Настоящее изобретение относится к шине для колес транспортных средств и способу ее изготовления.
Шина для колес транспортных средств обычно содержит каркасную конструкцию, в основном состоящую из одного или более каркасных слоев, имеющих, по существу, тороидальную форму, причем их противоположные по оси боковые кромки соединены с соответствующими кольцевыми армирующими конструкциями, каждая из которых содержит, по меньшей мере, один сердечник борта шины, при этом каждый слой имеет множество нитей корда, проходящих параллельно друг другу и введенных, по меньшей мере, в один слой эластомерного материала. Каждая кольцевая армирующая конструкция введена в так называемый «борт» шины, образованный по внутренней периферийной кромке шины для шин, устанавливаемых на соответствующий обод.
В так называемых «радиальных» шинах каждая нить корда, расположенная в слое или слоях каркаса, находится в плоскости, проходящей, по существу, радиально относительно оси вращения шины, т.е., каждая нить корда имеет ориентацию, по существу, ортогональную к направлению периферийного выступа.
В этом случае в каркасной конструкции в основном применяется ленточная конструкция, расположенная в радиально внешнем положении, и эта ленточная конструкция содержит одну или более ленточную полосу, выполненную в форме замкнутого кольца и, по существу, состоящую из текстильного или металлического корда, введенного в слой эластомерного материала, при этом полосы проходят параллельно друг другу и имеют соответствующую ориентацию относительно корда, относящегося к примыкающим каркасным слоям и/или ленточным полосам.
В радиально внешнем положении относительно ленточной конструкции коаксиально расположен протекторный браслет, предназначенный для катящегося контакта с землей и обычно снабженный выступающим рисунком, образованным вырезами и канавками, выполненными в толщине протектора, которые предназначены для обеспечения необходимого сцепления шины с землей.
Следует отметить, что для целей настоящего изобретения термин «эластомерный материал» означает состав, содержащий, по меньшей мере, один эластомерный полимер и, по меньшей мере, один армирующий наполнитель и, возможно, добавки разных типов (например, сшивающие агенты, пластификаторы и другие добавки, известные специалистам в данной области техники).
На противоположных сторонах шины имеется пара боковых стенок, каждая из которых закрывает боковой участок шины, причем они заключены между так называемой плечевой зоной, расположенной вблизи соответствующей боковой кромки протекторного браслета, и соответствующим бортом шины.
В традиционном производственном процессе формирование каждого каркасного слоя осуществляют путем изготовления прорезиненной ткани, содержащей множество армирующих нитевидных элементов, введенных в слой эластомерного материала параллельно друг другу, далее именуемых «корд», этот термин используется для определения как отдельных жил (моноволокно, хлопковая нить, пряжа, проволока), так и совокупности нитей, т.е., структуры, содержащей одну или более жил, скрученных вместе, каждая из которых состоит из определенного количества элементарных нитей, скрученных друг с другом. Такую прорезиненную ткань изготавливают, например, операцией каландрования, при которой множество этих кордов размещают в одной плоскости рядом друг с другом и заключают между двумя слоями эластомерного материала. Нити этого корда могут состоять из металлических сплавов, например стали, текстильных волокон, волокон углерода, стекловолокна, Кевлара или других волокон, обладающих соответствующей стойкостью для использования в шинах.
Каждый каркасный слой затем собирают с другими компонентами шины, такими как, например, указанные сердечники бортов, на так называемом цилиндрическом сборочном барабане. Каркасный слой заворачивают вокруг указанных сердечников бортов так, чтобы когда цельная каркасная конструкция, сначала изготавливаемая в форме цилиндрического рукава, принимала тороидальную форму, слой каркаса и сердечники бортов соединялись друг с другом, при этом каркасный слой заворачивается вокруг сердечников бортов и проходит изнутри наружу как в осевом, так и в радиальном направлении.
На последующей операции на указанной каркасной конструкции собирают другие компоненты шины, такие как брекерная конструкция, боковые стенки и протекторный браслет (например, на сборочном барабане).
В соответствии с недавно разработанными технологическими процессами, как описано, например, в заявке ЕР 928680 того же заявителя, что и по данной заявке, шину можно непосредственно собирать на тороидальной опоре. Первый каркасный слой формируют, укладывая элементы в форме полосы на эту тороидальную опору, при этом каждый из этих имеющих форму полосы элементов содержит продольные нитевидные элементы, введенные в слой эластомерного материала. Эти имеющие форму полосы элементы последовательно укладывают так, чтобы образовать каркасную конструкцию, в которой имеющие форму полосы элементы частично перекрывают друг друга на боковых участках шины и располагаются по периферии рядом друг с другом на участке короны самой шины. Кольцевые армирующие конструкции соединяют с каркасным слоем, который содержит, например, первую и вторую кольцевые периферийные вставки и расположенный между ними эластомерный наполнитель. Второй каркасный слой можно создать, наложив его на первый каркасный слой и указанные кольцевые конструкции. Затем брекерную конструкцию, также изготовленную наложением имеющих форму полосы элементов, соединяют со сформированной таким образом каркасной конструкцией. Затем присоединяют протектор и пару боковых стенок, накладывая элементарные полуготовые изделия из эластомерного материала в форме ленты соответствующих размеров, уложенной на витки, расположенные рядом друг с другом в осевом направлении и/или внахлест в радиальном направлении. Следовательно, в этом процессе рассматривается возможность использования, по меньшей мере, двух разных типов элементарных полуготовых изделий и более конкретно ленты, т.е. секционного элемента, выполненного из одного только эластомерного материала и имеющего, по существу, прямоугольное сечение, и полосового элемента, выполненного из эластомерного материала, в который введены нитевидные армирующие элементы, как правило, текстильный или металлический корд. Выполненный таким образом полосовой элемент содержит заданное количество нитей корда на сантиметр его поперечного размера, и это количество определяет «плотность» корда.
Следует отметить, что шина, изготовленная в соответствии с вышеприведенным описанием, имеет каркасную конструкцию, связанную с кольцевыми армирующими конструкциями, но не завернутую вокруг них. Чтобы выполнить требование о более прочной связи каркасной конструкции с кольцевыми армирующими конструкциями и избежать возможных конструкционных проблем, вызванных частичным соскальзыванием каркасного слоя с кольцевого армирующего элемента при изготовлении шины, было предложено несколько решений.
Например, в документе ЕР 0983876 описана радиальная шина, в которой каркасный слой формируют из непрерывного корда, последовательно повторяющего путь между парой участков бортов в направлении, являющемся периферийным относительно шины.
В документе WO 00/26043 того же заявителя, что и по данной заявке, раскрывается шина и способ ее изготовления, причем каркасные конструкциями содержат, по меньшей мере, один каркасный слой, выполненный из полосовых элементов, введенных в слой эластомера. Соответствующие коронные участки полосовых элементов расположены по периферии рядом друг с другом, и их боковые участки проходят радиально на боковых стенках шины. Каждый боковой участок, по меньшей мере, частично покрыт боковым участком части соседнего участка. С каркасным слоем соединены кольцевые конструкции, каждая из которых содержит пару нерастягивающихся вставок в форме кольца, между которыми помещен завернутый клапан каркасного слоя, после возможной установки между ними эластомерной заполняющей вставки.
Заявитель убедился, что шина, созданная согласно вышеуказанным документам, может иметь некоторые недостатки. В частности, заявитель заметил, что диаметр в области короны тороидальной опоры, на которой происходит сборка, превышает диаметр бортов, и это состояние более выражено на тороидальных опорах, предназначенных для изготовления шин для транспортных средств, предназначенных для работы в тяжелых условиях, таких как грузовики, трейлеры и т.п.
Следовательно, нанесение множества удлиненных элементов, расположенных рядом друг с другом по периферии в области короны каркаса, приводит к нахлесту концов этих элементов в области борта. Это обстоятельство приводит к конструкции бортов, имеющих очевидно армированную конструкцию благодаря увеличенной плотности кордов, которая наоборот является существенно ослабленной. Действительно, при эксплуатации наложенные друг на друга нити корда работают неправильно и неравномерно, при этом часть из них подвергается сильным растягивающим напряжениям, а другие - напряжениям сжатия, тем самым приводя к разделению эластомерного материала и армирующего корда так, что в результате уменьшается срок службы шины.
Заявитель также убедился, что завертывание такой конструкции, т.е. каркасного слоя, полученного подходом и/или частичным нахлестом множества удлиненных элементов вокруг кольцевой армирующей конструкции, образует дополнительное увеличение структурной неравномерности в критическом участке шины, таком как участок борта, и такая неравномерность также влияет на срок службы шины, поскольку она образует неравномерное распределение напряжений во время качения и возникает возможность усталостного разрушения через относительно короткое время.
Заявитель обнаружил, что шина, собранная на тороидальной опоре, имеет более равномерную конструкцию, которая, следовательно, более эффективно распределяет напряжения, если, по меньшей мере, один каркасный слой, связанный с кольцевой армирующей конструкцией, будет только частично завернут вокруг сердечника борта этой конструкции.
Более конкретно, заявитель обнаружил, что недостатки, обнаруженные в предшествующем уровне техники, могут быть преодолены путем завертывания лишь части удлиненных элементов, уложенных на указанную тороидальную опору, причем предпочтительно тех, которые не являются соседними.
Следует отметить, что удлиненный элемент здесь и далее считается «завернутым» вокруг кольцевой армирующей конструкции или сердечника борта в области борта, если, по меньшей мере, одна прямая, параллельная прямой, проходящей по касательной к радиально наружной точке участка шины, образованного плоскостью укладки этого удлиненного элемента, пересекает профиль этого удлиненного элемента в указанном участке борта, по меньшей мере, в двух разных точках. В случае радиальной шины плоскость укладки этого удлиненного элемента, по существу, совпадает с прямым участком шины, и прямая, проходящая по касательной к радиально внешней точке этого прямого участка, параллельна оси вращения самой шины.
Под «участком борта» понимается, как показано выше, внутренний по оси периферийный участок шины, предназначенный для посадки шины на обод, и каждый участок борта внутри себя содержит кольцевую армирующую конструкцию.
Более конкретно, заявитель обнаружил, что в шине, собранной на тороидальной опоре и имеющей, по меньшей мере, один каркасный слой, содержащий множество удлиненных элементов, уложенных на указанную тороидальную опору так, что конец, по меньшей мере, части этих удлиненных элементов находится радиально внутри относительно концов примыкающих удлиненных элементов, заворачивание этих концов вокруг кольцевой армирующей конструкции предотвращает возникновение нахлестов в этом слое между кордами примыкающих удлиненных элементов и между самими удлиненными элементами на их концевых участках. Таким образом, согласно изобретению получается шина, имеющая механически однородную структуру на участке борта, благодаря присутствию каркасного слоя, частично завернутого вокруг, по меньшей мере, одного сердечника борта, принадлежащего кольцевой армирующей конструкции.
Согласно первому аспекту настоящего изобретения создана шина для колес транспортных средств, содержащая: каркасную конструкцию, включающую, по меньшей мере, один каркасный слой, при этом каркасная конструкция имеет два отстоящих друг от друга в осевом направлении боковых участка и участок короны, проходящий в радиально внешнем положении между указанными боковыми участками, по меньшей мере, одну кольцевую армирующую конструкцию, связанную с указанной каркасной конструкцией на боковых участках, при этом кольцевая армирующая конструкция содержит, по меньшей мере, один сердечник борта, один протекторный браслет, расположенный в положении, радиально внешнем относительно каркасной конструкции, и пару боковых стенок в противоположных по оси положениях на каркасной конструкции, при этом каждый каркасный слой содержит множество удлиненных элементов, расположенных в, по существу, U-образной конфигурации вокруг профиля поперечного сечения шины, причем часть из множества удлиненных элементов завернута вокруг, по меньшей мере, одного сердечника борта.
В предпочтительном варианте воплощения кольцевая армирующая конструкция содержит первый сердечник борта во внутреннем по оси положении и второй сердечник борта во внешнем по оси положении относительно каркасного слоя.
В другом варианте воплощения указанная часть множества удлиненных элементов завернута вокруг внешнего по оси второго сердечника борта.
В другом варианте воплощения указанная часть множества удлиненных элементов завернута вокруг внутреннего по оси первого сердечника борта.
В конкретном варианте воплощения в шине согласно настоящему изобретению указанные удлиненные элементы снабжены полосовыми элементами.
В предпочтительном варианте воплощения указанные полосовые элементы имеют, по меньшей мере, две отличные друг от друга длины.
Еще в одном варианте воплощения указанные полосовые элементы имеют одинаковую длину.
Согласно другому аспекту настоящего изобретения создан способ изготовления шины для колес транспортных средств, причем шина содержит каркасную конструкцию, включающую, по меньшей мере, один каркасный слой, по меньшей мере, одну кольцевую армирующую конструкцию, соединенную с указанной каркасной конструкцией и содержащую, по меньшей мере, одно кольцо борта, один протекторный браслет в радиально внешнем положении каркасной конструкции и пару боковых стенок в противоположных по оси положениях на каркасной конструкции, причем создание указанной каркасной конструкции содержит этапы:
подготовки множества удлиненных элементов, покрытых, по меньшей мере, одним слоем эластомерного материала;
укладки каждого удлиненного элемента на тороидальную опору в, по существу, U-образную конфигурацию вокруг профиля поперечного сечения указанной тороидальной опоры для образования двух отстоящих друг от друга в осевом направлении боковых участков и участка короны, проходящего в радиально внешнем положении между этими боковыми участками;
нанесения, по меньшей мере, одного сердечника борта на участок вблизи указанных боковых участков, при этом концы, по меньшей мере, части указанных удлиненных элементов располагают в более внутреннем по радиусу положении, чем указанный, по меньшей мере, один сердечник борта;
заворота концов указанной части вокруг сердечника борта.
В предпочтительном варианте указанному этапу заворота предшествует этап укладки, по меньшей мере, одного внутреннего по оси первого сердечника борта и одного внешнего по оси второго сердечника борта относительно каркасного слоя.
В другом варианте этап заворота выполняют вокруг указанного внешнего по оси второго сердечника борта.
Еще в одном варианте способа согласно настоящему изобретению этап заворота выполняют вокруг указанного внутреннего по оси первого сердечника борта.
Другие признаки и преимущества настоящего изобретения будут очевидны из нижеприведенного более подробного описания некоторых предпочтительных, но не ограничивающих, вариантов воплощения шины для колес транспортных средств и способа ее изготовления.
Далее следует более подробное описание со ссылками на прилагаемые чертежи, приведенное в качестве неограничивающего примера.
Фиг.1 - схематическое сечение правой стороны шины согласно настоящему изобретению.
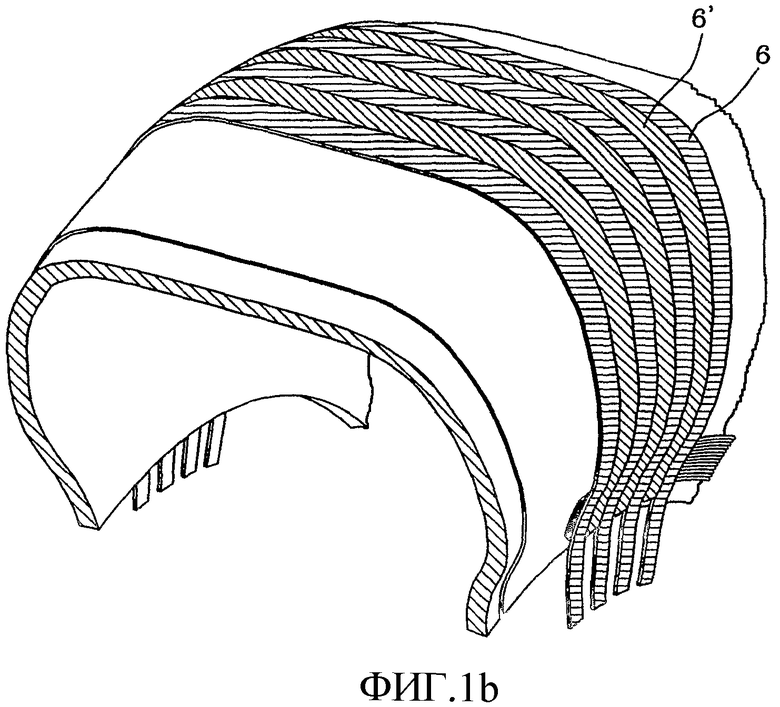
Фиг.1b - вид в перспективе части шины на этапе сборки.
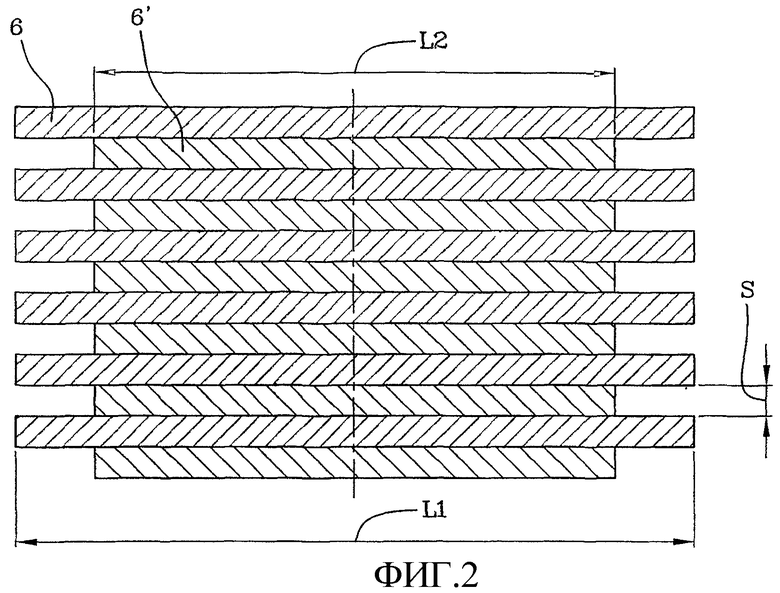
Фиг.2 - развертка в горизонтальной плоскости варианта воплощения каркасного слоя шины согласно настоящему изобретению.
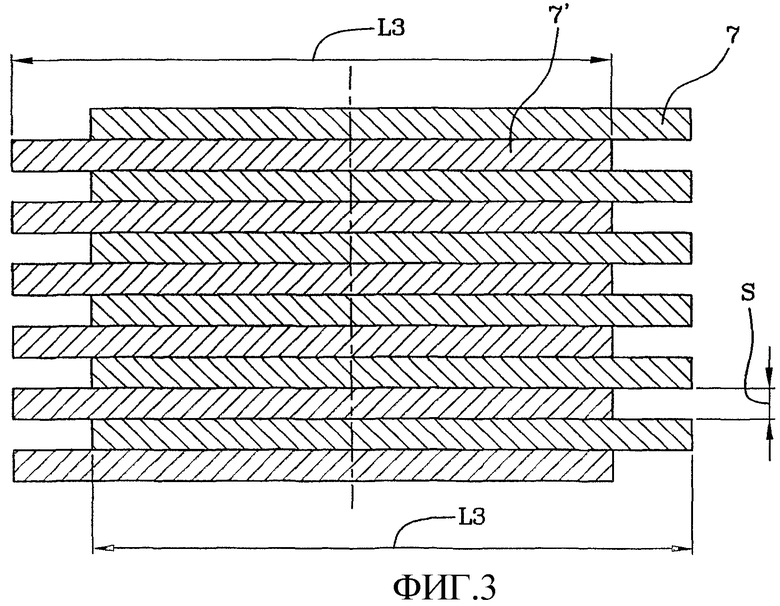
Фиг.3 - развертка в горизонтальной плоскости другого варианта воплощения каркасного слоя шины согласно настоящему изобретению.
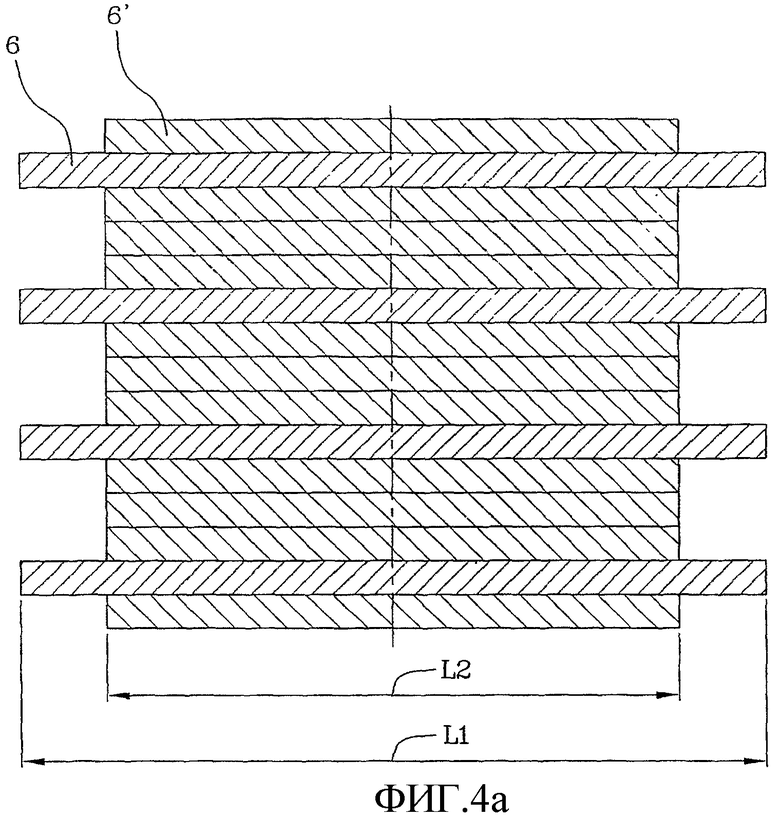
Фиг.4а - развертка в горизонтальной плоскости еще одного варианта воплощения каркасного слоя шины согласно настоящему изобретению.
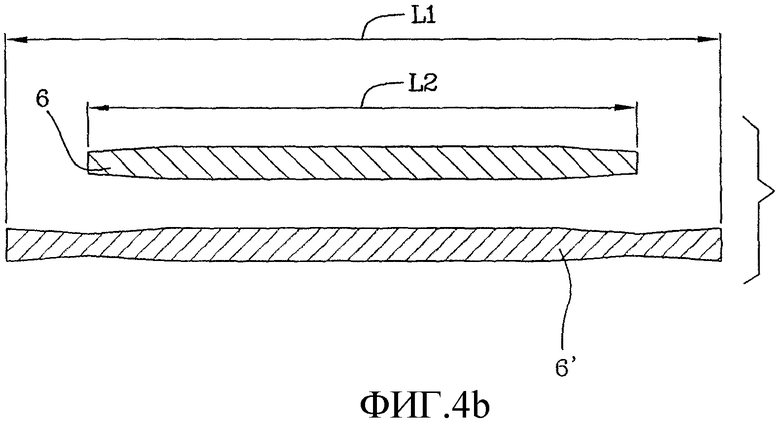
Фиг.4b - вид сверху двух разных полосовых элементов, образующих слой согласно фиг.4а, подвергнутых этапу утонения.
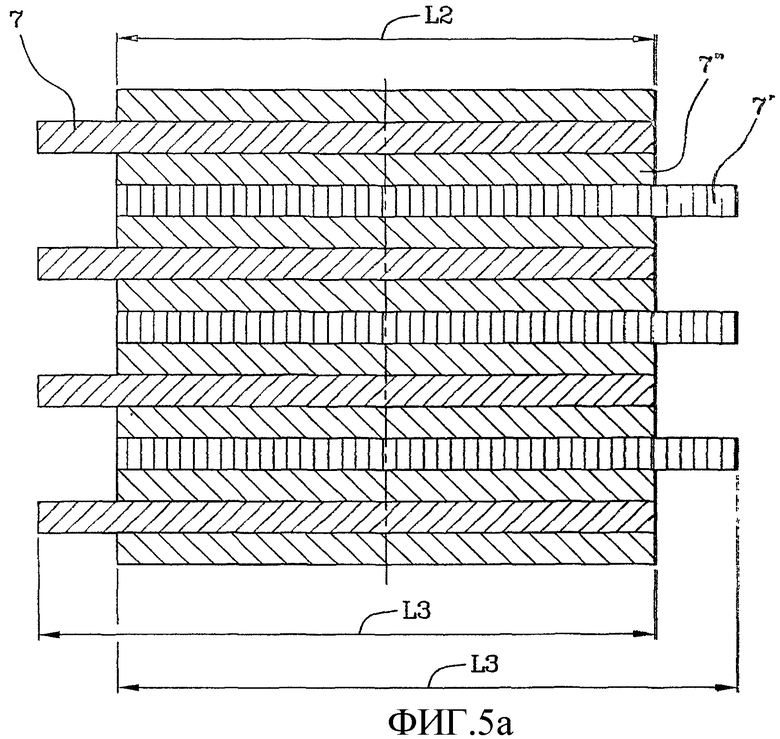
Фиг.5а - развертка в горизонтальной плоскости другого варианта воплощения каркасного слоя шины согласно настоящему изобретению.
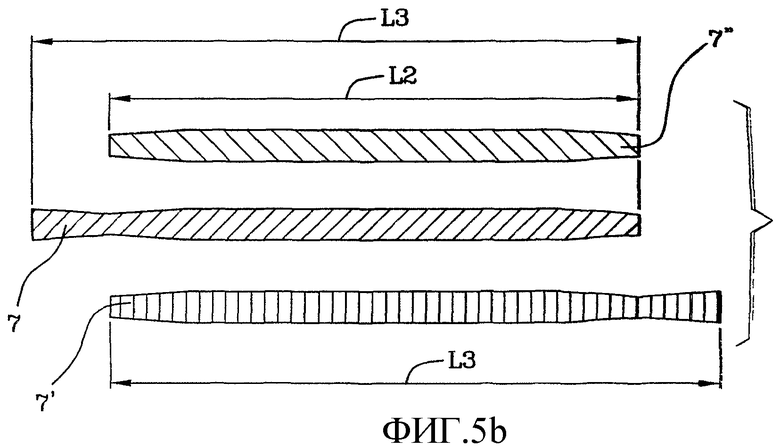
Фиг.5b - вид сверху двух разных полосовых элементов (один из которых показан в двух разных положениях), образующих слой согласно фиг.5а, подвергнутых этапу утонения.
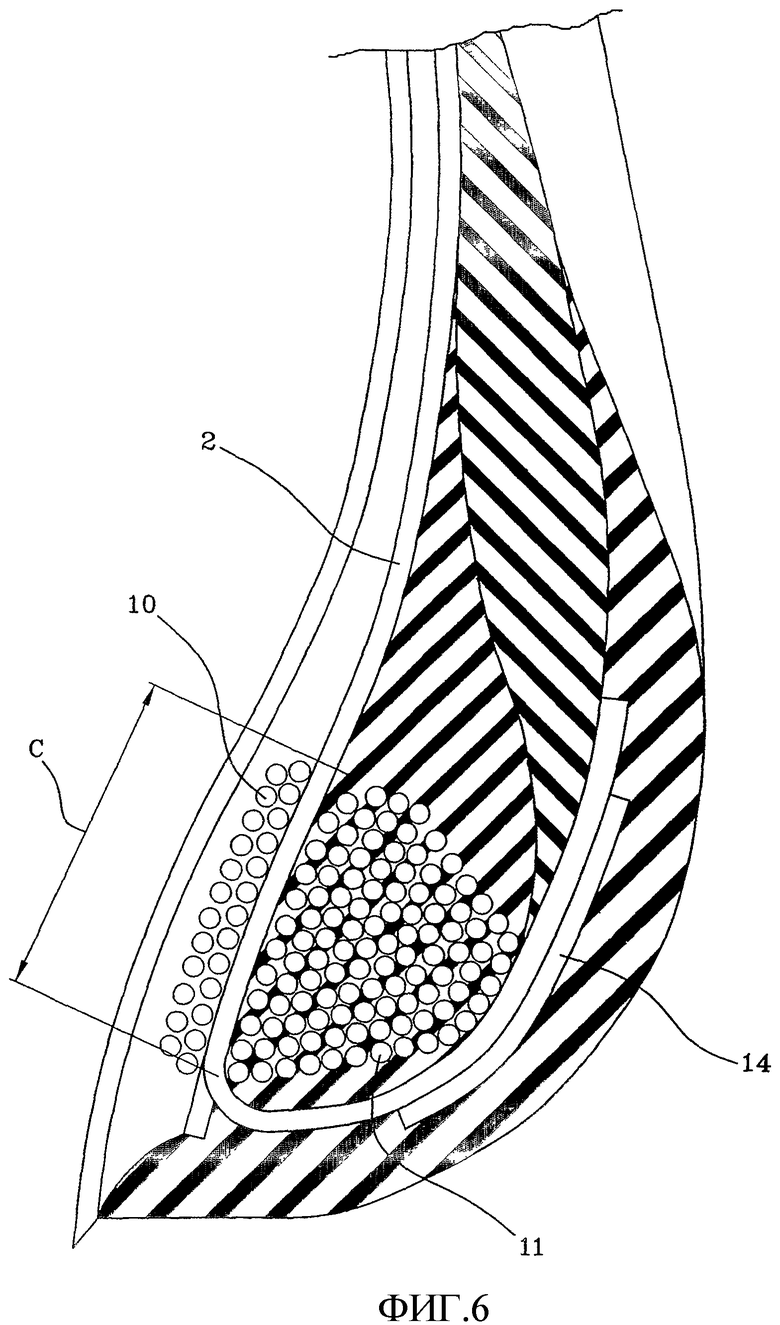
Фиг.6 - вид правой части участка борта шины, полученной способом согласно настоящему изобретению.
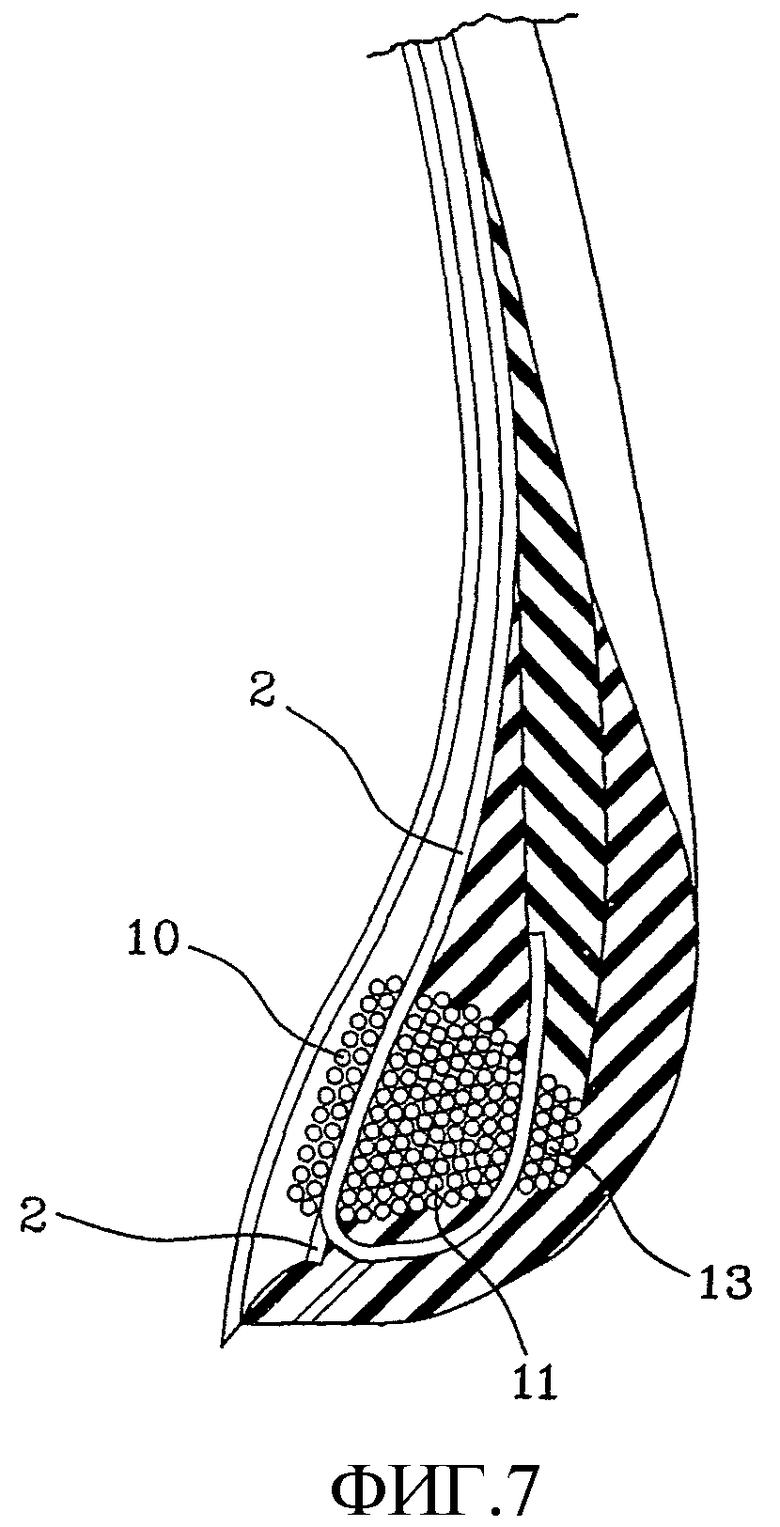
Фиг.7 - вид правой части участка борта другого варианта воплощения шины, полученной способом согласно настоящему изобретению.
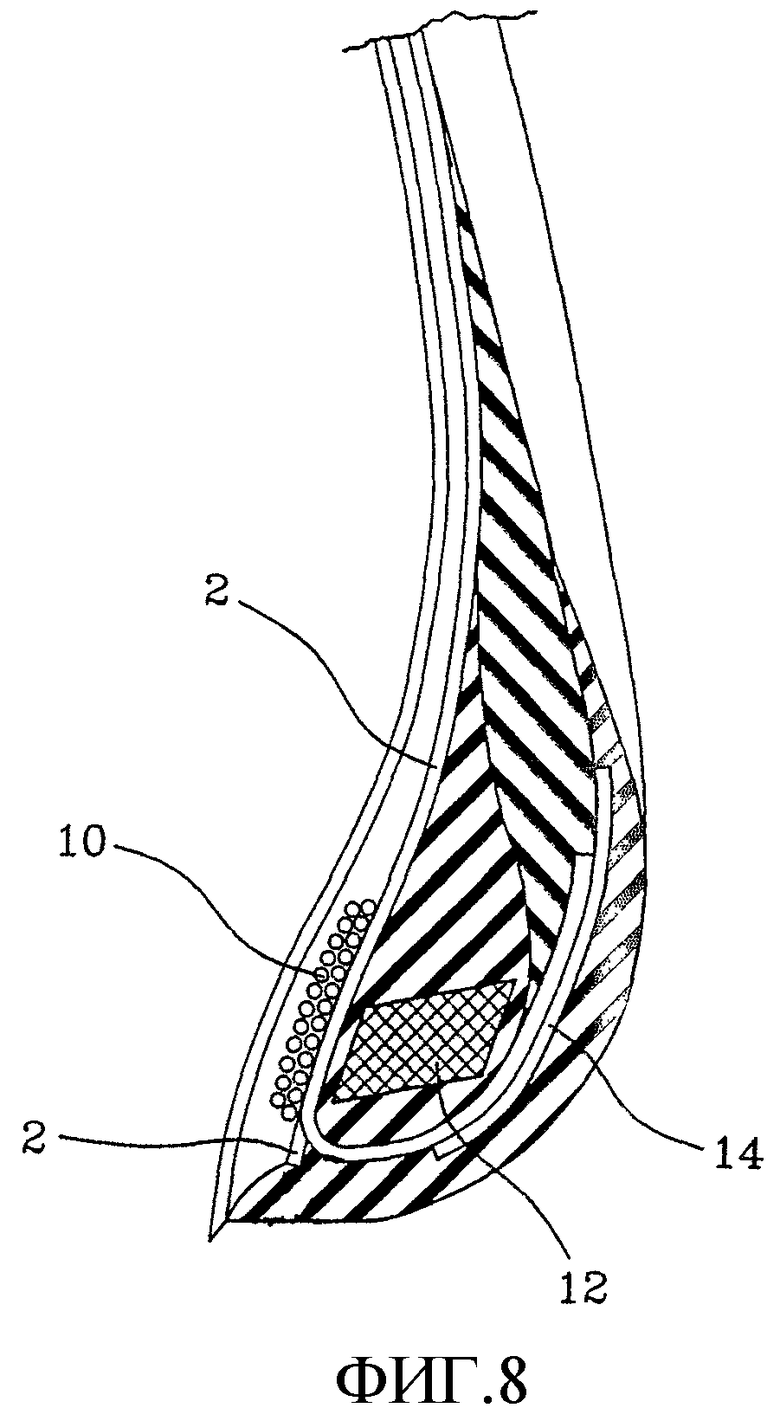
Фиг.8 - вид правой части участка борта еще одного варианта воплощения шины, полученной способом согласно настоящему изобретению.
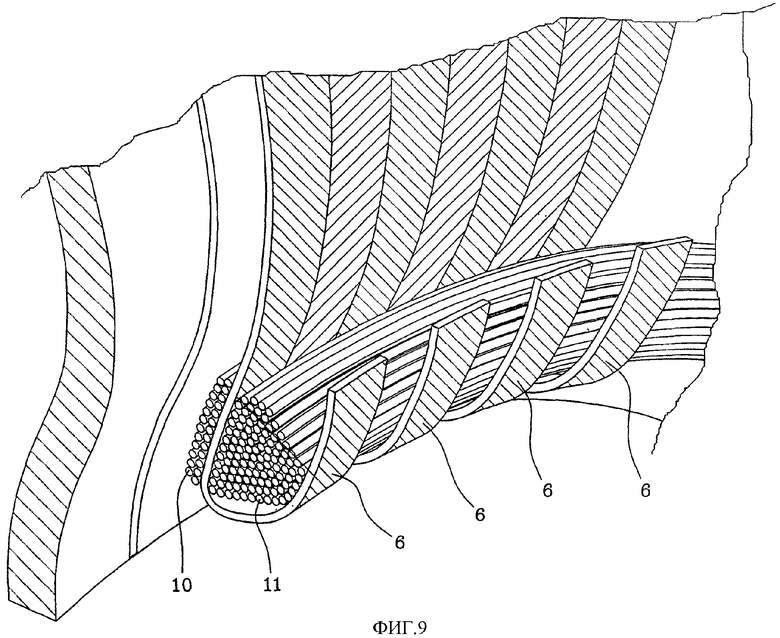
Фиг.9 - вид в перспективе части участка борта шины во время ее изготовления
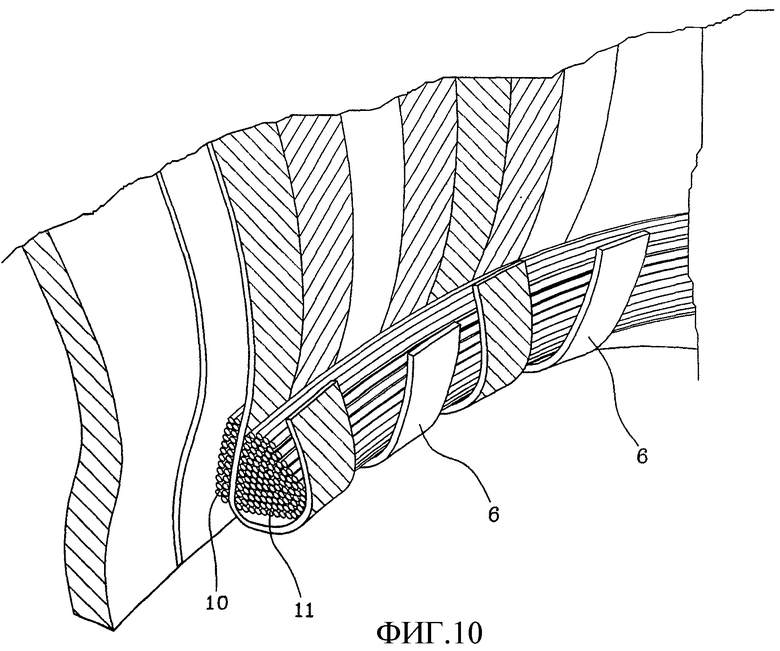
Фиг.10 - вид в перспективе части участка борта шины согласно настоящему изобретению во время ее изготовления альтернативным вариантом воплощения способа согласно настоящему изобретению.
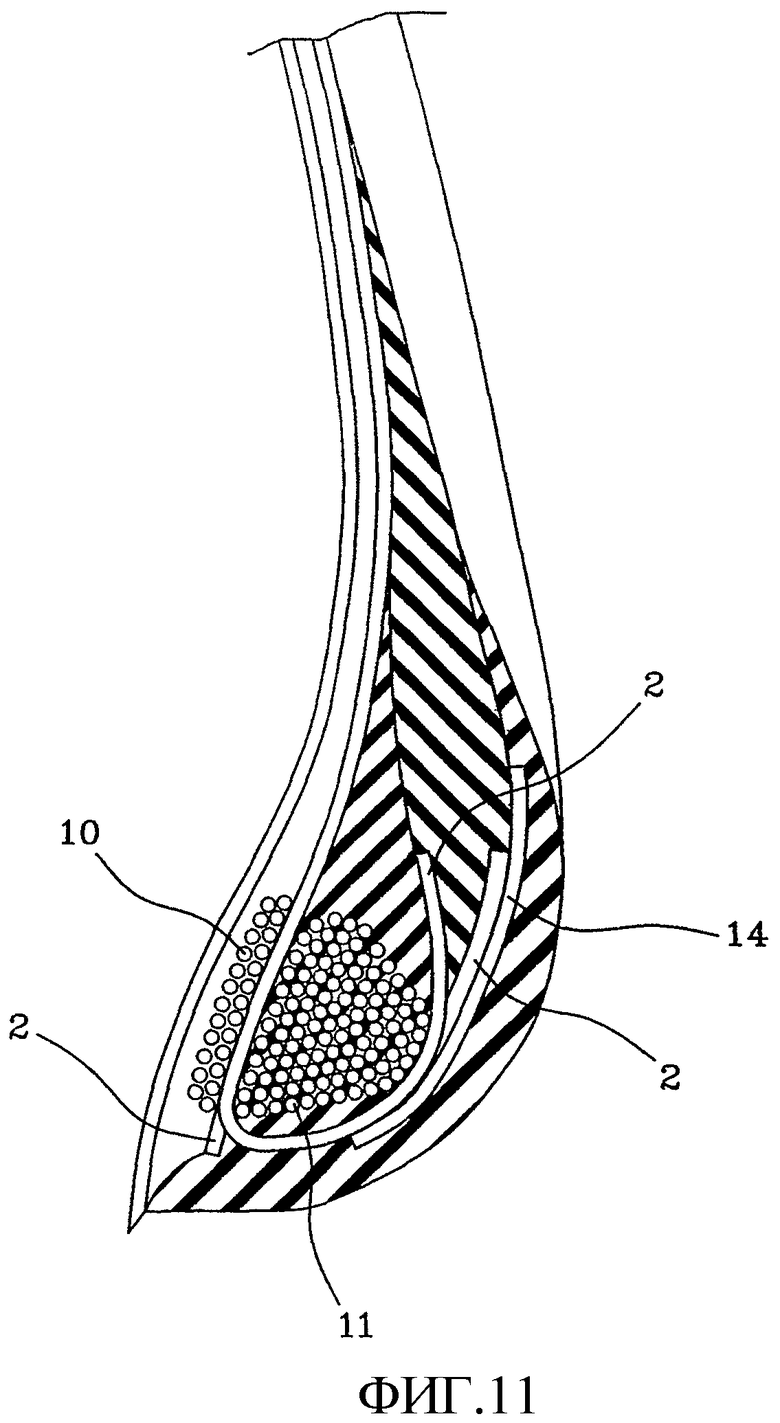
Фиг.11 - вид правой части участка борта с фиг.10.
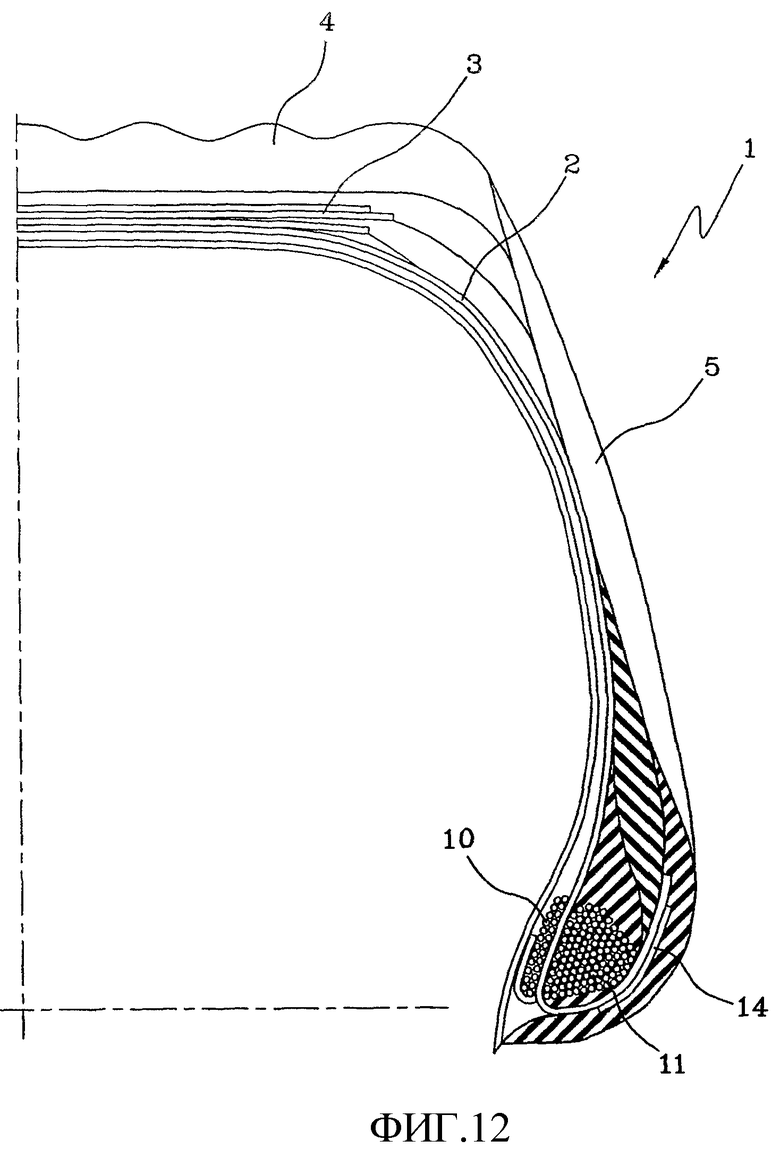
Фиг.12 - вид правой части участка борта другого варианта воплощения шины согласно настоящему изобретению.
Как показано на фиг.1, шина для колес транспортных средств, изготовленная способом согласно настоящему изобретению, в целом обозначена ссылочной позицией 1.
Шина 1 в основном содержит каркасную конструкцию, имеющую, по меньшей мере, один каркасный слой 2 тороидальной формы, который соединен своими периферийными кромками с парой кольцевых армирующих конструкций, каждая из которых имеет, по меньшей мере, один сердечник борта и каждая из которых в готовой шине расположена в области, обычно называемой «борт», которая обеспечивает сопряжение шины с ободом, на который она монтируется. В радиально внешнем положении относительно каркасного слоя 2 расположена брекерная конструкция 3, которая содержит одну или более ленточных полос, наложенных друг на друга. На них в радиально внешнем положении относительно брекерной конструкции размещен протекторный браслет 4, который в вулканизированной шине обычно имеет соответствующий рисунок протектора (не показан), формируемый во время процесса вулканизации, и, наконец, на противоположных сторонах от указанной каркасной конструкции имеется пара боковых стенок 5.
Каркасная конструкция изнутри предпочтительно покрыта слоем эластомерного материала, определяемого как «герметизирующий слой», обеспечивающий воздухонепроницаемость шины при эксплуатации.
Сборку вышеперечисленных деталей производят, по существу, как показано в упомянутом ранее документе ЕР 0928680. Коротко говоря, ограниченное количество полуготовых изделий, таких как полосы эластомерного материала, удлиненные элементы, т.е. полосовые элементы из эластомерного материала, армированного текстильным или металлическим кордом, и проволоку, обычно стальную проволоку, также покрытую эластомерным материалом, подают на тороидальную опору, имеющую ту же конфигурацию, что и внутренние стенки шины, которую требуется получить. Эта опора приводится в движение, предпочтительно роботизированной системой, через множество устройств, на каждом из которых в автоматической последовательности выполняется один из этапов изготовления шины. Таким образом, на тороидальной опоре формируют готовую конструкцию шины 1, тем самым получая собранную невулканизированную шину, готовую к вулканизации.
Более конкретно, в соответствии с настоящим изобретением на тороидальную опору, внешний профиль которой соответствует радиально внутренней поверхности невулканизированной шины, в начале процесса сборки укладывают указанный герметизирующий слой, который, по существу, состоит из листа резины, который в вулканизированной шине образует внутреннюю герметичную поверхность самой шины.
Перед изготовлением каркасного слоя на тороидальную опору дополнительно укладывают один или более эластомерных заполнителей (не показаны), которые предпочтительно имеют форму, радиально сходящуюся наружу, если смотреть сечение правой части шины.
Изготовление шины 1 продолжается укладкой на тороидальную опору первой пары сердечников 10 бортов, каждый из которых принадлежит к разным кольцевым армирующим конструкциям, в положение, являющееся внутренним радиальным и/или осевым направлением относительно указанного эластомерного заполнителя.
Более конкретно, каждый сердечник 10 борта содержит узел из жил (предпочтительно проволоки), которые радиально наложены друг на друга, а в осевом направлении уложены рядом друг с другом.
Для создания узла множество витков наматывают на указанную сборочную опору, при этом витки радиально накладывают друг на друга в радиальном направлении и располагают рядом друг с другом в осевом направлении, и при этом узел состоит из металлической проволоки или, как вариант, корда из металлической проволоки, ленты из этой проволоки или корда, или из металлической полосы.
Как вариант, каждый узел может выполняться отдельно, а затем крепиться к тороидальной опоре.
Материал, используемый для указанных сердечников бортов, может быть любым текстильным или металлическим материалом или материалом другой природы, обладающим соответствующими характеристиками механической прочности; предпочтительно этим материалом является стальная проволока, обычно используемая в технологии производства шин, или металлический корд, обладающий соответствующей прочностью и нагрузочной способностью.
После укладки этих сердечников 10 борта начинают укладывать один или более каркасных слоев 2 так, чтобы создать каркасную конструкцию шины согласно настоящему изобретению.
Нижеприведенное описание относится - без какой либо цели ограничения - к сборке шины для транспортных средств, работающих в тяжелых условиях, таких как грузовики, трейлеры, автобусы и т.п., и, следовательно, для получения этого каркасного слоя преимущественно предусмотрено производство и использование полосовых элементов из эластомерного материала, армированного металлическим кордом. В случае шин другого типа (например, для легковых автомобилей) армирующим кордом таких полосовых элементов предпочтительно является текстильный корд из натурального или синтетического волокна (хлопок, полиамид, полиэфир), обычно из нейлона или вискозного волокна.
Указанный удлиненный элемент или полосовой элемент изготавливается путем применения от 2 до 6 металлических кордов, пропущенных сквозь экструзионную головку, наносящую на них покрытие из подходящего эластомерного материала, тем самым создавая непрерывный, имеющий форму ленты элемент, в котором нити корда проходят параллельно друг другу в продольном направлении самого элемента.
Диаметр металлической проволоки, используемой для изготовления корда, может составлять от 0,12 до 0,4 мм, предпочтительно от 0,14 до 0,23 мм, тогда как корд изготавливают с накрученной конструкцией в следующих конфигурациях 3+9×0,22 W и 3+9+15×0,175 W. Особенно подходящим считается использование корда, имеющего конфигурацию 7×4×0,22 W, т.е. содержащую 7 жил, каждая из которых состоит из 4 элементарных стальных проволок диаметром 0,175 мм, обмотанных накрученной проволокой, состоящей из стальной проволоки диаметром 0,15 мм, спирально навитой на корд.
Непрерывный имеющий форму ленты элемент, полученный таким способом, непосредственно не применяют, а соответствующим образом режут по размеру и форме указанных полосовых элементов для нанесения на тороидальную опору для изготовления каркасного слоя 2.
В соответствии с описанием к заявке на патент РСТ/IT01/00656 того же заявителя, что и по данной заявке, предпочтительно каждый полосовой элемент перед нанесением подвергают этапу локального утонения через определенные интервалы, на котором локально меняют профиль его поперечного сечения и плотность корда. Более конкретно, непоказанные приводные элементы вытягивают вперед концевой участок непрерывного имеющего форму ленты элемента, поданного на операцию локального утонения, и приводят последующий участок в положение утонения. После того, как этот участок также подвергнется операции утонения, режущие инструменты, также не показанные, разрезают этот имеющий форму ленты элемент, получая указанный полосовой элемент нужного размера для использования в каркасной конструкции шины (см. фиг.4b, 5b). Этот полосовой элемент затем забирается захватывающими элементами (не показаны) для изготовления, как будет описано далее, каркасного слоя 2, тогда как приводные элементы приводят следующий участок непрерывного имеющего форму ленты элемента в положение для передачи на операцию утонения.
Согласно настоящему изобретению во время изготовления каркасного слоя 2, захватывающие элементы, например, такого же типа, который описан в европейской заявке на патент №0928680, размещают каждый полосовой элемент на тороидальной опоре в, по существу, U-образной конфигурации вокруг профиля поперечного сечения этой опоры для образования двух боковых участков, по существу проходящих в плоскостях, расположенных под прямым углом к геометрической оси вращения самой опоры и в разнесенных в осевом направлении положениях, и участка короны, проходящего в радиально внешнем положении между этими боковыми участками.
Более конкретно, в варианте, показанном, например, на фиг.1b и 2, полосовые элементы 6 и 6', ранее разрезанные на две разные длины L1 и L2 соответственно, где L1>L2 расположены в чередующемся порядке рядом друг с другом, и в конце операции изготовления каркасного слоя 2 все полосовые элементы уложены симметрично относительно экваториальной плоскости тороидальной опоры, т.е. поперечные центральные линии каждого полосового элемента 6, 6' совмещены друг с другом, и все они лежат, по существу, в указанной экваториальной плоскости Х-Х.
Как вариант (см. фиг.3), полосовые элементы 7, 7' разрезают на одну длину L3 и каждый полосовой элемент размещают асимметрично относительно экваториальной плоскости Х-Х в конце операции изготовления каркасного слоя. Более точно, поперечные центральные линии каждого полосового элемента 7, совмещенные друг с другом, по завершении наложения не совмещены с поперечными центральными линиями (которые совмещены друг с другом) полосовых элементов 7', и плоскости, в которых лежат поперечные центральные линии 7, 7', таким образом, являются различными и смещенными по разные стороны от экваториальной плоскости Х-Х.
Как можно заметить, посредством такого наложения полученный каркасный слой, собранный на тороидальной опоре, имеет множество терминальных частей или концов полосовых элементов, которые размещены в радиально более внутреннем положении с каждой стороны тороидальной опоры, чем непосредственно примыкающие полосовые элементы, при этом эти концы разделены зазором S.
Очевидно, в принципе возможна любая комбинация вышеописанных расположений.
Например, как показано на фиг.4а, используя вышеупомянутые полосовые элементы 6 и 6' длиной L1 и L2, их можно уложить так, чтобы на слое 2 полосовой элемент большей длины L1 чередовался с, по меньшей мере, двумя полосовыми элементами меньшей длины L2, при этом на чертеже показаны три таких полосовых элемента.
В другом варианте полосовые элементы, такие как 7 и 7', одинаковой длины L3 и уложенные асимметрично, как показано выше, чередуются с, по меньшей мере, одним полосовым элементом 7'' меньшей длины L4, уложенным симметрично относительно экваториальной плоскости Х-Х, как показано для полосовых элементов 6 и 6'.
Таким образом, расстояние или зазор S между двумя концами двух последовательных полосовых элементов, имеющих больший выступ радиально внутрь, чем концы размещенных между ними полосовых элементов, можно произвольно подбирать.
Более конкретно, заявитель считает предпочтительными те варианты воплощения, в которых указанные каркасные слои (выполненные, как показано на фиг.2 и 3) имеют размер S, по существу, совпадающий с поперечным размером конца полосового элемента.
Предпочтительно, корд каждого полосового элемента размещен радиально, т.е. под углом 90° относительно периферийного направления тороидальной опоры.
Полосовые элементы 6, 6', 7, 7', 7'' приклеиваются к внутренним слоям по всему своему продольному протяжению, проходя от борта до борта вдоль внешней поверхности тороидальной опоры, поскольку последняя предпочтительно покрыта адгезивным материалом, например указанным герметизирующим слоем.
Как показано на фиг.2, 3, 4а, 5а, указанные полосовые элементы расположены рядом друг с другом вдоль периферии тороидальной опоры. В результате утонения конечных участков полосовых элементов и компенсации периферийного расширения на короне периферийным расширением на бортах, такое примыкающее расположение рядом друг с другом преимущественно поддерживается вдоль всего линейного протяжения, т.е. от борта до борта.
Такое расположение можно получить либо за один оборот тороидальной опоры посредством непрерывного приближения каждого полосового элемента к предыдущему полосовому элементу, причем в этом случае потребуется, при необходимости, этап обрезки для изготовления полосовых элементов разной длины (L1, L2, L3 или L4), либо, более предпочтительно, за два или более оборота тороидальной опоры. В последнем случае за укладкой каждого полосового элемента 6, 6', 7, 7', 7'' следует поворот опоры, соответствующий кратному периферийного пространства, занимаемого каждым полосовым элементом, чтобы обеспечить возможность укладки других последовательностей полосовых элементов, и эта операция повторяется до тех пор, пока не будет покрыта вся тороидальная поверхность, в этот момент создание каркасного слоя 2 будет завершено. В этом случае, путем соответствующего управления этапом укладки и этапом вращения тороидальной опоры появляется возможность обрабатывать только группы полосовых элементов, имеющих одинаковую длину, чередующихся с другими при укладке.
После каркасного слоя 2 завершается образование указанных кольцевых армирующих конструкций путем нанесения еще одной пары сердечников 11 бортов во внешнее в осевом направлении положение относительно указанных сердечников 10. Изготовление сердечников 11 бортов осуществляется теми же методами, которые выше проиллюстрированы для сердечников 10 и, по существу, с использованием тех же материалов.
Предпочтительно, осевое расширение сердечников 11 бортов является большим, чем осевое расширение сердечников 10 бортов.
После изготовления сердечников 11 бортов собираемая шина 1 будет иметь один каркасный слой 2, зажатый между сердечниками 10 и 11 бортов, и, по меньшей мере, один конец множества полосовых элементов будет находиться в радиально внутреннем положении относительно этих сердечников 10 и 11 бортов, т.е. выступать в радиально внутреннем направлении относительно указанных сердечников бортов.
Оба конца других полосовых элементов будут, по существу, охвачены этими сердечниками бортов, т.е., по существу, не будут выступать за них в радиально внутреннем направлении, например, они могут выступать в радиально внутреннем направлении от этих сердечников 10 и 11 бортов на длину, по существу, непревышающую 2% поперечной длины от борта до борта каркасного слоя.
Указанные концы, выступающие в радиально внутреннем направлении от указанных сердечников 10 и 11 бортов, затем заворачивают предпочтительно вокруг внешних в осевом направлении сердечников 11 бортов.
Для осуществления этого этапа можно применять соответствующую надувную камеру («заворачивающую камеру»), а также другие механические устройства, способные поднять эти концы и привести их в контакт с внешними в осевом и радиальном направлениях кромками внешних в осевом направлении сердечников 11 (см. фиг.6, 9).
Следует понимать, что доля полосовых элементов, один из концов которых завернут вокруг одной и той же кольцевой армирующей конструкции, и, в частности, вокруг одного и того же сердечника, может быть разной в зависимости от конструкции каркасного слоя 2. Например, как показано на фиг.2 и 3, эта доля составляет 50%, а на фиг.4а и 5а - 25%. В любом случае заявитель считает предпочтительным изготавливать каркасный слой так, чтобы доля концов полосовых элементов, завернутых вокруг сердечника борта, не превышала 50%, чтобы преимущественно избежать нахлеста двух соседних полосовых элементов, концы которых должны быть завернуты.
В альтернативном варианте воплощения, показанном на фиг.12, указанные концы, выступающие в радиально внутреннем направлении от сердечников 10, 11 бортов, завернуты частью вокруг внешних сердечников 11, а частью - вокруг внутренних сердечников 10. Следует понимать, что таким образом вокруг кольцевой армирующей конструкции можно загибать все удлиненные элементы или полосовые элементы, образующие каркасный слой, например, заворачивая 50% из них вокруг внутреннего в осевом направлении сердечника борта, а 50% - вокруг внешнего в осевом направлении сердечника борта. В этом случае, поскольку концы, по существу, всех полосовых элементов выступают в радиально внутреннем направлении относительно сердечников 10, 11 бортов, необходимо, чтобы утонение, которому подвергаются эти элементы, а также размеры этих элементов и/или их геометрия у стойки тороидальной опоры имели такой характер, чтобы избежать нахлеста разных элементов в области борта.
Предпочтительно, между каркасным слоем 2 и сердечниками 10, 11 бортов имеется интерфейсный участок "С" длиной 15-70 мм, измеренный по профилю поперечного сечения слоя 2 (см. фиг.6).
В предпочтительном варианте воплощения шины 1 этапу заворота концов предшествует этап укладки слоя армированного полимерного материала (с короткими волокнами арамидного типа, например Kevlar®, или без них), который расположен снаружи в осевом направлении от сердечника 11 борта, по существу, в контакте с внешней по оси кромкой последнего и, следовательно, находится во внутреннем по оси относительно завернутых концов полосовых элементов слое 2.
В другом варианте воплощения шины 1 согласно настоящему изобретению (фиг.7) кольцевая армирующая конструкция такой шины дополнена третьей парой сердечников 12 бортов во внешнем по оси положении относительно сердечников 11 бортов так, чтобы охватывать концы завернутых полосовых элементов, проходящие между сердечниками 11 и 12.
Указанные сердечники 12 состоят из элемента жесткости для области борта, противодействующего изгибающим напряжениям, но он также может выполнять структурную функцию защитной кромки для защиты каркасного слоя 2 от фланца обода.
Еще в одном альтернативном варианте воплощения шины, как показано на фиг.8, указанные сердечники 11 борта могут быть заменены сердечниками 13, называемыми «стандартными изделиями», т.е. которые изготовлены как полуфабрикат, и затем крепятся к шине 1 после изготовления каркасного слоя 2. В этом случае для улучшения интерфейса между сердечниками 10, 13 борта шины и размещенным между ними каркасным слоем может оказаться полезно уложить несколько витков спирального сердечника борта (т.е. витков, подобных виткам сердечника 10) во внешнем по оси положении относительно слоя 2 и во внутреннем по оси положении относительно «стандартного» сердечника 13.
В другом альтернативном варианте воплощения шины завернутые участки концов полосовых элементов могут завертываться с разными моментами, так что завернутые концы полосовых элементов оказываются в разных плоскостях (см. фиг.10, 11). В этом случае предпочтительно выполнять указанный этап заворота в два подэтапа, разделенных этапом укладки заполнителя во внешнее по оси положение на внешнюю по оси кромку второго сердечника 11 или 13 борта, и, таким образом, концы полосовых элементов, завернутые на втором подэтапе, расположатся в другой плоскости относительно концов полосовых элементов, завернутых на первом подэтапе.
Таким образом, полученный каркасный слой будет иметь множество удлиненных элементов, завернутых в разных плоскостях вокруг кольцевых армирующих конструкций.
Как показано, например, на фиг.1, 6, 8, 11, шина согласно настоящему изобретению может содержать армирующую кромку 14 во внешнем осевом и/или радиальном положении относительно кольцевых армирующих конструкций. Более конкретно, армирующая кромка может содержать удлиненные армирующие элементы, размещенные наклонно относительно радиального направления и предпочтительно выполненные из металлического корда, имеющего элементарные волокна диаметром 0,15-0,30 мм. Как вариант, можно использовать текстильный корд, выполненный, например, из Кевлара или других натуральных или синтетических волокон или из стекловолокна. Эта кромка 14 может иметь либо две серии удлиненных элементов, причем элементы каждой последовательности накладываются по оси на элементы другой последовательности и пересекают их, или на множество удлиненных элементов, расположенных в одной плоскости и, по существу, параллельных друг другу.
Эти элементы можно непосредственно размещать на каркасной конструкции или заранее вводить в полосу эластомерного материала, которая в последствии собирается с каркасом.
Наконец, сборка конструкции шины завершается установкой брекерной конструкции 3, боковых стенок 5 и протекторного браслета 4 и вулканизацией.
Следует отметить, что в качестве альтернативы полосовым элементам можно также использовать единый непрерывный корд, который путем соответствующей укладки в последовательном порядке рядом друг с другом на тороидальной опоре образует каркасный слой 2 такой же геометрии. Следовательно, в этом случае более не будет присутствия в строгом смысле этого слова множества полосовых элементов, имеющих конечные участки или концы, а этот единичный корд будет иметь множество участков, проходящих от борта к борту, и каждое пересечение будет, по существу, эквивалентно показанным выше концам.
Таким образом, в настоящем описании и в прилагаемой формуле под термином «множество удлиненных элементов» понимается истинное множество полосовых элементов и множество участков, принадлежащих одному корду, которые, по существу, проходят от борта к борту и соединены друг с другом.
Шина содержит каркасную конструкцию, включающую в себя, по меньшей мере, один каркасный слой, по меньшей мере, одну кольцевую армирующую конструкцию, соединенную с каркасной конструкцией, один протекторный браслет в радиально внешнем положении относительно каркасной конструкции и пару боковых стенок в противоположных по оси положениях на каркасной конструкции. При этом каркасный слой содержит множество удлиненных элементов, которые расположены в, по существу, U-образной конфигурации вокруг профиля поперечного сечения шины, и каркасная конструкция имеет два разнесенных друг от друга по оси боковых участка, и участок короны, проходящий в радиально внешнем положении между боковыми участками. Причем лишь часть из множества удлиненных элементов завернута вокруг, по меньшей мере, одной кольцевой армирующей конструкции. В результате повышается прочность и надежность шины. 2 н. и 25 з.п. ф-лы, 15 ил.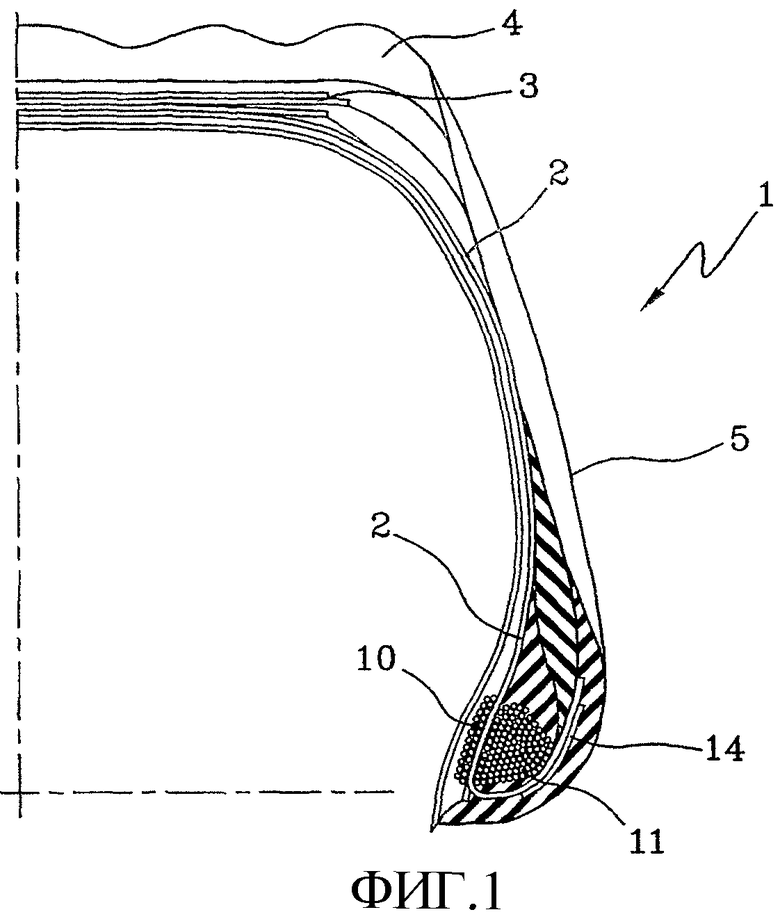
подготовки множества удлиненных элементов, покрытых, по меньшей мере, одним слоем эластомерного материала;
укладки каждого удлиненного элемента на тороидальную опору в по существу U-образную конфигурацию вокруг профиля поперечного сечения этой тороидальной опоры для образования двух отстоящих друг от друга в осевом направлении боковых участков и участка короны, проходящего в радиально внешнем положении между этими боковыми участками;
нанесения, по меньшей мере, одного сердечника борта на участок вблизи указанных боковых участков, при этом часть, равная 50% или менее от общего количества удлиненных элементов, имеет концы, расположенные в более внутреннем по радиусу положении, чем, по меньшей мере, один сердечник борта;
заворота указанных концов части удлиненных элементов вокруг сердечника борта.
| US 5383992 А, 24.01.1995 | |||
| Способ и прибор для разводки зубьев пил | 1930 |
|
SU26043A1 |
| Устройство для тепловой защиты электродвигателя | 1981 |
|
SU983876A2 |
| ЕР 0928702 А, 14.07.1999 | |||
| US 3815652 А, 11.06.1974. | |||

