Изобретение относится к технологии литейного производства, в частности к технологии изготовления литейных форм и стержней с применением неорганических связующих веществ.
Уровень техники
Известна технология быстротвердеющих формовочных смесей (современное название - технология холоднотвердеющих смесей - ХТС), в частности технология вакуумирования жидкостекольных смесей с последующей продувкой CO2 (CO2-процесс) [1].
Процесс CO2 заключается в перемешивании сухого кварцевого песка с силикатом натрия (жидким стеклом), заполнении формы смесью и упрочнении ее путем пропускания углекислого газа через смесь. Образование кремнистого геля из силиката натрия, обладающего связующими свойствами, может обеспечиваться продувкой углекислым газом или упрочнением при гидратации либо комбинацией этих двух процессов (аналог).
Востребованность CO2-процесса была связана с повышением размерной точности форм и стержней, а следовательно и получаемых в них отливок, а также с быстрым упрочнением форм при комнатной температуре. Силикат натрия - неорганическое вещество, не наносящее вреда окружающей среде, в нем не содержатся углерод, сера, фосфор и азот, которые могут выделяться в виде вредных примесей. Технологии продувки газом были усовершенствованы, но недостатки и ограничения применения CO2-процесса оставались.
Позднее была предложена технология изготовления оболочковых форм из жидкостекольных смесей, включающая нанесение смеси с жидким стеклом на модель, установленную на подмодельной плите и заключенную в контурную металлическую рамку, связанную с ребрами, конфигурация которых примерно повторяла очертания модели, установленной с зазором относительно ребер. Расстояние между ребрами зависело от конфигурации отливки, а оболочка не должна была выступать над уровнем верхних кромок двух соседних ребер. Расстояние между ребрами как нейтрализаторами температурных напряжений находится в определенном соотношении с толщиной оболочки - относительной толщиной оболочки (прототип) [2].
VRH-процесс (фирмы Sinto) является практическим применением основных технологических приемов CO2-процесса.
Как при CO2-процессе, силикат натрия (жидкое стекло) является связующим и при VRH-процессе. Силикат натрия, используемый в литейном производстве, является метастабильной системой SiO2 к Na2O. Требования к вязкости и другим свойствам ограничивают содержание воды в силикате натрия до 50-60%. Формирование связей, как уже отмечалось ранее, обеспечивается продувкой углекислым газом, упрочнением при гидратации, либо комбинацией этих двух приемов. При VRH-процессе применяют дегидратацию и продувку углекислым газом при низком давлении.
Основные технологические приемы VRH-процесса заключаются в следующем:
- на первой стадии отверждения опоку с уплотненной смесью помещают в камеру вакуумного отверждения; далее воздух откачивают из камеры и понижение давления обеспечивает переход влаги в силикат натрия; удаление влаги способствует образованию оболочек силикатного геля вокруг песчинок смеси;
- на второй стадии отверждения вакуум заменяют на атмосферу углекислого газа; при отсутствии воздуха и других газов реакция углекислого с силикатом натрия происходит быстро, твердость повышается; внутри камеры давление изменяется как функция времени.
Для достижения необходимого уровня прочности форм при VRH-процессе необходимо на 50% меньше силиката натрия (жидкого стекла), чем при обычном CO2-процессе, а это и обеспечивает улучшение выбиваемости и низкое остаточное содержание жидкого стекла и экономических показателей технологии.
Основными отличиями технологии формовки по VRH-процессу является использование камеры отверждения, в которой формы отверждают и упрочняют под воздействием контролируемых параметров: низкого давления (вакуумирования), добавки силиката натрия, температуры, атмосферы углекислого газа (продувка CO2) и времени реакции.
Достигаемый технический результат VRH-процесса заключается в сокращении количества используемого жидкого стекла с 5-6% до 2-3%, углекислого газа с 6% до 0,3-1,0%; более полном использовании регенерируемой смеси за счет более низкого содержания жидкого стекла; отсутствии загрязнения серой, углеродом, азотом и фосфором; улучшении выбиваемости смеси; возможности механизации процесса; повышении текучести смеси, минимальной конденсации влаги при хранении форм; низкой вероятности образования газовых дефектов и ужимин; повышении точности отливок.
Технология VRH может применяться для получения отливок из сталей из всех видов чугунов и алюминиевых сплавов, а также для различных производств [3] - аналог.
Известен способ и оборудование для получения песчано-глинистых форм потоком сжатого воздуха с последующим прессованием - seiatsu-процесс. Пространство над модельной оснасткой и наполнительной рамки заполняют необходимым количеством формовочной смеси. Далее кратковременно открывается клапан воздушного потока и воздушный поток проходит через формовочную смесь и уходит через венты в модели и подмодельной плите. Дополнительное прессование сверху плоской прессовой плитой, мембраной или многоплунжерной головкой завершает окончательное равномерное уплотнение формы [4] - аналог.
Сущность изобретения
Заявляется способ изготовления комбинированных литейных форм из жидкостекольных самотвердеющих смесей, включающий приготовление облицовочной жидкостекольной формовочной смеси, подачу ее в оснастку и формирование облицовочного слоя с помощью контрмодельной решетки, отсос воздуха из оснастки; последующую продувку горячим воздухом с одновременным отсосом воздуха со стороны, противоположной подаче горячего воздуха; последующую продувку облицовочной жидкостекольной формовочной смеси углекислым газом с одновременным отсосом газовоздушной смеси со стороны, противоположной подаче углекислого газа и воздуха, отличающийся тем, что осуществляют предварительный подогрев песка до температуры 18-25°C перед приготовлением облицовочной жидкостекольной смеси, а после формирования жидкостекольного облицовочного слоя осуществляют продувку горячим воздухом с температурой 18-40°C, причем после отверждения облицовочного слоя осуществляют подачу в оснастку наполнительной смеси воздушным потоком с последующей ее допрессовкой со стороны контрлада оснастки.
Способ отличается тем, что толщину облицовочного слоя из жидкостекольных смесей выполняют величиной 70-120 мм.
Достигаемый технический результат заключается в повышении экологических показателей, ускорении отверждения облицовочного слоя, улучшении выбиваемости и регенерации смесей, повышении точности получаемых отливок, снижении дефектов литья по газовым дефектам и ужиминам, использовании технологии для всех черных и цветных сплавов и возможности автоматизации технологического процесса и др.
Заявляемый способ поясняется чертежами:
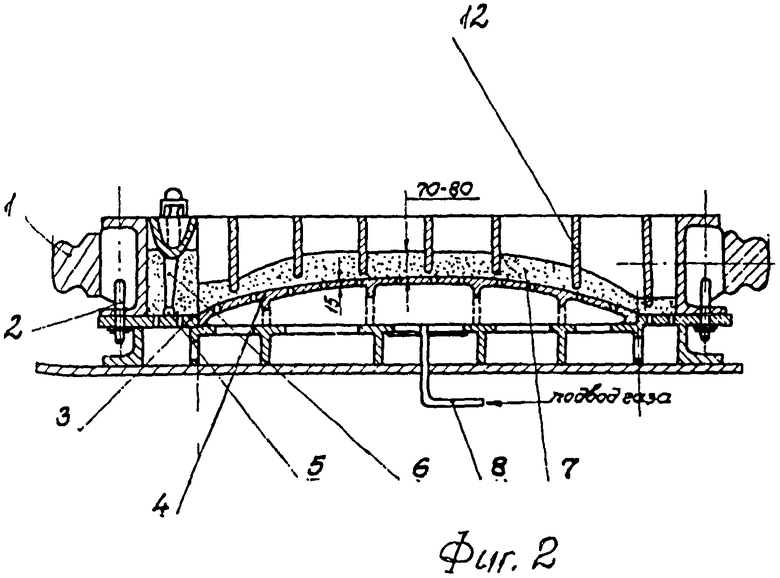
Фиг.1 - показана полуформа низа;
Фиг.2 - показана полуформа верха.
Представленные на чертежах полуформы низа и верха содержат следующие позиции: 1 - опока низа, 2 - штырь направляющий, 3 - плита подмодельная, 4 - модель верха, 5 - шлакоуловитель, 6 - стояк, 7 - облицовочный слой, 8 - патрубок подвода газа, 9 - опока низа, 10 - модель низа, 11 - питатель, 12 - контрмодель решетчатая верхней полуформы, 13 - наполнительная смесь и 14 - контрмодель решетчатая нижней полуформы.
Осуществление изобретения
Заявляемая технология изготовления комбинированных литейных форм из жидкостекольных самотвердеющих смесей предусматривает приготовление облицовочной жидкостекольной формовочной смеси, подачу ее в оснастку и формирование облицовочного слоя 7 с помощью контрмодельной решетки 12 в нижней полуформе и отсос воздуха из оснастки. Последующую продувку горячим воздухом с одновременным отсосом воздуха со стороны, противоположной подаче горячего воздуха. Далее осуществляют продувку облицовочной жидкостекольной формовочной смеси углекислым газом с одновременным отсосом газовоздушной смеси со стороны, противоположной подаче углекислого газа и воздуха. По заявляемой технологии осуществляют предварительный подогрев песка до температуры 18-25°C перед приготовлением облицовочной жидкостекольной смеси, а после формирования жидкостекольного облицовочного слоя 7 в верхней и нижней полуформах осуществляют продувку горячим воздухом с температурой 18-40°C. После отверждения облицовочного слоя осуществляют подачу в оснастку наполнительной смеси воздушным потоком с последующей ее допрессовкой со стороны контрлада оснастки (не показаны). Толщину облицовочного слоя 7 из жидкостекольных смесей выполняют величиной 70-120 мм.
Примеры осуществления предлагаемой техологии
Пример 1: при продувке воздухом ниже 18C° не происходит ускорения процесса отверждения смеси.
Пример 2: при продувке воздухом в указанных пределах происходит ускорение отверждения смеси и достижение указанных технических результатов.
Пример 3: при температурах выше указанных пределов происходит ухудшение качества смеси за счет усиленного испарения влаги из смеси и не достигаются указанные технические результаты.
Литература:
1. Лясс А.М. «Вопросы теории литейных процессов», М., Машгиз, 1960, с.81-87.
2. Лясс A.M. Быстротвердеющие формовочные смеси, М., Машиностроение, 1965, с.136-139.
3. Информационный бюллетень, №5, 6 (134, 135), 2004, М., ЗАО «Металлург», с.2-6.
4. Сейатсу - способ уплотнения форм воздушным потоком с прессованием. С.1-6. Генрих Вагнер Синто Машиностроительный завод ГмбХ Банхофстр. 101-D-57334 Бад Лавсфе, 2003.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТИВОПРИГАРНАЯ ТЕРМОСТОЙКАЯ КРАСКА ДЛЯ ПЕСЧАНЫХ И МЕТАЛЛИЧЕСКИХ ФОРМ (ВАРИАНТЫ) | 2011 |
|
RU2478019C1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2022 |
|
RU2784436C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ | 2022 |
|
RU2791858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ "ТЕРМО-ШОК-СО2-ПРОЦЕССОМ" | 2015 |
|
RU2630399C2 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2021 |
|
RU2773245C1 |
| ПРОТИВОПРИГАРНАЯ ТЕПЛОИЗОЛЯЦИОННАЯ КРАСКА ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2007 |
|
RU2355505C1 |
| ПРОТИВОПРИГАРНАЯ ТЕРМОСТОЙКАЯ КРАСКА ДЛЯ ПЕСЧАНЫХ И МЕТАЛЛИЧЕСКИХ ФОРМ (ВАРИАНТЫ) | 2011 |
|
RU2489225C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИТЕЙНЫХФОРМ | 1976 |
|
SU825268A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖИВУЧЕСТИ ХОЛОДНОТВЕРДЕЮЩИХ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ СМЕСЕЙ | 2022 |
|
RU2797839C1 |
Изобретение относится к литейному производству. Способ включает подогрев песка до температуры 18-25°C, приготовление формовочной смеси, подачу ее в оснастку и формирование облицовочного слоя с помощью контрмодельной решетки. При формировании облицовочного слоя осуществляют отсос воздуха из оснастки. Сформированный облицовочный слой продувают горячим воздухом с температурой 18-40°C с одновременным отсосом воздуха со стороны, противоположной подаче горячего воздуха, затем углекислым газом с одновременным отсосом газовоздушной смеси со стороны, противоположной подаче углекислого газа и воздуха. После отверждения облицовочного слоя в оснастку подают наполнительную смесь и допрессовывают ее со стороны контрлада оснастки. Обеспечивается улучшение выбиваемости форм, улучшение регенерации смеси, повышение точности получаемых отливок, снижение дефектов литья по газовым дефектам и ужиминам. 2 ил., 3 пр.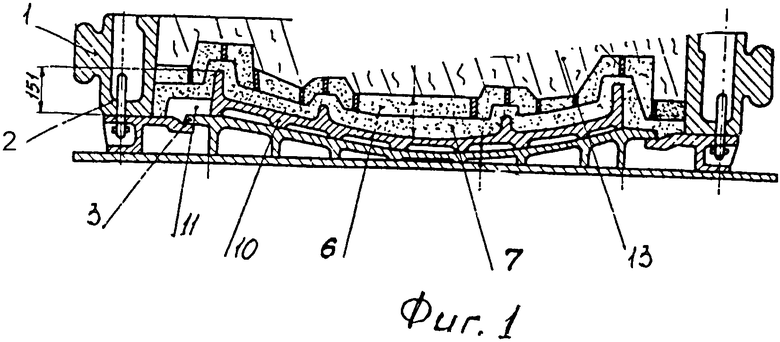
Способ изготовления комбинированных литейных форм из жидкостекольных самотвердеющих смесей, включающий приготовление облицовочной жидкостекольной формовочной смеси, подачу ее в оснастку и формирование облицовочного слоя с помощью контрмодельной решетки, отсос воздуха из оснастки, последующую продувку горячим воздухом с одновременным отсосом воздуха со стороны, противоположной подаче горячего воздуха, последующую продувку облицовочной жидкостекольной формовочной смеси углекислым газом с одновременным отсосом газовоздушной смеси со стороны, противоположной подаче углекислого газа и воздуха, отличающийся тем, что осуществляют предварительный подогрев песка до температуры 18-25°C перед приготовлением облицовочной жидкостекольной формовочной смеси, а после формирования жидкостекольного облицовочного слоя осуществляют продувку горячим воздухом с температурой 18-40°C, при этом после отверждения облицовочного слоя осуществляют подачу в оснастку наполнительной смеси воздушным потоком с последующей ее допрессовкой со стороны контрлада оснастки.
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Способ упрочнения форм и стержней из жидкостекольных смесей | 1979 |
|
SU1041202A1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| US 5887639 A1, 30.03.1999 | |||
| CH 584574 A5, 12.02.1977 | |||
| Способ получения этилацетата | 1979 |
|
SU857109A1 |

