ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к устройству для полировки изделия или изделий, например подложек.
УРОВЕНЬ ТЕХНИКИ
Были разработаны различные типы полировочных устройств для полировки изделий, например кремниевых подложек, сапфировых подложек.
Например, одно из полировочных устройств описано в выложенной публикации японского патента № 7-130687. Описанное полировочное устройство содержит: полировочную пластину, содержащую верхнюю поверхность, к которой адгезивно прикреплена полировочная ткань, приводной участок для вращения полировочной пластины в горизонтальной плоскости, верхнее кольцо, предусмотренное над полировочной пластиной и выполненное с возможностью перемещения вверх и вниз и вращения в горизонтальной плоскости, при этом верхнее кольцо выполнено с возможностью прижимания несущей пластины, расположенной между полировочной пластиной и верхним кольцом и удерживающей изделие на нижней поверхности, с тем чтобы прижать изделие к полировочной пластине; и подающий суспензию участок. Полировочная пластина и верхнее кольцо вращаются в заданных направлениях, при этом суспензия подается из подающего суспензию участка, для полировки изделия или изделий.
Дополнительно, в указанной выложенной публикации японского патента № 7-130687 описано полировочное устройство, содержащее: множество верхних колец, предусмотренных над полировочной пластиной и расположенных в направлении вращения полировочной пластины; центральный ролик, предусмотренный по центру полировочной пластины; и множество направляющих роликов, предусмотренных вокруг полировочной пластины, каждый из которых выполнен с возможностью перемещения между положением на полировочной пластине и другим положением, расположенным снаружи от полировочной пластины.
Далее будет объяснен способ загрузки несущих пластин в заданные положения на полировочной пластине.
Во-первых, направляющий ролик, соответствующий верхнему кольцу, расположенному наиболее удаленно от положения установки несущей пластины, в котором несущая пластина устанавливается на полировочную пластину, перемещают к положению на полировочной пластине, и затем несущую пластину устанавливают на полировочную пластину от положения установки несущей пластины так, чтобы транспортировать несущую пластину. Несущую пластину транспортируют поворотом полировочной пластины. Когда наружный край несущей пластины войдет в контакт с центральным роликом и соответствующим направляющим роликом, несущую пластину останавливают и удерживают в этом положении контакта, под соответствующим верхним кольцом.
Затем направляющий ролик, соответствующий верхнему кольцу, следующему за самым дальним верхним кольцом, также перемещают к своему положению на полировочной пластине. Затем несущую пластину транспортируют до тех пор, пока несущая пластина не войдет в контакт с центральным роликом и соответствующим направляющим роликом, и несущую пластину останавливают и удерживают в положении контакта под соответствующим верхним кольцом. Далее несущие пластины соответствующим образом транспортируют к положениям под соответствующими верхними кольцами. Затем верхние кольца перемещают вниз для прижатия изделий, которые удерживают несущими пластинами, к полировочным тканям. Посредством вращения полировочной пластины и верхних колец с подачей суспензии изделия могут быть отполированы.
В вышеописанном полировочном устройстве, несущие пластины, к котором адгезивно прикреплены изделия, могут автоматически транспортироваться к положениям на полировочной пластине, каждая из которых расположена под соответствующим верхним кольцом, по очереди.
Однако в вышеописанном традиционном полировочном устройстве необходимо оборудовать множество направляющих роликов, каждый из которых выполнен с возможностью перемещения между положением на полировочной пластине и положением снаружи полировочной пластины, так что полировочное устройство должно быть большим по размеру, и конструкция устройства должна быть сложной.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Соответственно, задачей изобретения является обеспечение устройства для полировки изделий, способного решить вышеописанные проблемы традиционных полировочных устройств. А именно устройство для полировки изделий в соответствии с настоящим изобретением может обладать уменьшенными размерами, и конструкция устройства может быть упрощена.
Для достижения этой задачи устройство для полировки изделий в соответствии с настоящим изобретением обладает следующей конструкцией.
А именно устройство для полировки изделий в соответствии с настоящим изобретением содержит:
полировочную пластину, имеющую верхнюю поверхность, к которой адгезивно прикреплена полировочная ткань, и выполненную с возможностью вращения в горизонтальной плоскости;
верхнее кольцо, предусмотренное над полировочной пластиной и выполненное с возможностью перемещения вверх и вниз и вращения в горизонтальной плоскости, прижимания несущей пластины, расположенной между полировочной пластиной и верхним кольцом, и удержания изделия на нижней поверхности для прижатия изделия к полировочной пластине; и
стопор, предусмотренный на верхнем кольце, останавливающий и удерживающий несущую пластину, которая установлена на полировочной пластине и перемещается к нижней стороне верхнего кольца поворотом полировочной пластины в положении полировки.
Предпочтительно, стопор имеет кольцеобразную форму и выступает вниз от нижнего края верхнего кольца, при этом
стопор имеет входную часть, от которой несущая пластина перемещается к нижней стороне верхнего кольца, и удерживающую часть, расположенную на противоположной стороне от входной части, которая останавливает и удерживает несущую пластину,
длина выступания входной части меньше, чем у удерживающей части, и
несущая пластина перемещается к нижней стороне верхней пластины через зазор между нижней поверхностью входной части и полировочной пластиной, и останавливается и удерживается удерживающей частью, когда верхнее кольцо перемещается вниз до достижения заданной высоты от полировочной пластины.
Предпочтительно, поверхность стенки ступенчатой стенки между входной частью и удерживающей частью, выполнена в виде наклонной поверхности, наклоненной так, чтобы быть больше обращенной к направлению, противоположному направлению вращения несущей пластины в направлении наружного края стопора.
Предпочтительно, верхнее кольцо перемещается вниз и несущая пластина, перемещенная в кольцеобразный стопор, удерживается в нем при полировке изделия.
Предпочтительно, верхнее кольцо содержит:
верхнюю пластину; и
нижнюю пластину, содержащую стопор, поддерживаемую с возможностью качания относительно верхней пластины сферическим опорным элементом, смещаемым вверх пружиной, и поддерживаемую горизонтально относительно полировочной пластины.
Предпочтительно, стопор съемно прикреплен к нижней поверхности верхнего кольца.
Предпочтительно, стопор выполнен из пластика.
Предпочтительно, устройство для полировки изделий дополнительно содержит:
всасывающий механизм для всасывания воздуха из пространства, образованного между нижней поверхностью верхнего кольца и верхней поверхностью несущей пластины; и
блок датчиков, предназначенный для определения того, что давление воздуха в указанном пространстве стало ниже заданного значения посредством всасывающего воздух механизма, и что несущая пластина удерживается на нижней поверхности верхнего кольца.
Предпочтительно, множество верхних колец предусмотрено над полировочной пластиной и расположено в направлении вращения полировочной пластины, и
несущие пластины перемещаются к нижним сторонам верхних колец, по порядку, от верхнего кольца, расположенного наиболее удаленно от положения установки несущей пластины, до верхнего кольца, расположенного наиболее близко от него, в направлении вращения полировочной пластины.
В настоящем изобретении, устройство для полировки изделий обладает следующими преимуществами.
А именно стопор для остановки перемещения несущей пластины, которая перемещается поворотом полировочной пластины, и удерживающий несущую пластину в положении полировки, выполнен на самом верхнем кольце. Таким образом, в отличие от традиционного полировочного устройства, направляющие ролики, соответствующие верхним кольцам, могут быть исключены, полировочное устройство может иметь меньшие размеры, конструкция полировочного устройства может быть упрощена, и стоимость изготовления полировочного устройства может быть снижена.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления настоящего изобретения будут описаны далее в виде примеров и со ссылкой на прилагаемые чертежи, на которых:
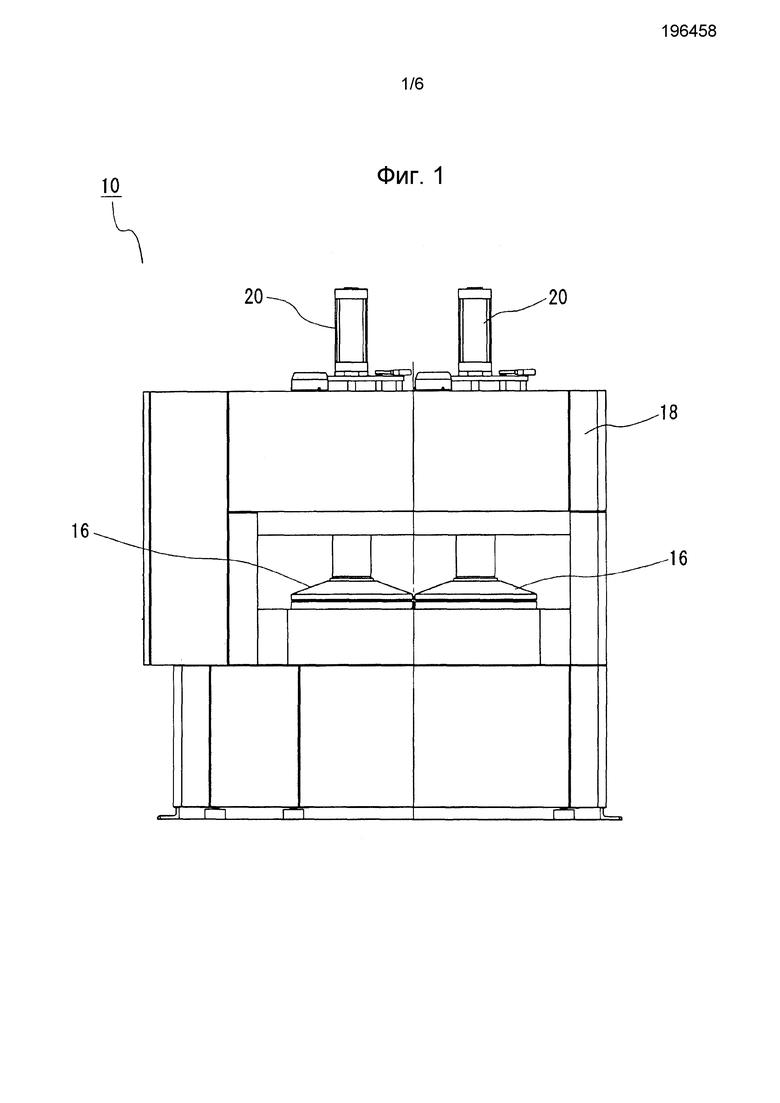
Фиг.1 изображает вид спереди полировочного устройства в соответствии с одним вариантом осуществления настоящего изобретения;
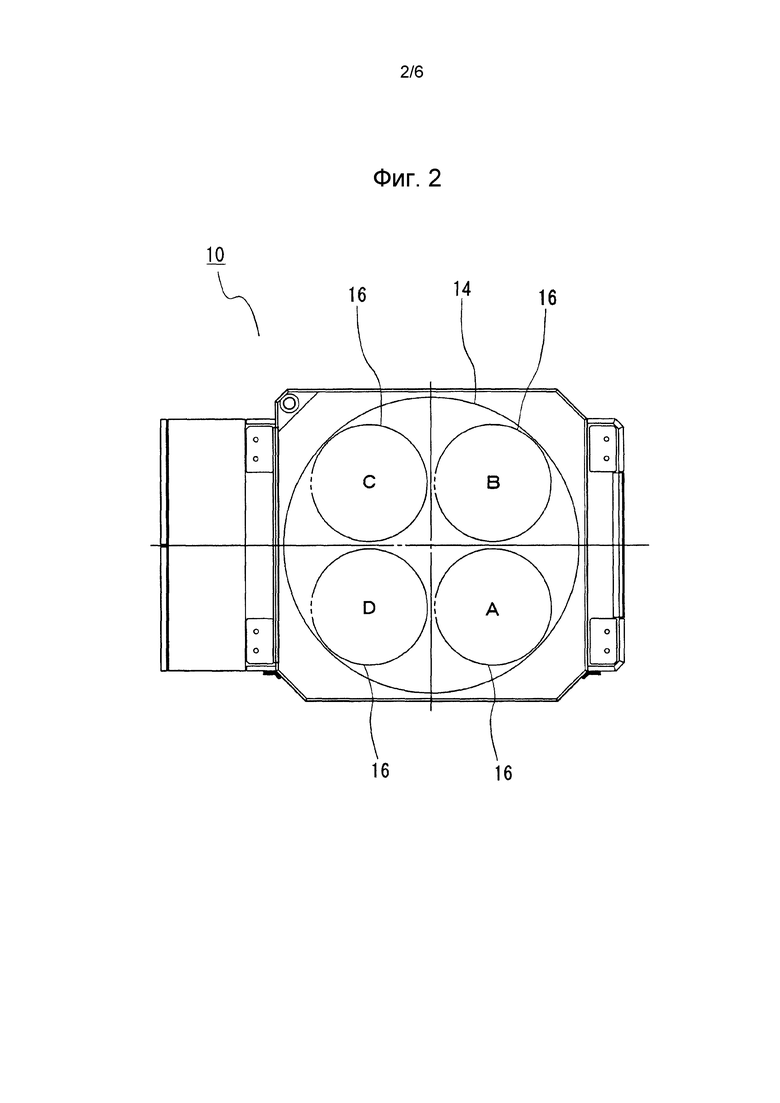
Фиг.2 изображает вид сверху, показывающий положения верхних колец на полировочной пластине;
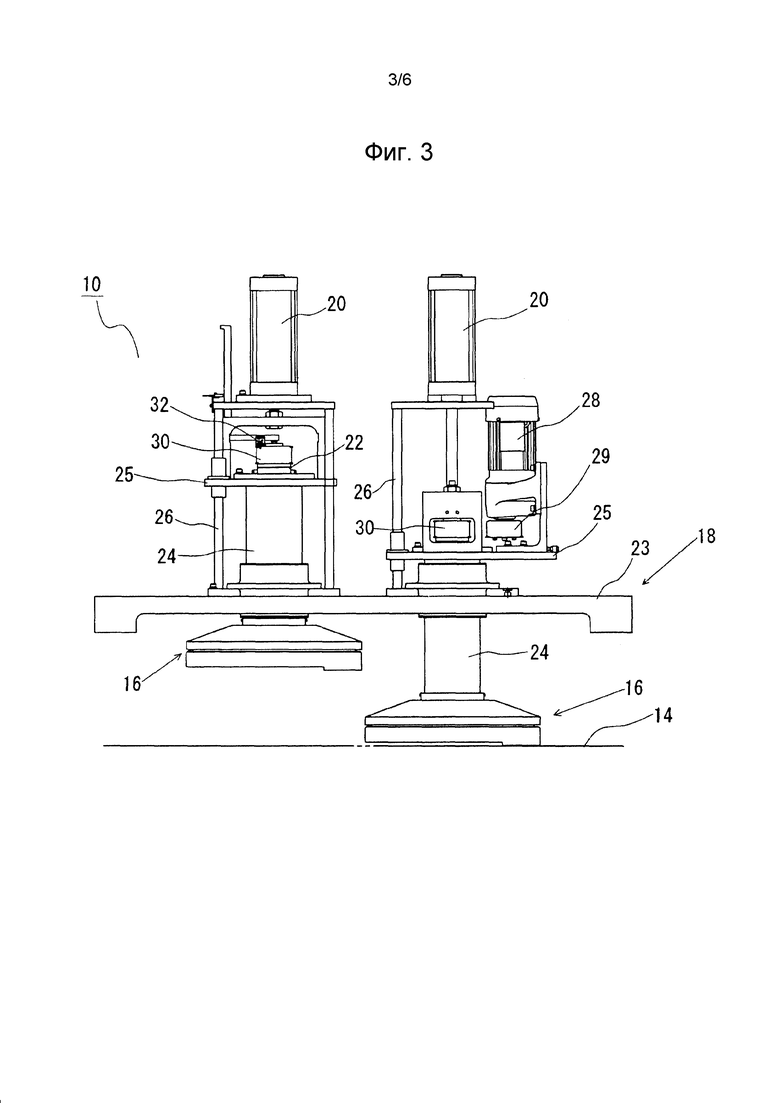
Фиг.3 изображает вид спереди механизмов вертикального привода и механизмов вращательного привода верхних колец;
Фиг.4 изображает вид сверху механизмов вертикального привода и механизмов вращательного привода верхних колец;
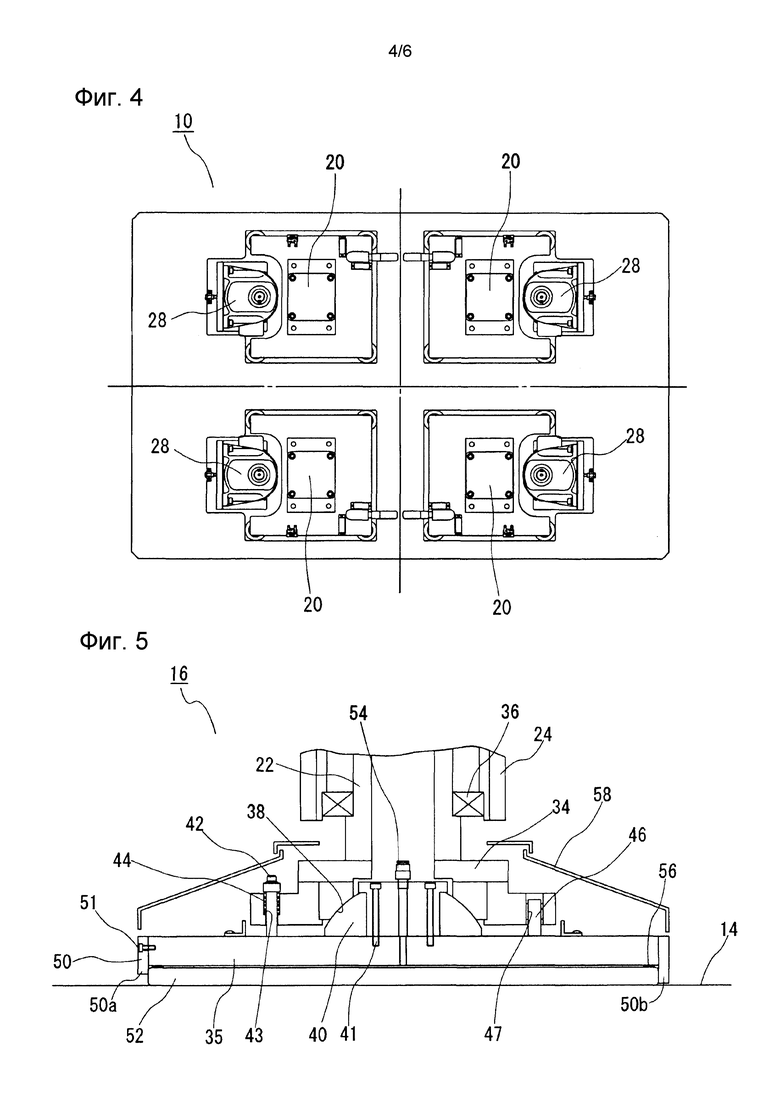
Фиг.5 изображает вид в разрезе верхнего кольца;
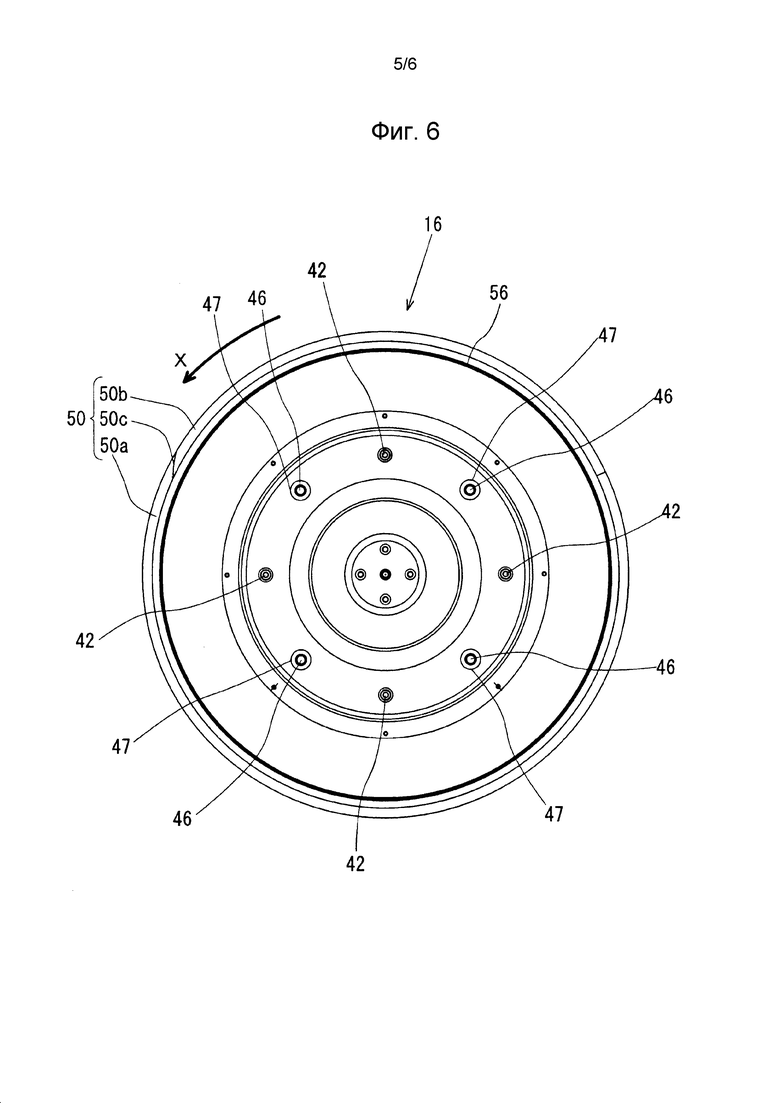
Фиг.6 изображает вид сверху верхнего кольца; и
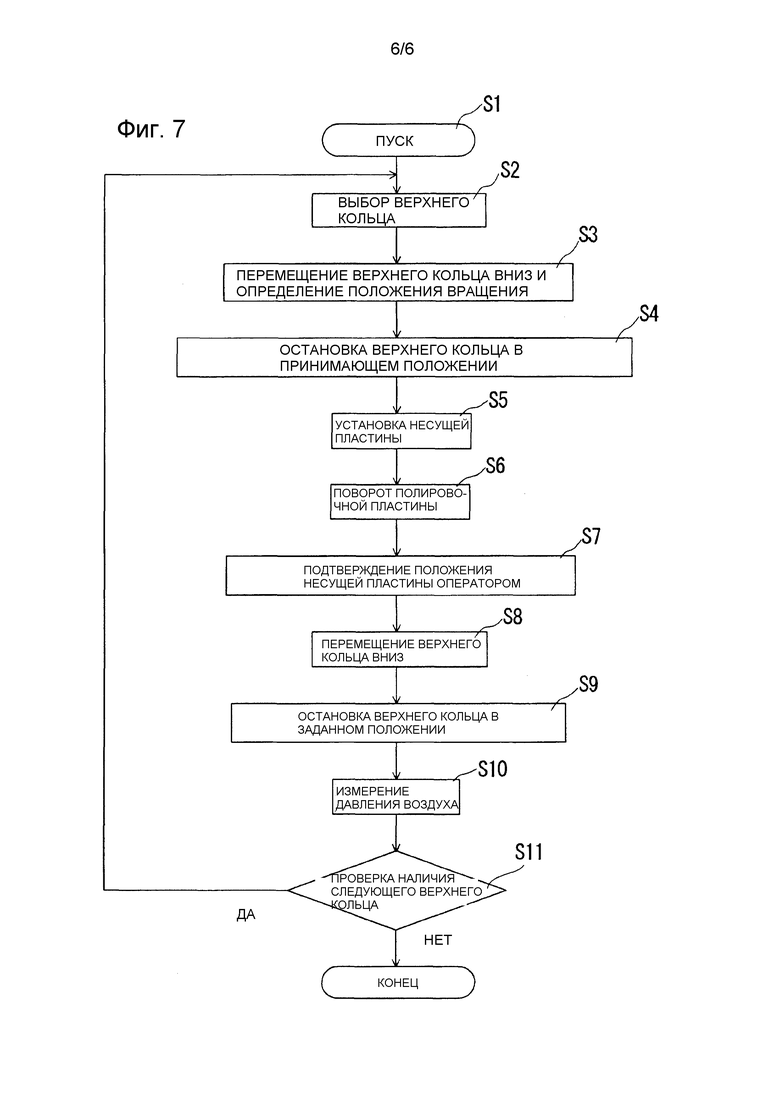
Фиг.7 изображает блок-схему способа установки несущих пластин.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Предпочтительный вариант осуществления настоящего изобретения будет описан ниже подробно со ссылкой на прилагаемые чертежи.
Фиг.1 изображает вид спереди полировочного устройства 10; Фиг.2 изображает вид сверху, показывающий положения верхних колец на полировочной пластине; Фиг.3 изображает вид спереди механизмов вертикального привода и механизмов вращательного привода верхних колец; Фиг.4 изображает вид сверху механизмов вертикального привода и механизмов вращательного привода верхних колец; Фиг.5 изображает вид в разрезе верхнего кольца; Фиг.6 изображает вид сверху верхнего кольца. Следует отметить, что некоторые невидимые элементы конструкции показаны сплошными линиями в целях лучшего понимания.
Устройство 10 для полировки изделий содержит полировочную пластину 14, которая содержит верхнюю поверхность, на которую адгезивно прикреплена полировочная ткань. Полировочная пластина 10 вращается посредством известного приводного устройства (не показано), в горизонтальной плоскости. Четыре верхних кольца 16 предусмотрены над полировочной пластиной 14 и расположены в направлении вращения полировочной пластины 14. Следует отметить, что устройство 10 для полировки изделий содержит устройство для подачи суспензии (не показано) для подачи суспензии к полировочной пластине 14.
На Фиг.2 символы А, В, С и D указывают положения верхних колец 16 относительно полировочной пластины 14. Каждое из верхних колец 16 перемещается вверх и вниз посредством устройства 20 цилиндров, предусмотренного на верхней части участка 18 главного корпуса, так что каждое из верхних колец 16 может быть перемещено к верхней поверхности полировочной пластины 14 и вдаль от нее. Более того, каждое из верхних колец 16 может вращаться в горизонтальной плоскости.
Как показано на фиг.3 и 5, вращательный вал 22 продолжается вверх от верхнего конца каждого из верхних колец 16. Вращательный вал 22 проходит через пластинчатый элемент 23 участка 18 главного корпуса. Вращательный вал 22 с возможностью вращения закреплен в цилиндрическом элементе 24, который может перемещаться вверх и вниз. Верхний конец цилиндрического элемента 24 прикреплен к раме 25. Рама 25 перемещается вверх и вниз посредством устройства 20 цилиндров, так что верхнее кольцо 16 может перемещаться вверх и вниз вместе с рамой 25. Направляющие стержни 26 направляют вертикальное перемещение каждой из рам 25.
Каждое из верхних колец 16 вращается посредством каждого из ведущих двигателей 28, в горизонтальной плоскости. Каждый из ведущих двигателей 28 предусмотрен на каждой из рам 25. Зубчатый ремень (не показан) зацепляется между шкивом 29 каждого из ведущих двигателей 29 и шкивом 30 каждого из вращательных валов 22. Фотодатчик 32, обращенный к шкиву 30 вращательного вала 22, предусмотрен на каждой из рам 25 для определения объектного элемента (не показано) шкива 30. Посредством определения объектного элемента, вращательное положение каждого из вращательных валов 22 или каждого из верхних колец 16 может быть определено. Следует отметить, что верхние кольца 16 имеют одинаковую конструкцию, но два верхних кольца 16, показанных на фиг.3, показаны с разных углов для простоты понимания конструкции.
Далее подробная конструкция каждого из верхних колец 16 будет описана со ссылкой на фиг.5 и 6.
Верхнее кольцо 16 имеет верхнюю пластину 34 и нижнюю пластину 35. Верхняя пластина 34 соединена с вращательным валом 22. Вращательный вал 22 имеет трубчатую форму и с возможностью вращения удерживается в цилиндрическом элементе 24 посредством подшипника 36.
Сферически вогнутый участок 38 образован по центру нижней поверхности верхней пластины 34. С другой стороны, сферический опорный элемент 40, зацепляющийся со сферически вогнутым участком 38, закреплен в центре верхней поверхности нижней пластины 35 посредством винта 41.
Четыре сквозных отверстия 43, сквозь которые проведены шпильки 42 с головкой, соединенные с верхней поверхностью нижней пластины 35, выполнены в верхней пластине 34 и расположены, в окружном направлении, с равным интервалом. Верхняя часть каждого из сквозных отверстий 43 представляет собой отрезок с большим диаметром; а его нижняя часть представляет собой отрезок с малым диаметром. В каждом из сквозных отверстий 43 предусмотрена сжатая винтовая пружина 44 между участком головки шпильки 42 с головкой и внутренней нижней поверхностью отрезка с большим диаметром. При такой конструкции, нижняя пластина 35 смещается вверх посредством упругих сил сжатых винтовых пружин 44, так что сферическая поверхность сферического опорного элемента 40 прижимается к внутренней сферической поверхности сферически вогнутого участка 38. Поскольку предусмотрено четыре винтовых пружины 44, в окружном направлении, с равным интервалом, одинаковые силы давления могут быть оказаны от сжатых винтовых пружин 44 на нижнюю поверхность 35. Таким образом, нижняя пластина 35 может поддерживаться параллельно верхней пластине 34. Каждая из направляющих шпилек 46 предусмотрена между смежными шпильками 42 с головками и соединена с верхней поверхностью нижней пластины 35. Каждая из направляющих шпилек 46 расположена в каждом из отверстий 47, образованных в верхней пластине 34 так, чтобы направлять перемещение нижней пластины 35.
Стопор 50 представляет собой отличительный элемента настоящего варианта осуществления.
Стопор 50 выполнен из пластика и имеет кольцеобразную форму. Стопор 50 может быть присоединен и отсоединен от наружной окружной поверхности нижней пластины 35. Стопор 50 прикреплен к нижней пластине 35 винтами 51. Следует отметить, что стопор 50 может быть выполнен, например, из металла. Более того, нижняя пластина 35 и стопор 50 могут быть выполнены за одно целое.
Нижняя часть кольцеобразного стопора 50 выступает вниз на заданную длину от нижней поверхности нижней пластины 35.
Стопор 50 неравномерно выступает от нижней поверхности нижней пластины 35. Стопор 50 имеет входную часть 50а и удерживающую часть 50b. Длина выступания входной части 50а меньше чем у удерживающей части 50b. В настоящем варианте осуществления, несущая пластина 52 устанавливается в заданном положении на полировочной пластине 14, и затем несущая пластина 52 транспортируется поворотом полировочной пластины, чтобы несущая пластина 52 могла быть перемещена к нижней стороне соответствующего верхнего кольца 16, которое ожидает в заданном удаленном положении. Таким образом, несущая пластина 52 может удерживаться в нем. Для удерживания несущей пластины 52, несущая пластина 52, транспортируемая посредством поворота полировочной пластины 14, может подходить к нижней стороне верхнего кольца 16 с входной части 50а, поэтому входная часть 50а имеет меньшую длину выступания. С другой стороны, удерживающая часть 50b, расположенная на противоположной стороне от входной стороны 50а, останавливает и удерживает несущую пластину 52, так что удерживающая часть 50b имеет большую длину выступания. При такой конструкции, передний конец несущей пластины 52 контактирует с удерживающей частью 50b, так что перемещение несущей пластины 52 останавливается и сдерживается удерживающей частью 50b. А именно, несущая пластина 52 удерживается в кольцеобразном стопоре 50.
В стопоре 50, предпочтительный диапазон, формирующий входную часть 50а, чья длина выступания от нижней поверхности нижней пластины 35 небольшая, больше чем половина окружности кольцеобразного стопора 50, например 2/3 от окружности, чтобы несущая пластина 52 могла легко входить в нижнюю сторону нижней пластины 35.
С другой стороны, предпочтительный диапазон, формирующий удерживающую часть 50b, чья длина выступания от нижней поверхности нижней пластины 35 является большой, составляет по меньшей мере 1/3 окружности кольцеобразного стопора 50 для того, чтобы удерживать несущую пластину 52 посредством внутренней кольцевой поверхности удерживающей части 50b.
Предпочтительно, поверхность стенки ступенчатой стенки 50с между входной частью 50а и удерживающей частью 50b выполнена в виде наклонной поверхности, которая наклонена так, чтобы быть больше обращенной к направлению, противоположному направлению вращения Х несущей пластины 52 в направлении наружного края стопора 50. Посредством формирования наклонной поверхности, суспензия, подаваемая на полировочную пластину 14, может распределяться концом ступенчатой стенки 50с без застоя суспензии на ступенчатой стенке 50с, так что суспензия может плавно протекать.
Следует отметить, что стопор 50 не обязательно должен иметь кольцеобразную форму. Форма стопора 50 не ограничивается при условии формирования удерживающей части 50b.
Когда несущая пластина 52 транспортируется или перемещается к нижней стороне соответствующего верхнего кольца 16, соответствующее верхнее кольцо 16 перемещается вниз до тех пор, пока зазор, через который может входить несущая пластина 52, формируется между нижней поверхностью входной части 50а стопора 50 и верхней частью полировочной пластины 14. Ширина зазора не ограничена. Например, ширина зазора может быть на несколько мм больше, чем толщина несущей пластины 52.
Для обеспечения возможности перемещения несущей пластины 52 к нижней стороне соответствующего верхнего кольца 16 через зазор, важно горизонтально поддерживать нижнюю пластину 35 верхнего кольца 16 для того, чтобы сделать зазор равномерным. В настоящем воплощении, нижняя пластина 35 поддерживается сферическим опорным элементом 40 и сжатыми винтовыми пружинами 44, так, чтобы нижнюю пластину 35 можно было горизонтально поддерживать, и зазор мог быть равномерным. Таким образом, проблем, например, столкновения несущей пластины 52 с входной частью 50а, можно избежать.
После того, как несущая пластина 52 подводится к нижней части верхнего кольца 16, верхнее кольцо 16 перемещается дальше вниз для того, чтобы отполировать изделие. Верхняя поверхность несущей пластины 52 прижимается, посредством нижней поверхности верхнего кольца 16, на полировочную ткань полировочной пластины 14. При этой операции, несущая пластина 52 перемещена к кольцеобразному стопору 50, и наружный периметр несущей пластины 52 окружен стопором 50, так, чтобы несущую пластину 52 можно было удерживать в стопоре 50 без ее выхода из него. Более того, поскольку длина выступания удерживающей части 50b выполнена так, чтобы не достигать полировочной ткани, удерживающая часть 50b не мешает операции полировки.
Следует отметить, что на фиг.5 всасывающая воздух труба 54 сообщается с вакуумным устройством (не показано) посредством шланга (не показано), предусмотренного в трубчатом вращательном вале 22. Таким образом, воздух в пространстве между верхней поверхностью несущей пластины 52 и нижней поверхностью нижней пластины 35 может всасываться. Уплотнительное кольцо 56 предусмотрено на нижней поверхности нижней пластины 35. Более того, предусмотрен датчик давления (не показано) для измерения давления воздуха в указанном пространстве.
Крышка 58 закрывает поверхность верхней пластины 34 так, чтобы предотвратить проникновение суспензии.
Следует отметить, что действия полировочной пластины 14, устройств 20 цилиндров, ведущих двигателей 28 и т.д. контролируются блоком управления (не показано).
Далее будут описаны последующие действия для перемещения несущих пластин 52 к нижним сторонам верхних колец 16 со ссылкой на блок-схему по фиг.7.
Во-первых, выключатель устройства 10 для полировки изделий переводят в рабочее положение (этап S1).
Затем первое верхнее кольцо 16, к которому сначала подводят несущую пластину 52, выбирают из четырех верхних колец 16 (этап S2). Первое верхнее кольцо 16 располагается наиболее удаленно от положения установки несущей пластины, в котором несущая пластина 52 устанавливается на полировочную пластину 14. В настоящем варианте осуществления, положение установки несущей пластины располагается на полировочной пластине 14 между положениями D и А. Полировочная пластина 14 поворачивается в направлении против часовой стрелки, так что верхнее кольцо 16, расположенное в положении D, выбирается в качестве первого верхнего кольца 16.
Затем устройство 20 цилиндров приводят в действие с тем, чтобы переместить это верхнее кольцо 16 вниз до тех пор, пока ширина зазора между входной частью 50а и верхней поверхностью полировочной пластины 14 не достигнет подходящего значения. Затем, ведущий двигатель 28 приводят в действие для того, чтобы повернуть верхнее кольцо 16, и положение вращения верхнего кольца 16 определяют фотодатчиком 32 (этап S3).
Далее верхнее кольцо 16 останавливают в определенном положении (принимающем положении), когда входная часть 50а будет правильно обращена к несущей пластине 52, которая будет транспортироваться поворотом полировочной пластины 14, и несущая пластина 52 будет приниматься (этап S4).
Затем несущую пластину 52 устанавливают в положение установки несущей пластины на полировочной пластине 14, располагающейся между положениями D и A (этап S5).
Затем полировочную пластину 14 поворачивают (этап S6).
Поворотом полировочной пластины 14, несущую пластину 52 перемещают поворотом полировочной пластины 14, и подводят к нижней стороне верхнего кольца 16, расположенного в положении D, через зазор между входной частью 50а стопора 50 и полировочной пластиной 14. Далее несущая пластина 52 контактирует с удерживающей частью 50b, расположенной с противоположной стороны от входной части 50a, и удерживается посредством удерживающей части 50b. Таким образом, несущая пластина 52 останавливается и удерживается там, и полировочная пластина 14 поворачивается дальше без перемещения несущей пластины 52. Когда оператор визуально подтверждает это состояние, вращение полировочной пластины 14 останавливают (этап S7).
После этого верхнее кольцо 16 перемещают вниз (этап S8), и перемещение вниз верхнего кольца 16 прекращают, когда уплотнительное кольцо 56, предусмотренное на нижней поверхности верхнего кольца 16, входит в контакт с верхней поверхностью несущей пластины 52 (этап S9).
В этом состоянии вакуумное устройство (не показано) приводят в действие, чтобы отсасывать воздух из пространства между нижней поверхностью верхнего кольца 16 и верхней поверхностью несущей пластины 52, через всасывающую воздух трубу 54. При этой операции, давление воздуха в этом пространстве измеряют датчиком давления так, чтобы проверить, ниже давление воздуха заданного значения или нет (этап S10). В случае если измеренное давление воздуха ниже заданного значения, блок управления определяет, что несущая пластина 52 была расположена под нижней стороной верхнего кольца 16, и подтверждают существование следующего верхнего кольца 16 (этап S11). В случае если следующее верхнее кольцо 16 существует, блок управления вновь исполняет этап S2.
Следует отметить, что в случае, если давление воздуха не опускается ниже заданного значения на этапе S10, блок управления определяет, что несущая пластина 52 неправильно подведена, и подает сигнал, например, посредством сирены. В этом случае, оператор вручную перемещает верхнее кольцо 16 вверх и вручную перемещает несущую пластину 52 в положение близкое от соответствующего верхнего кольца 16, затем этапы S6-S10 исполняют вновь, чтобы правильно подвести несущую пластину 52.
После того, как все несущие пластины 52 были подведены под нижние стороны соответствующих верхних колец 16 вышеуказанным методом, полировочная пластина 14 поворачивается, и несущие пластины 52 прижимаются к полировочной пластине 14 посредством устройств 20 цилиндров с приложением определенной силы прижатия. Далее подается суспензия. Эта операция полировки осуществляется, в течение определенного времени, для полировки изделий.
После завершения операции полировки, верхние кольца 16 перемещаются вверх, и несущие пластины 52 снимаются с полировочной пластины 14.
Следует отметить, что вышеописанные последовательные действия могут осуществляться автоматически посредством блока управления, и некоторые действия могут осуществляться вручную.
Все примеры и условная терминология, используемая здесь, приведены в целях обучения для облегчения понимания изобретения, и концепции, привносимые изобретателям для усовершенствования данной области техники, должны рассматриваться как не ограничивающиеся такими специально приведенными примерами и условиями, а также организация таких примеров в спецификации не предназначена для демонстрации превосходства и несовершенства изобретения. Несмотря на то, что варианты осуществления настоящего изобретения были описаны подробно, следует понимать, что различные изменения, замены и альтернативы могут быть допустимы без нарушения пределов и сущности изобретения.
Изобретение относится к области абразивной обработки и может быть использовано для полирования изделий, например подложек. Устройство содержит полировочную пластину, имеющую верхнюю поверхность с полировочной тканью и установленную с возможностью вращения в горизонтальной плоскости. Над полировочной пластиной предусмотрено верхнее кольцо с возможностью перемещения вверх и вниз и вращения в горизонтальной плоскости. Несущая пластина расположена между полировочной пластиной и верхним кольцом. Предусмотрен стопор для остановки и удерживания несущей пластины, перемещаемой к нижней стороне верхнего кольца путем поворота полировочной пластины в положении полировки. В результате обеспечивается устройство, имеющее малые размеры и простую конструкцию. 7 з.п. ф-лы, 7 ил.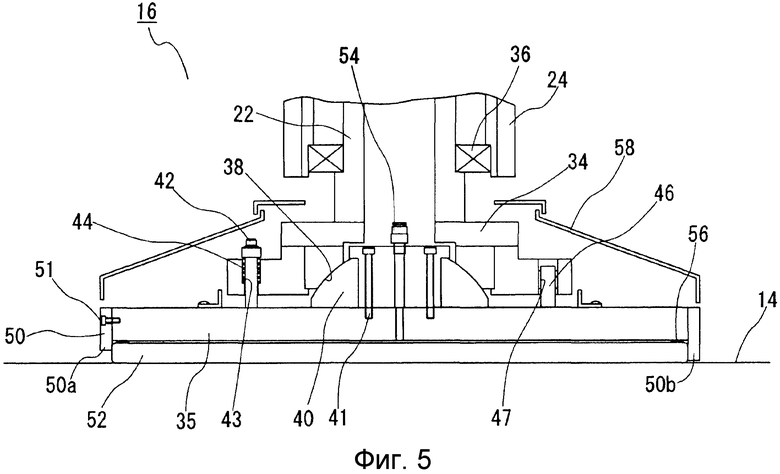
1. Устройство для полировки изделий, содержащее:
полировочную пластину, имеющую верхнюю поверхность, к которой адгезивно прикреплена полировочная ткань, и выполненную с возможностью вращения в горизонтальной плоскости,
верхнее кольцо, предусмотренное над полировочной пластиной, выполненное с возможностью перемещения вверх и вниз, вращения в горизонтальной плоскости, прижима несущей пластины, расположенной между полировочной пластиной и верхним кольцом, и удержания изделия на нижней поверхности для прижатия изделия к полировочной пластине и
стопор, предусмотренный на верхнем кольце для остановки и удерживания несущей пластины, установленной на полировочной поверхности и перемещаемой к нижней стороне верхнего кольца путем поворота полировочной пластины в положении полировки,
при этом стопор является кольцеобразным и выступает вниз от нижнего края верхнего кольца и
имеет входную часть, от которой несущая пластина перемещается к нижней стороне верхнего кольца, и удерживающую часть, расположенную на противоположной стороне от входной части, которая останавливает и удерживает несущую пластину,
причем длина выступания входной части меньше, чем удерживающей части, и
несущая пластина перемещается к нижней стороне верхнего кольца через зазор между нижней поверхностью входной части стопора и полировочной пластиной и останавливается и удерживается удерживающей частью, когда верхнее кольцо перемещается вниз до достижения заданной высоты от полировочной пластины.
2. Устройство по п.1, в котором между входной частью и удерживающей частью стопора выполнена поверхность ступенчатой стенки в виде наклонной поверхности, наклоненной так, чтобы быть больше обращенной к направлению, противоположному направлению вращения несущей пластины в направлении наружного края стопора.
3. Устройство по п.1 или 2, в котором верхнее кольцо перемещается вниз, а несущая пластина, перемещенная в кольцеобразный стопор, удерживается в нем при полировке изделия.
4. Устройство по п.1 или 2, в котором верхнее кольцо содержит верхнюю пластину и нижнюю пластину, содержащую упомянутый стопор, поддерживаемую с возможностью качания относительно верхней пластины посредством сферического опорного элемента, смещаемого вверх пружиной, и поддерживаемую горизонтально относительно полировочной пластины.
5. Устройство по п.1 или 2, в котором стопор съемно прикреплен к нижней поверхности верхнего кольца.
6. Устройство по п.1 или 2, в котором стопор выполнен из пластика.
7. Устройство по п.1 или 2, которое дополнительно содержит:
всасывающий механизм для всасывания воздуха из пространства, образованного между нижней поверхностью верхнего кольца и верхней поверхностью несущей пластины, и
блок датчиков для определения снижения давления воздуха в указанном пространстве ниже заданного значения посредством
всасывающего воздух механизма, что указывает на удерживание несущей пластины на нижней поверхности верхнего кольца.
8. Устройство по п.1 или 2, которое дополнительно содержит множество верхних колец над полировочной пластиной, расположенных в направлении вращения полировочной пластины,
при этом несущие пластины перемещаются к нижним сторонам верхних колец по порядку от верхнего кольца, расположенного наиболее удаленно от положения установки несущей пластины, в котором несущая пластина устанавливается на полировочную пластину, до верхнего кольца, расположенного наиболее близко от него в направлении вращения полировочной пластины.
| Весосортировочный автомат | 1978 |
|
SU699349A2 |
| US 6328629 B1, 11.12.2001 | |||
| US 5377451 A, 03.01.1995 | |||
| Устройство для абразивной обработки плоских поверхностей | 1979 |
|
SU1104762A1 |

