Изобретение относится к области нефте- и газодобывающей промышленности, а также к области переработки углеводородов, и может быть использовано при подготовке газообразного углеводородного сырья для транспортировки, а также при утилизации нефтяного попутного газа.
Известен (Великовский А.С., Саввина Я.Д. Применение низкотемпературной сепарации при содержании в конденсате парафина. - Газовая промышленность, 1961 N 2, с.5-7) способ подготовки к транспорту парафиносодержащего газа процессом низкотемпературной сепарации. В этом способе для предотвращения отложения парафинов на поверхностях оборудования установки НТС производят отделение тяжелых парафиносодержащих фракций конденсата на установке предварительной сепарации, расположенной вблизи скважин. Для окончательной переработки отсепарированный газ подают на установку низкотемпературной сепарации, расположенную на отдельной площадке. После отделения от воды конденсат по отдельному трубопроводу подается также на ту же установку низкотемпературной сепарации.
Недостатком этого способа является его большая металлоемкость, связанная с обработкой пластовой продукции на двух площадках и отдельным транспортированием потоков газа и конденсата на основную установку низкотемпературной сепарации для окончательной переработки. Кроме того, при уносе жидкой фазы с установки предварительной сепарации происходит выделение твердых парафинов на установке низкотемпературной сепарации и их отложение и налипание на поверхностях регулирующих устройств, трубок теплообменников, приборов и т.д.
Известен (Фролова Л.Н. и др. Анализ эксплуатации технологического оборудования установок промысловой подготовки газа Валанжинской залежи Уренгойского ГКМ. Обз. информ. Сер. Подготовка и переработка газа и газового конденсата. М., ВНИИЭгазпром, 1989, с.4.2) способ подготовки газоконденсатной смеси к транспорту трехступенчатой сепарацией, включающий подачу пластовой продукции в сепаратор первой ступени, отвод из него жидкой фазы для дальнейшей переработки, подачу отсепарированного в первой ступени газа через теплообменник первой ступени охлаждения в сепаратор второй ступени, отвод из него жидкой фазы для дальнейшей переработки, подачу отсепарированного во второй ступени газа через теплообменник второй ступени охлаждения и расширительное устройство в сепаратор третьей ступени, вывод из него жидкой фазы, подачу отсепарированного в третьей ступени газа последовательно через теплообменники второй и первой ступени охлаждения потребителю. В этом способе наличие промежуточного сепаратора позволяет вывести из системы часть тяжелых фракций конденсата до поступления потока в теплообменник низкотемпературной ступени и предотвратить отложение парафинов.
Недостатком этого способа является отложение твердых парафинов на поверхности труб теплообменника первой ступени охлаждения и, как следствие, не достигается в нем проектный режим эксплуатации. Ввиду этого снижается степень конденсации тяжелых осадкообразующих компонентов. В дальнейшем эти компоненты в составе газа поступают в теплообменник низкотемпературной ступени, в нем конденсируются и, частично осаждаясь на поверхностях труб, снижают эффективность его работы. Кроме того, известный способ не может быть реализован при значительных отрицательных температурах окружающей среды из-за усиленного отложения твердых парафинов на внутренних поверхностях оборудования.
Известна (RU, патент 2182035 Установка подготовки и переработки углеводородного сырья газоконденсатных залежей, включающая входной сепаратор, рекуперативный газовый теплообменник, эжектор, низкотемпературный сепаратор, трехфазные разделители первой и второй ступеней, дегазатор. Кроме того, установка дополнительно снабжена последовательно соединенными рекуперативным теплообменником, колонной деэтанизации, компрессором, аппаратом воздушного охлаждения и рекуперативным газожидкостным теплообменником, вход рекуперативного теплообменника соединен с выходом конденсата из дегазатора, вход в верхнюю часть колонны деэтанизации соединен с выходом конденсата из дегазатора, выход рекуперативного газожидкостного теплообменника соединен с входом низкотемпературного сепаратора.
Известная установка работает следующим образом.
Продукция газоконденсатных скважин с давлением до 13 МПа поступает на входной сепаратор, где происходит отделение воды и конденсата. Отсепарированный газ охлаждается в рекуперативном газовом теплообменнике, дросселируется в эжекторе до давления 7.5 МПа и поступает в низкотемпературный сепаратор. Осушенный газ после сепаратора нагревается в рекуперативном газовом теплообменнике и отводится с установки в качестве товарного продукта или направляется на сжижение или переработку.
Нестабильный конденсат (НК) из сепаратора дросселируется до давления не ниже 7,6 МПа и поступает в трехфазный разделитель первой ступени, из низкотемпературного сепаратора дросселируется до давления не ниже 3,9 МПа и поступает в трехфазный разделитель второй ступени. В трехфазных разделителях первой и второй ступеней происходит отделение от НК водометанольного раствора (BMP) и частичная дегазация НК (за счет дозированного сброса давления после сепараторов). Газ дегазации из трехфазных разделителей первой и второй ступеней возвращается в линию осушаемого газа: из трехфазного разделителя первой ступени подается в поток газа после эжектора перед низкотемпературным сепаратором под собственным давлением, из трехфазного разделителя второй ступени поступает на эжектор в качестве пассивного газа.
Для предотвращения гидратообразования в системах сбора и подготовки газа применяется водометанольный раствор (BMP). Впрыск BMP осуществляется на устья скважин (в случае работы газосборных шлейфов в гидратном режиме), а также перед рекуперативным газовым теплообменником.
НК из трехфазных разделителей первой и второй ступеней объединяется в общем коллекторе, дросселируется до давления не ниже 3,8 МПа и направляется в дегазатор. Газ дегазации из дегазатора объединяется с потоком газа дегазации из трехфазного разделителя второй ступени и подается на эжектор в качестве пассивного газа. Выветренный в дегазаторе конденсат (ВК) делится на два потока. Основной поток ВК (70-80%) нагревается деэтанизированным конденсатом в рекуперативном теплообменнике и подается в среднюю часть колонны деэтанизации. Оставшаяся холодная часть ВК (20-30%), минуя рекуперативный теплообменник, направляется в верхнюю часть колонны деэтанизации конденсата с целью поддержания температуры верха колонны. Газ деэтанизации с верха колонны деэтанизации конденсата сжимается компрессором до давления не ниже 7,6 МПа, охлаждается в аппарате воздушного охлаждения (АВО), доохлаждается в рекуперативном газожидкостном теплообменнике и подается на вход низкотемпературного сепаратора. Деэтанизированный конденсат отводится с установки в качестве товарного продукта или направляется на стабилизацию и дальнейшую переработку.
Недостатком известного технического решения следует признать его назначение - подготовка и переработка продукции газоконденсатных залежей, но не подготовка газообразных углеводородов к транспортировке. Кроме того, в процессе подготовки продукт разработки газоконденсатных месторождений не проходит стадию каталитической переработки пропан-бутановой фракции для получения БТК фракции, что позволяет хранить на Крайнем Севере не пропан-бутановую фракцию в емкостях под давлением, а хранить стабильную БТК фракцию, которой и по объему в 2 раза меньше.
Наиболее близким аналогом разработанного способа можно признать (Бекиров Т.М., Ланчаков Г.А. Технология обработки газа и конденсата. М., «Недра», 1999, гл. 7 «Подготовка газа к транспорту с применением процесса низкотемпературной сепарации»), согласно которому проводят низкотемпературную сепарацию исходной смеси газообразных углеводородов с выделением газовой фракции и нестабильного углеводородного конденсата, с последующей стабилизацией углеводородного конденсата и выделение сжиженной пропан - бутановой фракции.
Недостатком известного способа следует признать сложность его применения в сложных природно-климатических условиях вдали от систем транспортирования газа и потребителей пропан - бутановой фракции из-за нерешенности проблемы, как утилизации, так и переработки пропан - бутановой фракции.
Технический результат, получаемый при реализации разработанного способа, состоит в подготовке смеси газообразных углеводородов к транспортировке, в том числе, и в условиях Крайнего Севера.
Для достижения указанного технического результата предложено использовать разработанный способ подготовки смеси газообразных углеводородов для транспортировки. Согласно разработанному способу проводят низкотемпературную сепарацию исходной смеси газообразных углеводородов с выделением газовой фракции и нестабильного углеводородного конденсата с последующей стабилизацией углеводородного конденсата и выделением сжиженной пропан - бутановой фракции, причем сжиженную пропан - бутановую фракцию подвергают каталитической дегидроциклодимеризации с получением ароматических углеводородов и фракции газообразных углеводородов, при этом фракцию газообразных углеводородов компримируют и возвращают в поток газовой фракции на стадии низкотемпературной сепарации.
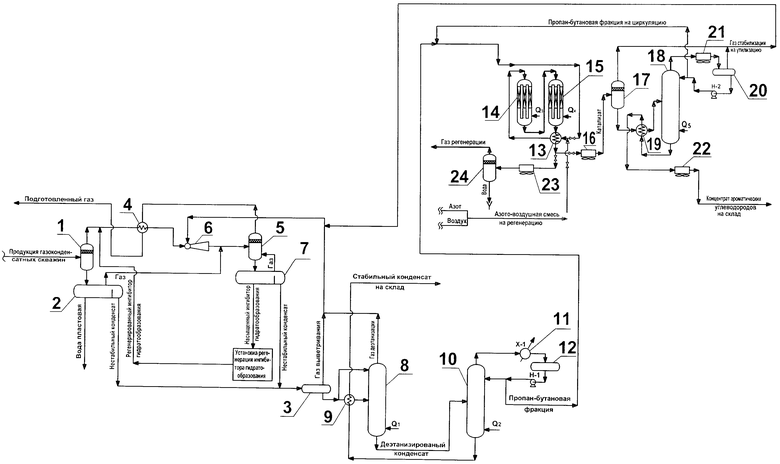
Для реализации разработанного способа может быть предложено устройство (см. чертеж), содержащее установленные последовательно магистраль подачи исходный сырьевой поток, первый сепаратор для разделения газообразной фазы и жидкой фазы, разделитель жидкой фазы на отделенный газообразный компонент, скважинную воду, направляемую на утилизацию, и нестабильный конденсат, направляемый на дальнейшую переработку. Нестабильный конденсат поступает первоначально в колонну деэтонизации, затем в колонну стабилизации. Выход по целевому продукту подключен к теплообменнику, первый выход которого подключен к первому реактору ароматизации, выход которого подключен ко второму входу первого теплообменника, второй выход первого теплообменника подключен к входам первого и второго дополнительных сепараторов, выход по стабилизированному газу первого дополнительного сепаратора выполнен с возможностью подключения к магистрали стабилизированного газа, второй выход первого стабилизатора через второй теплообменник подключен к средней части колонны катализа, первый выход колонны катализа выполнен с возможностью подключения через третий теплообменник к указанной магистрали стабилизированного газа, а также посредством магистрали рециркуляции к магистрали пропан - бутановой фракции, второй выход колонны катализа через четвертый теплообменник подключен к магистрали концентрата ароматических углеводородов, при этом первый выход второго сепаратора выполнен с возможностью подключения к магистрали газа регенерации, а второй выход второго сепаратора выполнен с возможностью сброса воды, причем к первому входу первого теплообменника подключена магистраль подачи азотно-воздушной смеси.
В предпочтительном варианте реализации разработанный способ может быть реализован следующим образом.
Сырьевой поток (продукцию газоконденсатной скважины) направляют в первый сепаратор 1, из которого жидкую фазу отводят в трехфазный разделитель 2. Из указанного разделителя 2 пластовую воду отводят на утилизацию, а нестабильный конденсат отводят в емкость выветривания 3.
Углеводородный газ из первого сепаратора 1 последовательно охлаждают в рекуперативном теплообменнике 4 за счет контакта с охлажденным подготовленным газом, выходящим из второго низкотемпературный сепаратора 5, а также в эжекторе 6 за счет сброса давления на нем. После эжектора 6 в основной поток подготавливаемого газа вводят газ из трехфазного разделителя 2. Перед рекуперативном теплообменником 4 для предотвращения опасности выпадения кристаллогидратов в сырьевой газ для связывания выделяющейся при охлаждении воды впрыскивают ингибитор гидратообразования, в качестве которого используют предпочтительно 90% водный раствор метанола или 80% водный раствор этиленгликоля.
Охлажденную до температуры - 5 ÷ -40°C газожидкостную смесь подают в низкотемпературный сепаратор 5, из которого подготовленный газ после подогрева в рекуперативном теплообменнике 4 поступает в транспортный газопровод. Жидкую фазу из низкотемпературного сепаратора 5 разделяют во втором разделителе 7 на насыщенный водой ингибитор кристаллообразования и нестабильный конденсат. Ингибитор после отделения излишней воды на установке регенерации рециркулируют в поток газа после первого сепаратора 1, а нестабильный конденсат подают в емкость выветривания 3 с нестабильным конденсатом из трехфазного разделителя 2.
Нестабильный конденсат из емкости выветривания 3 разделяют на два потока, один из которых используют для орошения колонны деэтанизации 8, а второй - как питание этой колонны деэтанизации 8 после нагрева в теплообменнике 9. Газ выветривания из емкости выветривания 3 и газ деэтанизации из колонны деэтанизации 8 утилизируют в эжекторе 6.
Деэтанизированный (освобожденный от метана и этана) конденсат от низа колонны деэтанизации 8 отводят на ректификацию в колонну стабилизации 10. Стабильный конденсат от низа колонны стабилизации 10 охлаждают в теплообменнике 9 и отводят на склад. Пары верха колонны стабилизации 10 конденсируют в холодильнике 11 и собирают в емкости 12, откуда насосом часть полученной пропан - бутановой фракции направляют в виде орошения на верх колонны стабилизации 10, а балансовую часть пропан - бутановой фракции направляют на переработку.
Для поддержания температурного режима низа колонн деэтанизации 8 и стабилизации 10 в их кубовые части подводят тепловую энергию - соответственно Q1 и Q2.
Пропан - бутановую фракцию после предварительного нагрева в теплообменнике 13 для осуществления процесса дегидроциклодимеризации вводят последовательно в два реактора, снабженный катализатором и тепловыми трубами для поддержания адиабатического режима работы: сначала в 14 для преобразования бутана в соединения ароматического ряда при температуре от 470 до 500°C, а затем в 15 для превращения пропана в соединения ароматического ряда при температуре от 510 до 540°C.
Для поддержания соответствующего режима в реакторы 14 и 15 дополнительно подводят тепловую энергию - соответственно Q3 и Q4.
Полученные продукты реакции (катализат) охлаждают в теплообменнике 13 и первом воздушном холодильнике 16, после чего жидкую фазу отделяют от неконденсирующихся газов в третьем сепараторе 17. Газы отводят на утилизацию в эжектор 6, а жидкую фазу подают на ректификацию в колонну 18 после предварительного нагрева в теплообменнике 19. Температуру низа колонны 18 обеспечивают подачей дополнительной тепловой энергии Q5, а температуру верхней части колонны 18 регулируют подачей орошающей жидкой фазы из емкости 20 насосом. Жидкость для орошения получают путем конденсации во втором воздушном холодильнике 21 паров верха колонны 18 (в основном, непрореагировавшей части пропан - бутановой фракции). Избыток пропан - бутановой фракции возвращают в сырьевой поток перед реакторами. Готовый продукт - концентрат углеводородов ароматического ряда - после охлаждения в теплообменнике 19 и третьем воздушном холодильнике 22 направляют на склад.
Регенерацию катализатора в реакторах 14 и 15 осуществляют при температуре 500-550°C подачей азото - воздушной смеси после предварительного ее нагрева в теплообменнике 13 отработанными продуктами регенерации. Выходящие газы регенерации охлаждают в теплообменнике 13 и четвертом воздушном холодильнике 23, а затем разделяют в сепараторе 24: сконденсировавшуюся жидкость (в основном, воду) сбрасывают на утилизацию, а газовую фазу отводят на рассеивание в атмосфере.
В дальнейшем сущность разработанного технического решения будет раскрыта с использованием примера реализации способа.
Продукция газоконденсатных скважин в количестве 150000 кг/ч поступает в сепаратор 1 с давлением 11 МПа и температурой 5°C. В разделителе 2 смесь разделяется на пластовую воду (примерно 100 кг/ч) и нестабильный конденсат (примерно 27500 кг/ч). Из сепаратора 1 отсепарированный газ в количестве примерно 120900 кг/ч поступает в теплообменник 4, в котором поступивший газ охлаждается до температуры -10°C. Для предотвращения гидратообразования в газе в него перед теплообменником 4 подают ингибитор гидратообразования (водометанольный раствор с содержанием метанола 90%) в количестве 350 кг/ч. Из теплообменника 4 газ поступает в качестве активного потока в эжектор 6, на котором давление газа падает до 6 МПа, а температура - до -40°C.
В низкотемпературном сепараторе 5, совмещенном с разделителем 7, газожидкостной поток разделяется на подготовленный газ (примерно 112000 кг/ч), насыщенный 50% раствор метанола (примерно 630 кг/ч) и нестабильный конденсат. Подготовленный газ направляют после нагрева в теплообменнике 4 до температуры - 15°С в транспортный газопровод, а раствор метанола -на установку регенерации. Нестабильный конденсат из разделителя 7объединяют с нестабильным конденсатом из разделителя 2 и с давлением 2,5 МПа при температуре - 15°C собирают в количестве примерно 36120 кг/ч в выветривателе 3. Газы выветривания в количестве примерно 3800 кг/ч отводят на эжектор 6, а нестабильный конденсат поступает в колонну деэтонизации 8 двумя потоками: в качестве питания в среднюю часть после нагрева в теплообменнике 9 до температуры 60°C (примерно 19390 кг/ч) и в качестве орошения на верх колонны(примерно 12930 кг/ч). Давление в колонне деэтонизации 8 поддерживают на уровне2,3 МПа при температуре верха 0°C, а низа 90°C.
С верха колонны деэтонизации 8 отбирают легкий газ деэтонизации (примерно 5740 кг/ч), который вместе с газами выветривания из выветривателя 3 подают на эжектор 6. Деэтанизированный нестабильный конденсат с низа колонны деэтонизации 8 (примерно 26580 кг/ч) направляют в колонну стабилизации 10, работающую при рабочих параметрах: давление 1,7 МПа, температура верха - +65°C, температура низа - +200°C. Пары верха полностью конденсируются в охладителе 11 и собираются в емкости 12, откуда насосом часть пропан - бутановой фракции с температурой 45°C подают в качестве орошения, а балансовую часть (примерно 13200 кг/ч) откачивают на узел ароматизации. Стабильный конденсат (примерно 13380 кг/ч) охлаждают в теплообменнике 9 до 40°C и отводят в товарный парк.
Пропан-бутановую фракцию перед реакторным узлом предварительно подогревают горячими продуктами реакции в теплообменнике 13 до 250°C. В реакторе 14 при давлении 2-3 МПа и температуре 470-500°C на цеолитсодержащем катализаторе в ароматические соединения превращается, в основном, бутан. Превращение пропана происходит в следующем реакторе 15 после подъема температуры до 510-540°C. Нагрев сырья до необходимой температуры в реакторах 14 и 15 производят с использованием промежуточного теплоносителя, циркулирующего в тепловых трубах.
Продукты реакции (катализат) на выходе из реактора 15 охлаждают в теплообменнике 13 и холодильнике 16 до 40°C, конденсирующуюся жидкую фазу отделяют от газа в сепараторе 17 и направляют на ректификацию в количестве примерно 7260 кг/ч. После нагрева в теплообменнике 19 до 150°C катализат поступает в среднюю часть колонны 18. Режим работы колонны 18 - давление 2,5÷3,0 МПа, температура верха 65-75°C, низа 260-270°C. Обогрев кубовой части колонны 18 осуществляют либо с использованием дополнительного нагревателя (печи, испарителя), либо с использованием горячих продуктов реакции из реактора 15. Поддержание температуры верха колонны 18 обеспечивают подачей холодного орошения (40°C) после конденсации паров в холодильнике 21 и сбора жидкости в емкости 20. Часть непрореагировавшей бутан-пропановой фракции (примерно 130 кг/ч) возвращают на циркуляцию в сырьевой поток перед реакторным узлом.
Газы стабилизации из емкости 20 (примерно 930 кг/ч) объединяют с газом сепарации из сепаратора 17 (примерно 6330 кг/ч) и направляют с температурой 40°C и давлением 2,5-3,0 МПа на эжектор 6 для утилизации. Стабильная фракция ароматических углеводородов с низа колонны 18 последовательно охлаждают на теплообменнике 19 и холодильнике 22 до температуры 40°C и в количестве примерно 6330 кг/я отводят в товарный парк.
Регенерацию цеолитсодержащего катализатора в реакторах 14 и 15 осуществляют через 250-300 часов работы примерно в течение 100 часов. При этом давление в реакторах составляет 0,6 МПа, а температура - до 550°C. Используют азото-воздушную регенерации при расходе азота до 1300 м3/ч и воздуха до 1300 м3/ч.
Применение разработанного способа позволяет:
- отказаться от использования дорогостоящих и занимающих большую площадь товарных парков и устройств налива сжиженной пропан - бутановой фракции на давление 2,0 МПа за счет переработки ее в стабильную жидкость - концентрат ароматических углеводородов - и углеводородный газ;
- полученный углеводородный газ вернуть в основной поток газа.
Разработанный способ наиболее целесообразно использовать на отдаленных газоконденсатных и нефтегазовых месторождениях при сложных аспектах обустройства этих месторождений: суровых природно-климатических условиях, наличие вечной мерзлоты, полное отсутствие инфраструктуры, отдаленности от систем транспорта и потребителей пропан - бутановой фракции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДГОТОВКИ СМЕСИ ГАЗООБРАЗНЫХ УГЛЕВОДОРОДОВ ДЛЯ ТРАНСПОРТИРОВКИ | 2012 |
|
RU2497928C1 |
| ЭЖЕКТОР, УСТРОЙСТВО И СПОСОБ ПОДГОТОВКИ К ПЕРЕРАБОТКЕ ГАЗООБРАЗНОЙ СМЕСИ ЛЕГКИХ УГЛЕВОДОРОДОВ | 2009 |
|
RU2412227C1 |
| УСТАНОВКА И СПОСОБ ВВЕДЕНИЯ РЕАГЕНТА В ТРУБОПРОВОД С ИСПОЛЬЗОВАНИЕМ ЭЖЕКТОРА | 2013 |
|
RU2532822C1 |
| УСТАНОВКА ПОДГОТОВКИ И ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ ГАЗОКОНДЕНСАТНЫХ ЗАЛЕЖЕЙ | 2000 |
|
RU2182035C1 |
| СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВ ПУТЕМ СОВМЕСТНОЙ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ И КИСЛОРОДСОДЕРЖАЩЕГО ОРГАНИЧЕСКОГО СЫРЬЯ | 2014 |
|
RU2567534C1 |
| СПОСОБ ПРОМЫСЛОВОЙ ПОДГОТОВКИ ПРОДУКЦИИ ГАЗОКОНДЕНСАТНЫХ ЗАЛЕЖЕЙ С БОЛЬШИМ СОДЕРЖАНИЕМ ТЯЖЕЛЫХ УГЛЕВОДОРОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500453C1 |
| Способ и установка получения моторного топлива | 2017 |
|
RU2658826C1 |
| СПОСОБ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗОКОНДЕНСАТНЫХ ЗАЛЕЖЕЙ С ГЛУБОКИМ ИЗВЛЕЧЕНИЕМ УГЛЕВОДОРОДОВ С3+ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2615703C2 |
| Способ и установка вариативной переработки газа деэтанизации | 2015 |
|
RU2618632C9 |
| СПОСОБ ДЕЭТАНИЗАЦИИ НЕСТАБИЛЬНОГО ГАЗОВОГО КОНДЕНСАТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446854C1 |
Изобретение относится к области нефте- и газодобывающей промышленности. Изобретение касается способа подготовки смеси газообразных углеводородов для транспортировки, в котором проводят низкотемпературную сепарацию исходной смеси газообразных углеводородов с выделением газовой фракции и нестабильного углеводородного конденсата, с последующей стабилизацией углеводородного конденсата и выделением сжиженной пропан-бутановой фракции. Перед стабилизацией нестабильного углеводородного конденсата его подвергают операции деэтанизации, сжиженную пропан-бутановую фракцию подвергают каталитической дегидроциклодимеризации в двух последовательных реакторах, причем в первом реакторе преобразуют бутан, а во втором реакторе преобразуют пропан, с получением ароматических углеводородов и фракции газообразных углеводородов, при этом фракцию газообразных углеводородов компримируют и возвращают в поток газовой фракции на стадии низкотемпературной сепарации. Технический результат - транспортировка смеси с получением продуктов в природно-климатических условиях Крайнего Севера. 1 ил.
Способ подготовки смеси газообразных углеводородов для транспортировки, включающий низкотемпературную сепарацию исходной смеси газообразных углеводородов с выделением газовой фракции и нестабильного углеводородного конденсата, с последующей стабилизацией углеводородного конденсата и выделением сжиженной пропан-бутановой фракции, отличающийся тем, что перед стабилизацией нестабильного углеводородного конденсата его подвергают операции деэтанизации, сжиженную пропан-бутановую фракцию подвергают каталитической дегидроциклодимеризации в двух последовательных реакторах, причем в первом реакторе преобразуют бутан, а во втором реакторе преобразуют пропан с получением ароматических углеводородов и фракции газообразных углеводородов, при этом фракцию газообразных углеводородов компримируют и возвращают в поток газовой фракции на стадии низкотемпературной сепарации.
| УСТАНОВКА ПОДГОТОВКИ И ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ ГАЗОКОНДЕНСАТНЫХ ЗАЛЕЖЕЙ | 2000 |
|
RU2182035C1 |
| Устройство для резки чайного листа и т.п. | 1938 |
|
SU57278A1 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ ПОПУТНОГО ГАЗА | 1998 |
|
RU2139844C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ ГАЗООБРАЗНОЙ СМЕСИ ЛЕГКИХ УГЛЕВОДОРОДОВ, СОДЕРЖАЩЕЙ ПРОПАН И БУТАН | 2001 |
|
RU2192448C1 |
| US 4528412 A, 09.07.1985. | |||

