Область техники
Изобретение относится к областям аддитивного производства и стоматологических инструментов, в частности к инструменту для чистки и/или придания формы, и/или расширения канала, существующего внутри твердого объекта или проходящего через него, а именно к способу получения самоадаптирующихся файлов методом 3D печати из порошка никелида титана, обладающих свойствами сверхупругости.
Уровень техники
В последние десятилетия значительно возросло количество эндодонтических операций в связи с предрасположенностью пациентов к эндодонтическому лечению зубов, в частности корневых каналов, а не протезированию при возникновении пульпита в тяжелой форме. Классическое эндодонтическое лечение состоит из препарирования канала зуба, его механической очистки и ирригацией с последующей обтюрацией для предотвращения проникновения бактерий внутрь канала и инфицирования зуба в апикальной труднодоступной части (см. [1] Н.А. Юдина, Современные стандарты эндодонтического лечения, Часть 1, Проблемные статьи и обзоры, 2012, с. 5-9).
На первом этапе эндодонтист препарирует зуб для доступа к корневому каналу на глубину, максимально близкую к апикальной области у границы дентин-цемент. На втором этапе проводится тщательная очистка и дезинфекция корневого канала. Инструмент, который используется на этом этапе, называется файл. С помощью данного инструмента оказывается абразивное воздействие на внутреннюю часть канала при движении файла вверх-вниз с большой частотой.
Неправильные формы корневого канала значительно усложняют лечение (см. [2] Н.А. Юдина, Современные стандарты эндодонтического лечения, Часть 2, Ирригация и обтюрация корневых каналов, 2012). До появления сверхупругого самоадаптирующегося файла (англ. Self-Adjusting File (сокр. SAF)) эндодонтисты были вынуждены в значительной степени увеличивать ширину канала для проведения операции традиционными инструментами, что значительно снижало вероятность успешного лечения зубов (см. [3] K. Bansal, SAF: Paving A Way to Minimal Invasive Endodontics, 3, 2015, 144-149). Однако с помощью самоадаптирующихся файлов стало возможным обрабатывать корневые каналы имеющих большую кривизну или даже С-образную форму, придерживаясь минимально инвазивного подхода, за счет чего значительно уменьшается удаление дентина.
При операции вышеописанный инструмент претерпевает значительные деформации. Важно, чтобы все деформации были обратимыми (упругими) для предотвращения поломки инструмента. Интерметаллидная фаза никелид титанового сплава обладает уникальными сверхупругими свойствами, высокой коррозионной стойкостью, биосовместимостью и низким модулем Юнга. Эти свойства делают эндодонтические инструменты из такого материала гибкими, универсальными и незаменимыми для описанных выше операций с корневыми каналами неправильной формы.
Самоадаптирующиеся файлы в настоящее время изготавливаются субтрактивными методами, а именно путем лазерной резки полых трубок, что приводит к образованию большого количества отходов (до 70% отходов). Отходы такого производства существенно повышают себестоимость изделий, вследствие чего эндодонтическое лечение тяжелых форм пульпита становится менее доступным. Другим недостатком метода является ограничение по форме инструмента, а именно сетчатая структура не может отклоняться от формы трубки, и не варьируется по толщине, что влечет к не равномерному распределению нагрузки во время работы, а также к появлению концентраторов напряжений. Наконец, в случае лазерной резки требуется дополнительная технологическая операция для повышения шероховатости поверхности инструментов. В данном патенте рассматривается возможность использования аддитивных технологий (АТ) для изготовления данных инструментов, а именно метода Селективного Лазерного Плавления (СЛП) высокого разрешения. Материал в ходе СЛП используется на 95% за счет возможности рециклинга использованного порошка вплоть до 12-16 раз. Также у данного метода АТ отсутствуют ограничения по форме изделия, а шероховатость поверхности, свойственная изделиям изготовленным методом СЛП может быть использована для абразивной чистки.
Из уровня техники известен эндодонтический инструмент для очистки/формирования корневого канала зуба (см. [4] EP3071139B1, МПК A61 C5/42, опубл. 01.09.2021), содержащий удлиненный стержень, состоящий из пористого материала. Стержень имеет проксимальную концевую часть, дистальный конец и коническую рабочую часть, причем рабочая часть проходит от проксимальной концевой части до дистального конца, при этом материал, изготовленный из никелида титана. Способ изготовления эндодонтического инструмента включает получение пористого материала с пористостью от 15% до 90% и формирование изделия путем шлифования, аддитивного производства, трехмерной печати, травления и/или их комбинаций. Недостатками данного аналога являются неоптимизированная форма изделия для АТ, а также не рассматривается конкретная технология аддитивного производства и способ достичь необходимую разрешающую способность для производства инструмента.
Также из уровня техники известен самоадаптирующийся инструмент спиралевидной формы (см. [5] US2009130638A1, МПК A61C 3/02, опубл. 21.05.2009) при изготовлении которого используют никелид титана и его сверхупругие свойства. В данном аналоге лишь упоминается о возможности применения АТ для изготовления, однако не конкретизируется метод АТ, а также не рассматривается конкретный способ, как обеспечить необходимую разрешающую способность для производства инструмента.
Также из уровня техники известен способ изготовления тонкостенных деталей при помощи технологии селективного лазерного плавления (см. [6] CN109622963A, МПК B22F 3/105, опубл. 16.04.2019) содержащий следующие этапы: изначально трехмерная модель состоит из двух частей, у которой одна часть представляет собой трехмерный сплошной объект, созданный традиционным методом моделирования, а другая представляет собой тонкостенную часть; далее исполнительный файл для первой части 3Д модели создается традиционным способом, а для второй части модель приравнивается к поддерживающим структурам, за счет чего генерируются единичные лазерные проходы по внешней границе модели, после чего исполнительные файлы объединяются для дальнейшего синтеза по технологии селективного лазерного плавления и конечное изделие формируется слой за слоем. В данном аналоге способ изготовления не направлен на конкретное применение, в частности на самоадаптирующиеся файлы, однако рассматривается конкретный способ по увеличению разрешающей способности СЛП. Недостатками указанного аналога являются: многостадийность, и как результат сложность приготовления исполнительного файла для печати, при этом существует необходимость в ручной обработке частей модели, где необходима высокая разрешающая способность, а также невозможность контролировать отступ лазерного прохода от внешней поверхности 3Д модели.
Так как на данный момент в уровне технике не представлены конкретные работы по изготовлению файлов из никелида титана методом СЛП, а лишь существуют упоминания о возможности использования АТ, в уровне технике приведены аналоги по изготовлению других микрообъектов из никелида титана методом СЛП, а именно коронарных стентов. Коронарные стенты также представляют собой объекты с оптимизированной сетчатой структурой для равномерного распределения нагрузки внутри полости, однако область применения значительно отличается.
Из уровня техники известен способ изготовления внутрисосудистого стента из никелида титана на основе технологии автоматической подачи порошка, комбинированной с лазерной обработкой, что является прототипом технологии селективного лазерного плавления (см. [7] CN105033252A, МПК B22F 3/105, опубл. 11.11.2015). Способ включает следующие этапы: подготавливается исполнительный файл, содержащий траектории движения лазера, в соответствии с трехмерной моделью стента; в систему дозирования добавляются порошки никеля и титана в определенной пропорции, после чего формируется слой из смеси порошков в зоне построения. Далее слой порошка сканируется лазерным лучом в соответствии с подготовленным исполнительным файлом, и данная операция повторяется слой за слоем до окончательного формирования внутрисосудистого стента. На следующем этапе проводят электрохимическую полировку до требуемой шероховатости поверхности. Недостатками указанного аналога являются: применение дополнительной многостадийной обработки для получения нужной шероховатости поверхности стента; использование механической смеси порошков в нужной пропорции, а не атомизированного сплава, что не может обеспечить однорого химического состава, как следствие одинаковую температуру мартенситного фазового перехода по объему изделия.
Также из уровня техники известен способ селективного лазерного плавления никель-титанового сплава с повышенным содержанием никеля (см. [8] CN113134627A, МПК B22F 10/28, опубл. 20.07.2021), включающий формирование слоя порошка, с содержанием никеля 53-57%, обработку слоя лазером, в соответствии с параметрами процесса печати. Повторяют описанные шаги до формирования детали из никель-титанового сплава. В процессе лазерного плавления мощность лазера составляет 80-150 Вт, скорость лазерного сканирования составляет 150-450 мм/с, а толщина слоя составляет 30-120 мкм. Недостатком данного аналога является отсутствие гарантии полного превращения механической смеси никеля и титана в интерметаллидную фазу - никелида титана. Остаточный чистый никель является токсичным веществом для живых организмов (тканей). Повышение содержания никеля в химическом составе с одной стороны понижает температуру мартенситного фазового превращения, что обеспечивает достижение сверхупругих свойств, но с другой стороны повышает вероятность появления метастабильных фаз, ухудшающих механические характеристики.
Также из уровня техники известен способ изготовления внутрисосудистого стента по технологии 3D печати (см. [9] CN104224412A, МПК A61F 2/90, опубл. 24.12.2014), включающий несколько этапов. Сначала создают 3D-модель внутрисосудистого стента; устанавливают технологические параметры и подготавливают исполнительный файл для 3D-принтера. Далее подготавливают порошковый материал, состоящий из никель-титанового порошка и связующего на основе стеариновой кислоты, для формирования заготовки внутрисосудистого стента. Далее производится послойная 3Д печать до получения заготовки из никелида титана и связующем. На следующем этапе последовательно выполняют удаление связующего, вакуумное спекание и охлаждение заготовки для получения внутрисосудистого стента. Недостатком данного аналога является низкая разрешающая способность технологии спекания порошка со связующим и дальнейшим гомогенизирующим отжигом изделия. Кроме того, неравномерное распределение стеариновой кислоты может привести к неконтролируемой пористости в изделиях.
Также из уровня техники известен способ изготовления стента из никель-титанового сплава методом аддитивного производства (см. [10] CN112427654A, МПК A61L 31/02; B22F10/28, опубл. 02.03.2021). Способ включает в себя следующие этапы: на первом этапе проектируют размер и форму стента в соответствии с трехмерными данными о конкретном сосуде, на втором этапе при помощи ПО разделяют спроектированный стент на слои, и на третьем этапе выполняют 3D-печать порошка никель-титанового сплава в соответствии с моделью стента; содержание Ni в порошке никель-титанового сплава 50-52 ат. % Ni. Параметры процесса 3D-печати: мощность 50-4000 Вт, скорость сканирования 200-3000 мм/с, расстояние сканирования 50-200 мкм. Недостатками данного аналога являются низкая разрешающая способность данного подхода, также отсутствует информация по ограничениям и оптимальности геометрической формы стента для изготовления по технологии СЛП.
Также из уровня техники известен способ 3D-печати тройным сплавом на основе никеля, титана и циркония (см. [11] CN111842888A, МПК B22F 3/105, опубл. 30.10.2020), характеризующийся тем, что в способе используют технологию селективного лазерного плавления для печати деталей с эффектом памяти формы. Добавление в систему циркония приводит к возможности увеличить температуру мартенситного фазового перехода, а варьирование технологических параметров позволяет локально контролировать данную температуру. Исходный материал из сплава NiTiZr представляет собой порошок с размером частиц 15-53 мкм. При этом печать деталей происходит послойно по заданным зонам. Недостатком данного аналога является невозможность получить сверхупругие свойства при комнатной температуре из-за добавки в сплав циркония, что ограничивает число потенциальных применений способа.
Из приведенных аналогов можно сделать вывод, что на данный момент отсутствуют патенты по изготовлению самоадаптирующихся файлов с помощью конкретных аддитивных методов. Однако присутствуют патенты по изготовлению стентов из никелида титана по технологии СЛП, содержащие несколько этапов. Изначально проектируют размер и форму изделия в соответствии с конечным применением медицинского изделия, далее при помощи компьютерного программного обеспечения разбивают модель файла на слои. По соответствующим профилям поперечного сечения формируют траектории сканирования лазера. Данные загружаются в соответствующий интерфейс установки СЛП, задаются параметры лазерной обработки: мощность лазера, скорость лазерного сканирования, толщина слоя, параметр перекрытия (если применимо). Подготавливается порошок никель-титанового сплава и помещается в бункер дозирования. На этапе синтеза порошок направляется из бункера дозирования в зону построения с помощью устройства подачи порошка, и материал равномерно распределяется на подложке с помощью ракеля,
после чего лазер сканирует порошковый слой, цикл повторяется слой за слоем, до получения окончательной формы изделия.
Однако, несмотря на все преимущества аддитивного подхода, СЛП представляет собой сложный физико-химический металлургический процесс. Для достижения успешного сплавления таких материалов, как нитинол, требуется глубокое понимание и тонкая настройка процесса из-за многочисленных возможных дефектов. Кроме того, при печати эндодонтических инструментов возникает несколько технологических сложностей. Первая проблема относится к недостаточному разрешению классического метода СЛП для печати таких масштабов. Диаметр изделия всего 2 мм, а размер перемычки в сетке достигает 100 мкм. Вторая сложность относится к необходимости оптимизации технологических параметров СЛП, чтобы с одной стороны добиться минимальной ванны расплава, а с другой сохранить механические свойства изделия.
Сущность изобретения
Технической задачей, стоящей перед изобретением, является специальная технология селективного лазерного плавления высокого разрешения для изготовления самоадаптирующихся файлов из никелида титана, включающая оригинальные решения по повышению разрешающей способности установки СЛП и изготовление файлов с минимальным характерным размерным фактором в 100 мкм.
Техническим результатом заявленного изобретения является повышение разрешающей способности СЛП для синтеза микро-изделий (самоадаптирующихся файлов) из никелида титана.
Техническая задача решается, а технический результат достигается за счет способа изготовления сверхупругих самоадаптирующихся файлов, включающий: анализ и подготовку исходного никель-титанового порошкового материала; подготовку тонкостенной 3Д модели самоадаптирующегося файла с помощью САПР и конвертацию в STL модель; разделение модели на отдельные слои с помощью специализированного ПО и подготовку исполнительного файла, содержащего координаты векторов сканирования для лазера в каждом слое; загрузка полученного исполнительного файла в установку СЛП, загрузка порошка в бункер дозатора установки; послойный синтез самоадаптирующегося файла методом СЛП до получения готового изделия, при этом при подготовке исполнительного файла для установки селективного лазерного плавления используют STL модель с единой поверхностью, нормальные векторы которой обращены к оси построения; при синтезе самоадаптирующегося файла в установке СЛП используют подложку из никелида титана; каждый слой состоит из единичных лазерных проходов для создания конечного самоадаптирующегося файла слой за слоем.
Технический результат также достигается за счет того, что в установке селективного лазерного плавления используют иттербиевый волоконный лазер с диаметром пятна в 30-55 мкм.
Технический результат также достигается за счет того, что никель-титановый порошковый материал получен путем атомизации сплава, при этом порошок обладает медианным диаметром частиц в 15-25 мкм.
Технический результат также достигается за счет оптимизированной формы самоадаптирующегося файла, полученного по заявленному способу, включающую цилиндрическое основание и сетчатую конструкцию, причем между сетчатой конструкцией и цилиндрической основой имеются дополнительные перемычки и все элементы конструкции самоадаптирующегося файла, выполнены с углами между нависающими поверхностями и плоскостью подложки более 35°, что делает элементы конструкции самоадаптирующегося файла самоподдерживающими.
Краткое описание чертежей
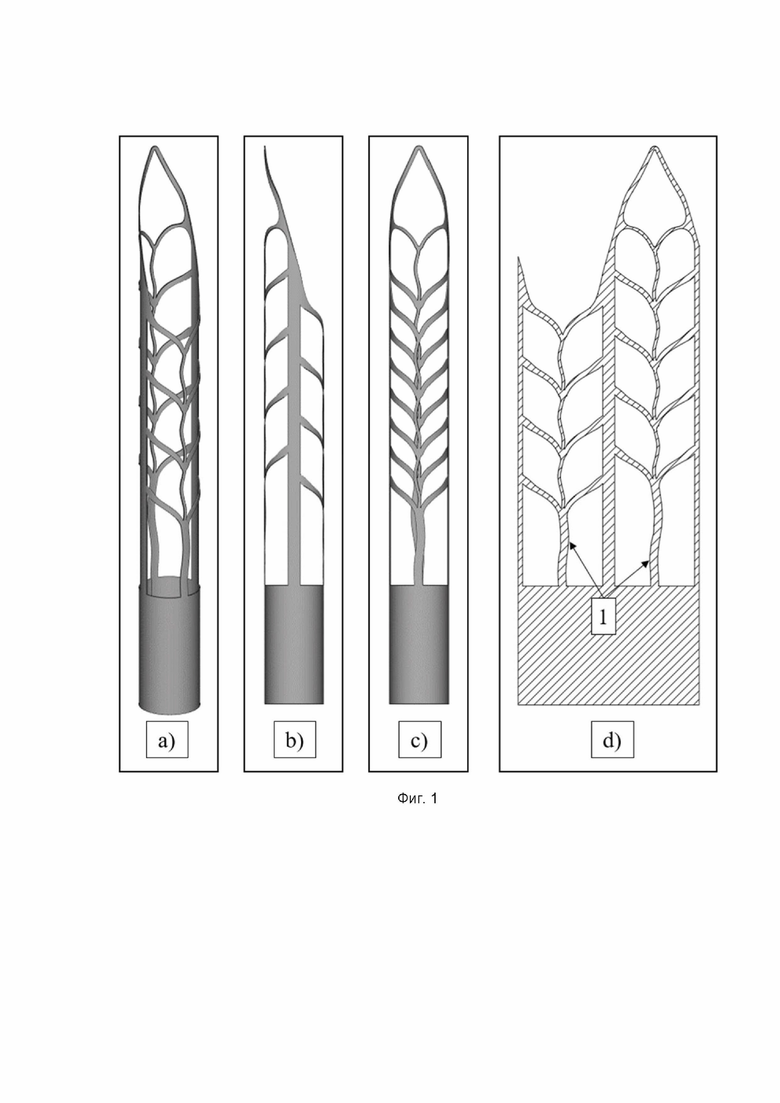
На Фиг. 1 - Оптимизированная форма самоадаптирующегося файла для СЛП технологии. a) изометрический вид; b) вид сбоку; c) фронтальный вид; d) развертка тонкостенного файла, поз. (1) - дополнительные перемычки между сетчатой конструкцией и цилиндрической основой.
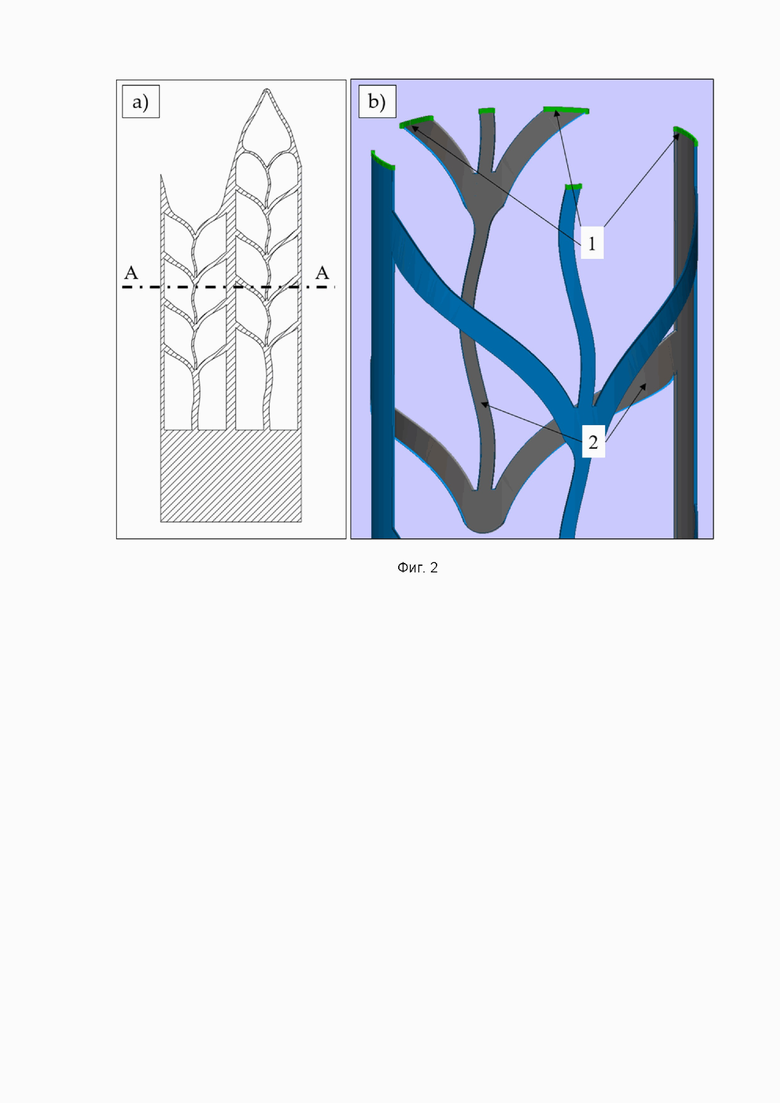
На Фиг. 2 - Стратегия штриховки порошкового слоя. a) сечение А-А на развертке файла; b) сечение 3Д модели плоскостью А-А, поз. (1) - сгенерированные траектории движения лазера единичными проходами, поз. (2) - единая поверхность STL модели.
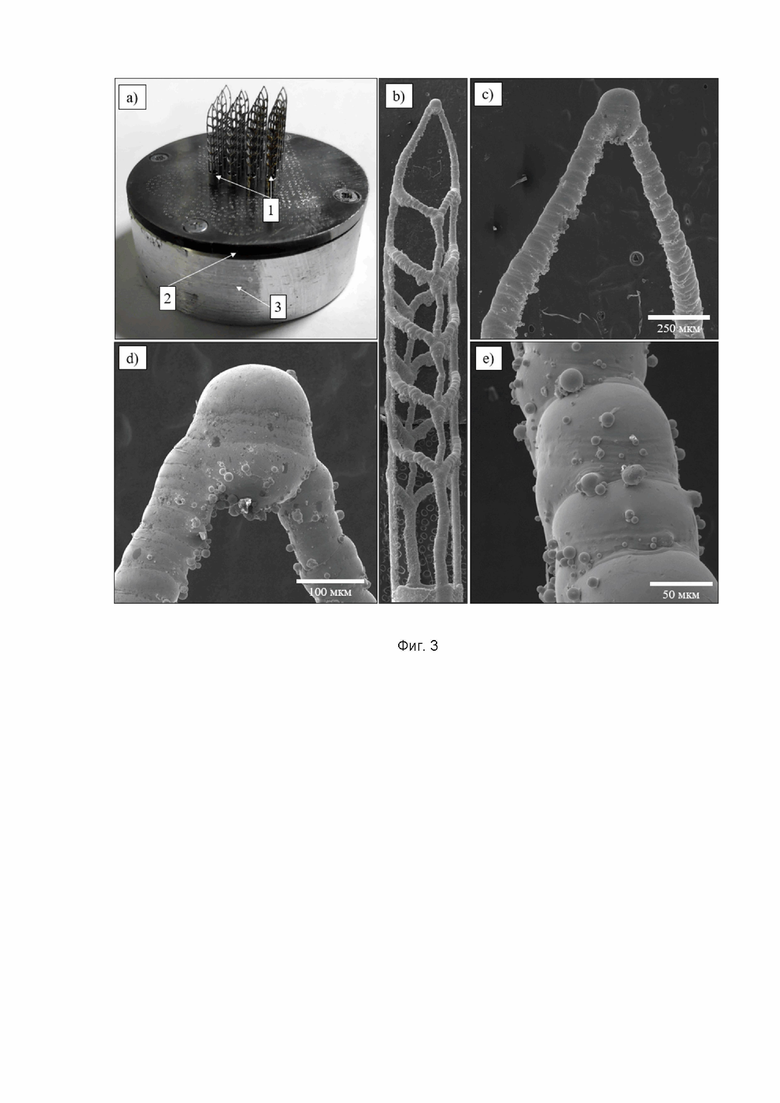
На Фиг. 3 - Синтезированные самоадаптирующиеся файлы методом СЛП. a) внешний вид файлов на подложке, поз. (1) - синтезированные файлы, поз. (2) - лист из никелида титана, поз. (3) - подложка для установки СЛП; b) панорамное СЭМ изображение всего файла; c) верхняя часть файла; d) наконечник файла; e) перемычка в структуре файла.
Осуществление изобретения
Способ изготовления сверхупругих самоадаптирующихся файлов, состоит из нескольких этапов: анализ и подготовку исходного никель-титанового порошкового материала; подготовку тонкостенной 3Д модели самоадаптирующегося файла с помощью системы автоматизированного проектирования (САПР) и конвертацию в STL модель; разделение модели на отдельные слои с помощью специализированного ПО и подготовку исполнительного файла, содержащего координаты векторов сканирования для лазера в каждом слое; загрузка полученного исполнительного файла в установку СЛП, загрузка порошка в бункер дозатора установки и послойный синтез самоадаптирующегося файла методом СЛП до получения готового изделия. Способ реализуется следующим образом.
Первый этап осуществления изобретения включает в себя анализ и подготовку исходного порошкового материала. Рекомендуемый способ получения никель-титанового порошка - газовая атомизация сплава никелида титана. Стоит отметить невозможность использования механической смеси порошков Ni и Ti в силу формирования различных метастабильных фаз в ходе синтеза СЛП. Порошковый материал должен иметь следующий химический состав: 55.5-55.8 вес. % Ni, 44.5-44.2 вес. % Ti, с содержанием кислорода не более 0.05 вес. %. Химический состав в порошке должен быть гомогенный по объему частиц; коэффициент сферичности 0,85 и выше; гранулометрический состав с медианным диаметром частиц в 15-25 мкм и с гауссовым распределением по размеру частиц; текучесть 100 г порошкового материала не более 35 с через сертифицированную воронку Холла с диаметром отверстия 4 мм.
Второй этап включает в себя проектирование тонкостенной 3Д модели самоадаптирующегося файла с помощью САПР и конвертацию в STL модель. Рекомендуемое исполнение модели представлено на фиг. 1a)-c), также представлена развертка тонкостенного файла (см. фиг. 1d)), где обозначены дополнительные перемычки в конструкции (см. поз. (1) фиг. 1d)), что придает дополнительную жесткость конструкции и позволяет избежать применения поддерживающих структур. Стоит отметить, что все элементы конструкции самоадаптирующегося файла, выполнены с углами между нависающими поверхностями и плоскостью подложки более 35°, что делает элементы конструкции самоадаптирующегося файла самоподдерживающими. Важным обстоятельством является зависимость критического угла от масштаба детали. Экспериментальным путем было выявлено, что наименьший угол для данного конкретного микрообъекта составляет 35°, при увеличении детали, данный угол будет стремиться к 45°.
На третьем этапе модель разбивается на отдельные слои с помощью специализированного ПО и подготавливается исполнительный файл, содержащий координаты векторов сканирования для лазера в каждом слое. Конечное количество слоев в изделии напрямую зависит от оптимальной толщины слоя, которая определяется исходя из гранулометрического состава исходного порошкового материала. При медианном диаметре частиц в 25 мкм была использована толщина слоя в 30 мкм, соответственно модель самоадаптирующегося файла высотой в 18 мм имеет 600 слоев. Отличительной особенностью метода является методика сканирования единичными векторами. Для реализации данной методики у STL модели удаляются поверхности с нормалями, обращенными вовнутрь изделия (см. поз. (2) фиг.2b)). Для выдерживания точных размеров изделия необходимо присвоить нулевые значения параметрам «отступ от границы модели» и «отступ, компенсирующий ширину ванны расплава». Далее используется специальный алгоритм, который генерирует единичные векторы (траектории движения лазера) в каждом слое (см. фиг.2a), поз. (1) фиг.2b)), а не зоны с контурами и внутренней штриховкой, как в известном уровне техники. Такой алгоритм работы нетипичен для СЛП установок, и коммерческие решения не поддерживают такие возможности на данный момент. При генерации зон с замкнутыми контурами с помощью стандартного алгоритма происходит излишнее заполнение слоя (а далее излишнее сплавление порошка лазером), что снижает разрешающую способность СЛП.
На заключительном четвертом этапе происходит загрузка полученного исполнительного файла в установку СЛП, загрузка порошка в бункер дозатора установки и послойный синтез самоадаптирующегося файла методом СЛП до получения готового изделия. В установке используется волоконный иттербиевый лазер, функционирующий в непрерывном режиме, с номинальной мощностью 200 Вт, с гауссовым распределением плотности мощности (TEM00), с длиной волны 1070 нм, причем диаметр лазерного пятна на фокусном расстоянии составляет 30-55 мкм. Для обеспечения сплавления порошка никелида титана используется подложка (см. поз. (3) фиг.3a)) на которой закреплен лист из никелида титана (см. поз. (2) фиг.3a)), причем с отличием по химическому составу от порошкового материала не более 0.2 вес. % Ni. В камере установки обеспечивается инертная атмосфера аргона с содержанием кислорода не более 100 ppm. Для обеспечения необходимого уплотнения слоя порошка используется силиконовый ракель.
Разрешение технологии СЛП помимо фракции исходного порошкового материала, диаметра лазерного пятна, стратегии синтеза, также зависит от режимов синтеза (мощности лазера, скорости лазера, диаметр пучка и толщины слоя). Для обеспечения высокого разрешения технологии СЛП необходимо с одной стороны добиться наименьшего размера ванны расплава, а с другой сохранить механические свойства изделия путем оптимизации технологических параметров СЛП. Возможными технологическими параметрами процесса СЛП для никель-титанового порошка являются: мощность лазера в интервале 50-200 Вт; скорость сканирования в интервале 100-1500 мм/с; и толщина порошкового слоя в интервале 20-30 мкм. Оптимальными параметрами для синтеза самоадаптирующегося файла являются: мощность лазера в 70 Вт, скорость сканирования в 800 мм/с при толщине порошкового слоя в 30 мкм. Данные режимы были оптимизированы путем измерения ширины и глубины ванны расплава на единичных лазерных проходах, а также механических тестов на растяжение образцов, вырезанных из тонких стенок, которые были синтезированы при помощи рассмотренной стратегии единичных лазерных проходов. Комбинация из синтеза по методике единичных векторов и применения режимов, которые обеспечивают наименьший размер ванны расплава при достижении необходимых механических свойств, гарантируют максимальное разрешение технологии, что позволило печать самоадаптирующихся файлов (см. поз. (1) фиг.3a), фиг. 3b)-e)).
Технический результат достигается за счет применения оригинальной стратегии штриховки порошкового слоя лазером; использования лазера с меньшим диаметром пятна на фокусном расстоянии в 30-55 мкм; использования никель-титанового порошка мелкой
фракции, а именно с медианным диаметром частиц в 15-25 мкм; использования оптимизированной формы самоадаптирующегося файла под метод СЛП, у которой все элементы конструкции, выполнены с углами между нависающими поверхностями и плоскостью подложки более 35°, что делает элементы конструкции самоадаптирующегося файла самоподдерживающими; применения оптимизированных технологических параметров: мощность лазера в 70 Вт, скорость сканирования в 800 мм/с при толщине порошкового слоя в 30 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА TiNi С ПЕРЕМЕННЫМ ХИМИЧЕСКИМ СОСТАВОМ С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2022 |
|
RU2808118C2 |
| Способ получения индивидуальных изделий из сплава системы Ti-Zr-Nb с памятью формы и низким модулем при помощи селективного лазерного плавления | 2024 |
|
RU2840523C1 |
| Способ аддитивного производства пористых имплантатов из никелида титана с управляемыми механическими характеристиками и биосовместимостью | 2024 |
|
RU2835297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА С ВЫСОКОТЕМПЕРАТУРНЫМ ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ОСНОВЕ НИТИНОЛА | 2022 |
|
RU2794908C1 |
| СПОСОБ АДДИТИВНОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2022 |
|
RU2800693C1 |
| Способ изготовления детали типа шлиц-шарнир методом селективного лазерного сплавления металлического порошка титанового сплава | 2023 |
|
RU2825235C1 |
| Способ получения объемных изделий из высокоэнтропийного сплава, легированного азотом, методом селективного лазерного плавления | 2023 |
|
RU2821178C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОСТЕОИНТЕГРИРУЕМЫХ ИМПЛАНТАТОВ | 2023 |
|
RU2836712C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА TINI С ПРОГНОЗИРУЕМЫМИ СВОЙСТВАМИ С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2021 |
|
RU2772811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ СИСТЕМ | 2014 |
|
RU2562722C1 |
Изобретение относится к области аддитивного производства, в частности к способу получения самоадаптирующихся файлов методом 3Д печати. Может использоваться для изготовления стоматологических инструментов, обладающих сверхупругими свойствами, в частности к инструменту для чистки и/или придания формы, и/или расширения канала. Для изготовления сверхупругого самоадаптирующегося файла подготавливают исходный порошок никелида титана, подготавливают тонкостенную 3Д модель самоадаптирующегося файла с помощью САПР, конвертируют ее в STL модель и разделяют модель на отдельные слои с помощью ПО. Подготавливают исполнительный файл, содержащий координаты векторов сканирования для лазера в каждом слое, с использованием STL модели с единой поверхностью, нормальные векторы которой обращены к оси построения и загружают его в установку селективного лазерного плавления (СЛП). Порошок никелида титана загружают в бункер дозатора установки и проводят послойный синтез самоадаптирующегося файла методом СЛП на подложке из никелида титана. Каждый слой формируют посредством единичных лазерных проходов до получения самоадаптирующегося файла. Полученный файл содержит цилиндрическое основание и сетчатую конструкцию, между которыми выполнены дополнительные перемычки. Все элементы конструкции самоадаптирующегося файла выполнены с углами между нависающими поверхностями и плоскостью подложки более 35°. Обеспечивается повышение разрешающей способности метода СЛП для синтеза микрообъектов из никелида титана. 2 н. и 2 з.п. ф-лы, 3 ил.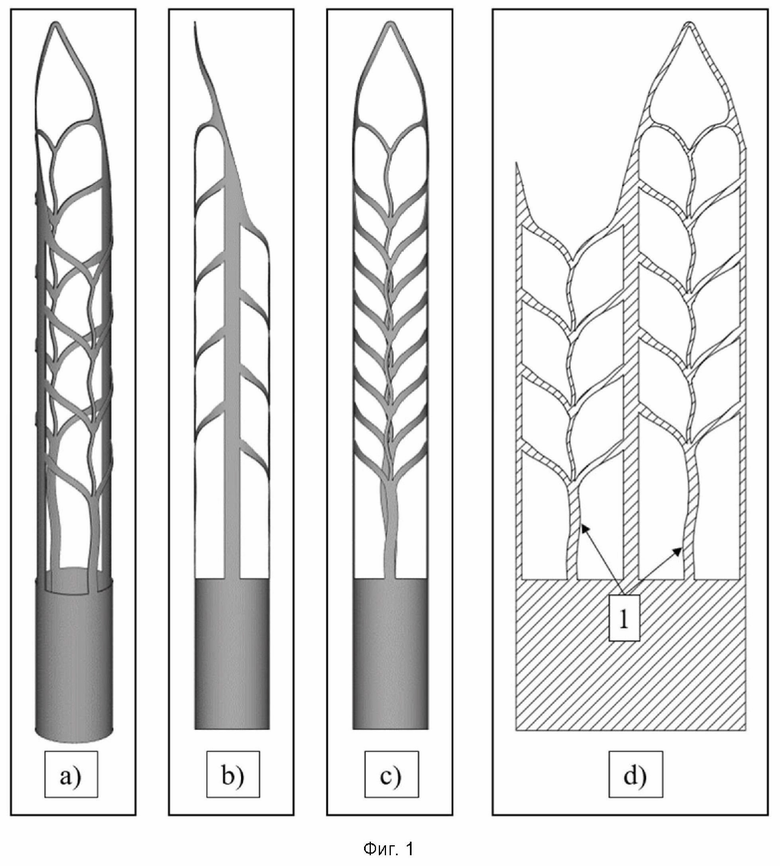
1. Способ изготовления сверхупругих самоадаптирующихся файлов из никелида титана, включающий анализ и подготовку исходного порошка никелида титана, подготовку тонкостенной 3Д модели самоадаптирующегося файла с помощью САПР и конвертацию в STL модель, разделение модели на отдельные слои с помощью специализированного ПО и подготовку исполнительного файла, содержащего координаты векторов сканирования для лазера в каждом слое, загрузку полученного исполнительного файла в установку селективного лазерного плавления (СЛП), загрузку порошка никелида титана в бункер дозатора установки, послойный синтез самоадаптирующегося файла методом СЛП до получения готового изделия, отличающийся тем, что при подготовке исполнительного файла для установки селективного лазерного плавления используют STL модель с единой поверхностью, нормальные векторы которой обращены к оси построения, при синтезе самоадаптирующегося файла в установке СЛП используют подложку из никелида титана, а каждый слой состоит из единичных лазерных проходов для создания конечного самоадаптирующегося файла слой за слоем.
2. Способ по п. 1, отличающийся тем, что в установке селективного лазерного плавления используют иттербиевый волоконный лазер с диаметром пятна в 30-55 мкм.
3. Способ по п. 1, отличающийся тем, что порошок никелида титана получен путем атомизации сплава, при этом порошок обладает медианным диаметром частиц в 15-25 мкм.
4. Самоадаптирующийся файл, полученный способом по п. 1, содержащий цилиндрическое основание и сетчатую конструкцию, отличающийся тем, что между сетчатой конструкцией и цилиндрической основой имеются дополнительные перемычки, а все элементы конструкции самоадаптирующегося файла выполнены с углами между нависающими поверхностями и плоскостью подложки более 35°, что делает элементы конструкции самоадаптирующегося файла самоподдерживающими.
| WO 2022111769 A1, 02.06.2022 | |||
| US 20180049845 A1, 22.02.2018 | |||
| US 20150366635 A1, 24.12.2015 | |||
| US 20160361765 A1, 15.12.2016 | |||
| Способ создания металлических деталей, в котором используется осаждение материала, и устройство для осуществления этого способа | 2016 |
|
RU2723496C2 |
| СТОМАТОЛОГИЧЕСКИЕ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ СТЕРЕОЛИТОГРАФИИ | 2011 |
|
RU2526270C2 |

