Изобретение относится к газовой промышленности и может быть использовано на газоконденсатных месторождениях, расположенных в зоне многолетнемерзлых грунтов для подготовки природного газа и извлечения нестабильного углеводородного конденсата из пластового газа.
Наиболее близким аналогом заявленного изобретения является установка подготовки природного газа, содержащая абсорбер, первый, второй и третий сепараторы, первый, второй и третий теплообменники, первый, второй и третий трехфазные разделители, к каждому из которых подключен трубопровод отвода водометанольной фазы, холодопроизводящий агрегат и узел подачи метанола (см. RU 2283690, B01D 53/00, B01D 19/00, F25J 3/00, опубл. 20.06.2006).
Недостатком указанного выше технического решения является низкая эффективность установки подготовки природного газа, связанная с высокими потерями метанола при получении товарного газа и с высоким содержанием углеводородов С5+ в товарном газе.
Техническим результатом заявленной установки подготовки природного газа является повышение качества подготовки природного газа за счет снижения содержания углеводородов С5+ в товарном газе и снижения потерь метанола в составе товарного газа.
Технический результат достигается тем, что установка абсорбционной подготовки природного газа содержит абсорбер, первый, второй и третий сепараторы, первый, второй, третий и четвертый теплообменники, первый, второй и третий трехфазные разделители, к каждому из которых подключен трубопровод отвода водометанольной фазы, аппарат воздушного охлаждения газа первичной сепарации, узел подачи метанола, охладитель газа, печь с теплообменной поверхностью и сборную емкость дегазации, имеющую первый выход, подключенный к трубопроводу отвода товарного жидкого углеводородного продукта, второй выход, подключенный к трубопроводу отвода метан-этановой фракции в трубопровод подачи охлаждаемой среды четвертого теплообменника, первый вход, подключенный к трубопроводу отвода жидких углеводородов из второго сепаратора, второй вход, подключенный к трубопроводу подачи жидких углеводородов из трубопровода отвода жидкой углеводородной фазы первого трехфазного разделителя, третий вход, подключенный к трубопроводу отвода жидких углеводородов из нижней части абсорбера, и четвертый вход, подключенный к сборному газовому трубопроводу, собирающему газовую углеводородную фазу из второго трехфазного разделителя, из третьего трехфазного разделителя и газ из третьего сепаратора, при этом к первому сепаратору подключен трубопровод подвода сырого газа, трубопровод отвода жидких углеводородов, соединенный с входом первого трехфазного разделителя, и трубопровод отвода газа, который после установленного на нем узла подачи метанола соединен по ходу газа с газовым каналом аппарата воздушного охлаждения, каналом охлаждаемой среды первого теплообменника и входом второго сепаратора, первый теплообменник имеет вход охлаждающей среды, соединенный с выходом охлаждающей среды из четвертого теплообменника, и выход охлаждающей среды, соединенный с входом охлаждаемой среды четвертого теплообменника, второй сепаратор имеет выход газа, соединенный с входом охладителя газа, выход которого соединен с трубопроводом подачи газа в абсорбер, первый трехфазный разделитель снабжен трубопроводом отвода жидкой углеводородной фазы и трубопроводом отвода газовой углеводородной фазы, выходной конец которого подключен к трубопроводу подачи газа в абсорбер, второй трехфазный разделитель снабжен входом, соединенным с трубопроводом отвода жидкой углеводородной фазы из первого трехфазного разделителя и трубопроводом отвода газовой углеводородной фазы, второй теплообменник имеет вход нагреваемой среды, соединенный с трубопроводом отвода жидкой углеводородной фазы из второго трехфазного разделителя, при этом третий трехфазный разделитель имеет вход, соединенный трубопроводом с выходом нагреваемой среды второго теплообменника, трубопровод отвода газовой углеводородной фазы и трубопровод отвода жидкой углеводородной фазы, соединенный с входом теплообменной поверхности печи, выход которой соединен с входом третьего сепаратора, имеющего трубопровод отвода жидких углеводородов, соединенный с входом греющей среды второго теплообменника и трубопровод отвода газа, причем третий теплообменник имеет вход греющей среды, соединенный с трубопроводом отвода греющей среды из второго теплообменника, выход греющей среды, соединенный с входом абсорбера, предназначенным для подачи абсорбента, вход нагреваемой среды, соединенный с трубопроводом отвода части отработанного абсорбента из абсорбера, и трубопровод отвода нагреваемой среды, выходной, конец которого подсоединен к трубопроводу отвода жидкой углеводородной фазы из первого трехфазного разделителя и, кроме того, вход охлаждающей среды четвертого теплообменника соединен с трубопроводом отвода газа из абсорбера, а выход охлаждаемой среды четвертого теплообменника соединен с трубопроводом отвода товарного газа потребителю.
Охладитель газа выполнен в виде турбодетандера, а на трубопроводе подачи охлаждаемой среды в четвертый теплообменник последовательно по ходу газа установлены компрессор, расположенный на одном валу с упомянутым турбодетандером, и аппарат воздушного охлаждения компримированного газа.
На трубопроводе отвода жидкого углеводородного продукта из сборной емкости дегазации установлен блок подготовки жидкого углеводородного продукта, включающий в себя устройство для нагрева жидкого углеводородного продукта и устройство для дегазации жидкого продукта.
В заявленной установке в качестве абсорбента используется жидкий углеводородный продукт, полученный из жидкой углеводородной фазы, отводимой из первого сепаратора. Получение абсорбента происходит путем последовательного отделения газа от упомянутого жидкого углеводородного продукта в первом трехфазном разделителе, втором трехфазном разделителе, третьем трехфазном разделителе и третьем сепараторе с промежуточным нагревом в печи. Полученный таким образом поток жидких углеводородов используется в качестве абсорбента и представляет собой углеводородную фракцию с температурой начала кипения 165…175°С, при этом содержание компонентов С1-С9 в абсорбенте минимизировано и составляет не более 20% от общей массы абсорбента.
Таким образом, в заявленной установке поток жидких углеводородов, используемый в качестве абсорбента, получается из жидких углеводородов, выделенных из сырого газа, поступающего в установку, что позволяет снизить содержание углеводородов С5+ в составе товарного газа на 50-80%.
Эффективное извлечение углеводородов C5+ из товарного газа упомянутым абсорбентом позволяет получить товарный газ, имеющий низкое значение точки росы по углеводородам (углеводородному конденсату) и по водной (неуглеводородной) фазе.
Кроме того, при применении упомянутого абсорбента снизятся потери метанола в составе товарного газа примерно на 30% за счет растворения метанола в абсорбенте.
Сущность заявленного изобретения поясняется чертежами.
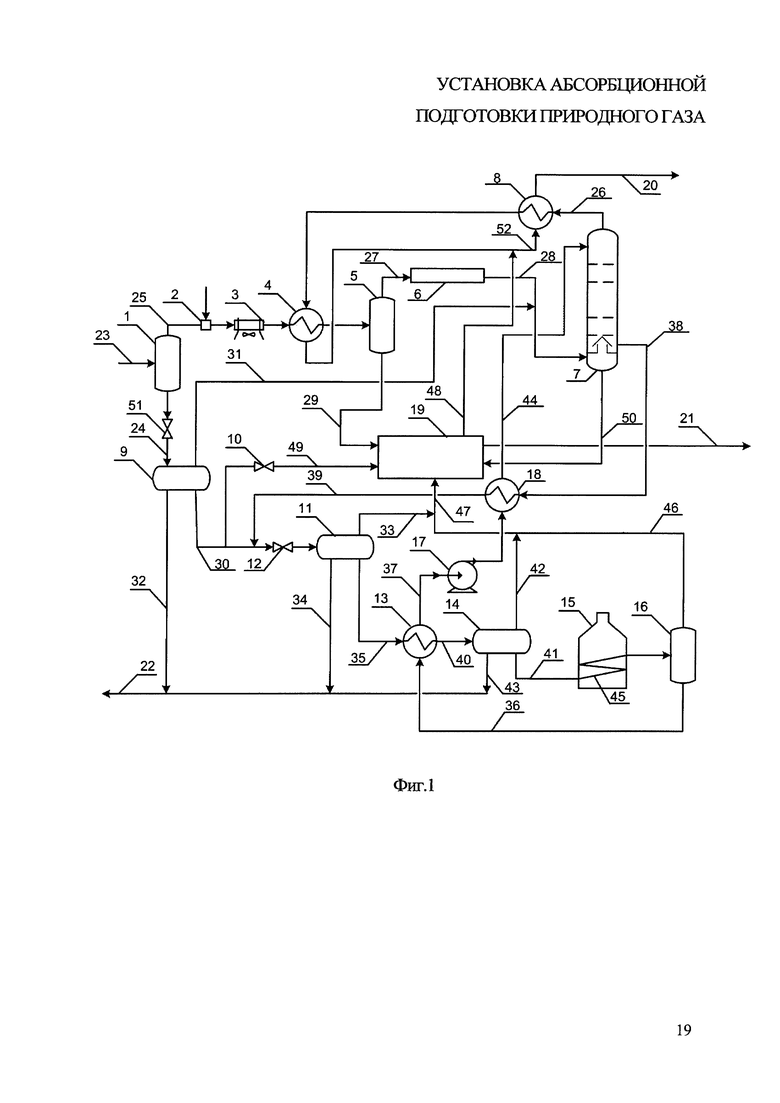
На фиг. 1 показана схема установки абсорбционной подготовки природного газа.
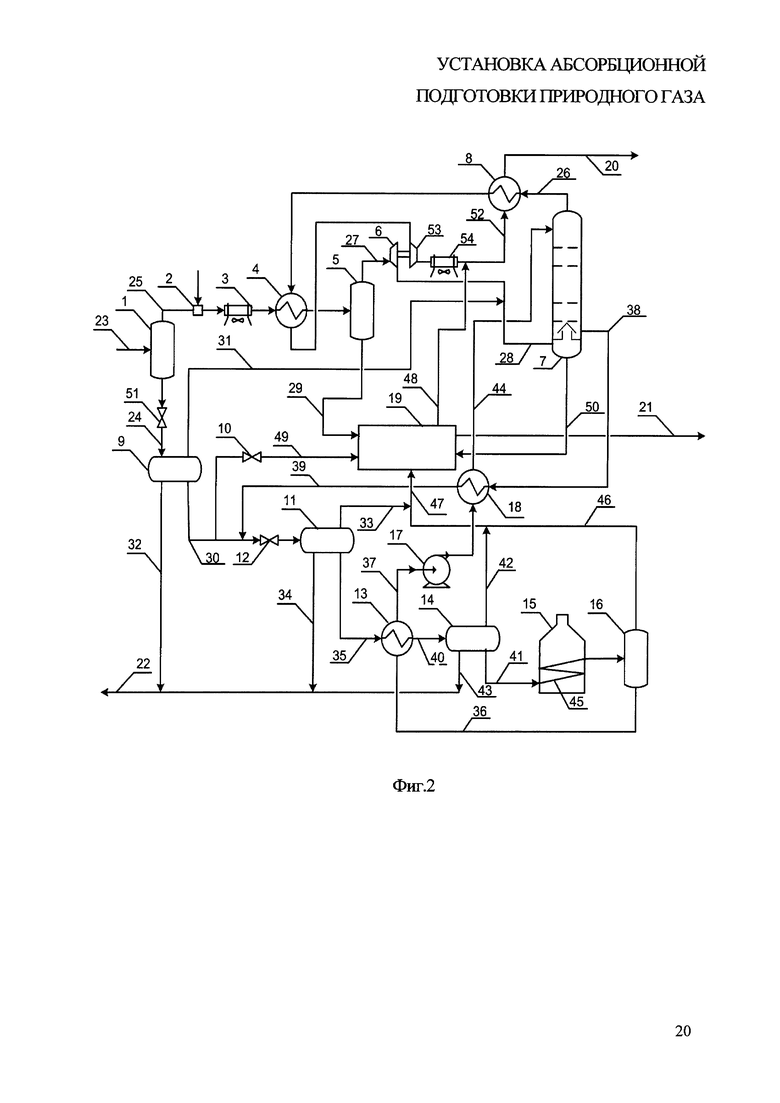
На фиг. 2 показана схема установки абсорбционной подготовки природного газа с охладителем в виде турбодетандера.
Установка абсорбционной подготовки природного газа содержит следующие элементы: первый сепаратор 1, узел подачи метанола 2, аппарат воздушного охлаждения 3 газа первичной сепарации, первый теплообменник 4, второй сепаратор 5, охладитель газа 6, абсорбер 7, четвертый теплообменник 8, первый трехфазный разделитель 9, редуцирующий вентиль 10, второй трехфазный разделитель 11, редуцирующий вентиль 12, второй теплообменник 13, третий трехфазный разделитель 14, печь 15, третий сепаратор 16, насос 17, установленный на трубопроводе отвода греющей среды из второго теплообменника 13, третий теплообменник 18, сборная емкость дегазации 19, трубопровод 20 отвода товарного газа, трубопровод 21 отвода товарного жидкого углеводородного продукта, сборный трубопровод 22 отвода водометанольной фазы, трубопровод 23 подвода сырого газа к первому сепаратору 1, трубопровод 24 отвода жидких углеводородов из первого сепаратора 1, трубопровод 25 отвода газа из первого сепаратора 1, трубопровод 26 отвода газа из абсорбера 7, трубопровод 27 подачи газа в охладитель газа 6, трубопровод 28 подачи газа в абсорбер 7, трубопровод 29 отвода жидких углеводородов из второго сепаратора 5, трубопровод 30 отвода жидкой углеводородной фазы из первого трехфазного разделителя 9, трубопровод 31 отвода газовой углеводородной фазы из первого трехфазного разделителя 9, трубопровод 32 отвода водометанольной фазы из первого трехфазного разделителя 9, трубопровод 33 отвода газовой углеводородной фазы из второго трехфазного разделителя 11, трубопровод 34 отвода водометанольной фазы из второго трехфазного разделителя 11, трубопровод 35 отвода жидкой углеводородной фазы из второго трехфазного разделителя 11, трубопровод 36 отвода жидких углеводородов из третьего сепаратора 16, трубопровод 37 отвода греющей среды из второго теплообменника 13, трубопровод 38 отвода части отработанного абсорбента из абсорбера 7, трубопровод 39 отвода нагреваемой среды из третьего теплообменника 18, трубопровод 40 отвода нагреваемой среды из второго теплообменника 13, трубопровод 41 отвода жидкой углеводородной фазы из третьего трехфазного разделителя 14, трубопровод 42 отвода газовой углеводородной фазы из третьего трехфазного разделителя 14, трубопровод 43 отвода водометанольной фазы из третьего трехфазного разделителя 14, трубопровод 44 подачи абсорбента в абсорбер 7, теплообменная поверхность 45 печи 15, трубопровод 46 отвода газа из третьего сепаратора 16, сборный газовый трубопровод 47, трубопровод 48 отвода метан-этановой фракции из сборной емкости дегазации 19, трубопровод 49 подачи жидких углеводородов в емкость дегазации 19 из трубопровода 30, трубопровод 50 отвода жидких углеводородов из абсорбера 7, редуцирующий вентиль 51, установленный на трубопроводе 24 отвода жидких углеводородов из первого сепаратора 1, трубопровод 52 подачи охлаждаемой среды в четвертый теплообменник 8, компрессор 53 (фиг. 2), аппарат воздушного охлаждения 54 компримированного газа (фиг. 2).
К первому сепаратору 1 подключены следующие трубопроводы:
- трубопровод 23 подвода сырого газа;
- трубопровод 24, снабженный редуцирующим вентилем 51;
- трубопровод 25 отвода газа из первого сепаратора 1.
На трубопроводе 25 установлен узел подачи метанола 2. После узла подачи метанола 2 трубопровод 25 последовательно соединен по ходу газа с газовым каналом аппарата воздушного охлаждения 3, каналом охлаждаемой среды первого теплообменника 4 и входом второго сепаратора 5.
Первый теплообменник 4 имеет:
- вход охлаждающей среды, соединенный трубопроводом с выходом охлаждающей среды из четвертого теплообменника 8;
- выход охлаждающей среды, соединенный трубопроводом с входом охлаждаемой среды четвертого теплообменника 8;
- вход охлаждаемой среды, сообщенный трубопроводом с выходом газового канала аппарата воздушного охлаждения 3;
- выход охлаждаемой среды, соединенный трубопроводом с входом второго сепаратора 5.
Аппарат воздушного охлаждения 3 имеет вход охлаждаемой среды (газа), сообщенный с трубопроводом 25, и выход охлаждаемой среды (газа), сообщенный трубопроводом с входом охлаждаемой среды первого теплообменника 4.
Второй сепаратор 5 имеет:
- вход, сообщенный трубопроводом с выходом охлаждаемой среды первого теплообменника 4;
- выход газа, соединенный трубопроводом 27 с входом охладителя газа 6;
- выход жидких углеводородов, сообщенный трубопроводом 29 с первым входом сборной емкости дегазации 19.
Первый трехфазный разделитель 9 снабжен входом, соединенным с трубопроводом 24, и выходами, подключенными к трубопроводу 30, трубопроводу 31 и трубопроводу 32.
Трубопровод 32 подключен к сборному трубопроводу 22 отвода водометанольной фазы из установки.
Выходной конец трубопровода 31 подключен к трубопроводу 28 подачи газа в абсорбер 7.
Ко второму трехфазному разделителю 11 подключены:
- входной патрубок, снабженный редуцирующим вентилем 12 и соединенный с выходным концом трубопровода 30;
- трубопровод 33 отвода газовой углеводородной фазы;
- трубопровод 34 отвода водометанольной фазы, подключенный к сборному трубопроводу 22 отвода водометанольной фазы из установки;
- трубопровод 35 отвода жидкой углеводородной фазы.
Второй теплообменник 13 имеет:
- вход нагреваемой среды, соединенный с трубопроводом 35;
- выход нагреваемой среды, соединенный трубопроводом 40 с входом третьего трехфазного разделителя 14;
- вход греющей среды, соединенный с трубопроводом 36;
- выход греющей среды, соединенный с трубопроводом 37, на котором установлен насос 17, с входом греющей среды третьего теплообменника 18.
Третий теплообменник 18 имеет:
- вход греющей среды, соединенный с трубопроводом 37;
- выход греющей среды, соединенный трубопроводом 44 с входом абсорбера 7, предназначенным для подачи абсорбента;
- вход нагреваемой среды, соединенный с трубопроводом 38 отвода части отработанного абсорбента из абсорбера 7;
- выход нагреваемой среды, соединенный с трубопроводом 39, выходной конец которого подсоединен к трубопроводу 30.
К входу третьего трехфазного разделителя 14 подсоединен трубопровод 40 отвода нагреваемой среды из второго теплообменника 13, а к его выходам подсоединены трубопровод 41 отвода жидкой углеводородной фазы, трубопровод 42 отвода газовой углеводородной фазы и трубопровод 43 отвода водометанольной фазы, подключенный к сборному трубопроводу 22 отвода водометанольной фазы из установки.
В печи 15 расположена теплообменная поверхность 45, которая имеет вход, соединенный с трубопроводом 41, и выход, сообщенный с входом третьего сепаратора 16.
Выходы третьего сепаратора 16 сообщены с трубопроводом 36 и трубопроводом 46.
К сборному газовому трубопроводу 47 подсоединены:
- выходной конец трубопровода 33 отвода газовой углеводородной фазы из второго трехфазного разделителя 11;
- выходной конец трубопровода 42 отвода газовой углеводородной фазы из третьего трехфазного разделителя 14;
- выходной конец трубопровода 46 отвода газа из третьего сепаратора
16.
Сборная емкость дегазации 19 имеет:
- первый выход, подключенный к трубопроводу 21 отвода товарного жидкого углеводородного продукта (нестабильного конденсата);
- второй выход, подключенный к трубопроводу 48 отвода метан-этановой фракции в трубопровод 52;
- первый вход, подключенный к трубопроводу 29 отвода жидких углеводородов из второго сепаратора 5;
- второй вход, подключенный к трубопроводу 49, снабженному редуцирующим вентилем 10;
- третий вход, подключенный к трубопроводу 50 отвода жидких углеводородов из абсорбера 7;
- четвертый вход, соединенный со сборным газовым трубопроводом 47.
Четвертый теплообменник 8 имеет:
- вход охлаждающей среды, соединенный с трубопроводом 26 отвода газа из абсорбера 7;
- выход охлаждающей среды, сообщенный с входом охлаждающей среды первого теплообменника 4;
- вход охлаждаемой среды, соединенный трубопроводом 52 с выходом охлаждающей среды первого теплообменника 4;
- выход охлаждаемой среды, соединенный с трубопроводом 20 отвода товарного газа.
Абсорбер 7 имеет следующие входы и выходы:
- первый выход, подключенный к трубопроводу 26;
- второй выход, подключенный к трубопроводу 38 отвода части отработанного абсорбента;
- третий выход, подключенный к трубопроводу 50 отвода жидких углеводородов из нижней части абсорбера в сборную емкость дегазации 19;
- первый вход, размещенный в нижней части абсорбера и подключенный к трубопроводу 28, сообщенному с выходом охладителя газа 6;
- второй вход, через который подают абсорбент, поступающий по трубопроводу 44.
Охладитель газа 6 может быть выполнен в виде турбодетандера (фиг. 2), а на трубопроводе 52 подачи охлаждаемой среды в четвертый теплообменник 8 могут быть последовательно по ходу газа установлены компрессор 53, расположенный на одном валу с охладителем в виде турбодетандера, и аппарат воздушного охлаждения 54 компримированного газа.
Кроме того, охладитель газа 6 может представлять собой одно из следующих устройств: парокомпрессионная холодильная машина, аппарат воздушного охлаждения газа, теплообменник для охлаждения газа, дроссель или эжектор.
Установка абсорбционной подготовки природного газа работает следующим образом.
Природный газ по трубопроводу 23 подвода сырого газа направляется в первый сепаратор 1, в котором осуществляется первичная сепарация.
Из первого сепаратора 1 газ отводится по трубопроводу 25. В газ первичной сепарации вводят антигидратный реагент (метанол) через узел подачи метанола 2. После чего газ с добавкой метанола охлаждают в аппарате воздушного охлаждения 3 и направляют на дополнительное охлаждение в первый теплообменник 4, в котором охлаждающей средой служит охлаждающая среда из четвертого теплообменника 8.
Охлажденный газоконденсатный поток из первого теплообменника 4 подается на вход второго сепаратора 5, из которого отсепарированный газ поступает по трубопроводу 27 в охладитель газа 6.
Охлажденный газ из охладителя газа 6 поступает в нижнюю часть абсорбера 7 по трубопроводу 28. В абсорбере 7 происходит абсорбция газа абсорбентом при температуре минус 30...минус 20°С. Поток газа отводится из верхней части абсорбера 7 по трубопроводу 26 и подается на вход четвертого теплообменника 8 в качестве охлаждающей среды. Нагретый в четвертом теплообменнике 8 поток газа подается на вход первого теплообменника 4 в качестве охлаждающей среды. Нагретый в первом теплообменнике поток подается на вход четвертого теплообменника 8 в качестве охлаждаемой среды. Поток газа отводится из четвертого теплообменника 8 по трубопроводу 20 в качестве товарного газа потребителю.
Охладитель газа 6 может быть выполнен в виде турбодетандера. В случае выполнения охладителя газа 6 в виде турбодетандера (фиг. 2) энергия, вырабатываемая в ходе расширения газа на рабочем колесе турбодетандера, может быть передана через общий вал на рабочее колесо компрессора 53, который в этом случае может быть установлен на трубопроводе 52 подачи охлаждаемой среды в четвертый теплообменник 8. Охлаждающую среду из первого теплообменника 4 пропускают через компрессор 53, обеспечивающий повышение рабочего давления газа. В компрессоре 53 происходит повышение температуры газа, и поэтому газ, отводимый из компрессора 53, охлаждают в аппарате воздушного охлаждения 54 компримированного газа и только после этого подают в качестве охлаждаемой среды в четвертый теплообменник 8.
Применение турбодетандера позволяет снизить энергетические затраты на подготовку газа, а именно продлить бескомпрессорный период работы установки абсорбционной подготовки и дополнительно извлечь углеводороды С5+.
Жидкие углеводороды из первого сепаратора 1 через трубопровод 24 с редуцирующим вентилем 51 направляются в первый трехфазный разделитель 9, в котором поток разделяют на газовую углеводородную фазу, жидкую углеводородную фазу и водометанольную фазу.
Газовая углеводородная фаза из первого трехфазного разделителя 9 по трубопроводу 31 подается в трубопровод 28 подачи газа в абсорбер 7. Жидкую углеводородную фазу отводят из первого трехфазного разделителя по трубопроводу 30 и подают во входной патрубок второго трехфазного разделителя 11. Часть жидкой углеводородной фазы из трубопровода 30 подают в сборную емкость дегазации 19. Водометанольную фазу из первого трехфазного разделителя 9 отводят по трубопроводу 32 в сборный трубопровод 22 отвода водометанольной фазы, из которого водометанольная фаза отводится из установки.
Поток жидких углеводородов с полуглухой тарелки абсорбера 7 отводится по трубопроводу 38 в третий теплообменник 18, где он нагревается. Из третьего теплообменника нагретый поток подается в трубопровод 30, где он смешивается с жидкой фазой, отводимой из первого трехфазного разделителя 9. Смешанный поток поступает во входной патрубок второго трехфазного разделителя 11, проходит через редуцирующий вентиль 12 и с давлением 3,0…1,5 МПа поступает на вход второго трехфазного разделителя 11, в котором поток разделяется на газовую углеводородную фазу, жидкую углеводородную фазу и водометанольную фазу.
Газовая углеводородная фаза из второго трехфазного разделителя 11 отводится по трубопроводу 33 и поступает в сборный газовый трубопровод 47, из которого она поступает в сборную емкость дегазации 19. Водометанольная фаза отводится из второго трехфазного разделителя 11 по трубопроводу 34 в сборный трубопровод 22.
Жидкая углеводородная фаза из второго трехфазного разделителя 11 подается в качестве нагреваемой среды во второй теплообменник 13, где нагревается потоком жидких углеводородов, отводимым из третьего сепаратора 16 (греющей среды), и по трубопроводу 40 поступает на вход третьего трехфазного разделителя 14, в котором поток разделяется на газовую углеводородную фазу, жидкую углеводородную фазу и водометанольную фазу.
Газовая углеводородная фаза из третьего трехфазного разделителя 14 отводится по трубопроводу 42 и поступает в сборный газовый трубопровод 47. Водометанольная фаза из третьего трехфазного разделителя 14 отводится по трубопроводу 43 в сборный трубопровод 22.
Жидкая углеводородная фаза отводится из третьего трехфазного разделителя 14 по трубопроводу 41 и поступает на вход теплообменной поверхности 45 печи 15.
В печи 15 жидкий углеводородный поток нагревается, например, посредством сжигания топлива, после чего подается на вход третьего сепаратора 16.
В третьем сепараторе 16 происходит отделение остаточных газов от жидкого углеводородного потока. Жидкие углеводороды отводятся из третьего сепаратора 16 по трубопроводу 36 и подаются в качестве греющей среды во второй теплообменник 13. А остаточные газы подаются в сборный газовый трубопровод 47.
Из второго теплообменника охлажденный поток жидких углеводородов через трубопровод 37 подается посредством насоса 17 в третий теплообменник 18 в качестве греющей среды. Пройдя через второй и третий теплообменники, жидкий дегазированный углеводородный продукт охлаждается и подается на вход абсорбера 7 в качестве абсорбента.
Таким образом, в качестве абсорбента в абсорбере 7 используется поток жидких углеводородов, отсепарированных в первом сепараторе, а затем прошедших несколько ступеней дегазации и отделения водометанольной фазы (первый, второй и третий трехфазные разделители), нагрев в печи, сепарацию (третий сепаратор) и охлаждение в первом и втором теплообменниках.
Поток жидких углеводородов, используемый в качестве абсорбента, имеет массовое содержание фракции С10+ в количестве не менее 85%, таким образом, содержание углеводородов С5+ в составе товарного газа снизится на 50-80%. Оптимальным расходом абсорбента при проведении процесса абсорбции считается 10…15 г/м3 относительно сырья аппарата сепаратора-абсорбера 7. Для восполнения технологических потерь абсорбента может быть использован подпитывающий поток, в качестве которого может выступать: жидкая углеводородная продукция сборной емкости дегазации 19, или жидкая углеводородная из блока подготовки жидкой продукции (стабильный, деэтанизированный или нестабильный конденсат), или насыщенный абсорбент.
В сборную емкость дегазации 19 поступают следующие жидкие углеводородные потоки:
- по трубопроводу 29 подводится жидкий поток из второго сепаратора 5;
- по трубопроводу 49 подводится часть потока жидких углеводородов из первого трехфазного разделителя 9;
- по трубопроводу 50 подводится поток жидких углеводородов из нижней части абсорбера 7;
- по сборному газовому трубопроводу 47 подводится сборный газовый поток из второго и третьего трехфазных разделителей и из третьего сепаратора.
В сборной емкости дегазации 19 происходит смешение всех потоков и отделение метан-этановой фракции. Метан-этановая фракция отводится по трубопроводу 48 из сборной емкости дегазации 19 в трубопровод 52 подачи охлаждаемой среды в четвертый теплообменник 8, где смешивается с потоком газа, подаваемого на охлаждение в четвертый теплообменник 8.
Жидкие углеводороды отводятся из емкости дегазации 19 по трубопроводу 21 в качестве конечного (товарного) продукта установки (нестабильный конденсат). При несоответствии характеристик товарного жидкого углеводородного продукта требованиям производителя на трубопроводе 21 устанавливается блок подготовки жидкого углеводородного продукта (не показан), включающий в себя устройство для нагрева жидкого углеводородного продукта и устройство для дегазации жидкого продукта.
Описанное техническое решение позволяет получить абсорбент с массовым содержанием фракции С10+ в количестве менее 85%, что снизит содержание углеводородов С5+ в составе товарного газа на 50-80% и, кроме того, при применении упомянутого абсорбента снизятся потери метанола в составе товарного газа на 20…30%.
Также заявленная установка позволяет осуществить эффективную осушку товарного газа и получить товарный газ, имеющий низкое значение точки росы по углеводородам (углеводородному конденсату) и по водной (неуглеводородной) фазе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПОДГОТОВКИ ПРИРОДНОГО ГАЗА | 2016 |
|
RU2635946C1 |
| СПОСОБ ПОДГОТОВКИ ПРИРОДНОГО ГАЗА | 2016 |
|
RU2645102C2 |
| СПОСОБ АБСОРБЦИОННОЙ ПОДГОТОВКИ ПРИРОДНОГО ГАЗА | 2016 |
|
RU2645124C1 |
| СПОСОБ ОБРАБОТКИ ГАЗОКОНДЕНСАТНОЙ УГЛЕВОДОРОДНОЙ СМЕСИ | 2005 |
|
RU2283689C1 |
| СПОСОБ ОБРАБОТКИ ГАЗОКОНДЕНСАТНОЙ УГЛЕВОДОРОДНОЙ СМЕСИ | 2005 |
|
RU2283690C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПРИРОДНОГО ГАЗА | 2017 |
|
RU2659311C1 |
| СПОСОБ ПОДГОТОВКИ СМЕСИ ГАЗООБРАЗНЫХ УГЛЕВОДОРОДОВ ДЛЯ ТРАНСПОРТИРОВКИ | 2012 |
|
RU2497929C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПРИРОДНОГО ГАЗА | 1998 |
|
RU2124929C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПОДГОТОВКИ ПРИРОДНОГО ГАЗА И ИЗВЛЕЧЕНИЯ НЕСТАБИЛЬНОГО УГЛЕВОДОРОДНОГО КОНДЕНСАТА ИЗ ПЛАСТОВОГО ГАЗА (ВАРИАНТЫ) И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476789C1 |
| СПОСОБ ПРОМЫСЛОВОЙ ПОДГОТОВКИ ПРОДУКЦИИ ГАЗОКОНДЕНСАТНЫХ ЗАЛЕЖЕЙ С ИСПОЛЬЗОВАНИЕМ В КАЧЕСТВЕ ХЛАДАГЕНТА НЕСТАБИЛЬНОГО ГАЗОВОГО КОНДЕНСАТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2493898C1 |
Изобретение относится к газовой промышленности, в частности к подготовке природного газа и извлечению нестабильного углеводородного конденсата из пластового газа, и может быть использовано на газоконденсатных месторождениях, расположенных в зоне многолетнемерзлых грунтов. Установка абсорбционной подготовки природного газа содержит абсорбер, первый, второй и третий сепараторы, первый, второй, третий и четвертый теплообменники, первый, второй и третий трехфазные разделители, аппарат воздушного охлаждения газа первичной сепарации, узел подачи метанола, охладитель газа, печь с теплообменной поверхностью и сборную емкость дегазации, имеющую выход, подключенный к трубопроводу отвода товарного жидкого углеводородного продукта. В качестве абсорбента в абсорбере используется жидкий углеводородный продукт, полученный из жидкой углеводородной фазы, отводимой из первого сепаратора. Получение абсорбента происходит путем последовательного отделения газа от упомянутого жидкого углеводородного продукта в первом трехфазном разделителе, втором трехфазном разделителе, третьем трехфазном разделителе и третьем сепараторе с промежуточным нагревом в печи. Газ из абсорбера проходит через четвертый и первый теплообменники и поступает в трубопровод отвода товарного газа. Техническим результатом является повышение качества подготовки природного газа. 2 з.п. ф-лы, 2 ил.
1. Установка абсорбционной подготовки природного газа, содержащая абсорбер, первый, второй и третий сепараторы, первый, второй, третий и четвертый теплообменники, первый, второй и третий трехфазные разделители, к каждому из которых подключен трубопровод отвода водометанольной фазы, аппарат воздушного охлаждения газа первичной сепарации, узел подачи метанола, охладитель газа, печь с теплообменной поверхностью и сборную емкость дегазации, имеющую первый выход, подключенный к трубопроводу отвода товарного жидкого углеводородного продукта, второй выход, подключенный к трубопроводу отвода метан-этановой фракции в трубопровод подачи охлаждаемой среды четвертого теплообменника, первый вход, подключенный к трубопроводу отвода жидких углеводородов из второго сепаратора, второй вход, подключенный к трубопроводу подачи жидких углеводородов из трубопровода отвода жидкой углеводородной фазы первого трехфазного разделителя, третий вход, подключенный к трубопроводу отвода жидких углеводородов из нижней части абсорбера, и четвертый вход, подключенный к сборному газовому трубопроводу, собирающему газовую углеводородную фазу из второго трехфазного разделителя, из третьего трехфазного разделителя и газ из третьего сепаратора, при этом к первому сепаратору подключен трубопровод подвода сырого газа, трубопровод отвода жидких углеводородов, соединенный с входом первого трехфазного разделителя, и трубопровод отвода газа, который после установленного на нем узла подачи метанола соединен по ходу газа с газовым каналом аппарата воздушного охлаждения, каналом охлаждаемой среды первого теплообменника и входом второго сепаратора, первый теплообменник имеет вход охлаждающей среды, соединенный с выходом охлаждающей среды из четвертого теплообменника, и выход охлаждающей среды, соединенный с входом охлаждаемой среды четвертого теплообменника, второй сепаратор имеет выход газа, соединенный с входом охладителя газа, выход которого соединен с трубопроводом подачи газа в абсорбер, первый трехфазный разделитель снабжен трубопроводом отвода жидкой углеводородной фазы и трубопроводом отвода газовой углеводородной фазы, выходной конец которого подключен к трубопроводу подачи газа в абсорбер, второй трехфазный разделитель снабжен входом, соединенным с трубопроводом отвода жидкой углеводородной фазы из первого трехфазного разделителя и трубопроводом отвода газовой углеводородной фазы, второй теплообменник имеет вход нагреваемой среды, соединенный с трубопроводом отвода жидкой углеводородной фазы из второго трехфазного разделителя, при этом третий трехфазный разделитель имеет вход, соединенный трубопроводом с выходом нагреваемой среды второго теплообменника, трубопровод отвода газовой углеводородной фазы и трубопровод отвода жидкой углеводородной фазы, соединенный с входом теплообменной поверхности печи, выход которой, соединен с входом третьего сепаратора, имеющего трубопровод отвода жидких углеводородов, соединенный с входом греющей среды второго теплообменника, и трубопровод отвода газа, причем третий теплообменник имеет вход греющей среды, соединенный с трубопроводом отвода греющей среды из второго теплообменника, выход греющей среды, соединенный с входом абсорбера, предназначенным для подачи абсорбента, вход нагреваемой среды, соединенный с трубопроводом отвода части отработанного абсорбента из абсорбера, и трубопровод отвода нагреваемой среды, выходной конец которого подсоединен к трубопроводу отвода жидкой углеводородной фазы из первого трехфазного разделителя, и, кроме того, вход охлаждающей среды четвертого теплообменника соединен с трубопроводом отвода газа из абсорбера, а выход охлаждаемой среды четвертого теплообменника соединен с трубопроводом отвода товарного газа потребителю.
2. Установка по п. 1, отличающаяся тем, что охладитель газа выполнен в виде турбодетандера, а на трубопроводе подачи охлаждаемой среды в четвертый теплообменник последовательно по ходу газа установлены компрессор, расположенный на одном валу с упомянутым турбодетандером, и аппарат воздушного охлаждения компримированного газа.
3. Установка по п. 1, отличающаяся тем, что на трубопроводе отвода жидкого углеводородного продукта из сборной емкости дегазации установлен блок подготовки жидкого углеводородного продукта, включающий в себя устройство для нагрева жидкого углеводородного продукта и устройство для дегазации жидкого продукта.
| СПОСОБ ОБРАБОТКИ ГАЗОКОНДЕНСАТНОЙ УГЛЕВОДОРОДНОЙ СМЕСИ | 2005 |
|
RU2283690C1 |
| SU 1834459 A1, 10.03.1996 | |||
| US 0004519824 A1, 28.05.1985 | |||
| EP 1588111 B1, 24.06.2015 | |||
| Способ подготовки природного газа к транспорту | 1983 |
|
SU1245826A1 |

