включает нагревание гибкого элемента и расположение термотрансферного рисунка и поддерживающего элемента между внешней поверхностью гибкого элемента и емкостью. Соприкосновение внешней поверхности гибкого элемента с поддерживающим элементом и соприкосновение термотрансферного рисунка с емкостью, и приложение усилия соприкосновения с этикеткой к гибкому элементу, посредством чего гибкий элемент деформируется, а термотрансферный рисунок по меньшей мере частично переносится на емкость. 2 н. и 14 з.п. ф-лы, 49 ил.
1. Способ нанесения термотрансферного рисунка с поддерживающего элемента или полотна на емкость, где термотрансферный рисунок включает область краски или другого пигментированного состава, расположенного на поддерживающем элементе, при этом способ включает:
обеспечение устройства для обработки этикеток, содержащего (i) жесткую раму, задающую первую грань и противоположно направленную вторую грань, при этом рама задает отверстие, проходящее между первой и второй гранями; и (ii) гибкий элемент, размещенный рядом по меньшей мере с одной из первой грани и второй грани рамы и проходящий через отверстие рамы и выступающий наружу от второй грани рамы, при этом гибкий элемент задает внешнюю поверхность для соприкосновения с поддерживающим элементом, гибкий элемент задает внутреннюю полую область, доступную со стороны первой грани рамы, и гибкий элемент является деформируемым при приложении усилия соприкосновения с этикеткой к участку элемента, выступающему наружу от второй грани рамы;
нагревание гибкого элемента,
расположение термотрансферного рисунка и поддерживающего элемента между внешней поверхностью гибкого элемента и емкостью,
соприкосновение внешней поверхности гибкого элемента с поддерживающим элементом и соприкосновение термотрансферного рисунка с емкостью, и
приложение усилия соприкосновения с этикеткой к гибкому элементу, посредством чего гибкий элемент деформируется, а термотрансферный рисунок по меньшей мере частично переносится на емкость.
2. Способ по п.1, в котором термотрансферный рисунок включает слой отделяющегося материала между краской или другим пигментированным составом и поддерживающим элементом.
3. Способ по п.1 или 2, в котором гибкий элемент нагревается до температуры, достаточной для отделения термотрансферного рисунка от поддерживающего элемента.
4. Способ по п.1, в котором устройство для обработки этикеток дополнительно содержит источник тепла, размещенный во внутренней полой области гибкого элемента, для нагревания внешней поверхности гибкого элемента.
5. Способ по п.4, в котором источник тепла включает в себя питающийся электроэнергией резистивный нагреватель, размещенный во внутренней полой области гибкого элемента.
6. Способ по п.1, в котором гибкий элемент включает в себя силиконовый материал.
7. Способ по п.1, в котором гибкий элемент задает продольную ось и имеет такую форму, чтобы быть симметричным вокруг продольной оси.
8. Способ по п.1, в котором рама включает в себя по меньшей мере один направляющий элемент, проходящий от второй грани рамы, при этом по меньшей мере один направляющий элемент проходит по меньшей мере частично вдоль латеральной области гибкого элемента.
9. Способ по п.1, в котором рама включает в себя первый направляющий элемент и второй направляющий элемент, проходящие от второй грани рамы, при этом первый и второй направляющие элементы отделены по меньшей мере частью отверстия.
10. Способ по п.1, в котором гибкий элемент размещен между первым и вторым направляющими элементами, при этом первый и второй направляющие элементы служат для ограничения степени направленной латерально наружу деформации гибкого элемента при приложении усилия соприкосновения с этикеткой к гибкому элементу.
11. Способ по п.1, в котором гибкий элемент дополнительно включает в себя:
основание, находящееся в соприкосновении с по меньшей мере одной из первой грани и второй грани рамы;
множество боковых стенок, выступающих от основания; и
куполообразную поверхность, причем куполообразная поверхность включает внешнюю поверхность для нагревания и соприкосновения с этикеткой;
при этом множество боковых стенок проходит между основанием и куполообразной поверхностью и выполнено за одно целое с основанием и куполообразной поверхностью.
12. Способ по п.1, в котором отверстие рамы задает четыре края, и гибкий элемент включает в себя четыре боковые стенки, причем каждая боковая стенка расположена вдоль соответствующего края.
13. Способ по п.1, в котором термотрансферный рисунок характеризуется величиной MTVR (скорость проницаемости водяных паров), составляющей по меньшей мере в 100 г/м2/сут, при измерении в соответствии с процедурой D стандарта ASTM 96E.
14. Система для обработки этикеток, содержащая:
термотрансферную этикетку, включающую поддерживающий элемент или полотно и область краски или другого пигментированного состава, размещенного на поддерживающем элементе;
устройство для обработки этикеток для одновременного нагревания и соприкосновения этикетки с емкостью, при этом устройство для обработки этикеток включает в себя (i) жесткую раму, задающую первую грань и противоположно направленную вторую грань, где рама задает отверстие, проходящее между первой и второй гранями; и (ii) гибкий элемент, размещенный рядом по меньшей мере с одной из первой грани и второй грани рамы и проходящий через отверстие рамы и выступающий наружу от второй грани рамы, при этом гибкий элемент задает внешнюю поверхность для соприкосновения с этикеткой, гибкий элемент задает внутреннюю полую область, доступную со стороны первой грани, и гибкий элемент является деформируемым при приложении усилия соприкосновения с этикеткой к участку элемента, выступающему наружу от второй грани рамы.
15. Система для обработки этикеток по п.14, в которой термотрансферная этикетка дополнительно включает отделяющийся слой, размещенный между областью краски и поддерживающим элементом.
16. Система для обработки этикеток по п.14 или 15, в которой термотрансферная этикетка характеризуется величиной MVRT, составляющей по меньшей мере в 100 г/м2/сут, при измерении в соответствии с процедурой D стандарта ASTM 96E.
| US 4874454 A, 17.10.1989 | |||
| US 6850262 B2, 01.02.2005 | |||
| WO 1997000773 A1, 09.01.1997 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2007 |
|
RU2356951C1 |

