Настоящее изобретение относится к способу очистки жидкого углеводородного сырья, например, фракций с установок первичной переработки нефти, с помощью адсорбционной установки, содержащей по меньшей мере один регенерируемый адсорбент. Способ согласно изобретению находит применение, в частности, при обработке легких нефтяных погонов.
УРОВЕНЬ ТЕХНИКИ
Сырая нефть, которую добывают из геологических формаций, представляет собой сложную смесь различных углеводородных соединений, которая как таковая не имеет коммерческой ценности. Чтобы сделать ее пригодной для использования, сырую нефть необходимо подвергнуть нескольким стадиям обработки, чтобы выделить различные фракции, представляющие промышленный и коммерческий интерес в таких разных областях как энергия, транспорт и химия.
Эти стадии обработки осуществляют на установках очистки разной сложности, которые включают в себя по меньшей мере одну установку первичной переработки нефти. Этап первичной переработки обычно проводят в колонне, он заключается в разделении углеводородных соединений в зависимости от их температуры кипения. Учитывая, что сырая нефть состоит из большого числа соединений, при этом стремятся получить не чистые соединения, а скорее "погоны", которые объединяют соединения, имеющие близкие физико-химические характеристики. После фракционирования эти погоны еще содержат нежелательные примеси, такие, как вода, серо-, азот- или кислородсодержащие соединения, которые необходимо удалить при последующих операциях очистки.
Одним способом осуществления очистки является способ адсорбции, который состоит в прохождении подлежащего обработке сырья через адсорбционную колонну, содержащую твердый адсорбент, имеющий сильное сродство с примесями, которые требуется удалить. После того как твердый адсорбент насыщен примесями, его нужно регенерировать путем десорбции с помощью текучей среды, называемой "регенерирующим агентом". Одним способом, применяемым для очистки жидкого сырья, является способ адсорбции при переменной температуре (TSA, от "Thermal Swing Adsorption" или "способ регенерации путем модулирования температуры"), в котором фаза адсорбции проводится при температуре в пределах от -50 до 100°C, а фаза десорбции осуществляется при высокой температуре, обычно от 100 до 350°C, с помощью предварительно нагретой текучей среды.
Таким образом, осуществление способа TSA требует иметь в распоряжении на месте самой обработки источник регенерирующего агента, что влечет затраты, связанные с поставкой и хранением этого агента.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, задачей изобретения является предложить способ очистки углеводородов путем адсорбции, благодаря которому можно избавиться от необходимости подачи регенерирующего агента, извне в установку обработки, и который является более экономичным благодаря улучшенной тепловой интеграции.
С этой целью предлагается способ очистки углеводородного сырья, содержащего примеси, в котором одновременно осуществляют следующие этапы:
a) обработку в жидкой фазе углеводородного сырья в первой адсорбционной установке, содержащей первую и вторую адсорбционные колонны, заполненные соответственно первым и вторым твердым адсорбентом, причем первая и вторая адсорбционные колонны работают параллельно и попеременно в режиме адсорбции и в режиме регенерации, причем упомянутое углеводородное сырье вводят в первую адсорбционную колонну и приводят в контакт с первым твердым адсорбентом, и на выходе первой адсорбционной колонны отбирают поток углеводородов, обедненный примесями;
b) обработку вторичного жидкого углеводородного сырья, которое состоит или из фракции углеводородного сырья, или из фракции потока углеводородов, обедненного примесями, в установке обработки, и отбор вторичного жидкого углеводородного сырья, обработанного в указанной установке обработки;
c) нагревание обработанного вторичного жидкого углеводородного сырья, поступающего с этапа b);
d) регенерация второго твердого адсорбента из второй адсорбционной колонны вторичным углеводородным сырьем, нагретым на этапе c), путем приведения в контакт указанного сырья со вторым твердым адсорбентом, чтобы десорбировать примеси из второго твердого адсорбента и получить поток, наполненный примесями, причем этап d) осуществляют, направляя указанное нагретое вторичное углеводородное сырье во вторую адсорбционную колонну в противотоке относительно направления введения углеводородного сырья в первую адсорбционную колонну.
Таким образом, способ согласно изобретению использует в качестве регенерирующего агента поток, являющийся внутренним для процесса, который создается in-situ, так что больше нет необходимости иметь источник регенерирующего агента, внешний по отношению к процессу.
В рамках изобретения выражением "внутренняя текучая среда" обозначают поток, создаваемый в одной из установок, используемых в рамках осуществления способа.
Из-за присутствия некоторых примесей внутреннюю текучую среду обычно нельзя использовать напрямую в качестве регенерирующего агента. Согласно настоящему изобретению, внутреннюю текучую среду обрабатывают, чтобы сделать ее химически «инертной» в отношении твердого адсорбента. В рамках изобретения обработка предназначена воспрепятствовать дезактивации твердого адсорбента, когда упомянутая внутренняя текучая среда приводится в контакт с адсорбентом во время фазы регенерации. Например, в качестве примесей можно назвать олефины, которые имеют тенденцию к образованию предшественников кокса на поверхности твердого адсорбента под воздействием высоких температур.
Благодаря предлагаемому изобретением способу улучшается тепловая интеграция вследствие введения этапа обработки регенерирующего агента в рамках процесса адсорбционной обработки. Тепловая энергия, используемая перед этапом обработки или после, преимущественно рекуперируется для доведения затем регенерирующего агент до его рабочей температуры регенерации. Действительно, в случае, когда обработка регенерирующего агента проводится в установке обработки, полностью не зависимой от очистной установки, необходимо охлаждать обработанную текучую среду для ее хранения до применения. Это охлаждение невыгодно в отношении тепловой интеграции, так как обработанную текучую среду нужно снова доводить до высоких температур, чтобы ее можно было применять в качестве регенерирующего агента.
Согласно изобретению, введение обработанного регенерирующего агента в адсорбционную колонну для регенерации осуществляется в противотоке направлению введения подлежащего обработке сырья в колонну, когда она работает в режиме адсорбции. Этот режим работы выгоден, так как он требует меньшей подачи тепла для обеспечения такого же качества регенерации, что в итоге выражается в снижении эксплуатационных расходов.
Другим преимуществом изобретения является то, что получают способ, который работает автономно. Другое преимущество способа по изобретению заключается в том, что установку обработки можно легко адаптировать к подлежащему обработке сырью, в частности, к примесям, которые в нем содержатся.
Преимущественно, размеры установки обработки выбирают так, чтобы обрабатывать только такое количество внутренней текучей среды (т.е. углеводородного сырья или обработанного потока углеводородов), какое необходимо для регенерации адсорбционных колонн первой адсорбционной установки.
Предпочтительно, способ осуществляют таким образом, чтобы переключение режима работы первой и второй адсорбционных колонн производилось так, чтобы вторая адсорбционная колонна работала в режиме адсорбции, а первая колонна работала в режиме регенерации. Переключение может осуществляться периодически или в зависимости от степени насыщения твердого адсорбента.
Согласно одному варианту осуществления, установка обработки на этапе b) является второй адсорбционной установкой, содержащей третью и четвертую адсорбционные колонны, содержащие соответственно третий и четвертый твердый адсорбент. В третьей адсорбционной колонне приводят в контакт вторичное жидкое углеводородное сырье с третьим твердым адсорбентом, чтобы получить обработанное вторичное жидкое углеводородное сырье, и наполненный примесями поток, поступающий из второй адсорбционной колонны, работающей в режиме регенерации, подают в четвертую адсорбционную колонну, чтобы регенерировать четвертый твердый адсорбент и отвести поток, содержащий примеси.
В одном предпочтительном варианте осуществления режим работы третьей и четвертой адсорбционных колонн переключают так, чтобы четвертая адсорбционная колонна работала в режиме адсорбции, а третья колонна работала в режиме регенерации. Переключение может производиться периодически или в зависимости от степени насыщения твердого адсорбента.
Согласно одному варианту, режим работы четырех адсорбционных колонн на адсорбцию или регенерацию меняется одновременно: одновременно переключают режим работы на адсорбцию или на регенерацию первой и третьей колонн, и в это же время переключают режим работы на адсорбцию или на регенерацию второй и четвертой адсорбционных колонн.
В этом предпочтительном варианте осуществления изобретения, размеры третьей и четвертой адсорбционных колонн могут быть рассчитаны таким образом, чтобы они насыщались примесями одновременно или после насыщения первой и второй адсорбционных колонн. В рамках этого варианта режим работы четырех адсорбционных колонн может переключаться одновременно, когда первая или вторая адсорбционная колонна, работающая на адсорбцию, насыщается примесями. Согласно этому предпочтительному варианту, первая и третья адсорбционные колонны, с одной стороны, или вторая и четвертая адсорбционные колонны, с другой стороны, работают одновременно либо на адсорбцию, либо на регенерацию. Так, например, когда первая и третья адсорбционные колонны одновременно работают в режиме адсорбции, регенерируется второй твердый адсорбент из второй адсорбционной колонны вторичным сырьем, нагретым на этапе c), чтобы десорбировать примеси из второго твердого адсорбента, и регенерируется четвертый твердый адсорбент из четвертой адсорбционной колонны потоком, поступающим из второй адсорбционной колонны. И наоборот, когда вторая и четвертая адсорбционные колонны одновременно действуют в режиме адсорбции, регенерируется первый твердый адсорбент из первой адсорбционной колонны вторичным сырьем, нагретым на этапе c), чтобы десорбировать примеси из первого твердого адсорбента, и регенерируется третий твердый адсорбент из третьей адсорбционной колонны потоком, поступающим из первой адсорбционной колонны.
Согласно другому варианту осуществления, в установке обработки на этапе b) путем адсорбции удаляется по меньшей мере часть сераорганических соединений, присутствующих во вторичном жидком углеводородном сырье.
Согласно другому варианту осуществления, в установке обработки на этапе b) осуществляется селективное гидрирование по меньшей мере части олефиновых соединений, присутствующих во вторичном жидком углеводородном сырье.
Способ по настоящему изобретению применим к обработке углеводородного сырья, которое находится в жидком состоянии при рабочих температуре и давлении в установке адсорбции/регенерации.
Способ согласно изобретению применим к углеводородному сырью, выбранному из погона, содержащего углеводороды с количеством атомов углерода от 2 до 8, и погона, содержащего углеводороды с температурой кипения в интервале от 0 до 200ºC. Например, это может быть погон, содержащий пропан, бутан, пентан, гексан и т.д., по отдельности или в смеси, легкая или тяжелая фракция нафты. Углеводородное сырье, которое требуется очистить, предпочтительно содержит менее 50% олефинов по массе от полной массы погона, предпочтительно менее 20% по массе и еще более предпочтительно менее 10% по массе.
Согласно изобретению, твердые адсорбенты, применяющиеся в способе, выбраны из оксидов металлов (по отдельности или в смеси с одним или несколькими связующими или осажденные на подложку), сульфидов металлов (по отдельности или в смеси с одним или несколькими связующими или осажденных на подложку), восстановленных металлов (по отдельности или в смеси с одним или несколькими связующими или осажденных на подложку), которые необязательно могут быть легированы и/или сульфированы, из MOF (металлоорганические каркасные структуры, от английского Metal Organic Framework) или из их смесей. Предпочтительно, они содержат по меньшей мере один элемент, выбранный из активированных или промотированных оксидов алюминия, глин, молекулярных сит, таких, как цеолиты, силикагелей, алюмосиликатов, активированных углей.
В фазе адсорбции температура составляет примерно от -50 до 100°C, предпочтительно от 0 до 50°C, а давление составляет от 10-3 до 10 МПа, более предпочтительно от 0,1 до 5 МПа. Что касается фазы регенерации, она предпочтительно проводится при температуре в интервале от 100 до 350°C, предпочтительно от 200 до 310°C и при давлении примерно от 10-3 до 10 МПа, более предпочтительно от 0,1 до 5 МПа.
Согласно настоящему изобретению, адсорбция может осуществляться с применением любого типа адсорбционной технологии, известной специалисту, предпочтительно применяют технологию с твердым адсорбентом в неподвижном слое.
Согласно настоящему изобретению, примеси, которые необходимо удалить из углеводородного сырья, могут быть выбраны из воды, азотсодержащих соединений, серосодержащих соединений, кислородсодержащих соединений, ароматических соединений, хлорсодержащих соединений, ртути, арсинов и фосфинов, по отдельности или в смеси.
Другие характеристики и преимущества изобретения станут более понятными при изучении описания, проводимого с обращением к чертежам, на которых:
фиг. 1 показывает блок-схему первого примера установки очистки согласно изобретению,
фиг. 2 показывает блок-схему второго примера установки очистки согласно изобретению, в котором установка обработки представляет собой реактор гидрирования,
фиг. 3 показывает блок-схему третьего примера установки очистки согласно изобретению, в котором установка обработки представляет собой нерегенерируемую адсорбционную колонну,
Фиг. 4 и 5 каждая показывает блок-схему, похожую соответственно на схемы с фиг. 1 и 2, но в которых введение подлежащего обработке сырья в колонну, работающую в фазе адсорбции, производится в противотоке направлению введения регенерирующего агента в адсорбционную колонну, которая находится в фазе регенерации.
Фиг. выполнены без соблюдения масштаба. Как правило, похожие элементы обозначены одинаковыми позициями на чертежах.
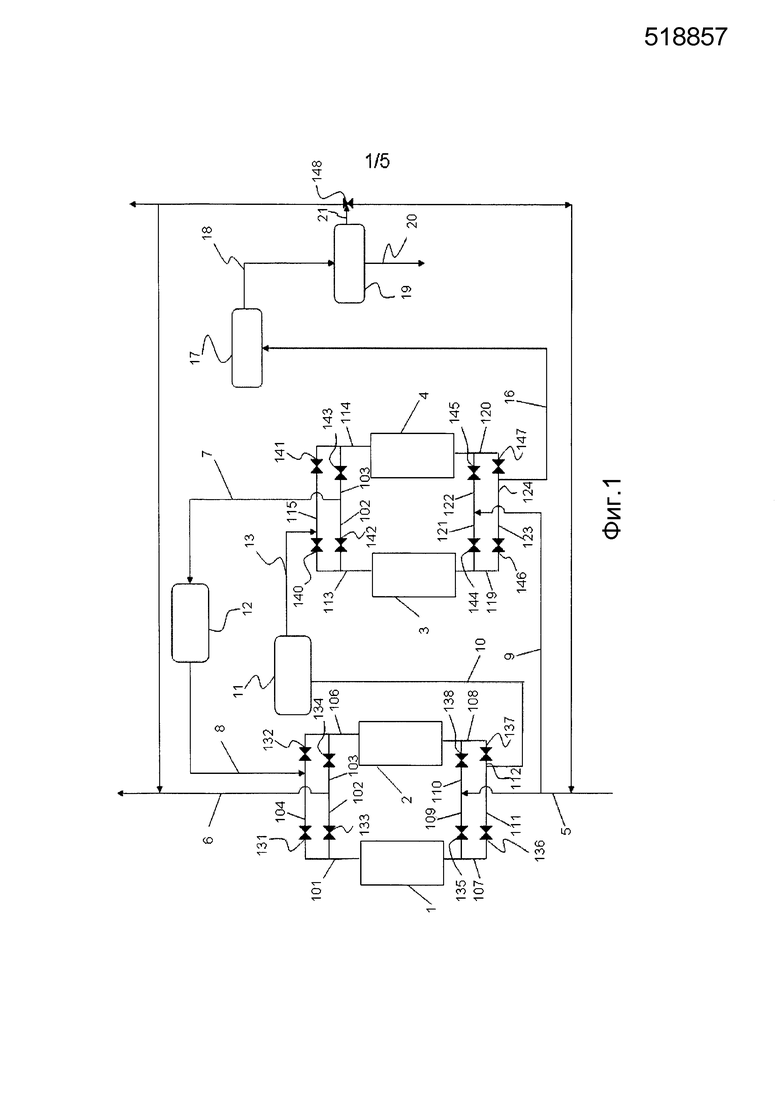
Фиг. 1 представляет первый реализации установки очистки согласно изобретению, который может быть использован для осуществления способа согласно изобретению. Эта установка содержит:
• первую адсорбционную колонну 1, наполненную первым твердым адсорбентом;
• вторую адсорбционную колонну 2, содержащую второй твердый адсорбент, идентичный первому адсорбенту, и устроенную так, чтобы работать по очереди с первой адсорбционной колонной 1, чтобы когда первая колонна 1 работала в режиме адсорбции, вторая колонна 2 работала в режиме регенерации, а когда первая адсорбционная колонна 1 будет насыщена, соответствующие режимы обеих колонн 1,2 переключаются на противоположные;
• установку обработки в широком смысле, которая в настоящем примере состоит из второй установки адсорбции/регенерации, содержащей третью и четвертую адсорбционные колонны 3, 4, работающие параллельно друг с другом попеременно в режиме адсорбции и регенерации;
• нагревательные средства 12, чтобы нагреть текучую среду, поступающую из третьей и четвертой адсорбционных колонн 3,4.
При эксплуатации, подлежащее обработке сырье подают в первую адсорбционную колонну 1 по линиям 5, 111, 107. Колонна 1, находящаяся в фазе адсорбции, работает при температуре, обычно составляющей от -50 до 100°C, предпочтительно от 0 до 50°C, и при давлении от 10-3 до 10 МПа, предпочтительно от 0,1 до 5 МПа. Адсорбционные колонны 1,2 заполнены твердым адсорбентом или смесью твердых адсорбентов, выбранных из оксидов металлов (по отдельности или в смеси с одним или несколькими связующими или осажденных на подложку), сульфидов металлов (по отдельности или в смеси с одним или несколькими связующими или осажденных на подложку), восстановленных металлов (по отдельности или в смеси с одним или несколькими связующими или осажденных на подложку), которые необязательно могут быть легированы и/или сульфированы, из MOF (металлоорганические каркасные структуры, от английского Metal Organic Framework). Предпочтительно выбирать твердый адсорбент или смесь твердых адсорбентов из активированных или промотированных оксидов алюминия, глин, молекулярных сит, таких, как цеолиты, силикагелей, алюмосиликатов, активированных углей. Подходящие для применения твердые адсорбенты выбирают, разумеется, в зависимости от примесей, которые требуется адсорбировать. В качестве примера (но не ограничения), примеси представляют собой воду, азотсодержащие соединения, серосодержащие соединения, кислородсодержащие соединения, ароматические соединения, хлорсодержащие соединения, ртуть, арсины и фосфины.
Способ очистки согласно изобретению применим к любому углеводородному сырью, которое находится в жидком состоянии при температурах и давлениях, устанавливаемых в условиях работы адсорбционной колонны. Так, углеводородное сырье может быть выбрано из погона, содержащего углеводороды с количеством атомов углерода от 2 до 8, и погона, содержащего углеводороды с температурой кипения в интервале от 0 до 200ºC. Например, это может быть погон, содержащий пропан, бутан, пентан, гексан и т.д., по одиночке или в смеси, легкая или тяжелая фракция нафты. Углеводородное сырье, которое требуется очистить, предпочтительно содержит менее 50 % по массе олефинов от полной массы погона, предпочтительно менее 20% по массе и еще более предпочтительно менее 10% по массе.
Очищенный поток выводится из колонны 1 по линиям 101, 102, 6 на другую установку или просто направляется в зону хранения.
Параллельно и одновременно, колонна 2 работает в фазе регенерации, чтобы восстановить адсорбционную способность твердых адсорбентов, наполненных примесями в ходе предыдущего рабочего цикла. Для осуществления этой регенерации посредством модуляции температуры (способ TSA) необходимо располагать "собственной" нагретой текучей средой. Чтобы разрешить проблему получения легкодоступного и недорогого регенерирующего агента, способ согласно изобретению использует текучую среду, происходящую из потока, являющегося внутренним по отношению к процессу. Решение в данном варианте осуществления состоит в том, чтобы взять часть подлежащего обработке сырья и очистить его во второй адсорбционной установке, чтобы уменьшить дезактивацию твердого адсорбента, который требуется регенерировать.
Согласно примеру 1, регенерирующий агент поступает из установки обработки, которая является составной частью установки очистки. Установка обработки содержит две адсорбционные колонны 3 и 4, образующие вторую адсорбционную установку и работающие параллельно и попеременно в режиме адсорбции и регенерации.
Фракция подлежащего обработке сырья подается в адсорбционную колонну 3 по линиям 9, 121, 119 для очистки. Обработанный поток, который служит регенерирующим агентом для первой адсорбционной установки, отводится по линиям 113, 102 и 7 к секции нагрева 12. Секция нагрева может быть использована для нагрева обработанного потока, находящегося в жидкой фазе, до температуры, подходящей для десорбции примесей, удерживаемым твердым адсорбентом в колонне 2 (способ TSA). В рамках изобретения нагрев можно также провести так, чтобы испарить поток и, таким образом, образовать продувочный газ.
Обработанный и нагретый поток (регенерирующий агент) перенаправляют в адсорбционную колонну 2 по линии 8, 104, 106 и приводят в контакт с твердым адсорбентом, содержащим примеси (и даже насыщенным примесями), чтобы десорбировать указанные примеси. Фаза регенерации осуществляется предпочтительно при температуре от 100 до 350°C, предпочтительно от 200 до 310°C и давлении примерно от 10-3 до 10 МПа, предпочтительно от 0,1 до 5 МПа. Как показано на фиг. 1, введение регенерирующего агента в адсорбционную колонну 2, которая работает в режиме регенерации, проводится в противотоке относительно направления введения обрабатываемого сырья в адсорбционную колонну 1. Более точно, согласно фиг. 1, подлежащее обработке сырье подают по линии 5 снизу адсорбционной колонны 1, тогда как регенерирующий агент подают по линиям 8, 104, 106 в верхнюю часть адсорбционной колонны 2.
Регенерирующий агент, нагретый после циркуляции во второй адсорбционной колонне 2 и содержащий примеси, высвобожденные из твердого адсорбента, отбирают из второй адсорбционной колонны 2 по линиям 108, 112 и 10. Как показано на фиг. 1, нагретый регенерирующий агент, содержащий примеси, преимущественно использовать в качестве текучей среды для регенерации твердого адсорбента из четвертой адсорбционной колонны 4. Перед подачей в четвертую колонну 4 регенерирующий агент снова нагревают в нагревательном устройстве 11, которое представляет собой, например, электрическую печь, чтобы довести агент до его рабочей температуры регенерации. Затем регенерирующий агент подают по линиям 13,115,114 в колонну 4, где его приводят в контакт с твердым адсорбентом, который требуется регенерировать. Предпочтительно, как и в случае главной адсорбционной установки, установка обработки регенерирующего агента сконструирована так, чтобы подача указанного агента в адсорбционную колонну 3 в режиме адсорбции осуществлялась в противотоке направлению подачи регенерирующего агента, поступающего из колонны 2, в колонну 4, работающую в режиме регенерации.
Остаточную текучую среду, содержащую примеси, выходящую из четвертой адсорбционной колонны 4, отводят по линии 120, 124 и 16 на конденсатор 17, где она охлаждается. Жидкость, отбираемую из конденсатора 17 по линии 18, можно вернуть в схему либо перед первой адсорбционной установкой, либо после, в зависимости от содержания в ней примесей.
Преимущественно, как показано на фиг. 1, жидкость, поступающую из конденсатора 17, перенаправляют в барабанный сепаратор 19, где сконденсированная несвязанная вода отделяется от углеводородной фазы. В этом случае конденсационную воду проводят по линии 20 на установку водоочистки, а углеводородную фазу отбирают по линии 21 и направляют в схему перед или за первой установкой адсорбции/регенерации в зависимости от содержания в ней примесей. Как упоминалось выше, стадия регенерации в колонне 4 осуществляется предпочтительно при температуре от 100 до 350°C, предпочтительно от 200 до 310°C и давлении примерно от 10-3 до 10 МПа, предпочтительно от 0,1 до 5 МПа.
Когда достигается время цикла работы адсорбционной колонны 1, устанавливаемое, например, исходя из предельного значения адсорбционной емкости, подачу подлежащего обработке углеводородного сырья в колонну 1 прекращают и переключают режим работы колонн 1 и 2. Таким образом, в следующем цикле колонна 1 будет работать в режиме регенерации, а колонна 2 будет работать в режиме адсорбции.
Этот режим работы применим ко второй адсорбционной установке, в которой колонны 3 и 4 работают попеременно в режиме регенерации и адсорбции. Дополнительно и предпочтительно, противоточный режим введения, описанный выше для главной адсорбционной установки (колонна 1 и 2), применим к работе установки обработки регенерирующего агента (колонна 3 и 4).
Согласно предпочтительному режиму работы, переключение режима работы колонн 1 и 2 может вызвать переключение режима работы колонн 3 и 4. Согласно предпочтительному варианту изобретения, размеры колонн 3 и 4 рассчитаны так, чтобы они насыщались примесями одновременно или после насыщения колонн 1 и 2. В рамках этого варианта режим работы четырех колонн переключается одновременно, когда первая или вторая колонна, работающая в режиме адсорбции, насыщается примесями. Согласно этому предпочтительному варианту, колонны 1 и 3, с одной стороны, или 2 и 4, с другой стороны, работают одновременно либо на адсорбцию, либо на регенерацию. Так, например, когда колонны 1 и 3 одновременно работают в режиме адсорбции, регенерируется второй твердый адсорбент вторичным сырьем, нагретым на этапе c), чтобы десорбировать примеси из второго твердого адсорбента, и регенерируется четвертый твердый адсорбент из четвертой адсорбционной колонны 4 потоком, поступающим из второй адсорбционной колонны 2. И наоборот, когда колонны 2 и 4 одновременно работают в режиме адсорбции, регенерируется первый твердый адсорбент вторичным сырьем, нагретым на этапе c), чтобы десорбировать примеси из первого твердого адсорбента, и регенерируется третий твердый адсорбент из третьей адсорбционной колонны 3 потоком, поступающим из первой адсорбционной колонны 1.
Второй вариант осуществления очистной установки похож на вариант согласно примеру 1, но существенно отличается от него тем, что вторая адсорбционная установка, используемая для обработки сырья для того, чтобы сделать его применимым в качестве регенерирующего агента, заменена реактором селективного гидрирования. Очистная установка, представленная на фиг. 2, содержит:
• адсорбционную установку, включающую две адсорбционные колонны 1,2, работающие попеременно в режиме адсорбции и регенерации;
• реактор селективного гидрирования 22;
• нагревательные средства 12, чтобы нагреть поток, обработанный в реакторе полного гидрирования, и привести его в парообразное состояние.
Описание, относящееся к режиму работы первой адсорбционной установки с фиг. 1, применимо и к адсорбционной установке с фиг. 2.
Согласно второму варианту осуществления, установка обработки сырья, которая может использоваться для получения регенерирующего агента in-situ, является установкой селективного гидрирования. Основной функцией этой установки является превращение олефиновых соединений, являющихся предшественниками кокса, в парафиновые соединения.
Согласно фиг. 2, углеводородное сырье отбирают по линии 9 и направляют в реактор селективного гидрирования 22, где его приводят во взаимодействие с водородом в присутствии катализатора селективного гидрирования. Жидкое сырье предварительно нагревают с помощью нагревательного устройства 11 (например, парового теплообменника), прежде чем ввести в реактор селективного гидрирования 22. Обработанный поток, который извлекают из реактора гидрирования 22 по линии 7, затем нагревают в секции нагрева 12, которая может состоять из парового теплообменника и электрической печи, установленных последовательно. Секция нагрева 12 нагревает обработанный поток, чтобы получить регенерирующий агент. Регенерирующий агент, полученный, таким образом, внутри процесса, перенаправляют затем по линиям 8,106 во вторую адсорбционную колонну 2, чтобы регенерировать второй твердый адсорбент.
Как показано на фиг. 2, введение регенерирующего агента, поступающего из установки обработки 22, в адсорбционную колонну 2, находящуюся в режиме регенерации, производится в противотоке относительно направления, в котором подлежащее обработке сырье направляется в адсорбционную колонну, работающую в режиме адсорбции.
Поток, содержащий примеси, отбирают из второй колонны 2 по линиям 108, 112 и 10 на теплообменник 17, где он охлаждается. Жидкость, извлекаемую из теплообменника 17, можно по линии 18 вернуть в схему либо перед, либо за установкой адсорбции/регенерации в зависимости от содержания в ней примесей. Согласно фиг. 2, жидкость сначала направляют в барабанный сепаратор 19, чтобы отделить воду от жидкой углеводородной фазы. Конденсационную воду по линии 20 перенаправляют на установку водоочистки, а углеводородную фазу направляют в схему либо перед, либо после адсорбционной установки в зависимости от содержания в ней примесей.
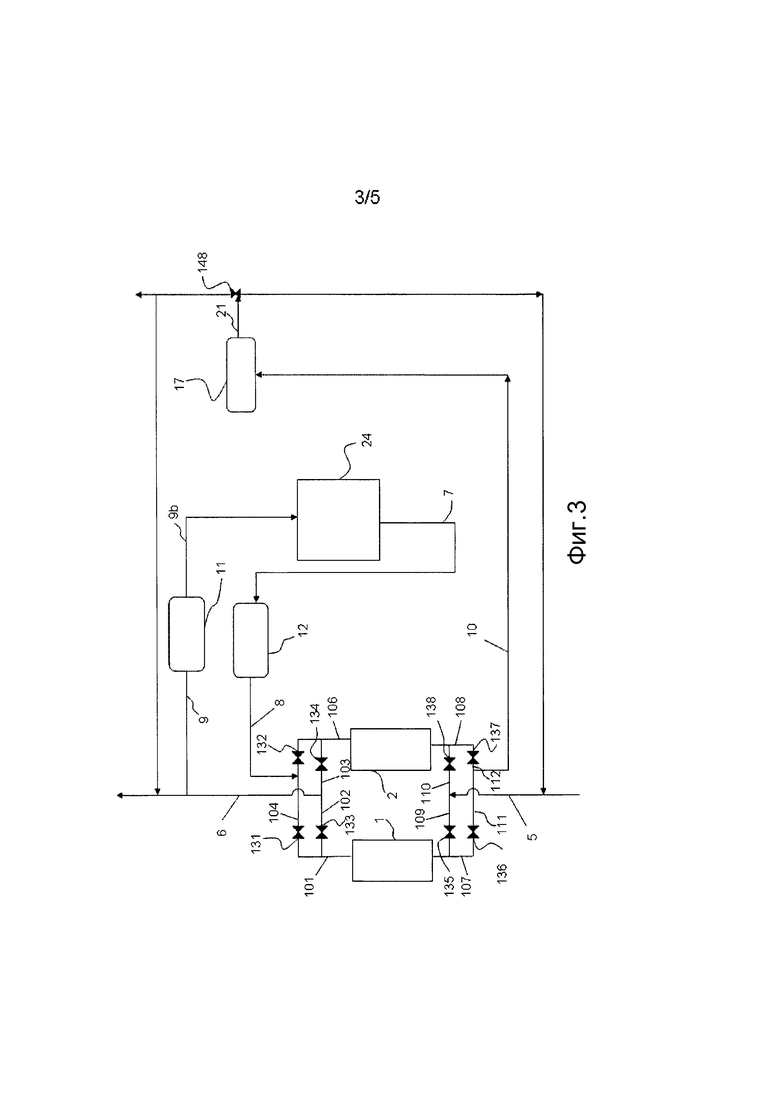
Третий вариант осуществления похож на вариант согласно примеру 2, но отличается тем, что установка селективного гидрирования заменена нерегенерируемой адсорбционной установкой ("guard bed" по-английски).
Установка очистки, показанная на фиг. 3, содержит:
• адсорбционную установку, состоящую из двух адсорбционных колонн 1,2, работающих попеременно в режиме адсорбции и регенерации;
• нерегенерируемую адсорбционную колонну 24;
• нагревательные средства 12 для нагрева обработанной текучей среды, полученной из нерегенерируемой адсорбционной колонны 24.
Режим работы первой адсорбционной установки фиг. 1 применим к адсорбционной установке с фиг. 3 и поэтому не будет снова описываться.
В этом третьем варианте осуществления, в качестве регенерирующего агента, внутреннего по отношению к процессу, используют поток, обработанный в адсорбционной установке 1,2. Обработанный поток предварительно очищают, проводя через нерегенерируемую адсорбционную колонну 24. Задачей это обработки является, например, снизить содержание сераорганических продуктов в обработанном потоке. Сераорганическими продуктами, к которым относится эта обработка, являются например, меркаптаны и сульфиды, которые являются предшественниками кокса при высокой температуре.
Согласно фиг. 3, фракцию потока, обработанного в адсорбционной установке 1,2, отбирают по линии 9, затем нагревают в секции нагрева 11 (например, паровой теплообменник) и направляют в нерегенерируемую адсорбционную колонну 24.
Очищенный поток, выходящий из нерегенерируемой адсорбционной колонны 24 по линии 7, нагревают затем путем его прохождения через секцию нагрева 12. Нагретая текучая среда, которая может быть жидкой или газообразной, будет подаваться в колонну адсорбционной установки 1,2 по линиям 8, 104 и 106 или 8, 104 и 101 для регенерации.
Так же как и в вариантах осуществления фиг. 1 и 2, регенерирующий агент после обработки в нерегенерируемой адсорбционной колонне 24 и нагревания в секции нагрева 11 вводится по линиям 8, 104, 106 или 8, 104 и 101 в противотоке относительно направления введения подлежащего обработке сырья в колонны 1 или 2 (находящиеся в режиме адсорбции) главной адсорбционной установки.
Как и в предыдущих примерах, регенерирующий агент, содержащий примеси, отводится по линии 108,10 на теплообменник 17. Жидкость, извлекаемая из теплообменника 17, возвращают в схему либо до, либо после установки адсорбции/регенерации, в зависимости от содержания в ней примесей.
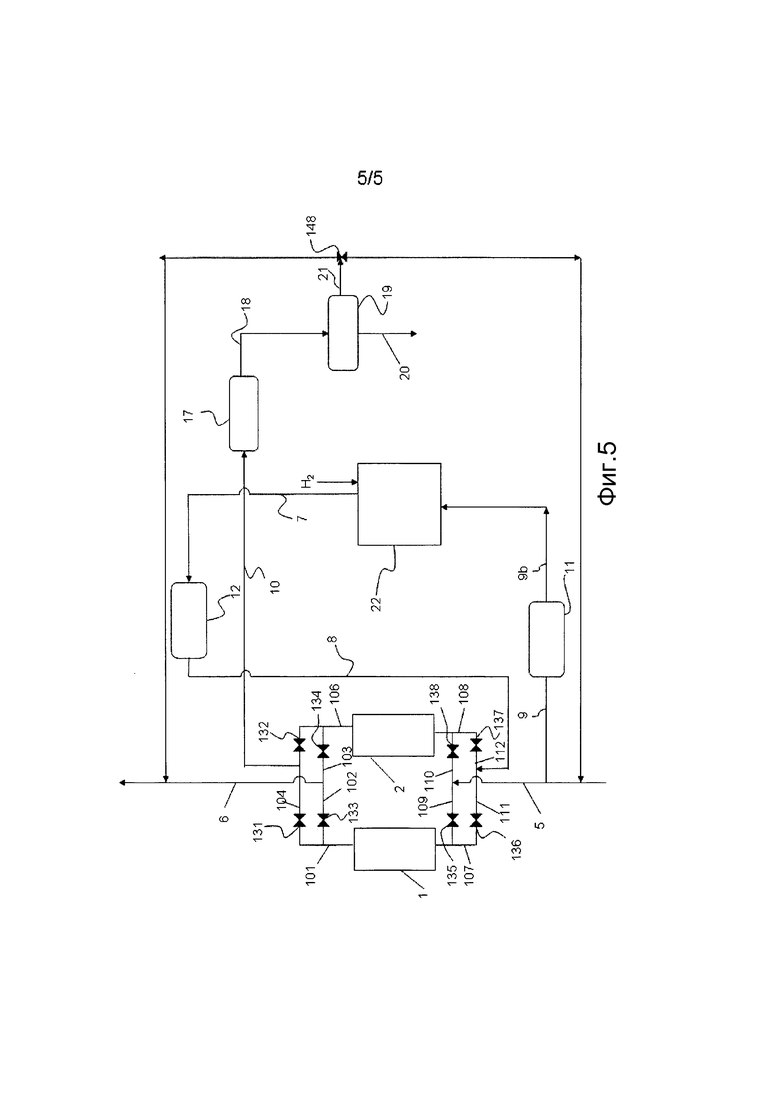
Согласно фиг. 4 и 5, варианты осуществления, изображенные на этих фигурах, идентичны соответственно вариантам с фиг. 1 и 2 (согласно изобретению), за исключением того, что регенерирующий агент, поступающий из установок обработки, вводится в прямотоке относительно направления введения подлежащего обработке сырья в колонны 1 или 2 (в режиме адсорбции) главной адсорбционной установки.
Пример 1
Пример 1 иллюстрирует работу способа согласно фиг. 1.
В этом примере предлагается очищать сырьевой сжиженный нефтяной газ (GPL) с производительностью 9820 кг/ч, состав GPL (выраженный как % по массе) приведен в таблице 1.
Состав сырьевого GPL
Сырьевой LPG содержит, кроме того, примеси, которые указаны в таблице 2.
Примеси в сырьевом GPL
Задачей очистки является высушить сырьевой LPG, чтобы удалить воду и соблюсти технические требования по содержанию воды ниже 10 ч./млн.
Для этого удаление воды было реализовано на адсорбционной установке, содержащей две адсорбционные колонны 1 и 2, работающие параллельно и попеременно в режимах адсорбции и регенерации. Адсорбционные колонны 1 и 2 имели следующие характеристики:
• диаметр: 700 мм
• высота слоя адсорбента: 5400 мм
Эти колонны были заполнены смесью твердых адсорбентов, содержащей 30% по объему AxSorb A (торговая марка) и 70% по объему AxSorb 543 (торговая марка) производства компании Axens.
Когда колонны работали в режиме адсорбции, они работали при температуре примерно 40°C и давлении 1,4 МПа. После прохождения через первую адсорбционную установку был получен очищенный LPG с содержанием воды 9 ч./млн (по массе) и общем содержанием серы 20 ч./млн (по массе) в расчете на S.
Адсорбционные колонны 3 и 4 адсорбционной установки для обработки вторичного углеводородного сырья имели следующие характеристики:
• диаметр: 500 мм
• высота слоя адсорбента: 6200 мм.
Эти колонны были заполнены смесью твердых адсорбентов, содержащей 12% по объему AxSorb A (торговая марка) и 88% по объему AxSorb 913 (торговая марка) производства компании Axens. Вышеуказанная смесь адсорбентов позволяет адсорбировать не только воду, но также молекулы, содержащие серу, присутствующие в сырьевом LPG. Фракция сырьевого LPG при температуре 40°C отбиралась выше первой адсорбционной установки и была подана в адсорбционную колонну 3. Размеры колонны 3 были рассчитаны таким образом, чтобы обрабатывать 1300 кг/ч сырья, имеющего такой же состав, какой приведен в таблицах 1 и 2. Рабочие температура и давление в колонне 3 в режиме адсорбции составляли 40°C и 1,7 МПа, соответственно. Обработанный поток, выходящий из колонны 3 и имеющий содержания воды и общей серы ниже 1 ч./млн по массе, нагревали в секции нагрева до 310°C (температура, при которой обработанный LPG находится в виде пара), прежде чем провести его через одну из колонн первой адсорбционной установки, которая находилась в фазе регенерации. Введение LPG проводилось в противотоке относительно направлению введения обрабатываемого сырья в колонну, когда она работала в режиме адсорбции. Секция нагрева 12 содержит паровой теплообменник и главную электрическую печь.
Регенерация осуществлялась при температуре примерно 310ºC и давлении примерно 1,5 МПа.
Нагретый регенерирующий агент после циркуляции в адсорбционной колонне 2, находящейся в фазе регенерации, использовался в качестве среды для регенерации твердого адсорбента из колонны 4 второй адсорбционной установки. Перед прохождением через упомянутую колонну регенерации регенерирующий агент снова нагревали в нагревательном устройстве 12, представляющем собой вспомогательную электрическую печь, чтобы довести температуру агента до примерно 310ºC.
Остаточная текучая среда, содержащая воду и сернистые примеси, выходящая из колонны 4 второй адсорбционной установки, отводилась по линии 16 на конденсатор 17, где она охлаждалась и конденсировалась при 50ºC.
Тепловой баланс нагревательных устройств, обеспечивающий работу установки очистки по первому варианту осуществления в течение цикла адсорбции продолжительностью 24 часа, был следующим:
• мощность, расходуемая для парового теплообменника = 190 кВт
• мощность, расходуемая для главной электрической печи = 190 кВт
• мощность, расходуемая для вспомогательной электрической печи = 55 кВт,
то есть необходимая полная мощность нагрева составляла примерно 435 кВт.
Напротив, при разделении работы этих двух адсорбционных установок, которые после этого работали независимо друг от друга, мощность нагрева для каждой из адсорбционных установок будет составлять 380 кВт, что потребует суммарной мощности нагрева 760 кВт.
Таким образом, благодаря способу по изобретению можно получить экономию энергии около 40%.
Дополнительно, благодаря способу по изобретению избавляются от необходимости располагать регенерирующим агентом, являющимся внешним по отношению к очистной установке, введение и хранение которого представляют существенные расходы.
Пример 2
Во втором примере, который иллюстрирует режим работы установки, описанной на фиг. 2, предлагается очищать углеводородное сырье с производительностью 75575 кг/ч, состав сырья (в % по массе) указан в таблице 3.
Состав углеводородного сырья, которое содержит примеси (в ч./млн по массе), указанные в таблице 4
Состав примесей в углеводородном сырье
Подлежащее очистке сырье обрабатывали в адсорбционной установке, которая содержала две адсорбционные колонны 1, 2, имеющие следующие характеристики:
• диаметр: 1900 мм
• высота слоя адсорбента: 10000 мм.
Эти колонны были заполнены смесью твердых адсорбентов, содержащей 90 об.% AxSorb 911 (торговая марка) и 10 об.% AxSorb 980 (торговая марка), производства компании Axens, что позволяло специфически улавливать молекулы воды, азотсодержащие молекулы и ацетон.
Подлежащее обработке жидкое углеводородное сырье проводили в первую адсорбционную колонну 1, которая работала в режиме адсорбции при температуре 40ºC и давлении 2,2 МПа. Обработка в адсорбционной колонне позволяла получить поток углеводородов, состав примесей в которых (ч./млн по массе) приведен в таблице 5.
Состав примесей в обработанном углеводородном сырье
Одновременно вторая колонна адсорбционной установки 2 находится в фазе регенерации, чтобы восстановить адсорбционную способность твердых адсорбентов, насыщенных примесями в предыдущем цикле. Для этого часть подлежащего обработке углеводородного сырья отбирали выше адсорбционной установки с расходом 9000 кг/ч и направляли в реактор 22 селективного гидрирования. Жидкое сырье, которое имело температуру примерно 40°C, нагревали с помощью нагревательного устройства 11 (паровой теплообменник), чтобы довести его температуру до примерно 80°C на входе в реактор 22 селективного гидрирования.
Реактор селективного гидрирования имел следующие характеристики:
• диаметр: 1100 мм;
• высота слоя катализатора: 8450 мм;
• катализатор: LD265 производства компании Axens;
• давление: 2,5 МПа;
• расход сырья на входе в реактор: 9000 кг/ч;
• расход H2 (чистота 99,9 об.%): 68 кг/ч.
Ввиду экзотермичности реакции гидрирования, температура потока на выходе реактора гидрирования составляла примерно 102°C, его состав (в % по массе) приведен в таблице 6.
Состав обработанного углеводородного сырья на выходе из реактора селективного гидрирования
Поток, извлекаемый из реактора гидрирования 22, нагревали затем в секции нагревания 12, состоящей из парового теплообменника и электрической печи, установленных последовательно, до температуры примерно 310°C, чтобы он находился в паровой фазе. Регенерирующий газ, полученный, таким образом, внутри по отношению к процессу, перенаправляли затем в адсорбционную колонну для регенерации в противотоке относительно направления введения обработанного сырья. Регенерация осуществлялась при температуре примерно 310°C и давлении примерно 1,6 МПа.
Газовый поток, содержащий примеси, отводили из второй колонны, находящейся в фазе регенерации, в конденсатор, где он охлаждался до 50°C.
Таким образом, в предложенной схеме был получен следующий тепловой баланс для 18-часового цикла адсорбции:
• мощность парового теплообменника 11: 260 кВт;
• мощность парового теплообменника в секции нагрева 12: 1365 кВт;
• мощность вспомогательной электропечи в секции нагрева 12: 1000 кВт.
Таким образом, согласно изобретению суммарная мощность нагрева составляла примерно 2625 кВт. Второй вариант осуществления способа, благодаря объединению этапа гидрирования с этапом адсорбции, позволяет с выгодой использовать экзотермичность этого этапа селективного гидрирования для нагрева текучей среды и, таким образом, снизить мощность нагрева, необходимую, чтобы довести продувочный газ до рабочей температуры.
В ситуации, в которой установка гидрирования работала независимо от адсорбционной установки (разделение адсорбции и селективного гидрирования), существовала необходимость охлаждать гидроочищенное сырье (в целях его хранения и/или транспортировки), а затем снова нагревать его перед применением в качестве регенерирующего агента. В этом случае, тепловой баланс показывает, что мощность нагрева у парового теплообменника 11 (для установки селективного гидрирования) остается неизменной и равной 260 кВт, тогда как мощности нагрева у парового теплообменника и вспомогательной электропечи в секции нагрева 12 должны составлять соответственно 1690 кВт и 1000 кВт; таким образом, необходимо использовать суммарную мощность нагрева 2960 кВт.
Таким образом, средствами способа по изобретению получают экономию энергии примерно 11%. Более того, благодаря этому способу нет необходимости получать промежуточную текучую среду, которая неизбежно влечет дополнительные расходы.
Пример 3
Третий пример иллюстрирует работу очистной установки, описанной в третьем варианте осуществления с фиг. 3.
Способ осуществляется для очистки погона нафты с производительность 13585 кг/ч, состав фракции следующий (в % по массе).
Состав погона нафты
Погон нафты содержал также следующие примеси (в ч./млн по массе)
Состав примесей в погоне нафты
Задачей адсорбционной обработки являлось удаление CO2, для соблюдения технических требований. Для этого использовали установку адсорбции/регенерации, содержащую две адсорбционные колонны, работающие параллельно и поочередно в режиме адсорбции и режиме регенерации. Адсорбционные колонны 1 и 2 имели следующие характеристики:
• диаметр: 800 мм;
• высота слоя адсорбента: 2800 мм.
Две колонны 1 и 2 были заполнены смесью твердых адсорбентов, содержащей по объему 78% AxSorb 951 (торговая марка) и 22% AxSorb 980 (торговая марка) производства компании Axens.
В адсорбционном режиме, колонны 1 и 2 работают при температуре 50°C и давлении 4 МПа.
Адсорбционная обработка погона нафты в колоннах 1 или 2 позволяет получить очищенную нафту, имеющую содержание общей серы 5 ч./млн по массе в расчете на S и содержание CO2 1 ч./млн по массе.
В этом примере 3, использовали внутреннюю текучую среду, образованную in-situ в процессе, который получен обработкой очищенного погона нафты для снижения концентрации в ней соединений типа меркаптанов. Задачей этой обработки являлось уменьшение образования предшественников кокса, которые образуются при термическом разложении меркаптанов.
Погон нафты, очищенный в адсорбционной установке, сначала нагревали в паровом теплообменнике 11 до температуры примерно 140ºC, а затем обрабатывали при скорости подачи сырья 2500 кг/ч, в адсорбционной колонне, заполненной нерегенерируемым твердым адсорбентом AxTrap 405 (торговая марка), выпускаемым компанией Axens. Адсорбционная колонна 24 имела следующие характеристики:
• диаметр: 600 мм;
• высота слоя адсорбента: 2300 мм;
• температура: 140ºC;
• давление: 1,5 МПа.
Десульфированный поток, выходящий из адсорбционной колонны 24, нагревали затем до температуры примерно 310°C, путем прохождения через секцию нагрева 12, состоящую из парового теплообменника и электропечи. Нагретая текучая среда была затем подана в одну из колонн 1 или 2 для регенерации твердого адсорбента, насыщенного примесями. Подача была реализована в противотоке относительно направлению подачи подлежащего обработке сырья, при работе колонны в режиме адсорбции. Регенерацию осуществляли при температуре примерно 310°C и давлении примерно 1,3 МПа.
Тепловой баланс для продолжительности цикла адсорбции 24 часа был следующим:
• мощность парового теплообменника 11: 174 кВт
• мощность парового теплообменника в секции нагрева 12: 260 кВт
• мощность электрической печи в секции нагрева 12: 288 кВт.
Таким образом, была необходима суммарная мощность нагрева 722 кВт.
Если работу адсорбционной установки проводили независимо от работы установки десульфирования, мощность нагрева для парового теплообменника 11 и электропечи в секции нагрева 12 оставалась неизменной. Однако необходимо повысить мощность нагрева для парового теплообменника в секции нагрева 12 до 434 кВт, чтобы компенсировать теплопотери из-за охлаждения десульфированного сырья нафты, когда этап десульфирования отделен от адсорбции.
Таким образом, в целом на нагрев требуется расходовать мощность 896 кВт.
Посредством способа по примеру 3 изобретения получили экономию энергии примерно 20%, в это же время избавляясь от проблемы обеспечения внешнего источника регенерирующего агента.
Пример 4 (сравнительный к примеру 1)
Пример 4 со всех точек зрения был идентичен примеру 1, за исключением того, что регенерацию осуществляли в прямотоке с адсорбцией, а не в противотоке (случай примера 1). Фиг. 4 иллюстрирует функционирование процесса.
Ввиду того, что регенерация осуществлялась в прямоточном режиме, характеристики регенерации должны были отличаться от характеристик для примера 1.
Характеристики адсорбционных колонн 3 и 4 адсорбционной установки для обработки вторичного углеводородного сырья были следующими:
диаметр: 600 мм;
высота слоя адсорбента: 5100 мм.
Используемые твердые адсорбенты и их соответствующие распределения были такими же, как в примере 1.
Фракция сжиженного нефтяного газа (LPG) при температуре 40°C отбирали перед первой адсорбционной установкой и направляли в адсорбционную колонну 3. Размеры колонны 3 были рассчитаны таким образом, чтобы обрабатывать 1540 кг/ч сырья с таким же составом, какой указан в таблицах 1 и 2. Рабочие температура и давление в колонне 3 в режиме адсорбции были равны, соответственно, 40°C и 1,7 МПа. Обработанный поток, выходящий из колонны 3 и имеющий содержание воды и общей серы ниже 1 ч./млн по массе, нагревали в секции нагрева до 310°C (температура, при которой обработанный GPL находится в форме пара) перед проведением через одну из колонн первой адсорбционной установки, которая находилась в фазе регенерации. Секция нагрева 12 содержала паровой теплообменник и главную электрическую печь.
Регенерация осуществлялась при температуре примерно 310ºC и давлении примерно 1,5 МПа.
Нагретый регенерирующий агент после циркуляции в адсорбционной колонне 2, работающей в режиме регенерации, использовался в качестве среды для регенерации твердого адсорбента из колонны 4 второй адсорбционной установки. Перед прохождением в указанную колонну, находящуюся в фазе регенерации, регенерирующий агент снова нагревали в нагревательном устройстве 12, представляющем собой вспомогательную электрическую печь, с целью достичь температуры агента до примерно 310ºC.
Остаточная текучая среда, наполненная водой и сернистыми примесями, выходящая из колонны 4 второй адсорбционной установки, отводилась по линии 16 на конденсатор 17, где она охлаждалась и конденсировалась при 50°C.
Следующий тепловой баланс нагревательных устройств использовали для обеспечения работы установки очистки согласно этому первому варианту осуществления в течение 24-часового цикла адсорбции=:
- мощность, расходуемая для парового теплообменника: 225 кВт,
- мощность, расходуемая для главной электрической печи: 225 кВт,
- мощность, расходуемая для вспомогательной электрической печи: 65 кВт,
таким образом, необходимая полная мощность нагрева составляет примерно 515 кВт.
Таким образом, количество энергии для прямоточной регенерации колонн 1 или 2 (пример 4) было существенно больше, чем требуется для противоточной регенерации (пример 1).
Пример 5 (сравнительный к примеру 2)
Этот пример во всех отношениях идентичен примеру 2, за исключением того, что регенерация в колоннах 1 или 2 осуществлялась в режиме прямотока, а не противотока, как в случае примера 2. Режим работы установки, описанной в этом примере, показан на фиг. 5.
Одновременно, вторая колонна адсорбционной установки 2 находилась в фазе регенерации, для восстановления адсорбционной способности твердых адсорбентов, насыщенных примесями в предыдущем цикле. С этой целью фракцию углеводородного сырья, подлежащего обработке, отбирали выше адсорбционной установки при расходе 10800 кг/ч и направляли в реактор селективного гидрирования 22. Жидкое сырье, находящееся при температуре примерно 40°C, нагревали с помощью нагревательного устройства 11 (паровой теплообменник), чтобы довести температуру на входе в реактор селективного гидрирования 22 до примерно 80°C.
Реактор селективного гидрирования имел следующие характеристики:
диаметр: 1200 мм;
высота слоя катализатора: 8550 мм;
катализатор: LD265 производства компании Axens;
давление: 2,5 МПа;
расход сырья на входе в реактор: 10800 кг/ч;
расход H2 (чистота 99,9% по массе): 82 кг/ч.
Ввиду экзотермичности реакции гидрирования, температура потока на выходе из реактора гидрирования составляла примерно 102°C, состав (% по массе) приведен в таблице 6.
Состав обработанного углеводородного сырья на выходе реактора селективного гидрирования
Поток, извлекаемый из реактора гидрирования 22, затем нагревали в секции нагрева 12, состоящей из парового теплообменника и электрической печи, установленных последовательно, до температуры примерно 310°C, чтобы он находился в паровой фазе. Регенерирующий газ, образованный, таким образом, способом, являющимся внутренним по отношению к процессу, перенаправлялся в режиме прямотока в адсорбционную колонну на регенерацию. Регенерация осуществлялась при температуре примерно 310°C и давлении примерно 1,6 МПа.
Газовый поток, содержащий примеси, отводился из второй колонны, находящейся в стадии регенерации, на конденсатор, где он охлаждался до 50°C.
Таким образом, в предложенной схеме получили следующий тепловой баланс для продолжительности цикла адсорбции 18 часов:
мощность парового теплообменника 11: 315 кВт;
мощность парового теплообменника в секции нагрева 12: 640 кВт;
мощность вспомогательной электрической печи в секции нагрева 12: 1200 кВт;
Итого, суммарная мощность нагрева примерно 3155 кВт.
таким образом, видно, что прямоточная регенерация (пример 5) расходует больше энергии, чем противоточная регенерация (пример 1).


Изобретение относится к способу очистки углеводородного сырья, содержащего примеси, в котором одновременно осуществляют следующие этапы: a) обработку в жидкой фазе углеводородного сырья в первой адсорбционной установке, содержащей первую и вторую адсорбционные колонны (1, 2), заполненные соответственно первым и вторым твердым адсорбентом, причем первая и вторая адсорбционные колонны (1, 2) работают параллельно и попеременно в режиме адсорбции и в режиме регенерации, причем упомянутое углеводородное сырье вводят в первую адсорбционную колонну (1) и приводят в контакт с первым твердым адсорбентом, и на выходе первой адсорбционной колонны (1) отбирают поток углеводородов, обедненный примесями; b) обработку вторичного жидкого углеводородного сырья, которое состоит или из фракции углеводородного сырья, или из фракции потока углеводородов, обедненного примесями, в установке обработки (3, 4, 22, 24), и отбор обработанного вторичного жидкого углеводородного сырья из указанной установки обработки; c) нагревание обработанного вторичного жидкого углеводородного сырья, поступающего с этапа b); d) регенерацию второго твердого адсорбента из второй адсорбционной колонны (2) вторичным углеводородным сырьем, нагретым на этапе с), путем приведения в контакт упомянутого сырья со вторым твердым адсорбентом, чтобы десорбировать примеси из второго твердого адсорбента и получить поток, содержащий примеси, причем этап d) осуществляют путем подачи упомянутого нагретого вторичного углеводородного сырья во вторую адсорбционную колонну в противотоке относительно направления подачи углеводородного сырья в первую адсорбционную колонну (1), причем установка обработки на этапе b) содержит третью и четвертую адсорбционные колонны (3, 4), содержащие соответственно третий и четвертый твердый адсорбент, причем в третьей адсорбционной колонне (3) приводят в контакт вторичное жидкое углеводородное сырье с третьим твердым адсорбентом, чтобы получить обработанное вторичное жидкое углеводородное сырье, и причем поток, содержащий примеси, поступающий из второй адсорбционной колонны (2), направляют в четвертую адсорбционную колонну (4), чтобы регенерировать четвертый твердый адсорбент и отвести поток, наполненный примесями. Способ позволяет избавиться от необходимости подачи регенерирующего агента извне и является более экономичным благодаря улучшенной тепловой интеграции. 6 з.п. ф-лы, 5 ил., 9 табл., 5 пр.
1. Способ очистки углеводородного сырья, содержащего примеси, в котором одновременно осуществляют следующие этапы:
a) обработку в жидкой фазе углеводородного сырья в первой адсорбционной установке, содержащей первую и вторую адсорбционные колонны (1, 2), заполненные соответственно первым и вторым твердым адсорбентом, причем первая и вторая адсорбционные колонны (1, 2) работают параллельно и попеременно в режиме адсорбции и в режиме регенерации, причем упомянутое углеводородное сырье вводят в первую адсорбционную колонну (1) и приводят в контакт с первым твердым адсорбентом, и на выходе первой адсорбционной колонны (1) отбирают поток углеводородов, обедненный примесями;
b) обработку вторичного жидкого углеводородного сырья, которое состоит или из фракции углеводородного сырья, или из фракции потока углеводородов, обедненного примесями, в установке обработки (3, 4, 22, 24), и отбор обработанного вторичного жидкого углеводородного сырья из указанной установки обработки;
c) нагревание обработанного вторичного жидкого углеводородного сырья, поступающего с этапа b);
d) регенерацию второго твердого адсорбента из второй адсорбционной колонны (2) вторичным углеводородным сырьем, нагретым на этапе с), путем приведения в контакт упомянутого сырья со вторым твердым адсорбентом, чтобы десорбировать примеси из второго твердого адсорбента и получить поток, содержащий примеси, причем этап d) осуществляют путем подачи упомянутого нагретого вторичного углеводородного сырья во вторую адсорбционную колонну в противотоке относительно направления подачи углеводородного сырья в первую адсорбционную колонну (1),
причем установка обработки на этапе b) содержит третью и четвертую адсорбционные колонны (3, 4), содержащие соответственно третий и четвертый твердый адсорбенты, причем в третьей адсорбционной колонне (3) приводят в контакт вторичное жидкое углеводородное сырье с третьим твердым адсорбентом, чтобы получить обработанное вторичное жидкое углеводородное сырье, и
причем поток, содержащий примеси, поступающий из второй адсорбционной колонны (2), направляют в четвертую адсорбционную колонну (4), чтобы регенерировать четвертый твердый адсорбент и отвести поток, наполненный примесями.
2. Способ по п. 1, в котором режим работы третьей и четвертой адсорбционных колонн переключают таким образом, чтобы четвертая адсорбционная колонна (4) работала в режиме адсорбции, а третья колонна (3) работала в режиме регенерации.
3. Способ по п. 1 или 2, в котором режим работы первой и второй адсорбционных колонн (1, 2) переключают таким образом, чтобы вторая адсорбционная колонна (2) работала в режиме адсорбции, а первая колонна (1) работала в режиме регенерации, когда достигнута адсорбционная емкость первого твердого адсорбента.
4. Способ по п. 1, в котором одновременно переключают работу в режиме адсорбции или в режиме регенерации первой и третьей колонн (1, 3) и одновременно переключают работу в режиме адсорбции или в режиме регенерации второй и четвертой адсорбционных колонн(2, 4), при этом режим работы третьей и четвертой адсорбционных колонн переключают таким образом, чтобы четвертая адсорбционная колонна (4) работала в режиме адсорбции, а третья колонна (3) работала в режиме регенерации.
5. Способ по п. 1, в котором размеры установки обработки выбраны таким образом, чтобы обрабатывать необходимое и достаточное количество вторичного жидкого углеводородного сырья для регенерации второго твердого адсорбента.
6. Способ по п. 1, в котором углеводородное сырье выбрано из погона, содержащего углеводороды, имеющие от 2 до 8 атомов углерода, и погона, содержащего углеводороды с температурами кипения от 0 до 200°С.
7. Способ по п. 1, в котором твердый адсорбент содержит по меньшей мере один элемент, выбранный из активированных или промотированных оксидов алюминия, глин, молекулярных сит, таких как цеолиты, силикагелей, алюмосиликатов, активированных углей, оксидов металлов (в отдельности или в смеси с одним или несколькими связующими или осажденных на поверхности подложки),
сульфиды металлов (в отдельности или в смеси с одним или несколькими связующими или осажденных на поверхности подложки), восстановленных металлов (в отдельности или в смеси с одним или несколькими связующими или осажденных на поверхности подложки), которые необязательно могут быть легированы и/или сульфированы, из MOF (металлоорганические каркасные структуры).
| US 7731836 A1, 08.06.2010 | |||
| Способ оценки внутриносовой аэродинамики | 2023 |
|
RU2797190C1 |
| FR 2857974 A1, 28.01.2005 | |||
| FR 2857973 A1, 28.01.2005 | |||
| Способ очистки нефтяных масел | 1982 |
|
SU1018962A1 |

