Область Техники
[0001]
Настоящее изобретение относится к стальному корду, встроенному в резиновое изделие, и транспортерной ленте. Настоящее изобретение, в частности, относится к стальному корду, встроенному в резиновое изделие, выполненное с возможностью уменьшения гистерезисных потерь, связанных со стальным кордом при применении резинового изделия, и транспортерной ленте со стальным кордом, встроенным в качестве сердечника.
Предпосылки создания изобретения
[0002]
Стальные корды, образованные из скрученных вместе стальных проволок, применяют в качестве армирующих элементов в шинах, транспортерных лентах, резиновых шлангах и других резиновых изделиях. Известен стальной корд, который характеризуется состоящей из прядей структурой, образованной из множества прядей внешнего слоя, закрученных вокруг наружной кольцевой поверхности сердцевинной пряди (см., например, патентный документ 1). Для изготовления этих резиновых изделий армирующий слой, образованный из упорядоченного множества стальных кордов, встраивается в невулканизированный резиновый элемент с образованием формованного изделия. После этого формованное изделие нагревают при заданной температуре и подвергают воздействию заданного давления в процессе вулканизации для вулканизации невулканизированной резины. В результате этого получают резиновое изделие со встроенным армирующим слоем стального корда.
[0003]
При применении резинового изделия на встроенные стальные корды воздействуют растягивающие силы и сжимающие силы. Авторы настоящего изобретения пришли к выводу, что в резиновом изделии, которое включает в себя стальной корд с состоящей из прядей структурой из множества прядей внешнего слоя, закрученных вокруг наружной кольцевой поверхности сердцевинной пряди, проволоки (стальные проволоки), из которых образован стальной корд, трутся друг о друга при использовании резинового изделия, причем это трение воздействует на гистерезисные потери.
[0004]
Например, в случае резиновой транспортерной ленты работа при высоких гистерезисных потерях приводит к неоптимальному возрастанию мощности, необходимой для работы транспортерной ленты. Основываясь на своих выводах, авторы изобретения провели исследование и пришли к созданию настоящего изобретения, которое позволяет уменьшить гистерезисные потери, связанные со стальным кордом, встроенным в резиновое изделие, при применении резинового изделия.
Список цитированной литературы
Патентная литература
[0005]
Патентный документ 1: нерассмотренная опубликованная заявка на патент Японии № 2012-036539A
Изложение сущности изобретения
Техническая проблема
[0006]
Целью настоящего изобретения является обеспечение стального корда, встроенного в резиновое изделие, выполненного с возможностью уменьшения гистерезисных потерь, связанных со стальным кордом при применении резинового изделия, и транспортерной ленты со стальным кордом, встроенным в качестве сердечника.
Решение проблемы
[0007]
Для достижения описанной выше цели резиноармирующий стальной корд настоящего изобретения встроен в резиновое изделие, причем стальной корд имеет состоящую из прядей структуру, которая включает в себя сердцевинную прядь и множество прядей внешнего слоя, закрученных вокруг наружной кольцевой поверхности сердцевинной пряди; причем между проволоками, из которых образована сердцевинная прядь, предусмотрена смазка.
[0008]
Транспортерная лента настоящего изобретения содержит множество описанных выше встроенных стальных кордов, расположенных параллельно и функционирующих в качестве сердечников; невулканизированное верхнее резиновое покрытие, размещенное над сердечниками, и невулканизированное нижнее резиновое покрытие, размещенное под сердечниками; причем верхнее резиновое покрытие и нижнее резиновое покрытие с размещенными между ними сердечниками вулканизированы для изготовления транспортерной ленты.
Преимущественные эффекты изобретения
[0009]
В соответствии с конструкцией стального корда настоящего изобретения при использовании резинового изделия со встроенным стальным кордом проволоки, из которых образована сердцевинная прядь, скользят относительно друг друга очень плавно за счет смазки, обеспеченной между проволоками, из которых образована сердцевинная прядь. Таким образом, можно уменьшить гистерезисные потери резинового изделия, связанные с сопротивлением скольжения между проволоками. Кроме того, сердцевинная прядь размещена по центру в стальном корде, и, таким образом, можно предотвратить негативное воздействие смазки на сцепление между резиной резинового изделия со встроенным стальным кордом и стальным кордом.
[0010]
В соответствии с конструкцией транспортерной ленты настоящего изобретения с множеством описанных выше встроенных стальных кордов, расположенных параллельно и функционирующих в качестве сердечников, можно уменьшить гистерезисные потери при работе транспортерной ленты и, таким образом, можно уменьшить мощность, необходимую для работы. Иными словами, транспортерная лента настоящего изобретения работает с использованием меньшей мощности, чем традиционные транспортерные ленты, и, таким образом, вносит значительный вклад в экономию электроэнергии.
Краткое описание рисунков
[0011]
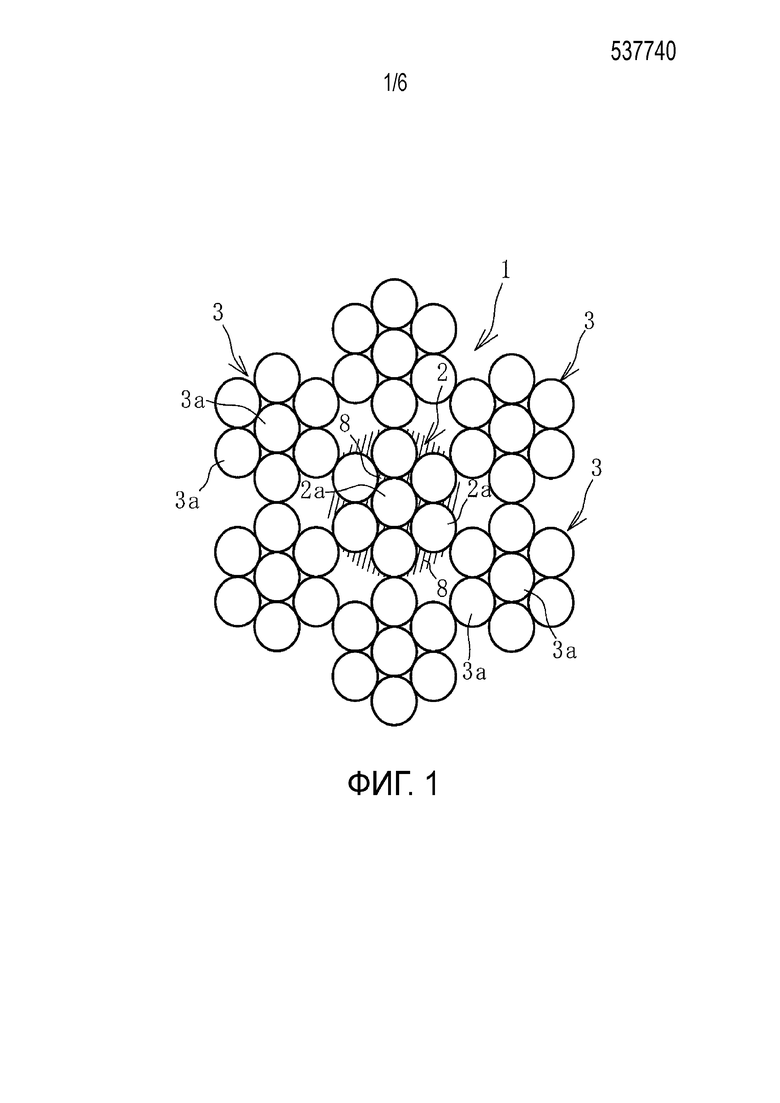
На ФИГ. 1 представлен вид в поперечном сечении стального корда настоящего изобретения.
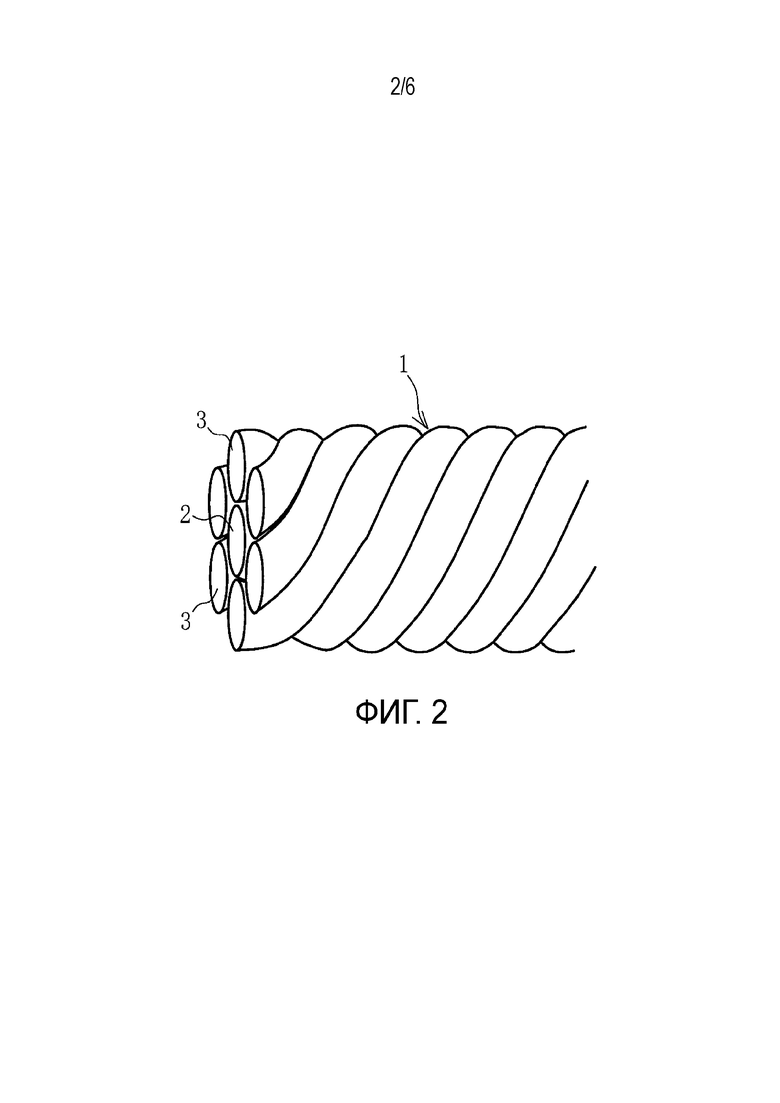
На ФИГ. 2 представлен вид в перспективе стального корда, показанного на ФИГ. 1.
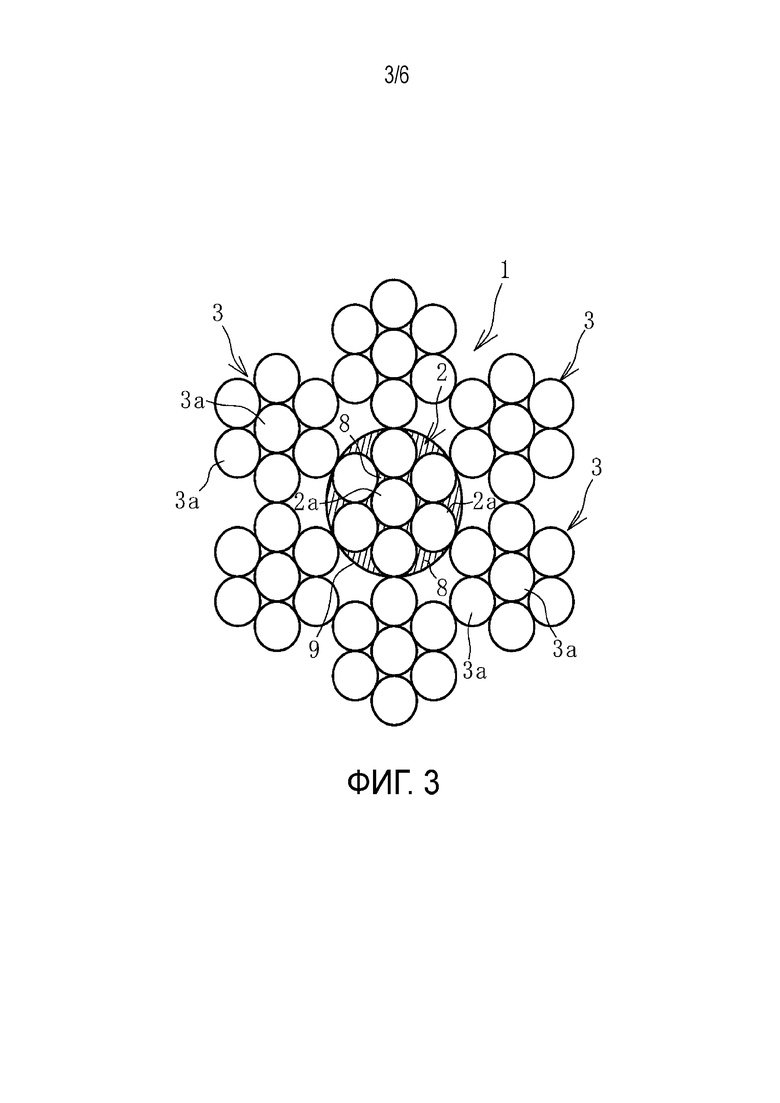
На ФИГ. 3 представлен вид в поперечном сечении стального корда другого варианта осуществления настоящего изобретения.
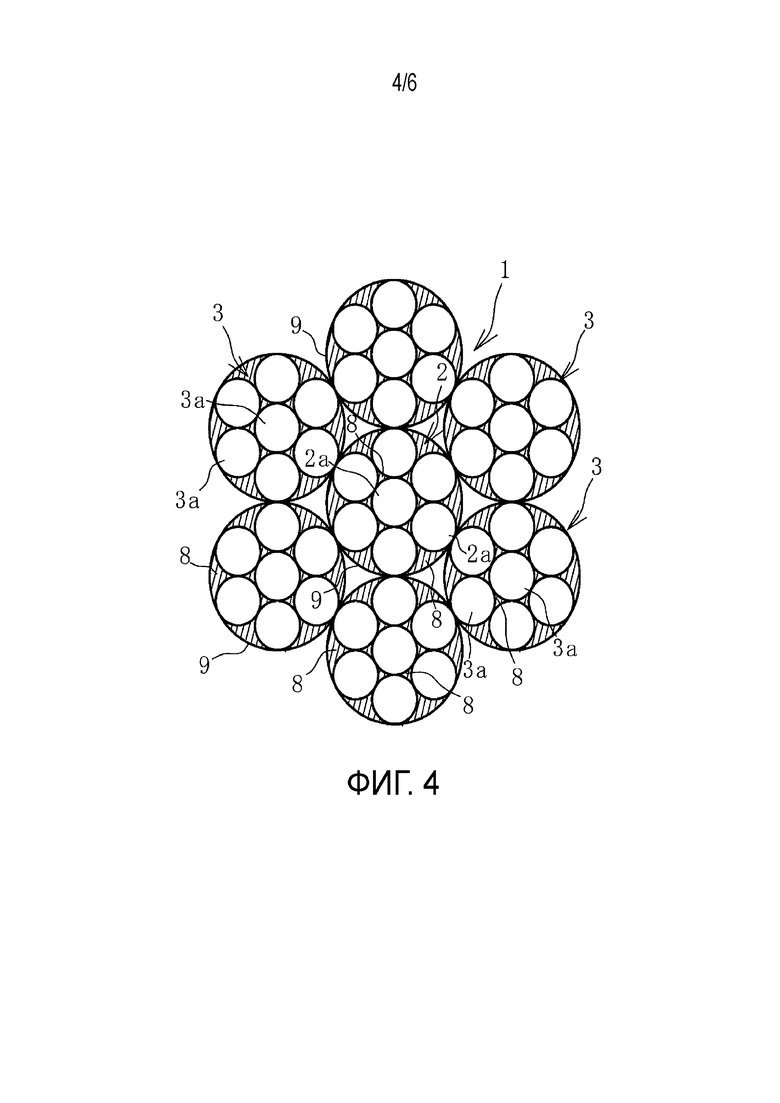
На ФИГ. 4 представлен вид в поперечном сечении стального корда другого варианта осуществления настоящего изобретения.
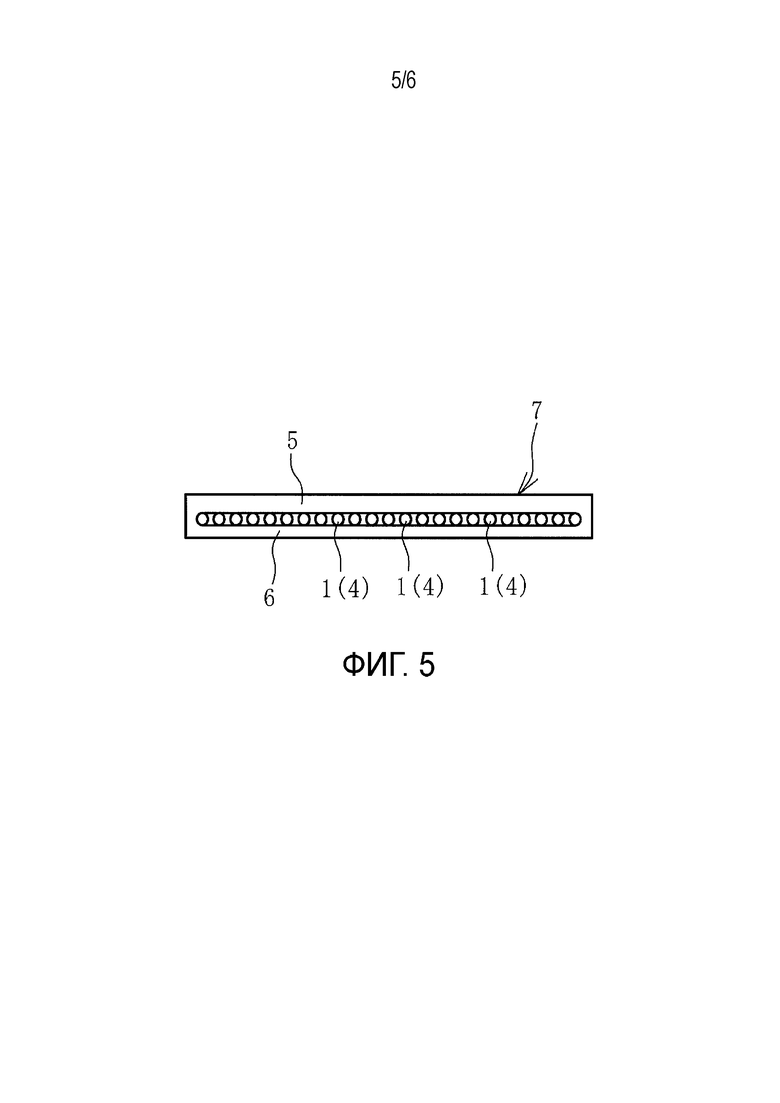
На ФИГ. 5 представлен вид в поперечном сечении транспортерной ленты настоящего изобретения.
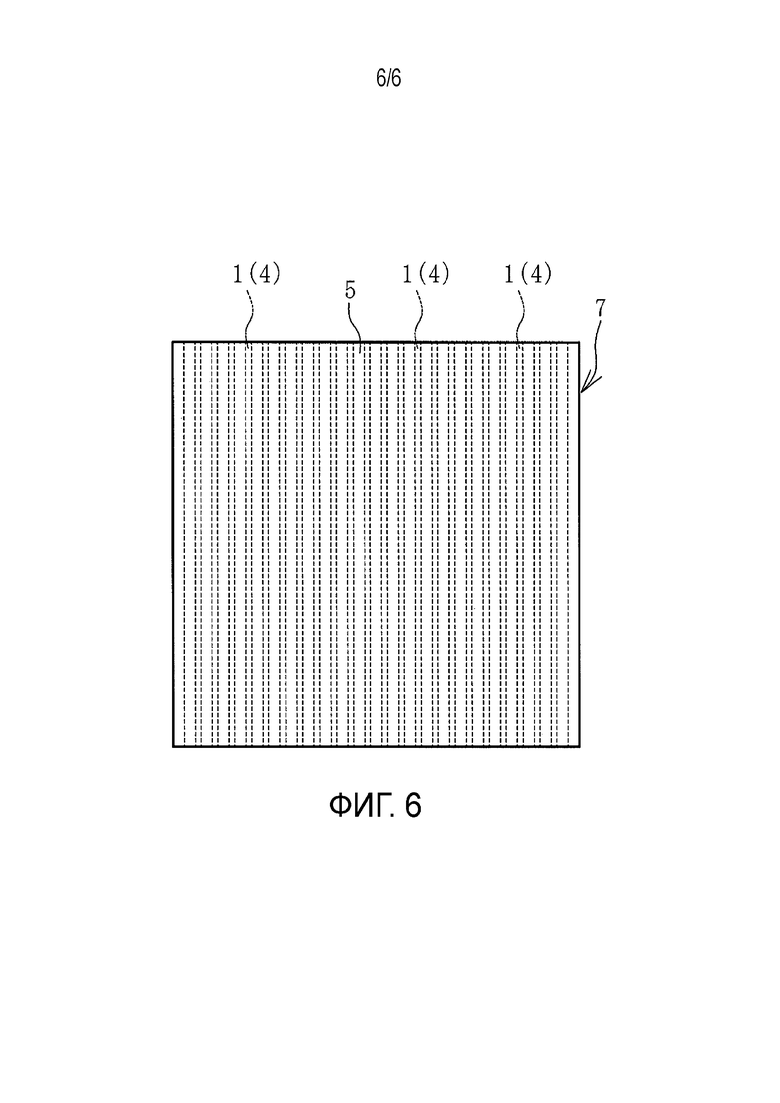
На ФИГ. 6 представлен вид в горизонтальной проекции транспортерной ленты, показанной на ФИГ. 5.
Описание вариантов осуществления
[0012]
Стальной корд и транспортерная лента настоящего изобретения описаны ниже со ссылкой на варианты осуществления, изображенные на чертежах.
[0013]
Стальной корд 1 настоящего изобретения, показанный в качестве примера на ФИГ. 1 и ФИГ. 2, представляет собой резиноармирующий стальной корд 1, встроенный в резиновое изделие. В настоящем варианте осуществления стальной корд 1 имеет состоящую из прядей структуру, или структуру 7×7, из множества прядей 3 внешнего слоя, закрученных вокруг наружной кольцевой поверхности сердцевинной пряди 2. Стальной корд 1 образован шестью прядями 3 внешнего слоя, закрученными вокруг наружной окружности одной сердцевинной пряди 2. Сердцевинная прядь 2 образована шестью проволоками 2a, закрученными вокруг одной центральной проволоки 2a. Пряди 3 внешнего слоя образованы шестью проволоками 3a, закрученными вокруг одной центральной проволоки 3a. Проволоки 2a, 3a представляют собой стальные проволоки.
[0014]
В настоящем варианте осуществления проволоки 2a, из которых образована сердцевинная прядь 2, проволоки 3a, из которых образованы пряди 3 внешнего слоя, и пряди 3 внешнего слоя, закрученные вокруг наружной кольцевой поверхности сердцевинной пряди 2, имеют одно и то же направление кручения. Внешний диаметр проволок 2a, 3a составляет приблизительно от 0,2 мм до 1,0 мм.
[0015]
В настоящем изобретении между проволоками 2a, из которых образована сердцевинная прядь 2, предусмотрена смазка 8. Смазку 8 не наносят на поверхность проволок 2a, а выполняют заполнение пустот между проволоками 2a.
[0016]
Благодаря смазке 8, нанесенной таким способом, при использовании резинового изделия со встроенным стальным кордом 1, например при изгибании стального корда 1, проволоки 2a скользят относительно друг друга очень плавно. Таким образом, можно уменьшить гистерезисные потери резинового изделия, связанные с сопротивлением скольжения между проволоками 2a. Кроме того, сердцевинная прядь 2 размещена по центру в стальном корде 1, и, таким образом, обеспечивается незначительный контакт с резиной резинового изделия со встроенным стальным кордом 1 и смазкой 8. В результате можно предотвратить негативное воздействие смазки 8 на сцепление между стальным кордом 1 и резиной в резиновом изделии.
[0017]
В качестве смазки 8 можно использовать, например, ароматическое масло. Предпочтительно использовать масло того же типа, что и смешанное с резиной резинового изделия со встроенным стальным кордом 1. При использовании такого масла в качестве смазки 8 маловероятно негативное воздействие на сцепление между стальным кордом 1 и резиной резинового изделия.
[0018]
Кинематическая вязкость смазки 8, составляющая 100 °C, определена посредством измерений, выполненных в соответствии со способом испытания кинематической вязкости, предусмотренным в стандарте JIS K 2283:2000. Предпочтительное значение составляет, например, от 54,0 мм2/с до 64,0 мм2/с, включая оба крайних значения. Значение кинематической вязкости, которое меньше 54,0 мм2/с, приводит к легкому растеканию смазки 8. Кинематическая вязкость, которая больше 64,0 мм2/с, не позволяет в достаточной степени уменьшить сопротивление скольжения между проволоками 2a.
[0019]
Приемлемое количество (погружаемое количество) смазки 8, которое необходимо обеспечить в стальном корде 1, составляет, например, 1 г/см3 или более. Максимальное обеспечиваемое количество составляет, например, 2 г/см3.
[0020]
Стальной корд 1 может также иметь конфигурацию варианта осуществления, показанного в качестве примера на ФИГ. 3, в котором слой 9 адгезива покрывает наружную окружность сердцевинной пряди 2. В качестве слоя 9 адгезива может применяться лист невулканизированной резины для сцепления. В этой конфигурации слой 9 адгезива предотвращает растекание предложенной смазки 8. В результате эффекты смазки 8 могут сохраняться в течение длительного периода времени. Кроме того, можно предотвратить негативное воздействие смазки 8 на сцепление между стальным кордом 1 и резиной резинового изделия.
[0021]
В описанных выше стальных кордах 1 смазка 8 предусмотрена только между проволоками 2a, из которых образована сердцевинная прядь 2. Кроме того, стальной корд 1 может также иметь конфигурацию, в которой смазка 8 предусмотрена между проволоками 3a по меньшей мере одной пряди 3 внешнего слоя из множества прядей 3 внешнего слоя. Эта конфигурация позволяет уменьшить гистерезисные потери резинового изделия, связанные с сопротивлением скольжения между проволоками 3a, и, таким образом, еще больше уменьшить гистерезисные потери. Стальной корд 1 может также иметь конфигурацию варианта осуществления, показанного в качестве примера на ФИГ. 4, в котором смазка 8 предусмотрена между проволоками 3a всех прядей 3 внешнего слоя.
[0022]
В вариантах осуществления, показанных в качестве примеров на ФИГ. 3 и ФИГ. 4, наружные окружности прядей 2, 3 со смазкой 8 между проволоками 2a, 3a покрыты слоем 9 адгезива. Однако конфигурация без слоя 9 адгезива также является приемлемой. Слой 9 адгезива предпочтительно обеспечивается для того, чтобы способствовать предотвращению растекания предложенной смазки 8.
[0023]
Стальной корд 1 настоящего изобретения должен представлять собой состоящую из прядей структуру, но не ограничивается структурой 7×7. Можно использовать примеры, которые включают в себя структуру 7×19, структуру 19+7×7 и структуру 7 x W(19). Кроме того, проволоки 2a, проволоки 3a и пряди 3 внешнего слоя не ограничены одним и тем же направлением кручения. Каждый элемент может иметь иное направление кручения, и при этом направление кручения может задаваться по выбору.
[0024]
Посредством формования проволок 2a, из которых образована сердцевинная прядь 2, и проволок 3a, из которых образованы пряди 3 внешнего слоя, уменьшается сопротивление скольжения между проволоками 2a (3a). Коэффициент формования проволок 2a, 3a составляет предпочтительно 85% или более. Стоит отметить, что коэффициент формования получают как соотношение, получаемое делением размера спиральной формы проволок (высоты волны) на диаметр пряди.
[0025]
В транспортерную ленту 7 настоящего изобретения, показанную в качестве примера на ФИГ. 5 и ФИГ. 6, встроено множество стальных кордов 1 настоящего изобретения, расположенных параллельно и функционирующих в качестве сердечников 4. Стальные корды 1 ориентированы в продольном направлении транспортерной ленты 7 и встроены между верхним резиновым покрытием 5 и нижним резиновым покрытием 6. Иными словами, стальные корды 1, функционирующие в качестве сердечников 4, размещены между верхним резиновым покрытием 5 и нижним резиновым покрытием 6 с заданными интервалами между ними в направлении ширины ленты. Как правило, резина для сцепления размещена между сердечниками 4 и между слоем сердечников 4, образованным ориентированными стальными кордами 1 и верхним резиновым покрытием 5 и нижним резиновым покрытием 6. Транспортерная лента 7 изготовлена посредством вулканизации невулканизированного верхнего резинового покрытия 5 и нижнего резинового покрытия 6 с размещенными между ними сердечниками 4.
[0026]
При работе транспортерной ленты 7 настоящего изобретения, натянутой вокруг шкивов, на сердечники 4 периодически воздействуют растягивающие силы и сжимающие силы. В транспортерной ленте 7 в зазорах между проволоками 2a (3a), из которых образованы сердечники 4, предусмотрена смазка 8. Таким образом, при работе транспортерной ленты 7 проволоки 2a (3a) скользят относительно друг друга очень плавно и без сопротивления. В результате уменьшаются гистерезисные потери, связанные с сердечниками 4 при работе транспортерной ленты 7.
[0027]
В соответствии с конструкцией этой транспортерной ленты 7 с уменьшенными гистерезисными потерями уменьшается мощность, необходимая для работы транспортерной ленты 7, в результате чего транспортерная лента 7 может работать с меньшей мощностью, чем традиционные транспортерные ленты. Это вносит значительный вклад в экономию электроэнергии.
[0028]
Резиновое изделие, в которое встроен стальной корд 1 настоящего изобретения, не ограничено транспортерной лентой 7 и может использоваться в виде различных резиновых изделий, в которые стальной корд 1 может быть встроен в качестве армирующего элемента, таких как шины, резиновые шланги, морские шланги, отбойники и т. п.
Примеры
[0029]
Стальные корды со структурой 7×7 (диаметр корда 4 мм) использовали для получения образцов (примеры 1-3 работы корда), в которых между проволоками, из которых образована сердцевинная прядь, были обеспечены три смазки с различными значениями кинематической вязкости; и стальные корды со структурой 7×7 (диаметр корда 4 мм) использовали для получения образца (стандартный пример корда), в котором не обеспечивалась смазка. Каждый из этих образцов был встроен в невулканизированную резину, после чего резину вулканизировали. В примерах 1-3 работы корда в качестве предложенной смазки применяли ароматические масла с различной кинематической вязкостью. Значения кинематической вязкости ароматических масел составляли 8 мм2/с при 40 °C, 55 мм2/с при 40°C и 55 мм2/с при 100 °C. Количество смазки (погружаемое количество) для стальных кордов 1 составляло от 1 г/см3 до 2 г/см3, включая оба крайних значения. Затем из каждой из вулканизированных резин брали образец стального корда. При помощи образцов заданной длины проводили испытание на заданный изгиб для измерения гистерезисных потерь. Результаты измерения представлены в таблице 1. Следует отметить, что результаты измерения, показанные в таблице 1, относятся к стальным кордам с конфигурацией, в которой проволоки, из которых образованы пряди, проволоки, из которых образованы пряди внешнего слоя, и пряди внешнего слоя, закрученные вокруг наружной кольцевой поверхности сердцевинных прядей, имеют одно и то же направление кручения. Однако стальные корды с конфигурацией, в которой направление кручения изменяется по выбору, имеют по существу такие же результаты измерения.
[0030]
Гистерезисные потери
Гистерезисные потери оценивали с помощью индексных значений, при этом гистерезисные потери стандартного примера корда принимались в качестве базового значения 100. Меньшие индексные значения указывают на меньшие гистерезисные потери.
[0031]
[ТАБЛИЦА 1]
[0032]
Как видно из результатов, показанных в таблице 1, примеры 1-3 работы корда имеют меньшие гистерезисные потери, чем стандартный пример корда.
Перечень справочных обозначений
[0033]
1 Стальной корд
2 Сердцевинная прядь
2a Проволока
3 Прядь внешнего слоя
3a Проволока
4 Сердечник
5 Верхнее резиновое покрытие
6 Нижнее резиновое покрытие
7 Транспортерная лента (резиновое изделие)
8 Смазка
9 Слой адгезива
Предложен стальной корд, встроенный в резиновое изделие, выполненное с возможностью уменьшения гистерезисных потерь, связанных со стальным кордом при применении резинового изделия, и транспортерная лента со стальным кордом, встроенным в качестве сердечника. Резиноармирующий стальной корд (1), встроенный в резиновое изделие, характеризуется состоящей из прядей структурой, включающей в себя сердцевинную прядь (2) и множество прядей (3) внешнего слоя, закрученных вокруг наружной кольцевой поверхности сердцевинной пряди (2); причем между проволоками (2a), из которых образована сердцевинная прядь (2), предусмотрена смазка (8). 2 н. и 6 з.п. ф-лы, 6 ил., 1 табл.
1. Резиноармирующий стальной корд, встроенный в резиновое изделие, содержащий:
состоящую из прядей структуру, включающую в себя:
сердцевинную прядь и
множество прядей внешнего слоя, закрученных вокруг наружной кольцевой поверхности сердцевинной пряди; причем
между проволоками, из которых образована сердцевинная прядь, предусмотрена смазка.
2. Стальной корд по п. 1, в котором между проволоками, из которых образована по меньшей мере одна прядь внешнего слоя из множества прядей внешнего слоя, предусмотрена смазка.
3. Стальной корд по п. 2, в котором наружная окружность пряди, в которой между проволоками предусмотрена смазка, покрыта слоем адгезива.
4. Стальной корд по п. 1, в котором наружная окружность пряди, в которой между проволоками предусмотрена смазка, покрыта слоем адгезива.
5. Стальной корд по любому из пп. 1-4, в котором проволоки, из которых образована сердцевинная прядь и пряди внешнего слоя, имеют коэффициент формования 85% или более.
6. Стальной корд по п. 5, в котором смазка имеет кинематическую вязкость при 100°C от 54,0 мм2/с до 64,0 мм2/с, включая оба крайних значения.
7. Стальной корд по любому из пп. 1-4, в котором смазка имеет кинематическую вязкость при 100°C от 54,0 мм2/с до 64,0 мм2/с, включая оба крайних значения.
8. Транспортерная лента, содержащая:
множество встроенных стальных кордов, описанных в любом из пп. 1-7, расположенных параллельно и функционирующих в качестве сердечников;
невулканизированное верхнее резиновое покрытие, размещенное над сердечниками, и невулканизированное нижнее резиновое покрытие, размещенное под сердечниками; причем
верхнее резиновое покрытие и нижнее резиновое покрытие с размещенными между ними сердечниками вулканизированы для изготовления транспортерной ленты.
| JP 2005248374 A, 04.03.2004 | |||
| JP 2007023400 A, 01.02.2007 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2090304C1 |
| JP 2008255509 A, 23.10.2008. | |||

