Изобретение относится к литейному производству, в частности к изготовлению форм и стержней из жидкостекольных смесей по нагреваемой оснастке с использованием «Термо-шок-процессов», а именно «Термо-шок-СО2-процесса»,
Известен способ изготовления литейных форм и стержней с использованием растворов силиката натрия (жидкого стекла), так называемым VRH-процессом, предложенным компанией «Henrich Wagner Sinto» (HWS, Германия). Опубликовано в информационном бюллетене №5. М.: ЗАО Инженерно-технологический Центр «Металлург», 2004. - С.2-6. [1].
По данному способу для упрочнения формы из жидкостекольной смеси используют отдельную герметизированную вакуумную камеру. После заполнения оснастки жидкостекольной смесью и ее уплотнения на формовочной машине готовую форму или стержень в оснастке помещают в указанную вакуумную камеру, из которой предварительно откачивают воздух или остатки газа. Упрочняющую обработку формы проводят путем создания в камере сначала разрежения, а затем камеру заполняют углекислым газом (СО2). После упрочнения смеси в форме углекислым газом камеру очищают от остатков газа и упрочненную форму извлекают из вакуумной камеры.
Недостатками данного способа являются необходимость применения отдельной специализированной камеры обработки форм, низкая производительность изготовления форм и стержней из-за применения непроизводительных транспортных операций, сложность проведения процесса отверждения смеси из-за сложности всей системы передвижения камеры на форму или формы в вакуумную камеру, необходимость герметизации камеры при статическом режиме вакуумирования, возвращения камеры передвижением в исходное состояние.
При этом сохраняются проблемы качества стержней и форм, присущие широко известному «Термо-шок-СО2-процессу», а именно необходимость повышенного расхода жидкостекольного связующего материала, повышенная осыпаемость поверхности стержней, низкая их объемная прочность, большая длительность процесса химической упрочняющей обработки жидкостекольной смеси.
Указанные недостатки в значительной мере устраняются в известном способе изготовления стержней из жидкостекольных смесей в нагреваемой оснастке с использованием так называемого «Термо-шок-процесса-Никифоровой», в частности «Термо-шок-CO2-процесса» (А.В. Афонаскин, М.В.Никифорова, С.А.Никифоров. «Термо-шок-процессы» для изготовления стержней и форм из жидкостекольных смесей. Труды одиннадцатого съезда литейщиков России. Екатеринбург, 16-20 сентября 2013 г. - С.284-289. [2].
Сущность указанного «Термо-шок-CO2-процесса» состоит в том, что стержень или литейную форму из жидкостекольных смесей формируют в нагреваемой оснастке путем упрочнения его в две стадии. На первой стадии упрочнение поверхностного слоя стержня проводят за счет теплового воздействия нагреваемой оснастки, а на второй стадии упрочнение остальной части объема стержня осуществляют за счет химического отвердевания жидкостекольного связующего смеси, например при продувке его углекислым газом (СО2).
При этом важным условием формирования высококачественной поверхности стержня, высокой его объемной прочности и достижения высокой производительности является высокая плотность смеси в объеме стержня и особенно в его поверхностном слое, уменьшение миграции влаги в объем стержня в процессе нагрева поверхностного слоя стержня, уменьшение, в целом, длительности процессов теплового и химического упрочнения смеси.
Наиболее близким по технической сущности предлагаемому изобретению является способ изготовления литейных стержней или форм из жидкостекольных смесей по известному патенту РФ (№2082539, B22C, 9/10, 9/12 от 27.06.1997) [3].
Данный способ принят за прототип.
По данному способу изготовление стержней в нагреваемой оснастке осуществляется в следующем порядке. Жидкостекольную смесь загружают в предварительно нагретую до температуры 150-350°С стержневую оснастку, при этом смесь уплотняют любым известным способом, выдерживают смесь в контакте с нагретой оснасткой некоторое заданное по технологии время для упрочнения тепловым воздействием некоторого по толщине поверхностного слоя стержня, затем остальной объем стержня упрочняют путем продувки его углекислым газом.
Недостатком данного способа является недостаточно высокая прочность поверхностного слоя стержня и в связи с этим недостаточно малая его осыпаемость, низкая объемная прочность стержня и в связи с этим необходимость повышенного расхода жидкого стекла (далее ЖС), низкая производительность изготовления стержней из-за длительности процессов раздельного упрочнения смеси: сначала тепловым, затем химическим воздействием.
Известен также способ изготовления стержней из жидкостекольных смесей по патенту РФ №2094164, B22C, 9/10, от 27.10.1997, по которому для сокращения времени химического упрочнения жидкостекольных смесей углекислый газ-отвердитель (СО2) предварительно перед химической обработкой смеси подогревают до температуры от 60 до 180°С и пропускают через стержень с одной стороны и отбирают его путем вакуумирования с другой стороны.
Задачей предлагаемого изобретения является разработать способ изготовления стержней (форм) в нагреваемой оснастке при использовании «Термо-шок-СО2-процесса» с вакуумированием жидкостекольной смеси и стержня, который обеспечил бы уменьшение продолжительности отверждения смеси и упрочнения стержня, увеличение его поверхностной плотности и прочности, уменьшение его осыпаемости, повышение объемной прочности, повышение производительности технологии.
Задача решается тем, что в способе изготовления стержней из жидкостекольных смесей в нагреваемой оснастке с использованием «Термо-шок-CO2-процесса», включающем нагрев стержневой оснастки до температур 150-350°С, заполнение ее жидкостекольной смесью, уплотнение смеси, выдержку ее в контакте с оснасткой, продувку стержня углекислым газом с одной стороны и отбором его с другой стороны путем вакуумирования, согласно предлагаемому изобретению вакуумирование проводят в три стадии: вакуумирование на первой стадии проводят в процессе заполнения оснастки смесью в направлении, совпадающим с направлением движения потока загружаемой смеси в оснастку, на второй стадии вакуумирование продолжают в том же направлении в течение выдержки отверждаемого стержня в контакте с нагретой поверхностью оснастки (время термо-шока-СО2-процесса), на третьей стадии вакуумирование проводят в том же направлении одновременно с продувкой стержня углекислым газом в виде единого потока или в виде его добавки от 10 до 80% в поток холодного или подогретого воздуха, подаваемом в стержень в направлении, совпадающим с направлением вакуумирования под оснасткой.
Сущность предлагаемого изобретения состоит в следующем. Проведение вакуумирования на трех стадиях процесса формирования стержней обеспечивает повышение их качества и увеличение производительности технологии.
На первой стадии вакуумирование проводят в направлении, совпадающим с направлением движения загружаемой в оснастку смеси. При этом вакуумирование под оснасткой устраняет противодействующее сопротивление воздуха, находящегося в полости оснастки и тем самым уменьшает сопротивление оснастки движению смеси и ее эффективному уплотнению. Наоборот, проведение вакуумирования на первой стадии в процессе загрузки смеси в оснастку способствует ее структурному уплотнению и, следовательно, увеличению плотности стержня, как на поверхности его контакта с оснасткой, так и по всему объему стержня. Поэтому для формирования стержней можно использовать высокопроизводительные, скоростные способы заполнения оснастки смесью, в частности гравитационным, пескодувным или пескострельным способами. Это обеспечивает повышение производительности технологии изготовления стержней и улучшения их качества.
Исследованием установлено, что в процессе загрузки смеси в оснастку скоростными способами, например пескодувным (пескострельным) способами, применение при этом вакуумирования создает также условия жидкостной миграции жидкого связующего к поверхностному контактному с оснасткой слою формируемого стержня. В результате этого поверхностный слой стержня обогащается связующим материалом и способствует повышению его прочности при тепловом воздействии, как за счет увеличения плотности упаковки зерновой структуры смеси в контактном слое, так и за счет определенного увеличения в нем содержания связующего материала.
Таким образом, вакуумировние на первой стадии за счет кратковременного, но интенсивного разрежения обеспечивает повышение плотности и прочности поверхностного слоя стержня и, следовательно, уменьшение его осыпаемости, величина которой является оценочным показателем качества стержней. При этом вакуумирование под оснасткой на первой стадии целесообразно проводить с достаточно высокой степенью разрежения, например от 0,07-0,08 МПа.
Вторая стадия вакуумирования, которую проводят в том же направлении в процессе взаимодействия смеси с нагретой оснасткой, обеспечивает эффективное удаление из жидкостекольного связующего смеси в контактном слое стержня испаряющейся при его нагреве влаги и обеспечивает за счет этого сокращение времени теплового формирования поверхностного слоя стержня. Это также способствует повышению его прочности за счет формирования более плотных и прочных пленок связующего. При этом также сокращается время теплового отверждения смеси в контактном слое и обеспечивает повышение производительности технологии.
На третьей стадии применение вакуумирования в том же направлении обеспечивает сокращение времени химического упрочнения смеси углекислым газом по всему объему стержня. Это связано с тем, что направление вакуумирования в этот момент совпадает с направлением продувки углекислого газа через стержень, т.е. в направлении от нерабочей части стержня к его рабочей контактной поверхности. Проведение вакуумирования в этот момент уменьшает сопротивление мелкопористой смеси стержня движению продуваемого углекислого газа, что позволяет сократить его удельный расход и также обеспечивает сокращение продолжительности химического упрочнения стержней обработкой углекислым газом. Это обеспечивает также повышение производительности изготовления стержней предлагаемым способом, что является важным в массовом и крупносерийном производстве.
Важным для производства также являются режимы обработки стержней газообразным отвердителем, в частности углекислым газом.
Исследованием установлено, что при химической обработке стержней с разнообразной по величине их массой давление углекислого газа можно изменять в больших пределах: от 0,1 до 6 атмосфер в режиме кратковременного одноразового импульса или в режиме многоразовых импульсов в виде единого потока углекислого газа или в виде добавки его в поток холодного или подогретого воздуха в количестве от 10 до 80% в зависимости от массы обрабатываемого стержня.
Для отверждения мелких стержней целесообразно применять продувку холодным воздухом с малым содержанием углекислого газа. Для обработки крупных стержней необходимо применять подогретый воздух с более высоким содержанием углекислого газа.
Испытания проводили на стандартной лабораторной установке модели 4735А (конструкции НИИЛИТМАШ) с максимальной температурой нагрева нагреваемой оснастки до 380°С, позволяющей проводить заполнение нагреваемой оснастки в гравитационном, пескодувном или пескострельном режимах уплотнения смеси. При этом для применения вакуумирования образцов нижнюю часть нагреваемой оснастки выполняли газо-воздухо проницаемой (пористой). Для проведения регулируемого вакуумирования оснастки использовали вакуумный насос РВН-20 с объемом ресивера на 20 литров.
В испытаниях использовали жикостекольную смесь следующего состава: кварцевый песок Кичигинского месторождения - основа, ЖС с модулем 2,7 ед. и плотностью 1320 г/см3. Содержание ЖС в смеси 5,5 мас. %.
При испытании использовали пескодувный метод заполнения разъемной оснастки образца толщиной 20 мм при температуре нагрева оснастки 150°C. Разрежение (вакуум) держали на уровне 0,065 МПа на всех трех стадиях вакуумирования: на стадии заполнения оснастки смесью, на стадии теплового воздействия и на стадии обработки образца углекислым газом.
Для определения степени миграции жидкого стекла в смеси при заполнении оснастки под воздействием вакуума разъемная оснастка выполнена так, что позволяет после заполнения разделять образец на две симметричные части по горизонтали. Нижнюю часть в размере 10 мм по высоте со стороны контактной поверхности оснастки отрезали от верхней части также в размере 10 мм со стороны надува смеси. При этом сравнительное содержание жидкого стекла в разных частях определяли методом титрования водных щелочных растворов из растворенных частей образцов.
Оценочными параметрами качества образцов стержней выбраны:
- плотность смеси, формируемой в процессе надува ее в оснастку в разных частях образца: нижней и верхней в направлении надува смеси;
- изменение содержания жидкого стекла в разных частях образца: нижней - прилегающей к контактной поверхности нагреваемой оснастки и верхней - со стороны надува смеси в оснастку;
- прочность образца после только теплового упрочнения;
- осыпаемость образца с поверхности после теплового упрочнения;
- прочность образца после химического упрочнения углекислым газом;
- время полного упрочнения образца при тепловом воздействии;
- время полного упрочнения при обработке углекислым газом;
- общее время цикла упрочнения при комбинированной обработке (производительность).
Сравнительные с прототипом результаты испытания на лабораторной установке представлены в таблице, где в числителе приведены результаты, полученные по предлагаемому способу, а в знаменатели - результаты, полученные по прототипу.
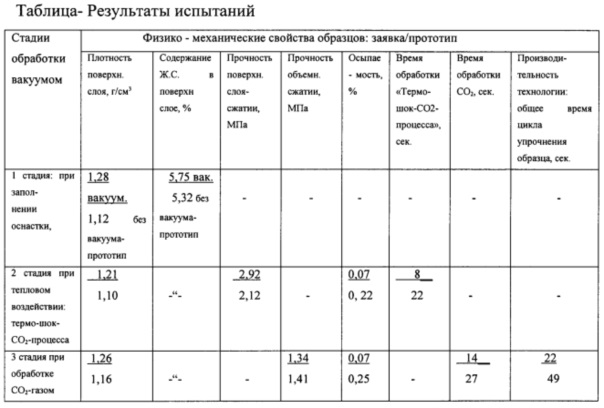
Результаты лабораторных испытаний показали, что воздействие вакуумирования на первой стадии в процессе заполнения нагреваемой оснастки смесью обеспечивает увеличение содержания ЖС в поверхностном слое примерно на 7,5-8% от исходного удельного содержания. Это происходит за счет его жидкостного перемещения из общего объема смеси под воздействием сжатого воздуха пескодувного процесса и воздействия вакуума под образцом.
При этом плотность упаковки структуры смеси в контактном с оснасткой слое образца увеличивается на 12-15%, что способствует повышению поверхностной прочности и уменьшению осыпаемости стержня.
Остальной объем смеси в образце при этом несколько обедняется связующим, примерно на 3,2-3,6% от исходного содержания, но сохраняет возможность извлечение стержня без его разрушения. При этом улучшается выбиваемость (удаление) из отливки стержня после ее охлаждения.
В целом готовый стержень после комбинированного термохимического упрочнения приобретает высокую конструктивную прочность за счет высокой прочности поверхностного слоя, формируемого при тепловом упрочнении в контакте с нагретой оснасткой и при воздействии вакуумирования на второй и третьей стадии.
Так, согласно результатам испытания при реализации предлагаемого способа в сравнении с прототипом осыпаемость поверхности стержней снижается на 41%, прочность смеси в остальном объеме стержня повышается на 35%, производительность изготовления стержней по временному циклу упрочнения увеличивается более чем в два раза.
Примеры реализации способа
Изготовление стержней предлагаемым способом проводили на промышленной пескодувной установке модели «Корбертер» (Английского производства) с регулируемой температурой нагреваемой оснастки до 400°С, давлением сжатого воздуха из ресивера: 6 атм. Для проведения вакуумирования оснастки использовали дополнительный вакуумный ресивер объемом 80 литров с регулятором степени разрежения.
Пример 1
Для изготовления стержня массой 12 кг использовали смесь следующего состава: кварцевый песок Кичигинского месторождения - основа; ЖС с модулем 2,7 ед. и плотностью 1,36 г/см3 - 4,2%; технологическая добавка, повышающая гидростойкость готового стержня в виде глинозема -1,5%.
Смесь перемешивали в лопастном смесителе модели 1А11 в течение 1,5 минут и готовую смесь загружали в бункер на вдувной головкой машины.
Металлическую оснастку перед загрузкой смеси нагревали до температуры 150-180°C. Перед вдувом смеси нагретую оснастку подключали к вакуумному ресиверу с высоким разрежением около 0,07 МПа. В тот же момент включали камеру воздушной подачи смеси пескодувной головки. Через 2-3 секунды степень вакуумирования оснастки снижали до 0,035 МПа и выдерживали стержень в оснастке в течение 5 секунд для формирования слоя теплового упрочнения около 3-5 мм. Затем включали подачу углекислого газа из баллона для продувки стержня, а степень разрежения вакуума снижали до 0,015 МПа. Время продувки выдерживали около 12 сек.
После этого стержневой ящик удаляли от вдувной плиты пескодувной головки, готовый стержень извлекали из ящика и проводили оценку качества стержня. Поверхность готового стержня имела гладкую и прочную структуру и низкую пористость. Стержень установили в форму без противопригарных покрытий. После выдержки собранной формы в течение 40 минут, форму залили углеродистой сталью. Готовая отливка признана годной. Имела хорошую чистоту поверхности (на уровне Ra=0,2 мкм). Стержень из отливки удалился на малой выбивной решетке за 15 секунд вибрации.
Пример 2
Для изготовления стержней из жидкостекольных смесей использовали промышленную нагреваемую оснастку, применяемую в технологии изготовления стержней из увлажненных плакированных смоляных смесей.
Недостатки технологии из плакированных смоляных смесей (неудовлетворительные экологические показатели окружающей среды, высокая длительность процесса горячего отвердения смеси, высокая стоимость технологии и др.) вызвали необходимость взамен смоляной технологии испытать технологию жидкостекольных смесей по предлагаемому способу на действующем промышленном оборудовании.
Применили металлическую газонагреваемую оснастку с газоотводящими вентами для надува смеси из пескодувной головки. Для вакуумирования смеси использовали дополнительный вакуумный ресивер. Вакуум подвели по трубопроводу через дополнительную обечайку к нижней половине оснастки с вентами. Температура нагрева оснастки составляла 180°С.
Для изготовления стержней применили смесь на основе кварцевого песка Кичигинского месторождения - основа; ЖС с модулем 2,8 ед. и плотностью 1,42 г/см3; с технологической добавкой в виде свекольной патоки (0,6%) для улучшения выбиваемости стержней из отливок и 1,2% глинозема.
При изготовлении стержней вакуум поддерживали на всех трех стадиях вакуумирования одинаковым в пределах 0,065-0,07 МПа.
Обработку стержня углекислым газом проводили по следующему режиму. После проведения «Термо-шок-СО2-обработки» под вакуумом в течение 20 секунд, СО2 - газ подавали через вдувные отверстия оснастки в струе предварительно подогретого до 90-110°С воздуха из расчета примерно 50 на 50%. При этом сокращался расход СО2 газа.
По предлагаемому способу было изготовлено 30 стержней. Стержни использовали для изготовления стальных отливок массой 50 кг. Стержни выбивались на малой решетке при вибрации. Отработанная смесь от стержней прошла сухую механическую регенерацию и использовалась повторно.
Стальные отливки имели чистоту поверхности на уровне Ra=0,15-0,2 мкм. После механической обработки в отливках не обнаружены дефекты: ситовидной пористости, газовых раковин и песчаных засоров, присущих смоляной технологии.
Промышленная применимость предлагаемого способа
Предлагаемый способ эффективно применим в серийном и массовом производстве мелких и средних отливок из чугуна, стали и цветных сплавов взамен технологий на смоляных связующих материалах.
Указанный способ целесообразно применять взамен смоляных смесей по обычной холодной оснастке при изготовлении крупных и средних по массе стержней, но с применением трехстадийного вакуумирования и подачи подогретого СО2 газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1996 |
|
RU2094164C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЛИ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2082539C1 |
| Способ изготовления литейных стержней и форм из жидкостекольных смесей | 2020 |
|
RU2735607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1998 |
|
RU2145265C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Способ изготовления литейных стержней и форм | 2021 |
|
RU2763701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ ИЗ ОТХОДОВ ФЕРРОСПЛАВОВ | 2004 |
|
RU2272082C1 |
| Способ упрочнения форм и стержней из жидкостекольных смесей | 1979 |
|
SU1041202A1 |
| Смесь для изготовления литейных форм и стержней | 1988 |
|
SU1547936A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
Способ включает нагрев металлической оснастки до 150-350°C, заполнение ее жидкостекольной смесью, уплотнение смеси, выдержку смеси в контакте с нагретой поверхностью оснастки, упрочнение стержня продувкой углекислым газом или потоком холодного воздуха или подогретым воздухом с добавлением углекислого газа в количестве 10-80%. В течение всего процесса изготовления стержня осуществляют вакуумирование стержневой оснастки. Достигается снижение осыпаемости поверхности стержня и повышение его прочности. 1 табл., 2 пр.
Способ изготовления литейных стержней из жидкостекольных смесей термо-шок-CO2-процессом, включающий нагрев стержневой оснастки до температур 150-350°С, заполнение ее жидкостекольной смесью, уплотнение смеси, выдержку смеси в контакте с нагретой поверхностью оснастки, упрочнение стержня продувкой газом, отличающийся тем, что в процессе заполнения оснастки жидкостекольной смесью, выдержки в контакте с нагретой поверхностью оснастки и продувки стержня газом осуществляют вакуумирование стержневой оснастки со стороны, противоположной направлению загрузки в оснастку смеси и продувки стержня газом, при этом продувку стержня осуществляют углекислым газом или потоком холодного или подогретого воздуха с добавлением углекислого газа в количестве 10-80%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЛИ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2082539C1 |
| Способ упрочнения форм и стержней из жидкостекольных смесей | 1979 |
|
SU1041202A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| FR 7706288 A, 03.03.1977. | |||

