ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к стальному корду для армирования резины, заделанному в резиновое изделие, такое как шина, и, в частности, к стальному корду для армирования резины и способу его производства, в котором к гальваническому слою латуни добавляют третий легирующий элемент таким образом, что третий легирующий элемент имеет градиент концентрации от поверхности гальванического слоя, что значительно улучшает адгезионную способность по отношению к резине, особенно адгезию после старения под воздействием влажного тепла.
УРОВЕНЬ ТЕХНИКИ
[002] Стальной корд заделывают в шину для транспортных средств и используют для армирования резины, и для обеспечения улучшенной адгезионной способности по отношению к шинной резине на поверхности стального корда формируют гальванический слой латуни. Такую стальную проволоку, имеющую сформированный на ней гальванический слой латуни, заделывают в шину таким образом, что стальная проволока представляет собой единое тело или находится в скрученном состоянии из нескольких прядей, для армирования таким образом шины.
[003] При этом, с течением времени адгезия между латунированной стальной проволокой и шинной резиной постепенно уменьшается из-за различных факторов по сравнению с адгезией на ранней стадии вулканизации, и характерными факторами уменьшения адгезии могут быть чрезмерное тепло и влага, действующие на шины во время движения транспортного средства.
[004] Во-первых, относительно тепла, возникающего из-за движения транспортного средства, поскольку температура шины увеличивается во время движения транспортного средства на высокой скорости, сера, которая не была полностью вулканизирована на ранней стадии вулканизации, становится вулканизированной, в результате чего шины имеют увеличенную твердость и, таким образом, теряют эластичность самой резины, что вызывает усталостную деградацию из-за последовательных ударов от дороги и из-за веса транспортного средства. Кроме того, тепло, вырабатываемое во время движения, вызывают реакцию адгезии между латунью и резиной, приводя к непрерывному росту слоя сульфида меди, который был образован на ранней стадии вулканизации. Слой сульфида меди, выросший до соответствующей толщины или более, легко отделяется от слоя латуни под действием ударов по шинам, что вызывает ухудшение адгезии.
[005] Далее, относительно влажности, при повреждении шинной резины влага проникает в шинную резину вдоль поврежденного участка, что вызывает химическое разложение и коррозию вокруг корда из стальной проволоки, что сопровождается резким падением начальной адгезии, возникающей во время вулканизации.
[006] Соответственно, чтобы продлить срок службы шин, армированных стальным кордом, важно иметь такую же высокую адгезию после старения под воздействием влажного тепла, как и высокая начальная адгезия между стальной проволокой с гальваническим покрытием и шинной резиной.
[007] Известно, что для улучшения адгезионной способности при повышенных температурах (устойчивых к коррозии) и устойчивой к влаге адгезионной способности в качестве важных характеристик качества, необходимых для стального корда, к резиновой смеси может быть добавлен кобальт, способствующий улучшению адгезии между резиной и стальной проволокой, или элемент кобальта может быть добавлен к латуни, составляющей поверхность стальной проволоки для образования гальванического слоя трехкомпонентного или четырехкомпонентного сплава.
[008] Однако добавление комплекса кобальта к резиновой смеси оказывает вредное воздействие на резину, поскольку кобальт представляет собой катализатор окисления, как и большинство переходных металлов. Таким образом, известно, что кобальт в резине ускоряет окисление молекул диенового каучука, чтобы вызвать предварительное старение резины, а также увеличить скорость растрескивания резины.
[009] Кроме того, содержание кобальта, который по существу играет эффективную роль в качестве ускорителя для реакции адгезии со стальным кордом, ограничено до приблизительно 20% или менее кобальта, который присутствует в области, смежной со стальным кордом, от общего содержания кобальта, добавленного в резину, и, таким образом, относительно дорогого кобальта добавляется больше, чем необходимо, что вызывает высокие производственные затраты.
[0010] Более того, из-за экологических проблем, связанных с тем, что кобальт элюирует как тяжелый металл, что вызывает загрязнение окружающей среды при утилизации шин, содержащих кобальт в резине, в конце срока службы, недавно начали приниматься правила использования кобальта в шинах. Для решения указанных проблем, производителям шин необходимо разрабатывать не содержащую кобальт смесь для шины, и были предприняты попытки разработать методы, в которых на гальваническом слое стального корда выполняли специальную обработку нанесением гальванического покрытия для компенсации адгезии, чтобы обеспечить адгезию между стальным кордом и не содержащей кобальт смесью.
[0011] Относительно методов, которые были разработаны для обеспечения адгезии между не содержащий кобальт смесью для шины и стальным кордом, в публикации патента Кореи №1993-0013214 и в публикации патента Японии №2003-171883 раскрыто, что устойчивая к коррозии и устойчивая к влаге адгезионная способность стального корда улучшается путем простого нанесения соединения кобальта на поверхность латунированной стальной проволоки во время волочения или скручивания латунированной стальной проволоки. Однако соединение кобальта, просто нанесенное в виде покрытия на поверхность стального корда (стальной проволоки с гальваническим покрытием) не формирует надежную прочность соединения со слоем латуни, что тем самым лишь предотвращает ухудшение устойчивой к влаге адгезионной способности только по отношению к резине, но не влияет на адгезионный граничный слой между латунью и резиной, так что известно, что соединение кобальта не является высокоэффективным на практике.
[0012] Кроме того, в публикации патента Кореи №2001-0003864 и №2008-0072700 раскрыт способ, в котором на выходе из ванны для волочения во время волочения устанавливают отдельную смазочную ванну, в которой растворено соединение кобальта, так что соединение кобальта, которым была покрыта поверхность латунированной стальной проволоки, проходящей через смазочную ванну, проходит через конечную волоку для образования трехкомпонентного сплава, содержащего латунь-кобальт на поверхности гальванического слоя латуни, тем самым улучшая устойчивую к коррозии и устойчивую к влаге адгезионную способность. Однако можно ожидать, что вышеупомянутый метод обеспечивает описанные выше полезные эффекты при производстве небольших партий или в случаях некоторых сталей, имеющим гальваническое покрытие из трехкомпонентных сплавов на ранней стадии, но при увеличении объема производства, т.е. по мере окончания срока службы смазочной ванны, трение между волокой и стальной проволокой внутри смазочной ванны может увеличиваться, и большое количество тепла, генерируемого в волоке, может увеличить температуру смазочной текущей среды в смазочной ванне, что приводит к резкому ухудшению способности к волочению, тем самым вызывая серьезные дефекты проволоки на поверхности стальной проволоки или отсоединение проволоки после волочения.
[0013] Более того, в описанном выше способе, соединение кобальта, связанное с поверхностью стального корда, может иметь высокую концентрацию от нескольких миллионных долей или более, и такая высокая концентрация кобальта не является проблемой при производстве небольших количеств изделий, но при массовом производстве трение между кобальтом, используемым в качестве адгезионного материала во время спекания вставок внутри волоки, используемой при волочении, и кобальтом, содержащемся в смазке, увеличивает разрушение волоки, и части отломанных вставок волоки, попадают на вход следующей волоки, что вызывает дефекты поверхности проволоки тянутой проволоки, увеличивая поломку проволоки на поверхностных дефектах под воздействием напряжения от кручения, прикладываемого кручением в последующем процессе скручивания скрученных стальных проволок, что приводит к снижению качества производства.
[0014] При этом, в публикации патента Кореи №1995-0000929 раскрыт способ, в котором поверхность стальной проволоки последовательно наносят гальваническое покрытие из меди, цинка, (никеля) и кобальта и подвергают процессу диффузии с получением таким образом гальванического слоя, состоящего из трехкомпонентного или четырехкомпонентного сплава Cu-Zn-(Ni)-Co. Однако такой способ не получил широкого практического применения, поскольку проблемой последовательного процесса нанесения гальванического покрытия является то, что из-за разницы в тенденции к ионизации металлических элементов, гальванические слои Cu и Zn, полученные при раннем нанесении гальванического покрытия, растворяются в результате реакции замещения при погружении в гальванический раствор для нанесения гальванического покрытия третьим элементом, таким как Co.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Техническая проблема
[0015] Задача настоящего изобретения состоит в решении вышеуказанных проблем, возникающих в уровне техники, и аспект настоящего изобретения заключается в обеспечении стального корда для армирования резины, содержащего стальную проволоку, имеющую гальваническое покрытие из трехкомпонентного или четырехкомпонентного сплава, причем стальная проволока выполнена так, чтобы иметь градиент концентрации, при котором третий элемент, такой как Co, составляющий гальванический слой стального корда, сконцентрирован больше в поверхностной части в гальваническом слое, что способствует как можно большему улучшению адгезии с резиной, особенно улучшению адгезии после старения, показывает превосходную способность к волочению и минимизирует экологические проблемы, возникающие при утилизации шинных изделий после использования.
[0016] Еще один аспект настоящего изобретения заключается в обеспечении способа изготовления стального корда для армирования резины, в котором третий элемент в гальваническом слое имеет градиент концентрации от поверхности гальванического слоя за счет использования порядка последовательного нанесения гальванического покрытия, регулирования частоты в процессах термической диффузии и эффекта Киркендалла, что приводит к разнице в скорости диффузии между соответствующими элементами.
Решение технической проблемы
[0017] В соответствии с аспектом настоящего изобретения предложен стальной корд для армирования резины, содержащий по меньшей мере одну прядь стальной проволоки с гальваническим покрытием, причем стальная проволока содержит гальванический слой Cu-M-Zn (M представляет собой один или два элемента из Co, Ni, Cr, Mo, Al, In или Sn) и имеет градиент концентрации, при котором относительное содержание M в области от поверхности до 1/4 гальванического слоя составляет 40% или более по сравнению с относительным содержанием M во всей области гальванического слоя.
[0018] Согласно технической особенности настоящего изобретения, стальная проволока с гальваническим покрытием для стального корда может иметь градиент концентрации, при котором относительное содержание M в области от поверхности до 1/2 гальванического слоя составляет 20% или более по сравнению с относительным содержанием M во всей области гальванического слоя.
[0019] Согласно другой технической особенности настоящего изобретения, когда относительное содержание M во всей области гальванического слоя и относительное содержание M в области от поверхности до 1/4 гальванического слоя в стальной проволоке с гальваническим покрытием для стального корда выражены в виде отношения, наклон линии тренда может составлять 1,4 или более.
[0020] Согласно еще одной технической особенности настоящего изобретения, когда относительное содержание M во всей области гальванического слоя и относительное содержание M в области от поверхности до 1/2 гальванического слоя в стальной проволоке с гальваническим покрытием для стального корда выражены в виде отношения, наклон линии тренда может составлять 1,2 или более.
[0021] В гальваническом слое стальной проволоки с гальваническим покрытием для стального корда настоящего изобретения общее содержание M предпочтительно составляет от 0,5 до 20 вес. %, а содержание Cu в Cu и Zn, не включая M, предпочтительно составляет от 60 до 70 вес. %.
[0022] В стальной проволоке с гальваническим покрытием для стального корда настоящего изобретения средняя толщина всей области гальванического слоя предпочтительно составляет от 0,1 до 0,4 мкм; диаметр нити стальной проволоки предпочтительно составляет от 0,1 до 0,4 мм; и содержание ZnO в поверхности гальванического слоя предпочтительно составляет от 35 до 50 мг/м2.
[0023] Когда стальная проволока для стального корда согласно настоящему изобретению имеет градиент концентрации, при котором относительное содержание M в области от поверхности до 1/4 гальванического слоя Cu-M-Zn составляет менее 40% по сравнению с относительным содержанием M во всей области гальванического слоя, эффект улучшения адгезионной способности по отношению к резине, подлежащий получению посредством легирования третьим элементом (M), является незначительным, и, таким образом, не могут быть получены эффекты улучшения адгезии после старения под воздействием влажного тепла и способность к волочению. Таким образом, градиент концентрации предпочтительно выполнен таким образом, что относительное содержание M составляет 40% или более по сравнению с относительным содержанием M во всей области гальванического слоя.
[0024] Стальной корд для армирования резины настоящего изобретения производят путем выполнения следующих этапов: выполняют последовательное нанесение гальванического покрытия на поверхности стальной проволоки в порядке Cu → M → Zn; выполняют первичную диффузию для градиента концентрации M путем воздействия на стальную проволоку после последовательного нанесения гальванического покрытия высокочастотным индукционным нагревом с частотой 1-500 МГц и выполняют вторичную диффузию после первичной диффузии путем среднечастотного индукционного нагрева с частотой 10-500 кГц.
[0025] Обычно, при сплавлении несходных металлов за счет реакций между ними главным образом образуются сплавы замещения, формирующиеся за счет обмена местами в кристаллической решетке. Соответственно, в настоящем изобретении выбор третьего элемента (M), добавляемого для улучшения адгезионной способности по отношению к резине в дополнение к меди и цинку, составляющим обычное латунное покрытие, предпочтительно нацелен на элемент, имеющий сходный атомарный размер с медью и цинком. Поскольку элемент имеет сходный атомарный размер с медью и цинком, в то же время способствуя улучшению адгезионной способности по отношению к резине, могут быть использованы кобальт (Co), никель (Ni), хром (Cr), молибден (Mo), алюминий (Al), индий (In) или олово (Sn), и замечено, что среди этих элементом кобальт вносит наибольший вклад в улучшение адгезионной способности по отношению к резине и способности проволоки к волочению.
[0026] Стальная проволока для стального корда настоящего изобретения имеет градиент концентрации, при котором в гальваническом слое Cu-M-Zn содержание M в качестве третьего элемента резко уменьшается по направлению к внутренней части от поверхности, другими словами, высокое содержание M сохраняется в поверхностной части гальванического слоя. Для обеспечения такого градиента концентрации в настоящем изобретении выполняют электроосаждение в порядке Cu → M → Zn с учетом тенденции ионизации металлических элементов, и затем дважды выполняют термообработку с использованием систем индукционного нагрева с разными частотами, тем самым регулируя направление диффузии и скорость третьего элемента (M) согласно разнице в коэффициенте диффузии и разнице в электроотрицательности между соответствующими элементами, так что получают градиент концентрации, при котором третий элемент больше сконцентрирован в поверхности гальванического слоя.
[0027] Индукционный нагрев, используемый для нагрева металлов, происходит вследствие электромагнитной индукции, и проводник, такой как металл, расположенный в катушке с протекающими через нее переменными (высокочастотными) токами создает тепло за счет сопротивлений потерь на вихревые токи и потерь на гистерезис. Нагрев подлежащего нагреву материала с использованием генерируемой таким образом тепловой энергии называется индукционным нагревом, и, в частности, индукционный нагрев с использованием высокочастотного тока называется высокочастотным индукционным нагревом. Высокочастотный переменный ток, протекающий через катушку, создает переменный магнитный поток за счет переменного тока вокруг катушки, и в проводнике, помещенном в это магнитное поле, создается индукционный ток. Этот ток называют вихревым током. Джоулево тепло генерируется внутренним сопротивлением подлежащего нагреву материала и вихревым током, и такое джоулево тепло называют потерями на вихревые токи. Потери на вихревые токи являются источником тепла при индукционном нагреве. Такой индукционный нагрев ограничен проводниками, и для других непроводников необходимо использовать методы нанесения. За пределами проводников магнитное вещество, особенно железо, может вызывать электрические потери из-за намагничивания, называемые потерями на гистерезис в дополнение к потерям на вихревые токи, и, таким образом, облегчает нагрев и имеет лучшую эффективность нагрева, чем цветные металлы.
[0028] С другой стороны, когда переменный ток течет через проводник, плотность тока уменьшается в центре проводника, и, таким образом, большая часть тока интенсивно течет по поверхности проводника, и такую тенденцию называется скин-феноменом или скин-эффектом. Причина в том, что по направлению к центру проводника создается больше магнитных связей, увеличивающих индуктивность, что затрудняет прохождение переменного тока.
[0029] Скин-феномен определяется частотой и материалом, а глубина нагретой области выражается следующим уравнением:
δ = глубина проникновения тока,
ρ = собственное сопротивление материала (μΩ⋅cm),
f = частота (Гц),
μs = относительная проницаемость.
[0030] В указанном уравнении текущая глубина (δ) проникновения представляет собой глубину, в которой 90% мощности сосредоточено в области от поверхности до δ, и в случаях одного и того же материала чем выше частота, тем меньше глубина проникновения, и, таким образом, нагрев концентрируется у поверхности.
[0031] Таким образом, в настоящем изобретении, когда гальванический слой формируют на стальной проволоке с использованием скин-эффекта, последовательное нанесение гальванического покрытия выполняют в порядке Cu → M → Zn, а затем выполняют двухступенчатую диффузию путем выполнения высокочастотного индукционного нагрева с частотой 1-500 МГц для вызова первичной диффузии только в слое M-Zn и выполняют среднечастотный индукционный нагрев с частотой 10-500 кГц для термической диффузии всего гальванического слоя Cu-M-Zn, так что получают стальную проволоку для стального корда, которая имеет градиент концентрации, при котором элемент M в большем количестве содержится в поверхностной части гальванического слоя, а содержание элемента M меньше по направлению к его внутренней части.
[0032] Кроме того, на скорость диффузии металла сильно влияют температура диффузии, время диффузии, коэффициент диффузии металла, и скорость диффузии каждого металлического элемента может быть выражена следующим уравнением:
D: скорость диффузии (м2/сек),
D0: коэффициент диффузии,
Q: энергия активации, R: газовая постоянная,
T: абсолютная температура.
[0033] Как правило, скорость диффузии Zn значительно выше, чем скорость диффузии Cu, и элемент M, расположенный между цинковым слоем и медным слоем в качестве гальванических слоев, быстро диффундирует в сторону Zn на поверхности, и в результате такой направленной диффузии может образоваться градиент концентрации таким образом, что элемент M больше распределен во внешней поверхности гальванического слоя и относительно меньше распределен внутри гальванического слоя вблизи стальной подложки.
[0034] При этом, соответствующие элементы различаются с точки зрения зарядов ядер и конфигурации электронов, и, таким образом, имеют разные силы притяжения электронов при соединении с атомом другого элемента. Такая степень притяжения электронов называется электроотрицательностью. Электроотрицательность и сродство к электрону имеют разные значения, и последнее соответствует энергетическому условию, используемому для одного атома. Когда одни и те же атомы связаны друг с другом, как молекула H2, два атома имеют одинаковую величину электроотрицательности. Оба этих атома имеют одинаковый потенциал, чтобы притянуть общую пару электронов и, таким образом, разделить пару электронов в равной степени, и пара электронов равномерно расположена вблизи ядер соответствующих атомов водорода.
[0035] Когда два атома с разными величинами электроотрицательности связаны друг с другом, пара электронов с большой вероятностью находится вблизи элемента с большей величиной электроотрицательности. В случае молекулы HCl хлор является более электроотрицательным, чем водород, и, таким образом, связывание электронной пары HCl с большей вероятностью произойдет в непосредственной близости от хлора, а не водорода. Это означает, что атом Cl заряжен частично отрицательно, а атом H заряжен частично положительно. Таким образом, положительные и отрицательные заряды одинакового размера, отделенные друг от друга на определенном расстоянии в молекуле, называются диполем. Молекула HCl представляет собой диполь, имеющий центр между положительным зарядом и отрицательным зарядом, и имеет полярность. Молекула, состоящая из двух атомов с разными величинами электроотрицательности, имеет полярность.
[0036] Интенсивность диполя рассчитывается путем умножения расстояния между зарядами диполя, то есть дипольного момента. Молекулы с высокой полярностью имеют большой дипольный момент, а неполярные молекулы не имеют дипольного момента. Молекула со связями между тремя или более атомами имеет полярную связь, но может быть неполярной молекулой с точки зрения энергии. Такому случаю соответствует углекислый газ. Молекула CO2 является линейной и имеет полярность, поскольку кислород более электроотрицателен, чем углерод. Однако момент всей молекулы представляет собой сумму соответствующих дипольных моментов в молекуле и рассчитывается как векторное значение. Относительно CO2, диполи связей расположены полностью в противоположных направлениях и, таким образом, полностью смещают друг друга, что приводит к нулевому моменту молекулы, и, таким образом, CO2 по-видимому имеет неполярные свойства. В то время как молекула воды (H2O) имеет изогнутую форму, и поэтому два диполя не смещены, а скорее частично добавлены. В результате молекула H2O по существу имеет полярность с дипольным моментом.
[0037] Относительно измерения электроотрицательности, наиболее широко известен способ измерения с использованием энергии связи молекул. Молекула, образованная соединением двух атомов с разной величиной электроотрицательности, имеет больше энергии, чем ожидалось. Прочность этой связи достигается за счет ковалентной энергии между атомами плюс притяжения между зарядами с противоположными знаками на обоих концах связанного межмолекулярного диполя. Таким образом, дополнительная сила связи возникает из-за этого межмолекулярного притяжения, и такая концепция используется для измерения электроотрицательности каждого элемента. При этом электроотрицательность каждого элемента не важна, но разница в электроотрицательности между двумя связанными атомами весьма важна. Таким образом, небольшая разница в электроотрицательности приводит к связи со сравнительно небольшой полярностью, а большая разница в электроотрицательности приводит к связи со сравнительно большой полярностью, так что большинство электронных пар присутствует вокруг атома с большей электроотрицательностью.
[0038] Такое различие в электроотрицательности может быть использовано для легирования путем добавления иона металла, имеющего электроотрицательность, аналогичную Cu и Zn. Связь между металлами с аналогичными величинами электроотрицательности может использоваться для получения стальной проволоки для стального корда, имеющего градиент концентрации третьего элемента (M) в зависимости от глубины от поверхности гальванического слоя.
[0039] Когда стальной корд фактически прилипает к резине, реакция происходит в области 1/4 или 1/2 глубины гальванического слоя стальной проволоки. Таким образом, поскольку третий элемент для улучшения адгезии в большей степени распределен на поверхностной стороне гальванического слоя, эффект усиления может быть увеличен, а способность к волочению может быть улучшена.
[0040] Когда в качестве третьего элемента в гальваническом слое из трехкомпонентного или четырехкомпонентного сплава в стальной проволоке для стального корда используют кобальт, кобальт присутствует в виде межузельного катиона внутри оксидного слоя ZnO гальванического слоя, тем самым увеличивая количество положительных зарядов в оксидном слое, и Co, вместо Zn, сначала вызывает реакцию окисления с проникновением влаги внутрь во время старения, особенно старения под воздействием влажного тепла, в стальном корде, прилипшем к резине, тем самым способствуя усилению адгезии за счет подавления обесцинкования.
Обеспечиваемые изобретением технические результаты
[0041] Стальной корд для армирования резины согласно настоящему изобретению имеет улучшенную адгезию, особенно адгезию при старении с резиной за счет кобальта, присутствующего в относительно большом количестве в поверхностной части легирующего слоя стальной проволоки, составляющей стальной корд, тем самым улучшая долговечность шинной продукции.
[0042] Кроме того, кобальт, содержащийся в гальваническом слое стальной проволоки для стального корда, может проявлять адгезионные характеристики взамен роли существующего соединения кобальта, содержащегося в шинной резине для улучшения адгезии, и, таким образом, шины, в результате чего не может возникнуть ни экологических проблем, ни какого-либо ухудшения способности к волочению.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
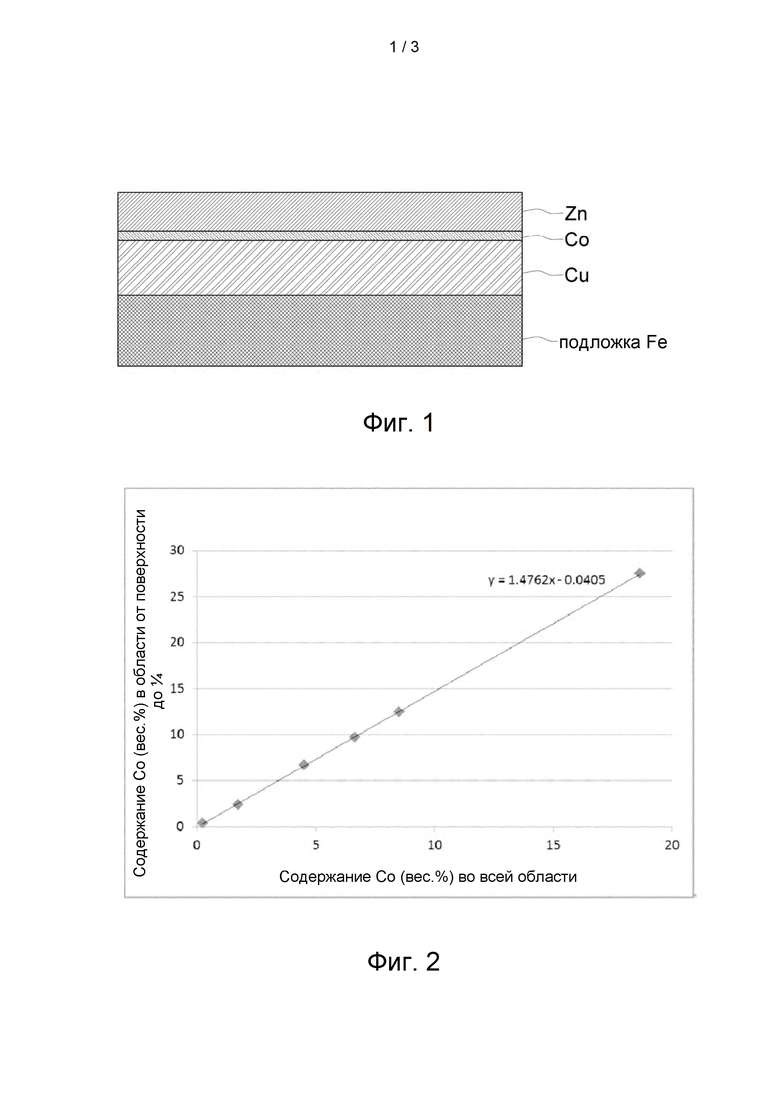
[0043] НА ФИГ. 1 показано сечение гальванического слоя из трехкомпонентного сплава стальной проволоки для стального корда согласно настоящему изобретению.
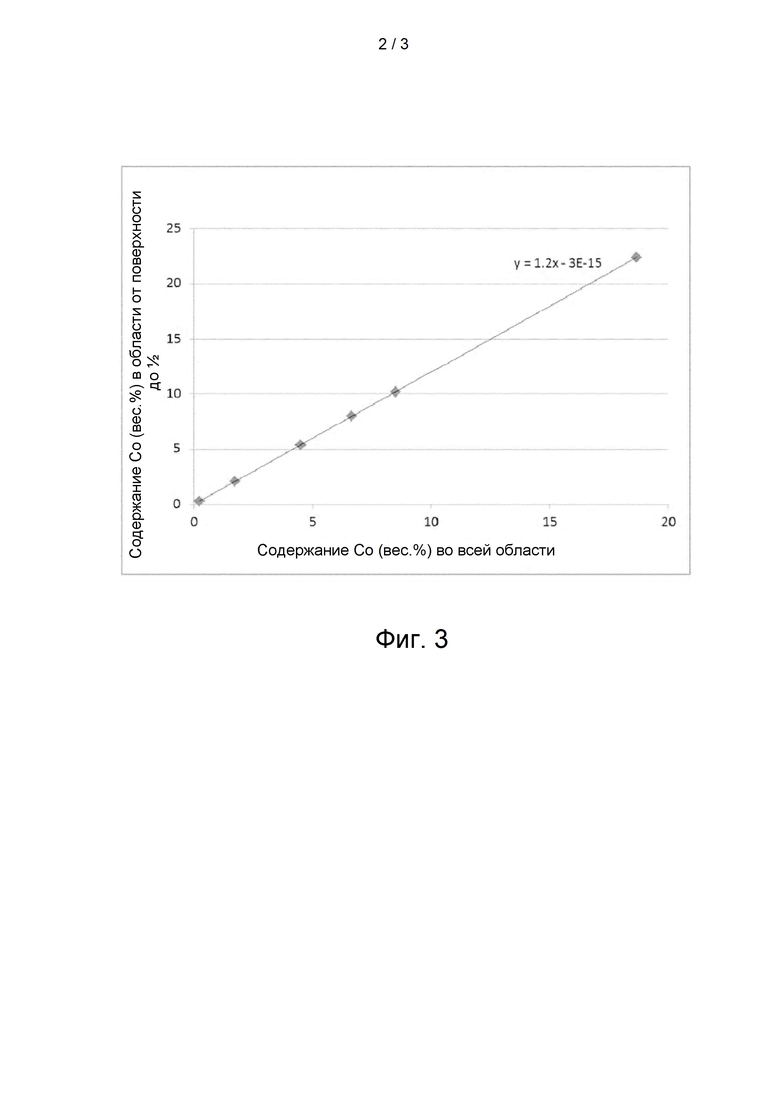
[0044] НА ФИГ. 2 приведен график, показывающий содержание Co в области от поверхности до 1/4 гальванического слоя в содержащем Co изделии.
[0045] НА ФИГ. 3 приведен график, показывающий содержание Co в области от поверхности до 1/2 гальванического слоя в содержащем Co изделии.
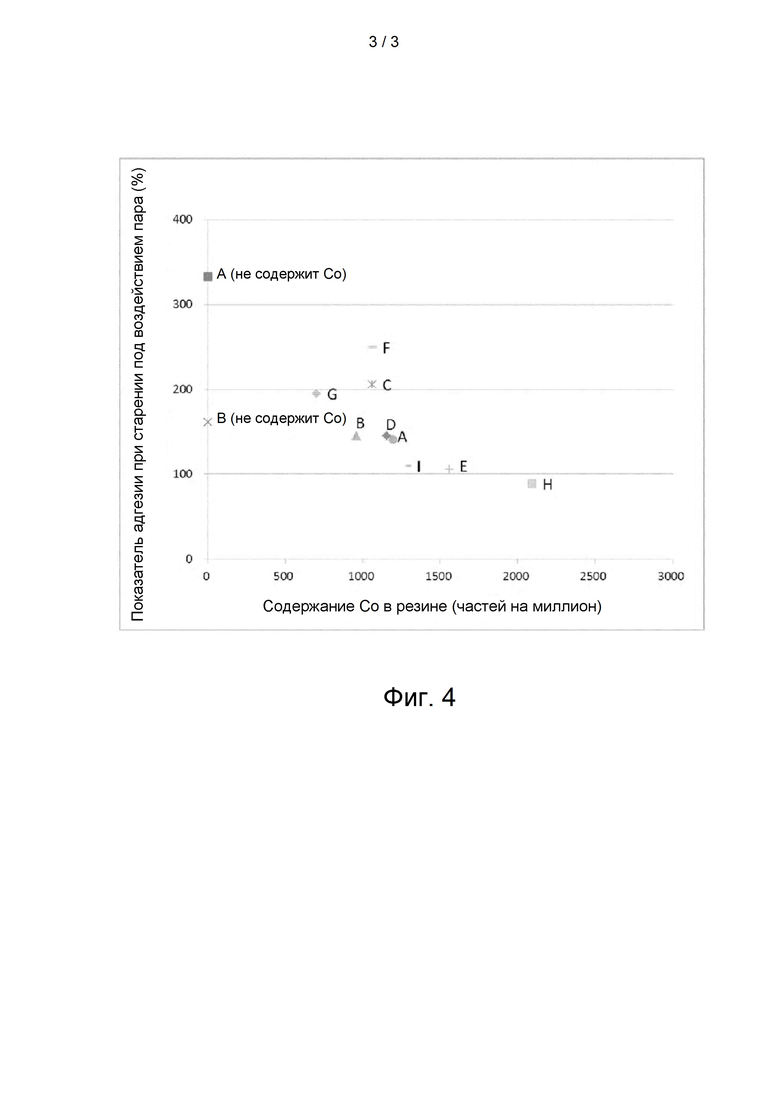
[0046] НА ФИГ. 4 показан показатель адгезии стального корда при старении под воздействием пара в зависимости от содержания Со в резине.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0047] Способ изготовления, включающий вышеописанные объекты и технические особенности настоящего изобретения, можно понять более подробно с помощью следующих примеров. Настоящие примеры включены в предпочтительные примеры, предоставленные для понимания настоящего изобретения, и объем защиты настоящего изобретения не лимитируется или ограничивается примерами.
[0048] Во-первых, была подготовлена стальная проволока для стального корда, имеющая диаметр проволоки 1,75 мм. Поверхность стальной проволоки подвергали последовательному нанесению гальванического покрытия в порядке Cu → M → Zn для образования гальванического слоя из трехкомпонентного сплава, имеющего разрез, как показано на ФИГ. 1. Co в качестве третьего элемента использовали с различным содержанием в диапазоне от 1 до 20%. Множество образцов примеров и сравнительных примеров, показанных в Таблице 1 ниже, были приготовлены путем изменения содержания трех легирующих элементов, составляющих гальванический слой.
[0049] Чтобы исследовать адгезионные характеристики и поведение способности к волочению в зависимости от содержания Co и градиента концентрации в поверхностной части, образцы подвергали диффузии при индукционном нагреве. Чтобы создать градиент концентрации Co в гальваническом слое каждого образца, каждый образец дважды подвергали диффузии при индукционном нагреве, используя разные частоты, с использованием скин-эффекта диффузии при индукционном нагреве.
[0050] Во-первых, первичный индукционный нагрев выполняли с использованием высокой частоты 500 МГц таким образом, что диффузия происходила в поверхности гальванического слоя, а именно, только в гальваническом слое Co-Zn, и затем выполняли вторичный индукционный нагрев с использованием средней частоты 30 кГц таким образом, что диффузия происходила во всей области гальванического слоя, а именно, в гальваническом слое Cu-Co-Zn. Измеренная температура диффузии гальванического слоя составила 420°C, а время диффузии составило 5 с для первичного индукционного нагрева и 10 с для вторичного индукционного нагрева, так что градиент концентрации по отношению к относительному содержанию Co был сконфигурирован таким образом, что относительное содержание Co было высоким в поверхностной части гальванического слоя, и относительное содержание Co было снижено ближе к стальной подложке.
[0051] В таблице 1 ниже образец сравнительного примера 1 представлял собой обычную латунированную стальную проволоку, не содержащую Co, и был подготовлен для сравнения адгезии с гальваническими слоями из трехкомпонентных сплавов, содержащими Co. Образец сравнительного примера 2 был подготовлен для исследования того, получают ли градиент концентрации металлического элемента Co высокочастотной диффузией. Последовательное нанесение гальванического покрытия Cu-Co-Zn выполняли таким образом, что содержание Co составляло 5 вес. %, и затем выполняли только первичный индукционный нагрев с использованием средней частоты 30 кГц при температуре диффузии 420°C и времени диффузии 15 с.
[0052] Образцы диаметром 1,75 мм, полученные с помощью такой процедуры, подвергали волочению до диаметра 0,3 мм посредством мокрого волочения, после чего три пряди одного и того же образца стальной проволоки были соединены для изготовления стального корда конструкции 3×0,30.
[0053] Для исследования содержания Co%, Cu% и количества адгезива в гальваническом слое стальной проволоки для стального корда, использовали метод с индуктивно связанной плазмой (Inductive Coupled Plasma, ICP), и для анализа содержания Co% в областях от поверхности до 1/4 и 1/2 гальванического слоя каждая проволока с гальваническим покрытием была погружена в 25% раствор для разрушения латуни на расчетное время, чтобы растворить часть поверхности гальванического слоя, при этом время погружения было получено из следующего расчетного уравнения. Кроме того, содержание Co в каждом положении анализировали для проверки градиента концентрации.
(1) время для погружения, чтобы растворить область от поверхности до 1/4 гальванического слоя (с) = CW/4*(80,186*D - 21,862)
(2) время для погружения, чтобы растворить область от поверхности до 1/2 гальванического слоя (с) = CW/2*(80,186*D - 21,862)
*C/W: общее количество гальванического адгезива (г/кг),
D: диаметр проволоки (мм)
[0054] Образцы стальной проволоки с гальваническим покрытием, полученные в процессе изготовления, были подвергнуты мокрому волочению для оценки способности к волочению, а резиновые изделия со стальным кордом, встроенным в них, изготовленные с использованием этих образцов стальной проволоки, были оценены на начальную адгезионную способность и адгезионную способность при старении под воздействием влажного тепла в соответствии с изменением содержания Co.
[Таблица 1]



Характеристики способности к волочению и адгезионной способности по составу сплава гальванического слоя и процессу диффузионного нагрева
[0055] Как показано в таблице 1 выше, в сравнительном примере 2, в котором проводили только первичную диффузию после последовательного нанесения гальванического покрытия, концентрация Co составляла 5%, однородная по всей области гальванического слоя, но примеры 1-6, в которых диффузию проводили дважды с использованием различных частот индукционного нагрева показали градиенты концентрации, при которых содержание Co в областях от поверхности до 1/4 и 1/2 глубины гальванического слоя составляли 40% или более и 20% или более по сравнению с общим содержанием Co, соответственно. На ФИГ. 2 приведен график, показывающий содержание Co в области от поверхности до 1/4 гальванического слоя в примерах 1-6, а на ФИГ. 3 приведен график, показывающий содержание Co в области от поверхности до 1/2 гальванического слоя в примерах 1-6.
[0056] Как показано в результатах измерения способности к волочению и адгезионных характеристик в Таблице 1, способность к волочению и адгезия после старения под воздействием влажного тепла были превосходными в примерах 1-6, имеющих градиенты концентрации, а не при равномерном распределении Co по всей области гальванического слоя (Сравнительный пример 2).
[0057] Кроме того, при сравнении изделий из стального корда, состоящих из стальной проволоки с гальваническими слоями трехкомпонентных сплавов (примеры 1-6) с общим латунированным стальным кордом (Сравнительный пример 1), начальная адгезия была аналогичной, но адгезия после старения под воздействием влажного тепла значительно превосходила изделия примеров, и особенно, наибольший эффект улучшения был показан, когда содержание Со составляло 5 вес. %.
[0058] В таблице 2 ниже показаны результаты измерения изменения адгезии при старении под воздействием пара в зависимости от содержания Со в резине, когда стальной корд примера 3 (Co 5 вес. %) в Таблицы 1 выше был внедрен в резину с различным содержанием Со в резине. Данные по адгезии были выражены в виде показателя на основе значения адгезии сравнительного примера 1 (латунированный стальной корд) в таблице 1 выше.
[Таблица 2]
Показатель адгезии в зависимости от содержания Co в резине
[0059] Как показано в Таблице 2 выше, относительно адгезии при старении под воздействием пара в зависимости от содержания Со в резине, чем меньше содержание Со в резине, тем больше эффект улучшения адгезии для того же типа стальных кордов с трехкомпонентным сплавом, и больший эффект улучшения адгезии был показан в отсутствие Co для того же типа резины.
[0060] На ФИГ. 4 приведен график, показывающий результаты измерений Таблицы 2 выше. По результатам измерений можно предотвратить старение шин путем изменения содержание Co и градиента концентрации в изделиях из стального корда в зависимости от типа резины, а стальные корды, образованные из стальных проволок из трехкомпонентных сплавов можно использовать для демонстрации адгезионных характеристик взамен роли соединения кобальта в шинной резине, и поэтому ожидается, что могут быть реализованы шины, предпочтительные с точки зрения экологии, не содержащие кобальта.
Группа изобретений относится к стальному корду для армирования резины, заделанному в резиновое изделие, такое как шина, и к способу его изготовления. Стальной корд для армирования резины содержит по меньшей мере одну прядь стальной проволоки с гальваническим покрытием, причем стальная проволока содержит гальванический слой Cu-Co-Zn и имеет градиент концентрации, при котором относительное содержание Co в области от поверхности до 1/4 гальванического слоя составляет 40% или более по сравнению с относительным содержанием Co во всей области гальванического слоя или при котором относительное содержание Co в области от поверхности до 1/2 гальванического слоя составляет 20% или более по сравнению с относительным содержанием Co во всей области гальванического слоя. Способ изготовления указанного выше стального корда для армирования резины включает последовательное нанесение гальванического покрытия на поверхность стальной проволоки в порядке Cu → Co → Zn, выполнение первичной диффузии для обеспечения градиента концентрации Co путем воздействия на стальную проволоку высокочастотным индукционным нагревом с частотой 1-500 МГц, выполнение вторичной диффузии путем среднечастотного индукционного нагрева с частотой 10-500 кГц. Группа изобретений развита в зависимых пунктах формулы. Технический результат – улучшение адгезионной способности между стальным кордом и резиной, а также адгезии после старения под воздействием влажного тепла. 2 н. и 4 з.п. ф-лы, 4 ил., 2 табл.
1. Стальной корд для армирования резины, содержащий по меньшей мере одну прядь стальной проволоки с гальваническим покрытием, причем стальная проволока содержит гальванический слой Cu-Co-Zn и имеет градиент концентрации, при котором относительное содержание Co в области от поверхности до 1/4 гальванического слоя составляет 40% или более по сравнению с относительным содержанием Co во всей области гальванического слоя или при котором относительное содержание Co в области от поверхности до 1/2 гальванического слоя составляет 20% или более по сравнению с относительным содержанием Co во всей области гальванического слоя.
2. Стальной корд для армирования резины по п. 1, в котором общее содержание Co в гальваническом слое составляет от 0,5 до 20 вес.%.
3. Стальной корд для армирования резины по п. 2, в котором содержание Cu в Cu и Zn, не включая Co, в гальваническом слое составляет от 60 до 70 вес.%.
4. Стальной корд для армирования резины по п. 1, в котором диаметр стальной проволоки составляет от 0,1 до 0,4 мм, а средняя толщина гальванического слоя составляет от 0,1 до 0,4 мкм.
5. Стальной корд для армирования резины по п. 1, в котором содержание ZnO в поверхности гальванического слоя составляет от 35 до 50 мг/м2.
6. Способ изготовления стального корда для армирования резины по п. 1, включающий:
выполнение последовательного нанесения гальванического покрытия на поверхность стальной проволоки в порядке Cu → Co → Zn;
выполнение первичной диффузии для обеспечения градиента концентрации Co путем воздействия на стальную проволоку после последовательного нанесения гальванического покрытия высокочастотным индукционным нагревом с частотой 1-500 МГц и
выполнение вторичной диффузии после первичной диффузии путем среднечастотного индукционного нагрева с частотой 10-500 кГц.
| KR 101775741 B1, 06.09.2017 | |||
| ШИНА, МЕТАЛЛИЧЕСКИЙ КОРД И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО КОРДА | 2007 |
|
RU2413625C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКОРДА ДЛЯ АРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ ЭЛАСТОМЕРОВ, В ЧАСТНОСТИ, ШИН | 1999 |
|
RU2232837C2 |
| СТАЛЬНОЙ КОРД И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОВОГО ИЗДЕЛИЯ | 2013 |
|
RU2601245C1 |
| Устройство для измерения скорости двигателей постоянного тока | 1947 |
|
SU70981A1 |
| JP 4744672 B2, 10.08.2011 | |||
| US 4978586 A1, 18.12.1990. | |||

