Изобретение относится к изготовлению внутрисосудистых имплантатов из сплава на основе никелида титана с эффектом памяти формы (ЭПФ) и сверхэластичности с модифицированной поверхностью, предназначенных для длительной эксплуатации в кровеносных сосудах организма и обладающих коррозионной стойкостью, биосовместимостью и нетоксичностью в биологических средах.
Известен способ формообразования изделия, в том числе медицинского назначения, из сплава с эффектом памяти формы с использованием термообработок изделия, заневоленного на формообразующем элементе при охлаждении до мартенситного состояния, а термообработку ведут путём последовательных выдержек заневоленного изделия при температуре начала обратного мартенситного превращения, температуре завершения обратного мартенситного превращения и температуре фиксации формы (RU 2372417, C22F 1/00, B21K 3/00, опубл. 10.11.2009) [1]. Техническим результатом является упрощение и расширение сферы применения способа формообразования изделия из сплава с эффектом памяти формы. Ограничением применения данного изобретения является невозможность использования при необходимости больших деформаций для задания требуемой формы без нарушения целостности конструкции, что особенно актуально для конструкций с малыми геометрическими размерами отдельных элементов. Кроме того, в изобретении не предусматриваются технологические операции по снижению токсичности изделий из никелида титана, что также ограничивает использование способа для изделий медицинского назначения.
Известен способ термомеханической обработки изделий из сплава на основе никелида титана для производства изделий из сплава на основе никелида титана (RU 2374356, C22F 1/10, опубл. 27.11.2009) [2] с использованием двух этапов: на первом этапе проводят предварительный нагрев изделия до 500÷600 °С, выдержку при этой температуре, последующую деформацию и охлаждение в деформированном состоянии, а на втором этапе проводят нагрев изделия до температуры 250÷350 °С, выдержку не более одной минуты, повторное деформирование растяжением со степенью не более 1 % и охлаждение изделия с одновременной разгрузкой. Техническим результатом является обеспечение высоких значений псевдоупругости и повышение механических свойств и долговечности изделий. Недостатком известного способа является невозможность его использования для изделий непрямолинейной формы. Кроме того, в изобретении не предусматриваются технологические операции по снижению токсичности изделий из никелида титана, что ограничивает использование способа для изделий медицинского назначения.
Известен способ обработки поверхности материалов из сплавов на основе никелида титана с использованием плазменно-иммерсионной ионной имплантации и осаждения, а также ионно-пучковой и плазменной техники для изменения поверхностных свойств при биомедицинском применении таких материалов (US 2006157159, A61L 27/06, A61L 27/50, C23C 14/48, С23С 8/36, опубл. 2006.07.20) [3]. Обработку поверхности ведут азотом, кислородом или углеродом. Техническим результатом является повышение биосовместимости материала за счёт повышения коррозионной стойкости и снижения концентрации токсичного никеля в поверхности изделия. Недостатком известного способа является то, что в результате таких обработок на поверхности формируются нитридные, оксидные или карбидные покрытия толщиной около 100 нм, которые имеют повышенную хрупкость, что может ограничить области применения имплантатов с такими покрытиями. В известном изобретении предположено, что использование кремния для совместной обработки с указанными элементами приводит к формированию биоинертной поверхности имплантата. Однако не приведены какие-либо данные о химическом составе в поверхностном слое, в том числе о содержании атомов никеля после ионно-пучковой или плазменно-иммерсионной ионной обработки сплава.
Наиболее близким по технической сущности является способ изготовления кардиоимплантата из сплава на основе никелида титана с легированным ионами кремния поверхностным слоем (RU 2508130, A61L 27/06, A61L 27/30, A61L 27/50, B82B 3/00, опубл. 27.02.2014) [4]. По данному способу вначале изготавливают кардиоимплантат, затем осуществляют химическую и электрохимическую очистку его поверхности, далее проводят обработку поверхности кардиоимплантата потоками ионов кремния в режиме высокодозовой ионной имплантации. Операция изготовления кардиоимплантата, не раскрытая в формуле изобретения, раскрыта в приведённом в описании патента примере и включает лазерную вырезку заготовки кардиоимплантата, задание необходимой формы кардиоимпланта путём размещения заготовки на формующем шаблоне и выдержку в течение 15 минут в расплаве смеси неорганических солей при температуре 450-475 °C с последующей закалкой в воду.
Недостатками известного способа является невозможность использования при необходимости больших деформаций для задания требуемой формы без нарушения целостности изделия, что особенно актуально для конструкций с малыми геометрическими размерами отдельных элементов, а также то, что обработку проводят в режиме высокодозовой ионной имплантации, которая позволяет обрабатывать изделия пучком ускоренных ионов, распространяющихся в одном направлении. Это не позволяет обрабатывать изделия сложной формы одновременно по всей поверхности, в том числе и внутренних полостей и отверстий, что необходимо для модификации поверхности саморасширяющихся периферических стентов.
Технической проблемой предлагаемого изобретения является создание способа изготовления саморасширяющегося периферического стента из сплава на основе никелида титана с модифицированной поверхностью с повышенным выходом годных изделий.
Заявляемый способ изготовления саморасширяющегося периферического стента позволит обеспечить повышение выхода годных изделий за счёт сохранения целостности стента при термомеханической обработке в процессе его изготовления, при обеспечении у него низкой токсичности, повышенной коррозионной стойкости, степени формовосстановления при температуре человеческого тела (37±2) °С не менее 97 %.
Указанный технический результат достигается тем, что способ изготовления саморасширяющегося периферического стента из сплава на основе никелида титана с модифицированной поверхностью включает лазерную вырезку заготовки стента, термомеханическую обработку, очистку и модификацию поверхностей стента ускоренными ионами кремния, при этом термомеханическую обработку проводят путём последовательных отжигов заготовки на цилиндрических оправках со ступенчатым увеличением диаметра оправок, при этом увеличение диаметра заготовки стента при перемещении его с одной оправки на другую составляет 20÷50 %.
Для изготовления стента используют никелида титана с содержанием основных элементов в следующем соотношении, ат. %: титан 49,00÷49,50; никель 50,50÷51,00.
Очистку поверхности стента осуществляют пескоструйной обработкой с последующей электрохимической полировкой. Отжиги проводят при температуре 500±20 °С в соляной ванне. Модификацию поверхностей стента проводят методом плазменно-иммерсионной ионной обработки ионами кремния при отрицательном импульсном напряжении смещения на изделии 800÷1000 В. Стент с модифицированной поверхностью имеет температуру завершения обратного мартенситного превращения в интервале 15÷25 °С. Стент имеет цилиндрическую сетчатую форму, конечный диаметр стента в расширенном состоянии может быть в интервале 3÷10 мм, толщина стенки стента 0,10÷0,20 мм.
Выбор химического состава исходной трубки из никелида титана определяется тем, что для полного восстановления формы (не меньше 97 %) при освобождении стента из катетера во время эндоваскулярной операции по имплантации стента в человека сплав на основе никелида титана должен находиться полностью в аустенитном состоянии, что происходит только выше температуры завершения обратного мартенситного превращения. При этом желательно, чтобы температура, при которой происходит процесс восстановления формы была, по меньшей мере, на 10 °С выше температуры завершения перехода в аустенит. Это обусловлено тем, что при близких значениях указанных температур при приложении даже невысоких напряжений (например, при сжатии просвета кровеносного сосуда при снижении артериального давления) происходит фазовый переход в мартенситную фазу, в результате чего резко снижается сопротивление стента деформированию, и он не сможет поддерживать просвет сосуда. Поэтому выбран интервал температур завершения обратного мартенситного превращения 15÷25 °С. При более низком значении этой температуры стент будет иметь высокие упругие характеристики даже при температуре около 0 °С, при которой осуществляют заправку стента в проводящий катетер, что может вызвать разрушение стента при этой операции. Указанные условия могут быть реализованы в сплавах на основе никелида титана с содержанием основных элементов в следующем соотношении (ат. %): титан 49,00÷49,50; никель 50,50÷51,00 [4]. Температуры фазовых превращений в сплавах такого состава могут значительно меняться при термомеханических воздействиях. Стенты в процессе изготовления на различных этапах подвергаются термомеханическим обработкам (лазерная резка, задание формы, плазменно-иммерсионная имплантация). Поэтому технологические режимы таких обработок определяют эксплуатационные характеристики стентов.
Конструкция и геометрические размеры стента, его элементов определяются несколькими факторами. Диаметр стента в расширенном состоянии зависит от диаметра кровеносного сосуда, куда предполагается имплантировать стент. В человеческом организме более 90 % кровеносных сосудов имеют диаметр, для которого требуются стенты с диаметром в интервале 3÷10 мм. Конструкция и толщина стенок стента должны, с одной стороны, обеспечивать необходимый уровень механических свойств для поддержания просвета кровеносного сосуда, а с другой стороны, должны допускать радиальное сжатие стента как можно до меньшего диаметра для заправки в катетер как можно меньшего диаметра для снижения инвазивности эндоваскулярной операции. В настоящее время большинство стентов импортного производства имеют сетчатую конструкцию и толщину стенок стента 0,10÷0,20 мм (Matthias Frotscher, Klaus Neuking, Roland August Böckmann, Klaus-Dietrich Wolff and Gunther Eggeler, In situ scanning electron microscopic study of structural fatigue of struts, the characteristic elementary building units of medical stents, Materials Science and Engineering: A 481-482 (2008) 160-165) doi:10.1016/j.msea.2007.04.129 [5]; Amanda Runciman, David Xu, Alan R. Pelton, Robert O. Ritchie, An equivalent strain/Coffin-Manson approach to multiaxial fatigue and life prediction in superelastic Nitinol medical devices, Biomaterials 32 (2011) 4987-4993, doi:10.1016/j.biomaterials.2011.03.057 [6]).
Температура термообработки при задании формы определяется, во-первых, необходимостью формирования однофазного аустенитного состояния во всём объёме изделия, которое может не достигаться даже при температуре выше конца обратного мартенситного превращения, во-вторых, требуется обеспечить перестройку дислокационной субструктуры, которая определяет полноту формовосстановления изделия после деформации. В работе Aleksandr I. Lotkov, Oleg A. Kashin, Andrey N. Kudryashov, Viktor N. Grishkov, Ludmila L. Meisner. Effect of Heat Treatment on Superelasticity of NiTi-based Intravascular Implants // AIP Conf. Proc. 1623, 363-366 (2014); doi: 10.1063/1.4898957 [7] показано, что такое структурно-фазовое состояние формируется в результате отжигов изделий в течение 10-20 минут при температурах в интервале 500±20 °С. Кроме того, при таком отжиге снимаются остаточные внутренние дальнодействующие напряжения.
При задании требуемого диаметра стента заготовку стента после лазерной вырезки размещают на формообразующей оправке в виде цилиндра сетчатой формы заданного диаметра. При этом при размещении заготовки стента сразу на оправке с конечным заданным диаметром в ней могут в локальных областях возникнуть высокие деформации вплоть до разрушения отдельных элементов стента (фиг. 1). Но даже если разрушения и не произойдёт, то в сильнодеформированных областях могут при нагреве возникнуть высокие реактивные напряжения, которые приведут к нарушению целостности стента. Относительное увеличение диаметра стента при размещении исходной заготовки с внутренним диаметром 1,4 мм на оправку диаметром 3,7 мм для получения стента с конечным диаметром 4 мм составляет более 150 %. Использование для задания требуемого диаметра стента поэтапного увеличения диаметра оправок с шагом относительного увеличения диаметра при перемещении заготовки с одной оправки на другую в пределах 20÷50 % позволяет избежать нарушения целостности стента. Использование оправок с относительным увеличением диаметра менее 20 % приводит к неоправданному увеличению количества термообработок.
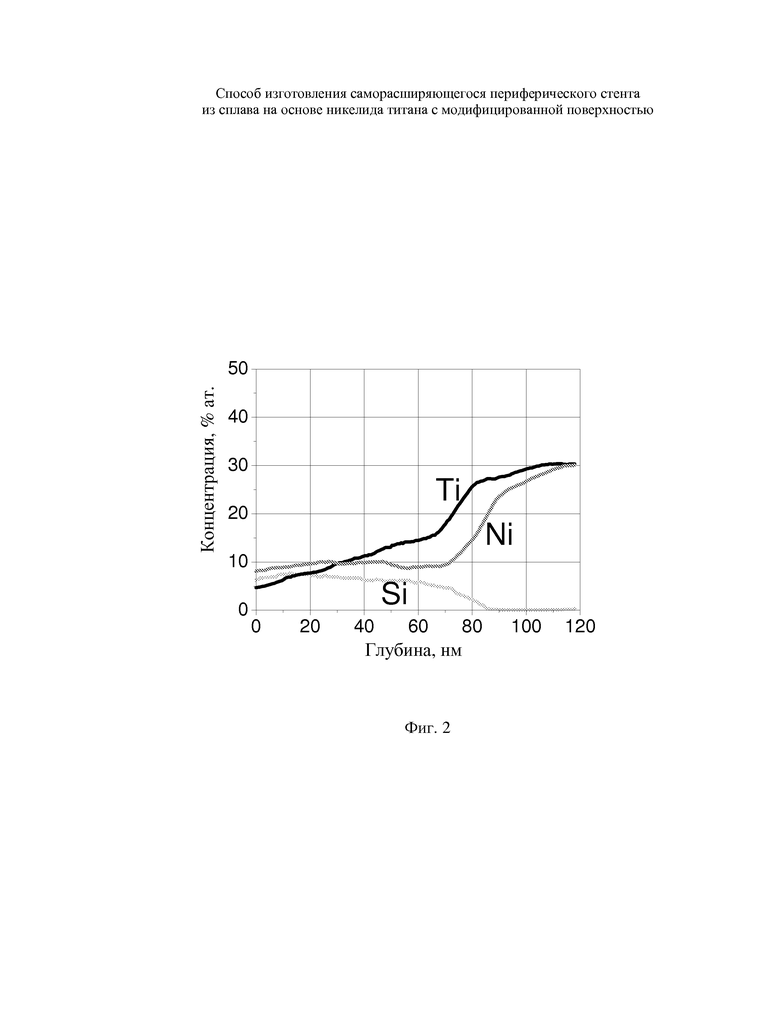
Для улучшения биосовместимости стента проводят модификацию поверхностей стента методом плазменно-иммерсионной ионной обработки ионами кремния при отрицательном импульсном напряжении смещения на изделии 800÷1000 В. В результате обработки на поверхности изделия формируется легированный кремнием слой толщиной 10÷100 нм. Распределение основных химических элементов в поверхности стента по глубине приведено на фиг. 2. Видно, что для данного стента атомы кремния имеются в слое толщиной около 86 нм, причём их концентрация составляет 6÷8 ат. %. Содержание атомов никеля непосредственно на поверхности находится на уровне 8÷10 ат. %, что в 4-5 раз ниже его содержания в объёме. Испытания на токсичность (выход ионов никеля в плазму крови после выдержки стентов в течение 7 суток при температуре человеческого тела (37±2) °С) показали снижение выхода ионов никеля более чем в 2 раза. Коррозионная стойкость, определённая по убыли веса, стентов после выдержки стентов в течение 45 суток при температуре человеческого тела (37±2) °С в физиологическом растворе также оказалась выше по сравнению с немодифицированными стентами примерно в 1,6 раза. В работах (Aleksandr I. Lotkov, Oleg A. Kashin, Yuliya A. Kudryavtseva, Larisa V. Antonova, Andrey N. Kudryashov, Vera G. Matveeva and Evgeniya A. Sergeeva. Interaction of human endothelial cells and nickel-titanium materials modified with silicon ions // AIP Conf. Proc. 1683, 020126 (2015); http://dx.doi.org/10.1063/1.4932816; Патент RU 2579314 Лотков А.И., Кашин О.А., Борисов Д.П., Круковский К.В., Кудряшов А.Н., Кудрявцева Ю.А., Антонова Л.В., Коршунов А.В. Способ плазменно-иммерсионной ионной модификации поверхности изделия из сплава на основе никелида титана медицинского назначения, опубл. 10.04.2016, приоритет 22.05.2016) [8, 9] на модельных образцах никелида титана показано, что толщина модифицированного слоя 20÷100 нм достаточна для ускорения эндотелизации поверхности никелида титана в экспериментах in vivo.
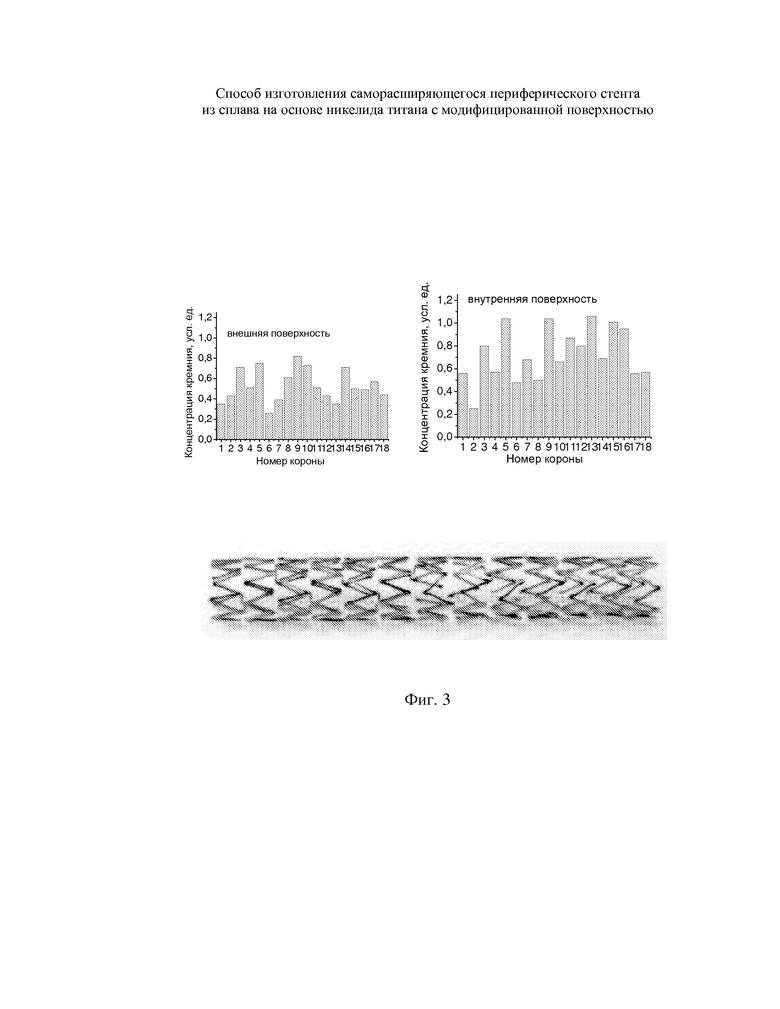
Использование метода плазменно-иммерсионной ионной обработки ионами кремния при отрицательном импульсном напряжении смещения на изделии 800÷1000 В позволило обработать как внешнюю, так и внутреннюю поверхность стента. На фиг. 3 в качестве примера приведена фотография стента и распределение концентрации (в условных единицах) атомов кремния вдоль стента на внутренней и внешней поверхности после модификации. Видно, что концентрация атомов кремния по длине стента с модифицированной атомами кремния поверхностью варьируется в пределах 0,5÷1,0 ат. % как на внутренней, так и на внешней поверхности, что свидетельствует о достаточно равномерном распределении.
Величина отрицательного напряжения смещения от 800 до 1000 В обусловлена тем, что при меньших напряжениях преобладает процесс осаждения и на поверхности изделия формируется покрытие из кремния, которое оказывает слабое влияние на скорость эндотелизации поверхности имплантата.
Величина формовосстановления после сжатия стента на половину диаметра практически одинакова для всех испытанных стентов и близка к 100 %. Испытания in vitro показали, что эффективность пролиферации эндотелиальных клеток на стентах с модифицированной поверхностью примерно в 1,4 раза выше, чем для стентов с немодифицированной поверхностью.
Изобретение осуществляют следующим образом.
Пример.
Лазерной резкой вырезают заготовку стента из трубки из сплава на основе никелида титана диаметром 1,7÷2,0 мм, в виде цилиндра сетчатой формы исходного диаметра. Заготовку стента после лазерной вырезки размещают на формообразующей оправке в виде цилиндра заданного диаметра и отжигают в течение 20 минут в соляной ванне при температуре 500±20 °С с последующей закалкой в воду. Затем отожжённую заготовку размещают на следующей оправке, причём относительное увеличение диаметра оправки должно быть в пределах 20÷50 %. Для заготовок, предназначенных для изготовления стентов с конечным диаметром 4 мм, используют последовательно оправки со следующими диаметрами (мм, в скобках указано относительное увеличение диаметра оправки в %):
2,0 (43)→3,0 (50)→3,7 (23),
а для заготовок, предназначенных для изготовления стентов с конечным диаметром 10 мм, используют оправки:
3,0 (50)→4,0 (33)→5 (25)→6 (20)→8 (33)→10 (25).
После задания диаметра стента 4 мм для всех конечных типоразмеров стента проводят пескоструйную обработку корундовым абразивом дисперсностью 10 мкм. Затем, при необходимости, проводят термообработки для задания конечного диаметра стентов. Электрополировку поверхности стентов ведут в электролите ElectroPolish Ti2 RDZ. Стенты с электрополированной поверхностью помещают в вакуумную камеру установки, оснащённой магнетронной системой. После этого проводят откачку камеры до вакуума 6×10-4 Па, затем в камеру напускают газ аргон, при этом поддерживается динамический вакуум не выше 0,3 Па, и включают магнетронную систему с кремниевым катодом. Обработку стентов изделия в плазме, содержащей ионы кремния, ведут при отрицательном импульсном напряжении смещения на изделии 800÷1000 В. После отключения магнетронов охлаждают образцы изделия в вакууме до комнатной температуры.
Использование предлагаемого способа изготовления саморасширяющегося периферического стента из сплава на основе никелида титана с модифицированной поверхностью позволяет повысить выход годных изделий не менее чем на 5 %.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННО-ИММЕРСИОННОЙ ИОННОЙ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА МЕДИЦИНСКОГО НАЗНАЧЕНИЯ | 2015 |
|
RU2579314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРДИОИМПЛАНТАТА ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА С МОДИФИЦИРОВАННЫМ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКОЙ ПОВЕРХНОСТНЫМ СЛОЕМ | 2013 |
|
RU2508130C1 |
| УСТРОЙСТВО ЗОНТИЧНОЕ (ОККЛЮДЕР) С МОДИФИЦИРОВАННЫМ ПОВЕРХНОСТНЫМ СЛОЕМ | 2013 |
|
RU2522932C9 |
| Способ изготовления сосудистого импланта из сплавов с эффектом памяти формы, сплетенного единой нитью | 2019 |
|
RU2727031C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИТИНОЛОВОГО КАРКАСА ВНУТРИОРГАННОГО МЕДИЦИНСКОГО ИЗДЕЛИЯ | 2023 |
|
RU2824282C1 |
| Способ получения бесшовных труб из сплавов с памятью формы на основе никелида титана | 2024 |
|
RU2827567C1 |
| Способ обработки поверхности сплава никелида титана | 2017 |
|
RU2677033C1 |
| СПОСОБ ОБРАБОТКИ СПЛАВОВ ТИТАН-НИКЕЛЬ С СОДЕРЖАНИЕМ НИКЕЛЯ 49-51 АТ.% С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ И ОБРАТИМЫМ ЭФФЕКТОМ ПАМЯТИ ФОРМЫ (ВАРИАНТЫ) | 2011 |
|
RU2476619C2 |
| СПОСОБ ПРЯМОГО ЛАЗЕРНОГО СИНТЕЗА СВЕРХУПРУГИХ ЭНДОДОНТИЧЕСКИХ ИНСТРУМЕНТОВ ИЗ НИКЕЛИДА ТИТАНА | 2022 |
|
RU2792335C1 |
| Способ нанесения антиадгезивного, биосовместимого и бактериостатичного покрытия на основе углерода на изделия медицинского назначения из материала с термомеханической памятью формы | 2017 |
|
RU2651836C1 |

Изобретение относится к медицине. Описан способ изготовления саморасширяющегося периферического стента из сплава на основе никелида титана с эффектом памяти формы (ЭПФ) и сверхэластичности с модифицированной поверхностью. Способ включает лазерную вырезку заготовки стента, термомеханическую обработку, очистку и модификацию поверхностей стента ускоренными ионами кремния, при этом термомеханическую обработку проводят путём последовательных отжигов заготовки на цилиндрических оправках со ступенчатым увеличением диаметра оправок, при этом увеличение диаметра заготовки стента при перемещении его с одной оправки на другую составляет 20÷50 %. Стент предназначен для длительной эксплуатации в кровеносных сосудах организма и обладает коррозионной стойкостью, биосовместимостью и не токсичностью в биологических средах. 6 з.п. ф-лы, 3 ил., 1 пр.
1. Способ изготовления саморасширяющегося периферического стента из сплава на основе никелида титана с модифицированной поверхностью, включающий лазерную вырезку заготовки стента, термомеханическую обработку, очистку и модификацию поверхностей стента ускоренными ионами кремния, отличающийся тем, что термомеханическую обработку проводят путём последовательных отжигов заготовки на цилиндрических оправках со ступенчатым увеличением диаметра оправок, при этом увеличение диаметра заготовки стента при перемещении его с одной оправки на другую составляет 20÷50 %.
2. Способ по п.1, отличающийся тем, что для изготовления стента используют сплав на основе никелида титана с содержанием основных элементов в следующем соотношении, ат. %: титан 49,00÷49,50; никель 50,50÷51,00.
3. Способ по п.1, отличающийся тем, что очистку поверхности стента осуществляют пескоструйной обработкой с последующей электрохимической полировкой.
4. Способ по п.1, отличающийся тем, что отжиги проводят при температуре 500±20 °С в соляной ванне.
5. Способ по п.1, отличающийся тем, что модификацию поверхностей стента проводят методом плазменно-иммерсионной ионной обработки ионами кремния при отрицательном импульсном напряжении смещения на изделии 800÷1000 В.
6. Способ по п.1, отличающийся тем, что стент с модифицированной поверхностью имеет температуру завершения обратного мартенситного превращения в интервале 15÷25 °С.
7. Способ по п.1, отличающийся тем, что стент имеет цилиндрическую сетчатую форму, конечный диаметр стента в расширенном состоянии может быть в интервале 3÷10 мм, толщина стенки стента 0,10÷0,20 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРДИОИМПЛАНТАТА ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА С МОДИФИЦИРОВАННЫМ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКОЙ ПОВЕРХНОСТНЫМ СЛОЕМ | 2013 |
|
RU2508130C1 |
| РАСШИРЯЕМЫЙ СТЕНТ СО СДВИЖНЫМИ И ФИКСИРУЮЩИМИ РАДИАЛЬНЫМИ ЭЛЕМЕНТАМИ | 2001 |
|
RU2294716C2 |
| ИМПЛАНТИРУЕМЫЕ МЕДИЦИНСКИЕ УСТРОЙСТВА ИЗ СПЛАВА С ЗАПОМИНАНИЕМ ФОРМЫ | 1998 |
|
RU2196188C2 |

