Область техники
Настоящее изобретение относится к периферийным элементам жесткости для композитных заготовок и, конкретнее, для производства заготовок, которые могут быть обработаны для формирования заготовок корпусов вентиляторов для двигателей реактивного воздушного летательного аппарата.
Ссылочные источники информации
Все патенты, заявки на патент, документы, ссылки, инструкции изготовителя, описания, технические требования к изделиям и карты технологического процесса для любых продуктов, упомянутые здесь, включены в настоящее описание посредством ссылки и могут быть использованы в практическом применении настоящего изобретения.
Уровень техники
В настоящее время широко распространено использование усиленных композиционных материалов для создания структурных компонентов, особенно в тех областях применения, в которых стремятся достичь их необходимых характеристик, включая небольшой вес, прочность, жесткость, термическую устойчивость, независимость и приспосабливаемость к формированию и принятию определенных форм.
В этом отношении контурные тканые заготовки используют для обеспечения усиления волокном в изделиях, полученных трансферным формованием смол, например в корпусах вентиляторов для реактивных двигателей. Такие заготовки разрабатываются так, чтобы при намотке их на оправку соответствующего размера, они имели конкретную форму поперечного сечения. Эти формы в целом могут быть описаны в качестве изменяемой по толщине бочкообразной секции с выступом, выполненном заодно с обоих концов.
Как правило, такие заготовки состоят из тканей, которые сотканы из материалов, таких как стекло, углерод, керамика, арамид, полиэтилен и/или другие материалы, которые демонстрируют необходимые физические, термические, химические и/или другие свойства, главным из которых является высокая устойчивость к разрушению под воздействием нагрузок. С помощью использования таких тканей, которые, в конечном счете, становятся составляющим элементом готового композитного изделия, композитная заготовка придает готовому композитному изделию необходимые характеристики тканей, такие как высокая прочность. Особое внимание обычно уделяют обеспечению оптимального использования свойств, из-за которых ткани были выбраны.
После создания необходимой заготовки выполняют операцию формования или уплотнения, в которой материал со смоляной матрицей может быть нанесен на тканую заготовку или введен в нее так, что обычно заготовка становится заключенной в материал со смоляной матрицей, который заполняет промежуточные области между составляющими элементами заготовки. Материал со смоляной матрицей может представлять собой любой из огромного разнообразия материалов, таких как эпоксидная смола, фенольный полимер, полиэстер, виниловый эфир, керамика, углерод и/или другие материалы, которые также демонстрируют желаемые физические, термические, химические и/или другие свойства. Материалы, выбранные для использования в качестве смоляной матрицы, могут быть или могут не быть такими же, как материалы усиленной заготовки, и могут иметь или могут не имеет сопоставимые физические, химические, термические или другие свойства. Однако, как правило, они не будут представлять собой те же материалы или иметь сопоставимые физические, химические, термические или другие свойства, так как обычная цель, достигаемая при использовании композитных материалов, в первую очередь, заключается в получении комбинации характеристик в готовом продукте, которую невозможно достичь при использовании только одного составляющего материала. Объединенные таким образом тканая заготовка и связующий материал затем могут быть отверждены и упрочнены в той же самой операции путем термоотверждения или другими известными способами и затем подвергнуты другим операциям для производства необходимого компонента. Особенно следует отметить, что после такого отверждения впоследствии затвердевшая масса связующего материала, как правило, очень прочно приклеивается к усиливающему материалу (например, тканой заготовке). В результате, напряжение на готовом компоненте, особенно через его связующий материал, действующий как клеящее вещество между волокнами, может быть эффективно передано составляющему материалу заготовки и перенесено им.
Корпуса вентиляторов для реактивных двигателей, такой как показан в качестве примера на фиг. 1, использующие контурные тканые заготовки, которые обеспечивают усиление волокном, и затем пропитанные, например, с помощью технологии формования на основе переноса смол, известны в данной области техники. Использование этого типа заготовки предлагает несколько преимуществ, некоторые из которых: обеспечение непрерывного волокна в круговом и осевом направлениях; минимизирование рабочей силы посредством устранения операций отрезания и обметывания и минимизирование производственных отходов путем устранения необходимости обрезания и обметывания.
Раскрытие изобретения
Однако, не смотря на то, что современные тканые заготовки подходят для многих областей применения, тем не менее, возникают ситуации, в которых корпус вентилятора требует дополнительных периферийных или осевых элементов жесткости по меньшей мере в одном осевом положении. Таким образом, достижением для уровня техники будет обеспечение контурной тканой заготовки, улучшенной промежуточными периферийными элементами жесткости, которые использованы для повышения прочностной и/или динамической характеристики заготовки. При использовании для корпуса вентилятора, такие элементы жесткости также могут служить местами крепления для самого корпуса вентилятора или для прикрепления дополнительного оборудования. Настоящее раскрытие изобретения описывает несколько улучшенных узлов заготовок, которые содержат проходящие по периферии элементы жесткости, а также способы изготовления таких узлов заготовок.
Один типовой вариант реализации настоящего изобретения представляет собой тканую заготовку, состоящую по меньшей мере из одного витка непрерывной однослойной или многослойной ткани для формирования бочкообразной периферии, или кольца, вокруг средней линии подходящим образом разработанной оправки. Витки ткани могут формировать неотделимый выступ, расположенный на первой кромке текстильной ткани, который формирует периферию первой кромки вокруг средней линии. Витки ткани также могут формировать неотделимый выступ, расположенный на второй кромке текстильной ткани, который формирует периферию второй кромки вокруг средней линии.
Несмотря на то, что витки ткани описаны как формирующие «бочкообразную» периферию, заготовки в целом выполнены в виде цилиндра со стенками цилиндра, которые могут выступать, вдавливаться или могут выступать в некоторых областях и вдавливаться в других. В контексте настоящего описания термины бочонок, бочкообразный и их разновидности использованы в зависимости от описания разновидности формы заготовки.
Элементы жесткости, выступы или элементы жесткости и выступы могут быть сформированы на наружной поверхности заготовки по меньшей мере частичным обертыванием по периферии по меньшей мере одного слоя текстильной ткани вокруг заготовки. Элементы жесткости могут быть сформированы в положении между первыми и вторыми тканевыми кромками заготовки; и выступы могут быть сформированы на кромках заготовки. По меньшей мере один периферийный элемент жесткости может быть сформирован из отдельных контурной текстильной ткани и расположен рядом и в контакте с бочкообразной периферией заготовки вокруг средней линии или примыкающим к этой периферии. По меньшей мере один периферийный элемент жесткости и/или по меньшей мере один выступ может быть сформирован из тканей, содержащих волокна, полученные растягиванием с разрывом, в направлении основы, в направлении утка или в направлениях основы и утка.
Настоящее изобретение согласно одному варианту реализации формирует по меньшей мере один периферийный элемент жесткости, состоящий по меньшей мере из одного витка однослойной ткани.
Настоящее изобретение согласно одному варианту реализации формирует по меньшей мере один периферийный элемент жесткости, состоящий по меньшей мере из одного витка многослойной ткани.
Настоящее изобретение согласно одному варианту реализации формирует по меньшей мере один периферийный элемент жесткости, состоящий по меньшей мере из одного слоя контурной текстильной ткани.
Настоящее изобретение согласно одному варианту реализации формирует по меньшей мере один периферийный элемент жесткости, состоящий по меньшей мере из одного слоя однослойного или многослойной текстильной ткани, содержащего волокна, полученные растягиванием с разрывом, в направлениях основы, утка или в направлениях основы и утка.
Настоящее изобретение согласно одному варианту реализации дополнительно содержит заготовку по меньшей мере с одним периферийным элементом жесткости, причем по меньшей мере один отрезок тканого материала вставлен наклонно между слоями контурной текстильной ткани.
Настоящее изобретение согласно одному варианту реализации дополнительно содержит заготовку по меньшей мере с одним периферийным элементом жесткости, прикрепленным к заготовке до формования, и части элементов жесткости и/или слои заготовки как таковые, усиленные посредством Т-образного формирования (см. патент США. №6,103,337, содержание которого включено в настоящее описание ссылкой), прошивания (tufting), сшивания или других способов, известных специалистам в данной области техники.
Настоящее изобретение согласно одному варианту реализации содержит текстильную ткань, изготовленную из материала, выбранного из группы, состоящей из арамида, углерода, нейлона, вискозы, полиэстера и стекловолокна.
Один типовой вариант реализации настоящего изобретения представляет собой тканую заготовку, подходящую, например, для композитного корпуса вентилятора, с первой подзаготовкой, содержащей по меньшей мере один виток непрерывной текстильной ткани для формирования, например, бочкообразной периферии, или кольца, вокруг средней линии подходящим образом разработанной оправки. Витки ткани могут формировать неотделимый выступ, расположенный на первой кромке текстильной ткани, который формирует периферию первой кромки вокруг средней линии. Витки ткани также могут формировать неотделимый выступ, расположенный на второй кромке текстильной ткани, который формирует периферию второй кромки вокруг средней линии. По меньшей мере две вторые, или внешние, подзаготовки сформированы по существу на бочкообразной периферии первой подзаготовки. Каждая из вторых подзаготовок состоит по меньшей мере из одного витка непрерывной текстильной ткани для формирования по меньшей мере одной бочкообразной периферии вокруг средней линии первой подзаготовки. Витки ткани вторых подзаготовок могут формировать первый неотделимый выступ внешней подзаготовки, расположенный на первой кромке ткани внешней подзаготовки, который формирует периферию первой кромки вокруг средней линии, а также второй неотделимый выступ внешней подзаготовки, расположенный на второй кромке текстильной ткани внешней подзаготовки, который формирует периферию второй кромки вокруг средней линии. По существу бочкообразная периферия каждой внешней, или второй, подзаготовки обернута вокруг по существу бочкообразной периферии первой подзаготовки. Неотделимые выступы второй подзаготовки могут формировать составные элементы жесткости. Неотделимые выступы второй подзаготовки могут быть расположены в контакте с другими выступами или примыкать к ним и, в комбинации, могут считаться составными элементами жесткости.
Настоящее изобретение согласно одному варианту реализации формирует по меньшей мере один периферийный элемент жесткости из выступов смежных вторых подзаготовок. Согласно некоторым вариантам реализации отрезки тканого материала могут быть вставлены наклонно между смежными выступами некоторых из подзаготовок.
Настоящее изобретение согласно одному варианту реализации имеет первую подзаготовку, собранную до сборки внешних подзаготовок, которые должны быть размещены в контакте с по существу бочкообразной периферией первой подзаготовки.
Настоящее изобретение согласно одному варианту реализации имеет первую подзаготовку, собранную и отформованную до сборки внешних подзаготовок в контакте с по существу бочкообразной периферией первой подзаготовки.
Один типовой вариант реализации настоящего изобретения обеспечивает тканую заготовку, содержащую подзаготовку по меньшей мере из одного витка непрерывного однослойного или многослойной текстильной ткани для формирования по существу бочкообразной периферии вокруг средней линии. Витки могут формировать первый неотделимый выступ, расположенный на первой кромке текстильной ткани, который формирует периферию первой кромки вокруг указанной средней линии, и второй неотделимый выступ, расположенный на второй кромке текстильной ткани, который формирует периферию второй кромки вокруг средней линии. Промежуточные элементы жесткости могут состоять по меньшей мере из одного витка непрерывного однослойного или многослойной текстильной ткани, формующего промежуточные элементы жесткости около по существу бочкообразной периферии вокруг средней линии. Слои текстильной ткани, формирующего виток промежуточных элементов жесткости, могут иметь первый неотделимый выступ промежуточного элемента жесткости, расположенный на первой кромке витка текстильной ткани промежуточного элемента жесткости, и второй неотделимый выступ промежуточного элемента жесткости, расположенный на второй кромке витка текстильной ткани промежуточного элемента жесткости, который формирует периферию второй кромки вокруг средней линии. Витки промежуточного элемента жесткости могут объединять один или большее количество промежуточных элементов жесткости, расположенных между первым неотделимым выступом промежуточного элемента жесткости и вторым неотделимым выступом промежуточного элемента жесткости. Слои текстильной ткани, которые формируют промежуточные элементы жесткости, обертывают бочкообразные периферийные витки вокруг бочкообразной периферии подзаготовки.
Настоящее изобретение согласно одному варианту реализации дополнительно содержит заготовку по меньшей мере с одним периферийным элементом жесткости, прикрепленным к заготовке до формования, и части элемента жесткости и/или слои заготовки как таковые усилены посредством Т-образного формирования, прошивания, сшивания или других способов, известных специалистам в данной области техники.
В варианте реализации настоящего изобретения формируют композитный корпус вентилятора, содержащий по меньшей мере один виток непрерывного однослойного или многослойной текстильной ткани для формирования по существу бочкообразной периферии вокруг средней линии подходящим образом разработанной оправки. Витки могут иметь первый неотделимый выступ, расположенный на первой кромке текстильной ткани, который формирует периферию первой кромки вокруг средней линии, и могут иметь второй неотделимый выступ, расположенный на второй кромке текстильной ткани, который формирует периферию второй кромки вокруг средней линии. Наиболее удаленный виток многослойной текстильной ткани может быть раздвоен в слое наружной поверхности, а раздвоенный слой наружной поверхности может быть сложен для образования элемента жесткости. Раздвоение наиболее удаленного витка наиболее удаленного слоя может быть выполнено в направлении основы или в направлении утка для обеспечения элементов жесткости в периферийном или осевом направлении, соответственно.
Настоящее изобретение согласно одному варианту реализации формирует по меньшей мере один элемент жесткости, который ориентирован в осевом направлении относительно средней линии.
Настоящее изобретение согласно одному варианту реализации формирует по меньшей мере один элемент жесткости, который ориентирован по периферии относительно средней линии.
Настоящее изобретение согласно одному варианту реализации формирует по меньшей мере один периферийный элемент жесткости, который находится в контакте по существу с бочкообразной периферией.
Вариант реализации настоящего изобретения содержит способ изготовления тканой заготовки, содержащий этапы обертывания непрерывного однослойного или многослойной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования периферии вокруг средней линии, и обертывания по меньшей мере одного периферийного элемента жесткости вокруг непрерывной текстильной ткани так, что периферийные элементы жесткости формируют периферию вокруг средней линии.
Настоящее изобретение согласно одному варианту реализации дополнительно содержит заготовку по меньшей мере с одним периферийным элементом жесткости, прикрепленным к заготовке до формования, и части элемента жесткости и/или слои заготовки как таковые усилены посредством Т-образного формирования, прошивания, сшивания или других способов, известных специалистам в данной области техники.
Настоящее изобретение согласно одному варианту реализации формует непрерывное тканое изделие после обертывания его по меньшей мере один раз вокруг средней линии для формирования периферии вокруг средней линии.
Настоящее изобретение согласно одному варианту реализации совместно формует по меньшей мере один периферийный элемент жесткости с непрерывным тканым изделием после обертывания их по меньшей мере один раз вокруг средней линии для формирования периферии вокруг средней линии.
Настоящее изобретение согласно одному варианту реализации формует периферийные элементы жесткости на сформованном непрерывном тканом изделии.
Вариант реализации настоящего изобретения включает способ изготовления тканой заготовки, содержащий этапы обертывания непрерывного однослойного или многослойной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования периферийной поверхности вокруг средней линии, и по меньшей мере частичного обертывания по меньшей мере одного периферийного элемента жесткости по периферийной поверхности для формирования дуги вокруг средней линии.
Вариант реализации настоящего изобретения включает способ изготовления тканой заготовки, содержащий этапы обертывания непрерывного однослойного или многослойной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования первой подзаготовки, которая формирует периферию вокруг средней линии, указанная первая подзаготовка может иметь первый неотделимый выступ, расположенный на первой кромке текстильной ткани, который формирует периферию первой кромки вокруг средней линии, и второй неотделимый выступ, расположенный на второй кромке текстильной ткани, который формирует периферию второй кромки вокруг средней линии, обертывания по меньшей мере одной дополнительной подзаготовки, которая имеет первый неотделимый выступ внешней подзаготовки, расположенный на первой кромке текстильной ткани внешней подзаготовки, который формирует периферию первой кромки вокруг средней линии, и второй неотделимый выступ внешней подзаготовки, расположенный на второй кромке текстильной ткани внешней подзаготовки, который формирует периферию второй кромки вокруг средней линии, и формирования неотделимых элементов жесткости путем выравнивания каждого смежного неотделимого выступа внешней подзаготовки таким образом, что смежные неотделимые выступы внешней подзаготовки расположены в контакте друг с другом или примыкают друг к другу.
Вариант реализации настоящего изобретения содержит способ изготовления тканой заготовки, содержащий этапы обертывания непрерывного однослойного или многослойной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования подзаготовки, которая формирует периферию вокруг средней линии, указанная подзаготовка может иметь первый неотделимый выступ, расположенный на первой кромке текстильной ткани, который формирует периферию первой кромки вокруг средней линии, и второй неотделимый выступ, расположенный на второй кромке текстильной ткани, который формирует периферию второй кромки вокруг средней линии, формирования промежуточных элементов жесткости в витке промежуточного элемента жесткости, и обертывания витка промежуточного элемента жесткости вокруг подзаготовки.
Вариант реализации настоящего изобретения содержит способ изготовления тканой заготовки, содержащий этапы обертывания непрерывного однослойного или многослойной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования периферии вокруг средней линии, раздвоение наиболее удаленного слоя наиболее удаленного витка однослойного или многослойной текстильной ткани, и складывания раздвоенных слоев для образования периферийного элемента жесткости.
Таким образом, объект настоящего изобретения направлен на обеспечение узлов тканых заготовок, включающих периферийные элементы жесткости, пригодных, например, для формирования корпусов вентиляторов реактивного двигателя.
Дополнительный объект настоящего изобретения направлен на обеспечение способов изготовления узлов тканых заготовок, включающих периферийные элементы жесткости, пригодных, например, при формировании корпусов вентиляторов реактивного двигателя.
Для лучшего понимания настоящего изобретения, его функциональных преимуществ и конкретных целей, достигаемых использованием настоящего изобретения, ссылка сделана на сопроводительный наглядный материал, на котором изображены предпочтительные, но неограничивающие, варианты реализации настоящего изобретения.
Термины «содержащий» и «содержит» в данном описании могут означать «включающий в себя» и «включает в себя» или могут иметь значение, обычно задаваемое термину «содержащий» или «содержит» в Патентном законе США. Термины «состоящий по существу из» или «состоит по существу из», при использовании в пунктах формулы изобретения, имеют значение, приписанное им в Патентном законе США. Другие аспекты настоящего изобретения раскрыты или очевидны из (и в объеме настоящего изобретения) представленного ниже описания.
Краткое описание чертежей
Сопроводительные чертежи, которые представлены для обеспечения дополнительного понимания настоящего изобретения, включены и составляют часть этого описания. Чертежи, представленные здесь, иллюстрируют различные варианты реализации настоящего изобретения и вместе с описанием служат для пояснения принципов настоящего изобретения. На чертежах:
На фиг. 1 показан известный в данной области техники корпус вентилятора, изготовленный с использованием контурной тканой волоконной заготовки;
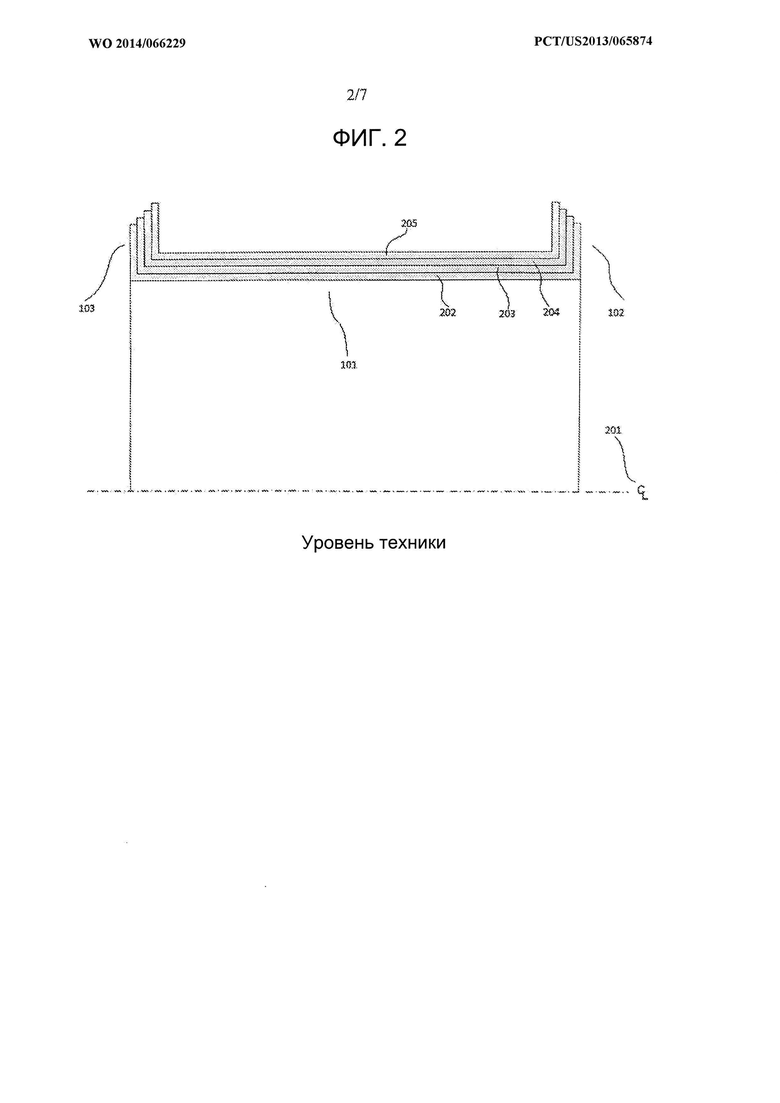
На фиг. 2 показано схематическое изображение известной в уровне техники контурной тканой заготовки корпуса вентилятора;
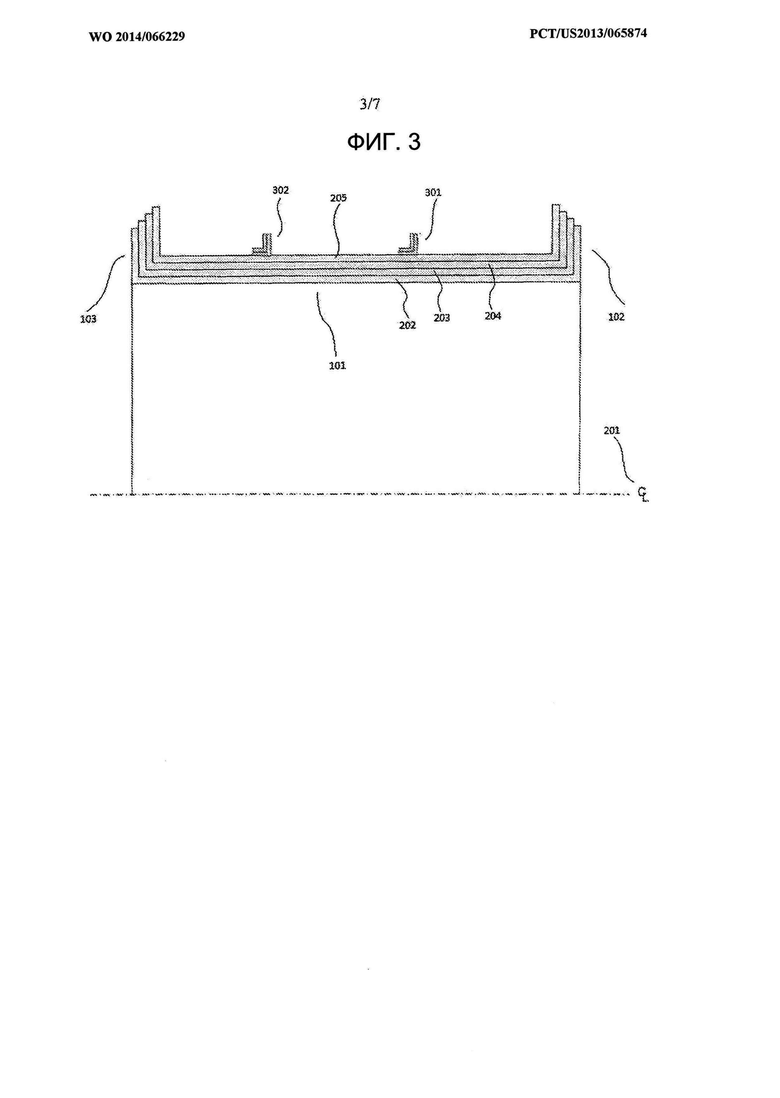
На фиг. 3 показан узел контурных тканых элементов жесткости, добавленных к тканой заготовке согласно варианту реализации настоящего изобретения;
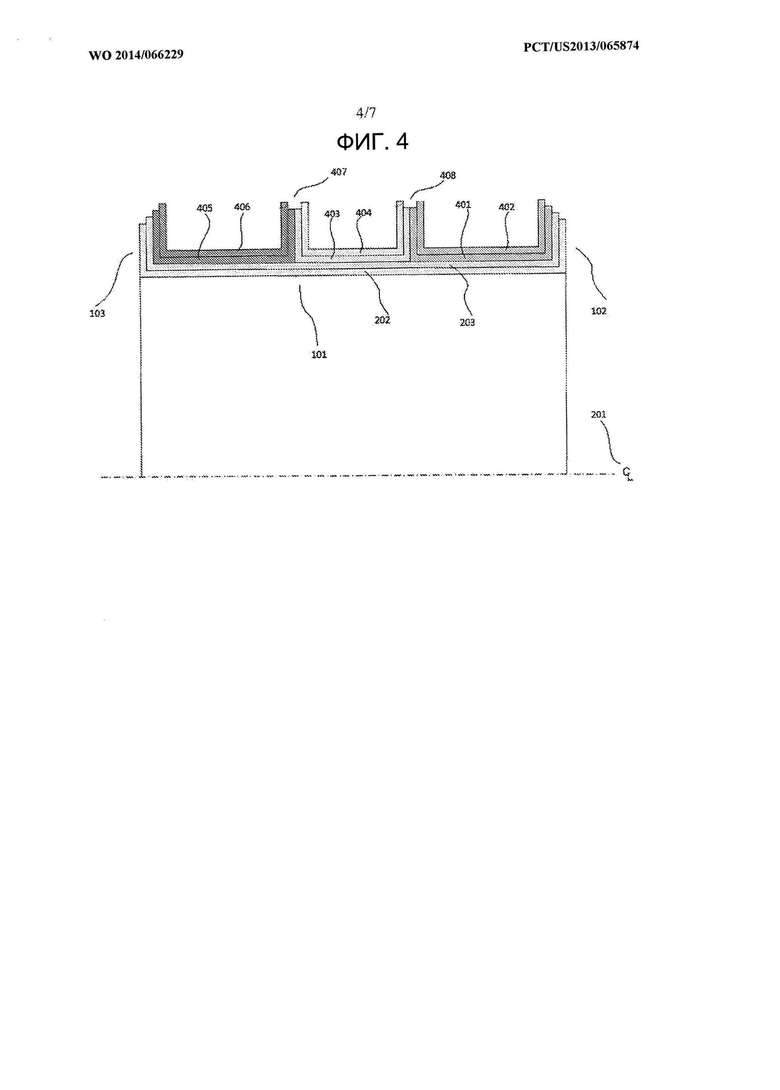
На фиг. 4 показаны элементы жесткости, сформированные путем объединения множества подзаготовок с тканой заготовкой согласно варианту реализации настоящего изобретения;
На фиг. 5 показано множество элементов жесткости в одной подзаготовке, сформированной согласно варианту реализации настоящего изобретения;
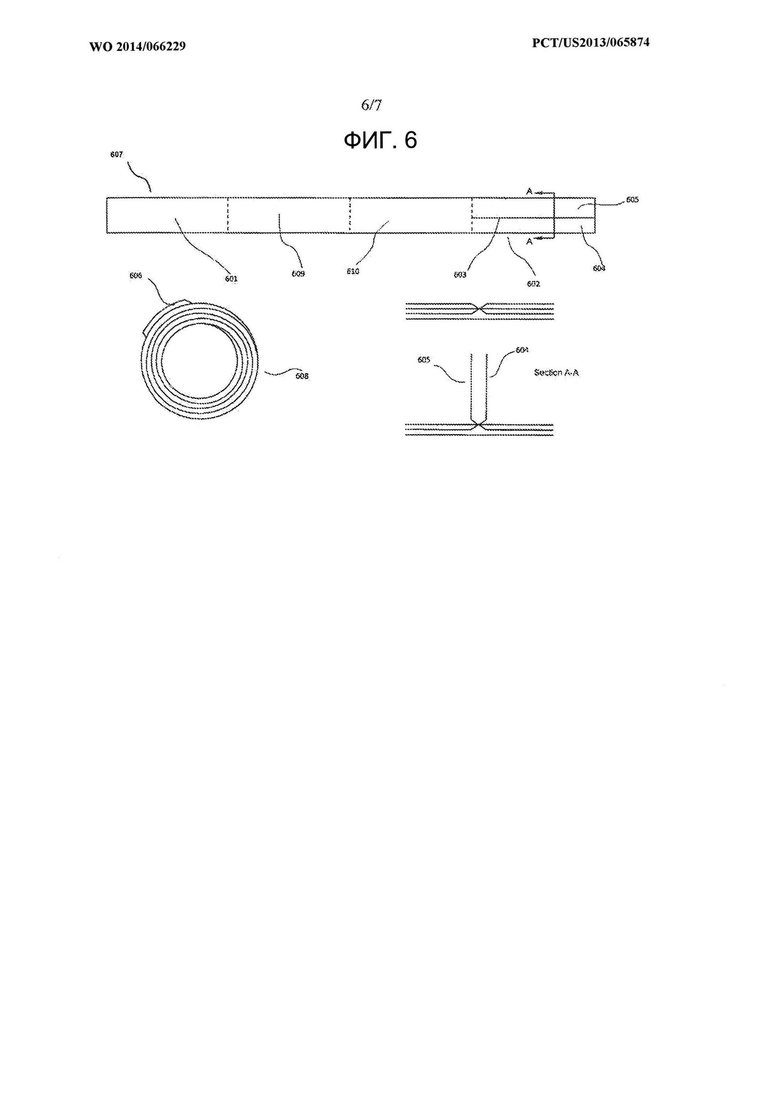
На фиг. 6 показан составной элемент жесткости, сформированный путем раздваивания наиболее удаленного слоя наиболее удаленного витка одной из многослойных тканей, использованных для формирования тканой заготовки согласно варианту реализации настоящего изобретения; и
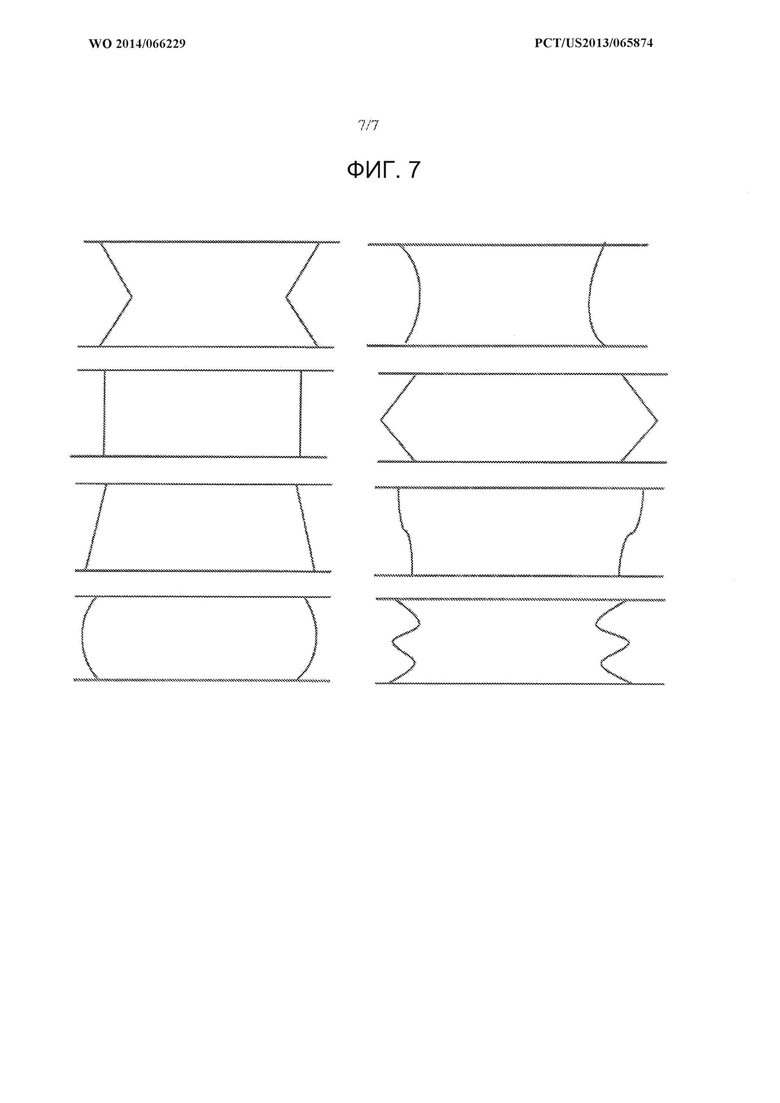
На фиг. 7 показаны различные формы тканых заготовок, которые могут быть созданы согласно вариантам реализации настоящего изобретения.
Подробное описание предпочтительных вариантов реализации
Настоящее изобретение теперь будет описано более подробно со ссылкой на сопроводительные чертежи, на которых показаны предпочтительные варианты реализации настоящего изобретения. Однако настоящее изобретение может быть воплощено во множестве других форм и не должно быть рассмотрено как ограниченное представленными вариантами реализации, рассмотренными в настоящем описании. Скорее эти представленные варианты реализации обеспечены так, чтобы настоящее раскрытие изобретения было полным и законченным, и полностью передавало объем настоящего изобретения для специалистов в данной области техники.
В представленном ниже описании одинаковые ссылочные знаки обозначают подобные или соответствующие части на всех чертежах. Кроме того, в представленном ниже описании предполагается, что такие термины как «верхний», «нижний», «верхняя часть» и «нижняя часть» и т.п., представляют собой слова, используемые для удобства, и не должны быть рассмотрены в качестве ограничивающих терминов.
В контексте настоящего описания периферийные элементы жесткости встроены в узел из тканых заготовок, зачастую подходящие для использования в качестве композитных корпусов вентиляторов для реактивных двигателей, которые в целом имеют цилиндрическую или по существу «бочкообразную» форму. Несмотря на то, что узел из тканых заготовок описана в качестве «бочкообразной», тем не менее в целом заготовки создаются в виде цилиндра со стенкой цилиндра, которая может выступать, вдавливаться или может в некоторых областях выступать, а в других вдавливаться, например, стенки, показанные на фиг. 7. По всему раскрытию настоящего изобретения термины бочонок, бочкообразный и их варианты используются в зависимости от описания разновидности формы заготовки.
Другими словами, корпусы вентиляторов имеют среднюю линию, и узлы тканых заготовок, также содержащие периферийные элементы жесткости, образуют периферию вокруг средней линии подходящим образом разработанной оправки для изготовления корпуса вентилятора. Эти элементы жесткости обеспечивают повышенную прочность для корпуса вентилятора и могут также обеспечивать точки крепления для прикрепления других элементов оборудования к корпусу вентилятора, например, болтовым присоединением такого оборудования к периферийному элементу жесткости. Кроме того, такие элементы жесткости также могут быть использованы для прикрепления корпуса вентилятора, например, к конструктивным компонентам. Узел тканых заготовок с периферийными элементами жесткости может быть использована в качестве заготовок корпусов вентиляторов для двигателей реактивного воздушного летательного аппарата.
На фиг. 1 показана заготовка (100) корпуса вентилятора предшествующего уровня техники, изготовленный с использованием известной контурной тканой заготовки. Заготовка (100) корпуса вентилятора на фиг. 1 содержит по существу бочкообразное тело (101). Бочкообразное тело (101) может содержать секции бочонка изменяемой толщины. На обоих концах бочкообразного тела (101) расположены неотделимые выступы (102) и (103), которые сформированы из тканой заготовки. Путь основных волокон (проходящих в круговом направлении) спроектирован так, чтобы обеспечивать соответствующие отрезки в конфигурации конечной формы без необходимости подрезания и обметывания. Эти неотделимые выступы обеспечивают периферийное упрочнение заготовки. Однако, не смотря на то, что заготовка (100) корпуса вентилятора, показанная на фиг. 1, подходит для многих областей применения, тем не менее, возникают ситуации, в которых желательно или необходимо включение дополнительных периферийных элементов жесткости по меньшей мере в одном осевом положении. Такие дополнительные периферийные элементы жесткости используют для повышения прочностной и/или динамической характеристики корпуса вентилятора. Кроме того, периферийные элементы жесткости могут служить точками крепления, например, для вспомогательного оборудования.
На фиг. 2 представлено схематическое изображение, или частичное поперечное сечение, заготовки корпуса вентилятора предшествующего уровня техники, подобной заготовке корпуса вентилятора на фиг. 1, которая представляет современную технологию. Для удобства показана только одна половина заготовки корпуса вентилятора, и секция бочонка изображена с постоянной толщиной. На фиг. 2 представлено поперечное сечение заготовки корпуса вентилятора, состоящей из четырех непрерывных слоев (202), (203), (204) и (205) витков текстильной ткани, которые очерчивают периферию вокруг средней линии (201) подходящим образом разработанной оправки. Другими словами, на фиг. 2 конец первого слоя (202) витка соединяется с началом второго слоя (203) витка, конец второго слоя (203) витка соединяется с началом третьего слоя (204) витка, конец третьего слоя (204) витка соединяется с началом четвертого слоя (205) витка и т.д. Кроме того, эта ткань не должна обладать постоянной толщиной, и тело (101) заготовки между выступами (102), (103) не обязательно должно быть цилиндрическим (например, может иметь по существу бочкообразную или другие формы, показанные, например, на фиг. 7). Несмотря на то, что на фиг. 2 показаны четыре слоя витка этого непрерывной текстильной ткани, конечная заготовка может содержать любое количество слоев витков.
Как правило, ткани, используемые для таких заготовок, сотканы на ткацком станке, оснащенном необходимой натяжной системой, которая обеспечивает возможность создания основных волокон различных длин. Основные волокна расположены в периферийном направлении заготовки корпуса вентилятора. Пути основных волокон спроектированы так, чтобы обеспечивать соответствующие отрезки в конфигурации конечной формы без обычной необходимости обрезания и/или обметывания, обеспечивая получение контурного тканого изделия. Ткань может быть однослойной или многослойной.
Волокна или нити, обычно используемые для ткания тканей для таких заготовок, могут содержать по меньшей мере один материал, выбранный из группы, состоящей из арамида, углерода, нейлона, вискозы, полиэстера и стекловолокна.
Варианты реализации настоящего изобретения могут быть использованы при изготовлении корпусов вентиляторов для реактивных двигателей, обычно используемых в летательном аппарате. В представленном ниже обсуждении узел заготовки может быть упомянута как заготовка корпуса вентилятора в качестве пояснительного применения узла заготовки согласно настоящему изобретению, а не ограничения. Специалист в данной области техники выявит другие применения раскрытых узлов тканых заготовок, которые будут обладать преимуществом повышенных рабочих характеристик, обеспеченных узлом заготовки согласно настоящему изобретению.
Вариант реализации обеспечивает узел заготовки способом добавления дополнительных периферийных элементов жесткости к узлу контурной тканой заготовки. В этом варианте реализации слои текстильной ткани обернуты вокруг подходящим образом разработанной оправки для формирования заготовки корпуса вентилятора подобно заготовке корпуса вентилятора, показанной на фиг. 2. Пример этого схематично показан на фиг. 3, на которой также изображены два однослойных или многослойных тканых изделия, по меньшей мере частично обернутых вокруг периферии витков контурной текстильной ткани, формирующих периферийные элементы (301) и (302) жесткости. Количество, относительные формы и размеры таких тканых периферийных элементов жесткости не ограничиваются примерным схематическим изображением на фиг. 3. Отдельные периферийные элементы жесткости не обязательно должны быть подобными по форме или размеру друг к другу. Кроме того, тело (101) заготовки корпуса вентилятора между выступами (102), (103) не обязательно должно быть цилиндрическим и может иметь по существу бочкообразную форму (101). Такая форма также может иметь неравномерную толщину.
Тканое изделие, используемое для формирования элементов (301), (302) жесткости, может представлять собой контурное тканое изделие, в котором длина основных волокон может изменяться по ширине ткани. Различные длины разработаны для обеспечения возможности размещения элемента жесткости в его конечную фигурную конфигурацию.
В других вариантах реализации ткань, используемая для формирования элементов (301), (302) жесткости, состоит из (SB) волокон, полученные растягиванием с разрывом, по меньшей мере в направлении основы (круговом направлении) элемента жесткости. Однако эти SB волокна, например, углеродные, также могут быть использованы в направлении утка (осевом направлении) или в обоих направлениях. Волокна, полученные растягиванием с разрывом, также обеспечивают возможность расположения элемента жесткости в его конечную фигурную конфигурацию.
Периферийные элементы (301), (302) жесткости могут быть созданы с использованием множества витков однослойной ткани или, возможно, меньшего количества витков при использовании многослойной текстильной ткани. Независимо от этого периферийные элементы жесткости могут быть намотаны на/поверх сухой основной заготовки, уже расположенной на оправке, и совместно сформованы, или они могут быть намотаны на сформованную заготовку корпуса вентилятора, уже распложенную на оправке, и сформованы в дополнительной операции формирования конечного композитного изделия.
Периферийные элементы (301), (302) жесткости при необходимости могут содержать отрезки дополнительного тканого материала, который вставляют между слоями текстильной ткани в случае необходимости по мере его наматывания вокруг периферии основания заготовки корпуса вентилятора, таким образом, чтобы нити вставленного материала были расположены под углом (наклонно) к нитям тканых слоев, формирующих элементы жесткости. Такие ткани с наклонной ориентацией нитей также могли бы быть вставлены между слоями (202-205) витков ткани при обертывании их вокруг оправки. Кроме того, может быть обеспечено дополнительное усиление по всей толщине узла заготовки, например, Т-образным формированием, прошиванием или сшиванием элементов жесткости непосредственно и/или скреплением слоев (301, 302) элемента жесткости со слоями (202-205) витков заготовки до формования и пропитки смолой. Периферийные элементы (301), (302) жесткости могут проходить только частично вокруг периферии заготовки (100) корпуса вентилятора. Частично проходящие элементы (301), (302) жесткости также могут быть подвергнуты Т-образному формированию, прошиванию или сшиты слоями непосредственно или нашиты на сухую основную заготовку корпуса вентилятора до формования для обеспечения телу (101) заготовки (100) корпуса вентилятора усиления по всей толщине.
Кроме того, элементы жесткости могут быть сплошными периферийными кольцами, или они могут быть только дугообразными сегментами, которые не обертываются вокруг всей периферии заготовки корпуса вентилятора, или они могут представлять собой комбинацию сплошных периферийных колец и дугообразных сегментов. Например, дугообразные сегменты представляют предпочтительный вариант при использовании периферийных элементов жесткости для мест установки оборудования, которые не требуют сплошных периферийных колец. В этом случае узел заготовки будет также содержать части текстильной ткани, которые отрезаны по длине и могут быть уложены друг на друга до создания необходимой толщины дугообразного сегмента.
Таким образом, периферийные элементы жесткости могут представлять собой множество витков однослойной ткани, множество витков многослойной ткани, полные периферийные кольца, частичные элементы жесткости (т.е. дуги), и они могут быть намотаны на периферийную поверхность контурной тканой основной заготовки с применением или без применения Т-образного формирования, прошивания или сшивания, и совместно сформованы. В качестве альтернативного варианта реализации настоящего изобретения, они могут быть намотаны на периферийную поверхность основания уже сформованной заготовки и сформованы в дополнительной операции формирования конечного композитного изделия. Кроме того, для каждого периферийного элемента жесткости могут быть выбраны разные ткани, и необязательно ткани, формирующие периферийные элементы жесткости и основную заготовку, должны представлять собой одинаковый тип ткани. Кроме того, используемые ткани не обязательно должны быть равномерной толщины и при необходимости могут иметь более толстые или более тонкие участки.
Другой вариант реализации композитной заготовки корпуса вентилятора с дополнительными периферийными элементами жесткости показан на фиг. 4, на которой изображен типовой вариант реализации, в котором использовано несколько тканых подзаготовок, каждая из которых может содержать по меньшей мере один виток вокруг подходящим образом разработанной оправки. Тканые подзаготовки могут быть сформированы из ткани, по меньшей мере частично сотканной из волокон, полученные растягиванием с разрывом, или нитей или могут быть сформированы из контурной текстильной ткани. На фиг. 4 первая подзаготовка содержит слои (202) и (203) витков контурной текстильной ткани вокруг подходящим образом разработанной оправки. Внешние подзаготовки содержат множество витков тканых изделий, как показано на второй подзаготовке, содержащей слои (401) и (402) витков, третьей подзаготовкой, содержащей слои (403) и (404) витков, и четвертой подзаготовкой, содержащей слои (405) и (406) витков.
Все подзаготовки изготовлены и объединены для создания конечного узла заготовки корпуса вентилятора. Каждая из этих подзаготовок состоит из основной части с неотделимыми выступами и/или элементами жесткости с обоих концов. Составной элемент жесткости представляет собой элемент, слой или слои которого имеют сквозные волокна, соединяющие его с основанием. Промежуточный элемент жесткости расположен по меньшей мерев одном месте между концевыми выступами. Промежуточные элементы жесткости могут быть составными или нет. Количество витков, используемых для любой или всех подзаготовок, может быть разным и не ограничено типовым схематическим изображением, показанным на фиг. 4. Подобным образом соответственные формы и размеры таких подзаготовок из контурной текстильной ткани не ограничены типовым схематическим изображением на фиг. 4. Кроме того, используемые тканые изделия не обязательно должны обладать постоянной толщиной и при необходимости могут иметь более толстые или более тонкие участки. Кроме того, тело (101) заготовки корпуса вентилятора между выступами (102), (103) не обязательно должно быть абсолютно цилиндрическим (например, может быть по существу бочкообразным или любой формы, показанной на фиг. 7) или иметь постоянную толщину. Кроме того, для каждой подзаготовки могут быть выбраны различные ткани.
В этом варианте реализации первая подзаготовка, содержащая слои (202) и (203) витков, подобна основной заготовке, показанной на фиг. 2, за исключением того, что она не имеет столько витков и составляет лишь часть всей толщины заготовки. По меньшей мере две другие подзаготовки, именуемые внешними подзаготовка ми, - такие как подзаготовки на фиг. 4, которые содержат витки (401) и (402), витки (403) и (404) и витки (405) и (406), - наматываются поверх первой подзаготовки, которая содержит слои (202) и (203) витков. Таким образом, объединение всех подзаготовок образует полную толщину по существу бочкообразного тела (101) узла заготовки корпуса вентилятора, а также толщину неотделимых выступов (102) и (103), которые сформированы теми подзаготовками, неотделимые выступы которых совмещены на внешней кромке. Другие неотделимые выступы этих подзаготовок объединяются для создания составных элементов (407) и (408) жесткости, которые расположены между неотделимыми выступами (102) и (103) на бочкообразном теле (101) узла заготовки.
Периферийные элементы жесткости, как описанные в первом варианте реализации и изображенные на фиг. 3, могут также быть включены в этот вариант реализации.
Отрезки тканого материала (не показаны) могут быть размещены между неотделимыми выступами любой из подзаготовок, изображенных, например, на фиг. 4. Например, по меньшей мере один отрезок тканого материала может быть размещен между неотделимыми выступами, сформированными витками 405 и 406 в одной внешней подзаготовке. По меньшей мере один отрезок тканого материала также может быть помещен между витками 403 и 405 смежных внешних подзаготовок, или между витком 405 и неотделимым выступом 103 первой подзаготовки, или между выступом 102 и витком 401. Эти слои усиления таким образом могут быть размещены между слоями любого из витков 101-406 и в пределах любого из слоев, формирующих выступы 102, 103, 407 и 408. Эти дополнительные тканые слои вставлены таким образом, чтобы нити вставленного материала были расположены под углом больше, чем 0 градусов и меньше, чем 90 градусов (т.е. под наклоном) к нитям тканых слоев, формирующих элементы жесткости или подзаготовки. Кроме того, дополнительное усиление по всей толщине узла заготовки корпуса вентилятора может быть обеспечено, например, Т-образным формированием, прошиванием или сшиванием элементов (407-408) жесткости и самих тканей с наклонной ориентацией нитей, слоев (102-103) выступов и/или скреплением слоев элемента жесткости со слоями (202-203) витков заготовки корпуса вентилятора до формования и пропитки смолой. В качестве альтернативного варианта реализации ткани, формирующие элементы жесткости, могут быть намотаны или помещены на периферийную поверхность основания уже сформованной заготовки и отформованы в дополнительной операции, формируя конечный составной объект.
Ширина основных частей для каждой подзаготовки и внешней подзаготовки может быть разработана для размещения составных элементов жесткости в необходимых осевых положениях. По меньшей мере один составной элемент жесткости может быть сформирован на основании количества используемых внешних подзаготовок. Кроме того, и подобно предыдущим вариантам реализации, все подзаготовки могут быть собраны и сформованы в одной операции. В качестве альтернативного варианта реализации настоящего изобретения наиболее удаленная подзаготовка может быть обернута или помещена на периферии отформованной основной заготовки, уже расположенной на оправке, и сформована в дополнительной операции, формирующей конечное композитное изделие.
На фиг. 5 показан дополнительный вариант реализации. В этом неограничивающем примере основная заготовка представляет собой подзаготовку, которая содержит три слоя (202), (203) и (204) витков вокруг подходящим образом разработанной оправки однослойного или многослойного контурной текстильной ткани с выступами на каждом конце. Дополнительный виток, названный витком промежуточного элемента жесткости, формирует подзаготовку (501), которая находится во взаимодействии по меньшей мере с одним промежуточным элементом (502) и (503) жесткости. Виток промежуточного элемента жесткости включен в отдельную ткань, которая обеспечивает последний виток завершенной заготовки. Подзаготовка 501 может быть сформирована из контурной текстильной ткани или может быть сформирована из ткани, по меньшей мере частично сотканной из волокон, полученные растягиванием с разрывом. Эта подзаготовка (501) намотана на слои (202), (203) и (204) витков основной подзаготовки, которые в целом обеспечивают большую часть материала для узла заготовки, и таким образом заканчивает заготовку. Количество, относительные формы и размеры таких промежуточных элементов жесткости не ограничены типовым схематическим изображением, представленным на фиг. 5.
Отрезки тканого материала (не показаны) могут быть помещены между неотделимыми выступами подзаготовки 501 и выступами бочкообразного тела 101, как изображено, например, на фиг. 5. Например, по меньшей мере один отрезок тканого материала может быть помещен между неотделимыми выступами, сформированными в заготовке 501 витка промежуточного элемента жесткости, и слоем 102 выступа бочкообразного тела 101. Подобным образом по меньшей мере один отрезок тканого материала может быть помещен между неотделимыми выступами, сформированными в заготовке 501 витка промежуточного элемента жесткости, и слоем 103 выступа тела 101. В некоторых вариантах реализации по меньшей мере один отрезок тканого материала также может быть помещен в складках по меньшей мере одного промежуточного элемента (502) и (503) жесткости.
Эти дополнительные сплетенные слои вставлены таким образом, что нити вставленного материала расположены под углом больше, чем 0 градусов и меньше, чем 90 градусов (т.е. наклонно) к нитям тканых слоев, формирующих выступы или элементы жесткости. Кроме того, дополнительное усиление по всей толщине узла заготовки можно обеспечить, например, Т-образным формированием, прошиванием или сшиванием промежуточных элементов (502 503) жесткости и непосредственно тканых изделий, слоев (102-103) выступов, и/или присоединить слои элемента жесткости к слоям (202-203) витков заготовки до формования и пропитки смолой. Ткани, формирующие элементы жесткости, в качестве альтернативного варианта реализации могут быть намотаны или помещены на периферийную поверхность основания уже сформованной заготовки, и отформованы в дополнительной операции, формирующей законченное композитное изделие.
Количество витков, используемых для подзаготовки, может быть различным и не ограничено типовым схематическим изображением, показанным на фиг. 5. Кроме того, используемые ткани не обязательно должны иметь постоянную толщину и при необходимости могут иметь более толстые или более тонкие участки. Кроме того, тело (101) заготовки между выступами (102), (103) не обязательно должно иметь абсолютно цилиндрическую форму и может быть по существу бочкообразным. Различные типы тканей могут также быть выбраны для подзаготовки и витка промежуточного элемента жесткости. Периферийные элементы жесткости, подобные описанным в первом варианте реализации, также могут быть включены в этот вариант реализации.
На фиг. 6 изображен другой вариант реализации, в котором представлено раздвоение (603) наиболее удаленного слоя наиболее удаленного витка (602) многослойной текстильной ткани. Как и с вариантом реализации предшествующего уровня техники, представленным на фиг. 2, заготовка создана некоторым количеством непрерывных витков текстильной ткани (607), которое обернуто по меньшей мере один раз вокруг подходящим образом разработанной оправки для создания узла (608) заготовки. На фиг. 6 показаны четыре витка ткани, начиная с самого внутреннего витка (601), промежуточные витки (609) и (610) и наиболее удаленный виток (602). Наиболее удаленный виток (602) содержит раздвоенные части (604) и (605), которые сформированы на внешнем слое наиболее удаленного витка. Внешний слой наиболее удаленного витка может быть раздвоен в направлении основы. Раздвоенный слой указанного слоя наружной поверхности затем складывают для получения периферийного элемента жесткости. Периферийный элемент жесткости может выступать точкой крепления для присоединения деталей оборудования болтами к сформованному узлу заготовки при использовании ее, например, в качестве корпуса вентилятора. Элемент жесткости может охватывать только дугообразный сегмент вокруг периферии (606), или виток может быть сформирован достаточной длины для обеспечения полного периферийного кольца вокруг заготовки корпуса вентилятора.
Раздвоение (603) также может быть сделано в направлении утка таким образом, чтобы обеспечить осевые элементы жесткости или также точки крепления. В таком случае раздвоение было бы выполнено в направлении утка, а не основы, однослойной или многослойной ткани. Согласно приведенному выше описанию наиболее удаленный слой сложен для создания осевого элемента жесткости.
Количество используемых витков может быть различным и не ограничено типовым схематическим изображением, показанным на фиг. 6. Кроме того, используемые ткани не обязательно должны иметь постоянную толщину и при необходимости могут иметь более толстые или более тонкие участки. Кроме того, тело (например, тело (101) на фиг. 2) заготовки, созданной согласно варианту реализации, показанному на фиг. 6, которое расположено между выступами (например, (102) и (103) на фиг. 2), не обязательно должно быть абсолютно цилиндрическим и может быть по существу бочкообразным. Также данное тело не обязательно должно иметь постоянную толщину. Периферийные элементы жесткости подобно описанным в первом вариант t реализации также могут быть включены в этот вариант реализации.
Отрезки тканого материала (не показаны) могут быть помещены между раздвоенными частями (604, 605) при складывании раздвоенных частей для формирования элемента жесткости согласно фиг. 6. Например, по меньшей мере один отрезок тканого материала может быть помещен между раздвоенными частями (604, 605), как изображено в сечении А-А на фиг. 6. Эти дополнительные тканые слои вставлены таким образом, что нити вставленного материала расположены под углом больше, чем 0 градусов и меньше, чем 90 градусов (т.е. наклонно) к нитям раздвоенных тканых слоев, формирующих элементы жесткости. Кроме того, дополнительное усиление по всей толщине узла заготовки можно обеспечить, например, Т-образным формированием, прошиванием или сшиванием элементов жесткости и самих тканых изделий до формования и пропитки смолой. Узел заготовки затем формуется в конечное композитное изделие.
Во всех вариантах реализации, после формирования узла заготовки, смола вводится в узел заготовки (как указано, за один или два этапа) одним из способов, известных специалистам в данной области техники, и отверждается. На этапе введения смолы, известном как операция формования или уплотнения, вводят связующий материал в тканую заготовку так, чтобы смоляная матрица заполнила, или по существу заполнила, промежуточные области между компонентами заготовки, упаковав компоненты и заготовку. Материал со смоляной матрицей может представлять собой любой из огромного разнообразия материалов, таких как эпоксидная смола, фенопласт, полиэстер, сложный виниловый эфир, керамика, углерод и/или другие материалы, которые также демонстрируют необходимые физические, термические, химические и/или другие свойства. Материалы, выбранные для использования в качестве смоляной матрицы, могу представлять собой такие же или отличаться от материалов усиленной заготовки и могут обладать или не обладать сопоставимыми физическими, химическими, термическими или другими свойствами. После процесса формования композитное изделие снимают с оправки и выполняют любые доводочные операции, такие как доводка или полировка и т.д.
Таким образом, настоящее изобретение реализует свои объекты и преимущества, и хотя в настоящем описании были раскрыты и подробно рассмотрены предпочтительные варианты реализации, тем не менее, объем и объекты настоящего изобретения не должны быть ограничены ими; скорее его объем должен быть определен вариантами реализации в пунктах приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННАЯ КОНСТРУКЦИЯ ВХОДНОГО УСТРОЙСТВА | 2018 |
|
RU2727820C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2337837C2 |
| УСТАНОВКА И СПОСОБ ГИБКИ ЛИСТОВ СТЕКЛА | 2003 |
|
RU2350572C2 |
| ТКАНЫЕ ПРЕФОРМЫ, ИМЕЮЩИЕ ЗАДАННУЮ ФОРМУ, С РАЗНОНАПРАВЛЕННЫМ АРМИРОВАНИЕМ ДЛЯ КОМПОЗИЦИОННЫХ СТРУКТУР | 2009 |
|
RU2504478C2 |
| КОНФЕКЦИОННО-ТЕХНИЧЕСКИЙ СПОСОБ, ЗАТЯЖНОЙ МОДУЛЬ И ДЕРЖАТЕЛЬ СШИВАЕМОГО МАТЕРИАЛА ДЛЯ ФОРМИРОВАНИЯ ТЕКСТИЛЬНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНАМИ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ | 2001 |
|
RU2248879C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
| ТКАНАЯ ЗАГОТОВКА, С ВЫПОЛНЕННЫМИ ЗАОДНО ЦЕЛОЕ С НЕЙ ВНЕОСЕВЫМИ ЭЛЕМЕНТАМИ ЖЕСТКОСТИ | 2009 |
|
RU2534505C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА, И СПОСОБ ПРОИЗВОДСТВА ТАКОЙ ТКАНИ | 2013 |
|
RU2633195C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО УСИЛИТЕЛЬНОГО ЭЛЕМЕНТА | 2011 |
|
RU2575894C2 |
| ТКАНАЯ ЗАГОТОВКА, КОМПОЗИТНЫЙ МАТЕРИАЛ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2550860C2 |

Изобретение относится к узлу тканой заготовки и к способу изготовления тканой заготовки. Для тканых заготовок, например используемых для корпусов вентиляторов двигателя реактивного воздушного летательного аппарата, могут потребоваться дополнительные элементы жесткости для повышения прочностной и/или динамической характеристики узла заготовки, а также для выполнения функции мест крепления. Изобретение описывает улучшенную тканую заготовку, содержащую периферийные элементы жесткости, добавленные к тканой заготовке. Изобретение обеспечивает повышение механических показателей изделий. 9 н. и 50 з.п. ф-лы, 7 ил.
1. Узел тканой заготовки, содержащий:
по меньшей мере один виток непрерывной текстильной ткани вокруг средней линии оправки, которая выполнена таким образом, чтобы формировать основание заготовки с заданной формой поперечного сечения, причем указанный по меньшей мере один виток имеет первый неотделимый выступ, расположенный на первой кромке указанной текстильной ткани, который формирует периферию первой кромки вокруг указанной средней линии, и второй неотделимый выступ, расположенный на второй кромке указанной текстильной ткани, который формирует периферию второй кромки вокруг указанной средней линии; и
по меньшей мере один слой контурной текстильной ткани, сформированный из множества волокон основы, переплетенных с множеством волокон утка, и по меньшей мере частично обернутый или размещенный вокруг и в контакте с периферией указанного основания заготовки с формированием по меньшей мере одного периферийного элемента жесткости,
причем волокна основы указанного по меньшей мере одного слоя контурной текстильной ткани, формирующего указанный по меньшей мере один периферийный элемент жесткости, расположены в круговом направлении, и их длина различается по ширине ткани, так что указанный по меньшей мере один периферийный элемент жесткости обеспечивает согласование формы контурной текстильной ткани с изгибом на периферии заготовки.
2. Узел заготовки по п. 1, в котором любая из указанных тканей может быть выбрана из группы, состоящей из однослойной ткани и многослойных тканей.
3. Узел заготовки по п. 1, в котором указанный по меньшей мере один периферийный элемент жесткости содержит по меньшей мере один виток однослойной текстильной ткани или многослойной текстильной ткани.
4. Узел заготовки по п. 1, в котором указанный по меньшей мере один периферийный элемент жесткости сформирован из тканей, содержащих волокна, полученные растягиванием с разрывом в направлении основы, направлении утка или в направлениях основы и утка.
5. Узел заготовки по п. 4, дополнительно содержащий по меньшей мере один отрезок тканого материала, вставленный наклонно между любыми из указанных слоев текстильной ткани.
6. Узел заготовки по п. 1, в котором указанная ткань, формирующая указанный по меньшей мере один периферийный элемент жесткости, обернута по меньшей мере один раз вокруг средней линии для формирования цельной периферии вокруг указанного основания заготовки.
7. Узел заготовки по п. 1, в котором указанная ткань, формирующая указанный по меньшей мере один периферийный элемент жесткости, частично обернута вокруг средней линии для формирования дугообразного сегмента вокруг указанного основания заготовки.
8. Узел заготовки по п. 1, в котором указанные периферийные элементы жесткости содержат по меньшей мере один элемент жесткости, обернутый по меньшей мере один раз вокруг средней линии, с обеспечением формирования цельной периферии вокруг указанного основания заготовки, и по меньшей мере один элемент жесткости, частично обернутый вокруг средней линии, с формированием дугообразного сегмента вокруг указанной периферии.
9. Узел заготовки по п. 1, в котором по меньшей мере некоторые из указанных периферийных элементов жесткости прикреплены к указанному основанию заготовки Т-образным формированием, прошиванием или сшиванием.
10. Узел заготовки по п. 1, в котором усиление по всей толщине указанных витков, формирующих основание заготовки, обеспечено Т-образным формированием, прошиванием или сшиванием витков текстильной ткани.
11. Узел заготовки по п. 1, в котором указанное тело заготовки и указанный по меньшей мере один периферийный элемент жесткости сформованы совместно.
12. Узел заготовки по п. 1, в котором указанные элементы жесткости обернуты вокруг сформованного основания заготовки.
13. Узел заготовки по п. 1, в котором указанная текстильная ткань изготовлена из материалов, выбранных из группы, состоящей из углерода, нейлона, вискозы, полиэстера, стекла, керамики, арамида и полиэтилена.
14. Узел тканой заготовки, содержащий:
первую подзаготовку, содержащую по меньшей мере один виток непрерывной текстильной ткани вокруг средней линии или подходящим образом разработанной оправки для формирования по меньшей мере одной по существу бочкообразной периферии вокруг средней линии, причем указанные витки имеют первый неотделимый выступ, расположенный на первой кромке указанной текстильной ткани, который формирует периферию первой кромки вокруг указанной средней линии, и второй неотделимый выступ, расположенный на второй кромке указанной текстильной ткани, который формирует периферию второй кромки вокруг указанной средней линии;
по меньшей мере две внешние подзаготовки, каждая из которых содержит:
по меньшей мере один виток непрерывной текстильной ткани вокруг средней линии для формирования по меньшей мере двух по существу бочкообразных периферийных поверхностей вокруг указанной средней линии,
причем указанные витки имеют первый неотделимый выступ внешней подзаготовки, расположенный на первой кромке текстильной ткани указанной внешней подзаготовки, которая формирует периферию кромки первой внешней подзаготовки вокруг указанной средней линии, и второй неотделимый выступ внешней подзаготовки, расположенный на второй кромке текстильной ткани указанной внешней подзаготовки, которая формирует периферию второй кромки вокруг указанной средней линии;
каждая по существу бочкообразная периферия указанной внешней подзаготовки обернута вокруг по существу бочкообразной периферии указанной первой подзаготовки; и
смежные неотделимые выступы внешних подзаготовок находятся в контакте друг с другом и содержат неотделимые элементы жесткости.
15. Узел заготовки по п. 14, дополнительно содержащий:
по меньшей мере один периферийный элемент жесткости в контакте с указанной внешней подзаготовкой на по существу бочкообразной периферии указанной внешней подзаготовки.
16. Узел заготовки по п. 14, в котором текстильная ткань каждой подзаготовки изготовлена из материалов, выбранных из группы, состоящей из углерода, нейлона, вискозы, полиэстера, стекла, керамики, арамида и полиэтилена.
17. Узел заготовки по п. 14, в котором указанная первая подзаготовка собрана и сформована перед сборкой указанных внешних подзаготовок для контакта с бочкообразной периферией указанной первой подзаготовки.
18. Узел заготовки по п. 14, в котором указанная первая подзаготовка и вторая подзаготовка сформованы совместно.
19. Узел заготовки по п. 14, в котором по меньшей мере некоторые из указанных внешних подзаготовок прикреплены к указанной первой подзаготовке Т-образным формированием, прошиванием или сшиванием.
20. Узел заготовки по п. 14, дополнительно содержащий по меньшей мере один отрезок тканого материала, вставленный наклонно между указанными витками непрерывной текстильной ткани.
21. Узел заготовки по п. 14, дополнительно содержащий отрезки тканого материала, вставленные наклонно между по меньшей мере некоторыми из указанных смежных неотделимых выступов внешних подзаготовок.
22. Узел заготовки по п. 14, в котором первый неотделимый выступ внешней подзаготовки расположен рядом с первым неотделимым выступом, а второй неотделимый выступ внешней подзаготовки расположен рядом со вторым неотделимым выступом.
23. Узел заготовки по п. 22, дополнительно содержащий отрезки тканого материала, вставленные наклонно между по меньшей мере одним из указанного первого неотделимого выступа внешней подзаготовки и указанного первого неотделимого выступа и указанного второго неотделимого выступа внешней подзаготовки и указанного второго неотделимого выступа.
24. Узел заготовки по п. 14, в котором указанная ткань может быть выбрана из группы, состоящей из однослойной ткани и многослойной ткани.
25. Узел тканой заготовки, содержащий:
подзаготовку, содержащую по меньшей мере один виток непрерывной текстильной ткани вокруг средней линии подходящим образом разработанной оправки для формирования по существу бочкообразной периферии, причем указанный виток имеет первый неотделимый выступ, расположенный на первой кромке указанной текстильной ткани, которая формирует периферию первой кромки вокруг указанной средней линии, и второй неотделимый выступ, расположенный на второй кромке указанной текстильной ткани, которая формирует периферию второй кромки вокруг указанной средней линии; и
виток промежуточного элемента жесткости, состоящий по меньшей мере из одного витка непрерывной текстильной ткани вокруг средней линии, который формирует виток промежуточного элемента жесткости вокруг по существу бочкообразной периферии вокруг указанной средней линии в контакте с по существу бочкообразной периферией указанной подзаготовки,
причем указанный виток промежуточного элемента жесткости имеет первый неотделимый выступ промежуточного элемента жесткости, расположенный на первой кромке текстильной ткани витка указанного промежуточного элемента жесткости, и второй неотделимый выступ промежуточного элемента жесткости, расположенный на второй кромке текстильной ткани указанного промежуточного элемента жесткости, который формирует периферию второй кромки вокруг указанной средней линии,
при этом указанный виток промежуточного элемента жесткости включает по меньшей мере один промежуточный элемент жесткости, расположенный между указанным первым неотделимым выступом промежуточного элемента жесткости и указанным вторым неотделимым выступом промежуточного элемента жесткости.
26. Узел заготовки по п. 25, дополнительно содержащий:
по меньшей мере один периферийный элемент жесткости, примыкающий к по существу бочкообразной периферии указанного витка промежуточного элемента жесткости.
27. Узел заготовки по п. 25, в котором указанная текстильная ткань подзаготовки изготовлено из материалов, выбранных из группы, состоящей из углерода, нейлона, вискозы, полиэстера, стекла, керамики, арамида и полиэтилена.
28. Узел заготовки по п. 25, в котором текстильная ткань указанного промежуточного элемента жесткости изготовлена из материалов, выбранных из группы, состоящей из углерода, нейлона, вискозы, полиэстера, стекла, керамики, арамида и полиэтилена.
29. Узел заготовки по п. 25, в котором указанная ткань может быть выбрана из группы, состоящей из однослойной ткани и многослойной ткани.
30. Узел заготовки по п. 25, в котором указанная подзаготовка и указанные витки промежуточного элемента жесткости сформованы совместно.
31. Узел заготовки по п. 25, в котором виток указанного внешнего элемента жесткости прикреплен к указанной подзаготовке Т-образным формированием, прошиванием или сшиванием.
32. Узел заготовки по п. 25, дополнительно содержащий по меньшей мере один отрезок тканого материала, вставленный наклонно между указанной подзаготовкой и указанным промежуточным витком.
33. Узел заготовки по п. 25, в котором первый неотделимый выступ промежуточного элемента жесткости расположен рядом с первым неотделимым выступом, а второй неотделимый выступ промежуточного элемента жесткости расположен рядом со вторым неотделимым выступом.
34. Узел заготовки по п. 33, дополнительно содержащий отрезки тканого материала, вставленные наклонно между по меньшей мере одним из указанного первого неотделимого выступа и указанного первого неотделимого выступа промежуточного элемента жесткости и указанного второго неотделимого выступа и указанного второго неотделимого выступа промежуточного элемента жесткости.
35. Узел тканой заготовки, содержащий:
по меньшей мере один виток непрерывной текстильной ткани вокруг средней линии подходящим образом разработанной оправки для формирования бочкообразной периферии, причем указанный виток имеет первый неотделимый выступ, расположенный на первой кромке указанной текстильной ткани, которая формирует периферию первой кромки вокруг указанной средней линии, и второй неотделимый выступ, расположенный на второй кромке указанной текстильной ткани, которая формирует периферию второй кромки вокруг указанной средней линии;
наиболее удаленный виток указанной текстильной ткани раздвоен на наиболее удаленном слое указанной текстильной ткани; и
указанный раздвоенный наиболее удаленный слой сложен для создания по меньшей мере одного элемента жесткости.
36. Узел заготовки по п. 35, в котором указанные элементы жесткости ориентированы в осевом направлении с указанной средней линией.
37. Узел заготовки по п. 35, в котором указанные элементы жесткости ориентированы по периферии вокруг указанной средней линии.
38. Узел заготовки по п. 35, дополнительно содержащий:
по меньшей мере один периферийный элемент жесткости, который расположен в контакте с указанной бочкообразной периферией.
39. Узел заготовки по п. 35, в котором указанный по меньшей мере один элемент жесткости прикреплен к указанному по меньшей мере одному витку непрерывной текстильной ткани Т-образным формированием, прошиванием или сшиванием.
40. Узел заготовки по п. 35, дополнительно содержащий по меньшей мере один отрезок тканого материала, вставленный наклонно между указанными одним или более витками непрерывной текстильной ткани.
41. Узел заготовки по п. 35, дополнительно содержащий отрезки тканого материала, вставленные наклонно между раздвоенными частями указанного наиболее удаленного слоя.
42. Способ изготовления тканой заготовки, содержащий этапы:
обертывания непрерывной текстильной ткани вокруг средней линии по меньшей мере один раз для формирования периферийной поверхности вокруг указанной средней линии;
обертывания по меньшей мере одного периферийного элемента жесткости вокруг указанной непрерывной текстильной ткани так, чтобы указанные периферийные элементы жесткости примыкали к указанной периферийной поверхности вокруг указанной средней линии.
43. Способ по п. 42, дополнительно содержащий этап:
сшивания по меньшей мере одного указанного периферийного элемента жесткости с указанной непрерывной текстильной тканью.
44. Способ по п. 42, дополнительно содержащий этап:
формования указанной непрерывной текстильной ткани после ее обертывания по меньшей мере один раз вокруг средней линии для формирования указанной периферии вокруг средней линии.
45. Способ по п. 44, дополнительно содержащий этап:
совместного формования по меньшей мере одного указанного периферийного элемента жесткости с указанной непрерывной текстильной тканью после обертывания его по меньшей мере один раз вокруг средней линии для формирования указанной периферии вокруг средней линии.
46. Способ по п. 44, дополнительно содержащий этап:
формования указанных периферийных элементов жесткости на указанной сформованной непрерывной текстильной ткани.
47. Способ изготовления тканой заготовки, содержащий этапы:
обертывания непрерывной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования периферийной поверхности вокруг указанной средней линии; и
обертывания по меньшей мере одного периферийного элемента жесткости вокруг указанной периферийной поверхности так, чтобы указанный периферийный элемент жесткости примыкал и сформировал дугу вокруг указанной периферийной поверхности.
48. Способ изготовления тканой заготовки, содержащий этапы:
обертывания непрерывной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования периферийной поверхности первой подзаготовки вокруг указанной средней линии, причем указанная первая подзаготовка имеет первый неотделимый выступ, расположенный на первой кромке указанной текстильной ткани, которая формирует периферию первой кромки вокруг указанной средней линии, и второй неотделимый выступ, расположенный на второй кромке указанной текстильной ткани, которая формирует периферию второй кромки вокруг указанной средней линии;
обертывания по меньшей мере одной дополнительной подзаготовки вокруг указанной первой подзаготовки, при этом указанные дополнительные подзаготовки имеют первый неотделимый выступ внешней подзаготовки, расположенный на первой кромке текстильной ткани указанной внешней подзаготовки, который формирует периферию первой кромки вокруг указанной средней линии, и второй неотделимый выступ внешней подзаготовки, расположенный на второй кромке текстильной ткани указанной внешней подзаготовки, который формирует периферию второй кромки вокруг указанной средней линии; и
формирования составных элементов жесткости путем выравнивания каждого смежного неотделимого выступа внешней подзаготовки так, чтобы такие смежные неотделимые выступы внешней подзаготовки были в контакте друг с другом.
49. Способ изготовления тканой заготовки, содержащий этапы:
обертывания непрерывной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования периферийной поверхности подзаготовки вокруг указанной средней линии, причем указанная подзаготовка имеет первый неотделимый выступ, расположенный на первой кромке указанной текстильной ткани, которая формирует периферию первой кромки вокруг указанной средней линии, и второй неотделимый выступ, расположенный на второй кромке указанной текстильной ткани, которая формирует периферию второй кромки вокруг указанной средней линии;
формирования промежуточных элементов жесткости в витке промежуточного элемента жесткости и
обертывания указанного витка промежуточного элемента жесткости вокруг указанной подзаготовки.
50. Способ изготовления тканой заготовки, содержащий этапы:
обертывания непрерывной текстильной ткани по меньшей мере один раз вокруг средней линии для формирования периферийной поверхности вокруг указанной средней линии;
раздваивания наиболее удаленного слоя наиболее удаленного витка и
складывания указанного раздвоенного слоя для создания периферийного дискообразного элемента жесткости.
51. Узел тканой заготовки по п. 1, в которой указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
52. Узел тканой заготовки по п. 14, в которой указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
53. Узел тканой заготовки по п. 25, в которой указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
54. Узел тканой заготовки по п. 35, в которой указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
55. Способ по п. 42, в котором указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
56. Способ по п. 47, в котором указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
57. Способ по п. 48, в котором указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
58. Способ по п. 49, в котором указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
59. Способ по п. 50, в котором указанная непрерывная текстильная ткань представляет собой контурную текстильную ткань.
| FR 2968364 A1, 08.06.2012 | |||
| EP 1927732 A2, 04.06.2008 | |||
| JP 2012016926 A, 26.01.2012 | |||
| КОМБИНИРОВАННЫЕ ТРЕХМЕРНЫЕ ТКАНЫЕ МНОГОСЛОЙНЫЕ СТОЙКИ ДЛЯ КОМПОЗИТНЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2415976C2 |

