Изобретение относится к области оптического приборостроения и может найти применение при сборке объективов для тепловизионных приборов, приемники которых чувствительны в длинноволновом диапазоне инфракрасной (ИК) области спектра.
В настоящее время при проектировании инфракрасных систем визуализации, т.е. систем, принимающих сигналы в ИК-области спектра и преобразующих их в видимые изображения (тепловизионных приборов), ставятся следующие задачи: обеспечение требуемого уровня сигнала в виде потока или облученности на приемнике излучения, обеспечения высоких энергетических параметров тепловизионных приборов, влияющих на дальность их применения, повышение требования к однородности освещенности, создаваемой объективом в плоскости чувствительного слоя приемника, а также создание изображения требуемого качества.
Эффективность решения этих задач определяется достигнутой в оптической системе высокой разрешающей способностью, необходимой для совместной работы с микроболометрической матрицей (МБМ) в условиях минимизации размеров пикселя чувствительной площадки МБМ (чувствительного элемента), сравнимым с дифракционным кружком Эри. В современных МБМ размер пикселя составляет 0,025×0,025 мм и менее. Данное условие влечет за собой требование обеспечения более высокой точности центрирования линз, составляющих конструкцию объектива тепловизионного прибора.
Линзы объективов, работающих в инфракрасной области спектра с МБМ, чувствительными в длинноволновой области спектра (8-14) мкм, изготавливаются из германия, бескислородного стекла ИКС, кремния и других материалов, непрозрачных в видимой области спектра.
Известен способ центрирования в оправе линз, работающих в видимой области спектра, регламентированный РТМ 3-216-72 «Объективы. Типовой технологический процесс центрирования линз в оправе методом автоколлимации».
Способ основан на контроле центрирования двух поверхностей линзы, одна из которых контролируется сквозь материал линзы, прозрачный в видимой области спектра. Центрирование производится с помощью центрирующего патрона со сдвиговой и поворотной частями, закрепленного в шпинделе токарного станка, и автоколлимационного микроскопа, установленного на задней бабке станка. Указанный способ заключается в совмещении центров кривизны двух поверхностей линзы, закрепленной в оправе с осью вращения шпинделя токарного станка при последующей обработке и подрезке наружной цилиндрической и двух торцевых поверхностей оправы. Способ включает последовательное центрирование каждой из поверхностей линзы относительно оси вращения шпинделя. Линза устанавливается так, чтобы центр кривизны поверхности линзы, ближайшей к автоколлимационному микроскопу, лежал в одной плоскости с центром кривизны поворотной части патрона. Это совпадение обеспечивают за счет выбора длины технологической части оправы.
Указанный способ не может быть использован для центрирования линз, непрозрачных в видимой области спектра, т.к. одна из поверхностей линзы должна контролироваться сквозь материал линзы.
Кроме того, в данном способе необходимо повторное центрирование поверхностей линзы, т.к. преломление лучей на поверхности, находящейся между автоколлимационным микроскопом и первой центрируемой поверхностью приводит к несовпадению автоколлимационной точки центрируемой поверхности, наблюдаемой в микроскоп с центром кривизны поверхности. Вследствие чего, смещение поворотной части патрона при центрировании второй поверхности линзы приводит к смещению автоколлимационной точки первой центрируемой поверхности от оси вращения шпинделя станка.
Наиболее близким по технической сущности к заявляемому изобретению - прототипом - является способ центрирования в оправах линз, работающих в инфракрасной области спектра, описанный в изобретении по патенту РФ №2355002 от 10.05.2009 г. «Способ сборки объективов, работающих в инфракрасной области спектра», МПК G02B 7/02.
Способ включает установку линзы в оправу, центрирование линзы в «плавающем» (центрирующем) патроне станка с контролем центрирования поверхностей по автоколлимации и протачивание оправы.
В данном способе для центрирования линзы используют имитатор линзы, изготовленный из материала, прозрачного в видимой области спектра. Имитатор линзы закрепляют в «плавающем» патроне станка так, чтобы центр кривизны базовой поверхности имитатора линзы совпадал с центром качания чашки «плавающего» патрона станка, затем подвижками оправы в «плавающем» патроне при контроле автоколлимационным микроскопом выставляют автоколлимационные изображения центров кривизны двух оптических поверхностей имитатора линзы на ось вращения шпинделя станка. Затем извлекают имитатор линзы из оправы, а на его место устанавливают центрируемую линзу, при этом происходит самоцентрирование невидимой поверхности линзы. Затем разворотом чашки «плавающего» патрона станка при контроле автоколлимационным микроскопом выставляют автоколлимационное изображение центра кривизны видимой оптической поверхности линзы на ось вращения шпинделя станка, после чего обрабатывают торцевые и цилиндрические поверхности оправы.
Указанный способ имеет следующие недостатки:
1. Способ обеспечивает недостаточно высокую точность центрирования линзы за счет недостаточной точности самоцентрирования невидимой поверхности линзы. При этом способе децентрировка центров кривизны поверхностей линз относительно оси вращения шпинделя станка определяется в том числе допуском на изготовление диаметра линзы и зазором в посадочном диаметре оправы. Поэтому в результате различия диаметров имитатора и центрируемой линзы в пределах допуска замена имитатора на центрируемую линзу в оправе неизбежно приводит к погрешности установки линзы и, следовательно, снижает точность самоцентрирования невидимой поверхности линзы.
2. Способ технологически трудоемок, т.к. требуется выставление автоколлимационных изображений от центров кривизны трех поверхностей линз: двух поверхностей имитатора и одной поверхности центрируемой линзы. Показатель преломления имитатора линзы, изготовленного из материала, прозрачного в видимой области спектра, в несколько раз меньше показателя преломления центрируемой инфракрасной линзы. Различие показателей преломления приводит к несоответствию положения автоколлимационного изображения центра кривизны от второй поверхности имитатора линзы с учетом прохождения луча через толщину линзы и преломления луча от первой поверхности положению автоколлимационного изображения центра кривизны видимой поверхности центрируемой линзы. В результате самоцентрирование невидимой поверхности линзы является недостаточным и требуется центрирование видимой поверхности линзы.
Задачей, на решение которой направлено изобретение, является получение следующих технических результатов: повышение точности центрирования линз и снижение трудоемкости процесса центрирования линз.
Указанные технические результаты достигаются следующим образом.
Способ центрирования в оправе линз, работающих в инфракрасной области спектра, как и прототип, включает установку линзы в оправу, центрирование ее видимой поверхности в центрирующем патроне токарного станка путем выставления автоколлимационного изображения ее центра кривизны на ось вращения шпинделя токарного станка перемещением поворотной сферической части патрона станка и центрирование ее невидимой поверхности с помощью вспомогательной линзы, изготовленной из прозрачного в видимой области спектра материала, поверхность которой, ближайшая к автоколлимационному микроскопу, имеет радиус, равный радиусу невидимой поверхности линзы. Сначала центрируют ближайшую к автоколлимационному микроскопу поверхность вспомогательной линзы путем выставления автоколлимационного изображения ее центра кривизны на ось вращения шпинделя станка поперечным смещением сдвиговой части патрона перпендикулярно оси вращения шпинделя, а затем центрируют видимую поверхность линзы и обрабатывают торцевые и цилиндрическую поверхности оправы линзы.
В отличие от прототипа в предлагаемом способе в качестве вспомогательной линзы используют линзу-свидетель, выполненную со сквозным отверстием в центре. Линзу-свидетель закрепляют перед центрируемой линзой, соосно с ней, в насадке, установленной в оправе линзы так, чтобы центр кривизны ближайшей к автоколлимационному микроскопу поверхности линзы-свидетеля был совмещен с центром кривизны поворотной части патрона, при этом центрирование ее ближайшей к автоколлимационному микроскопу поверхности приводит к самоцентрированию невидимой поверхности линзы. Видимую поверхность линзы центрируют через отверстие в линзе-свидетеле, после чего извлекают насадку с линзой-свидетелем из оправы линзы.
Линза-свидетель может быть выполнена из стекла марки К8, ТФ10 и др. по ГОСТ 3514-94, или из полимера, например, из полиметилметакрилата (ПММА) или марки КОС55, MR7 (Корея) и др.
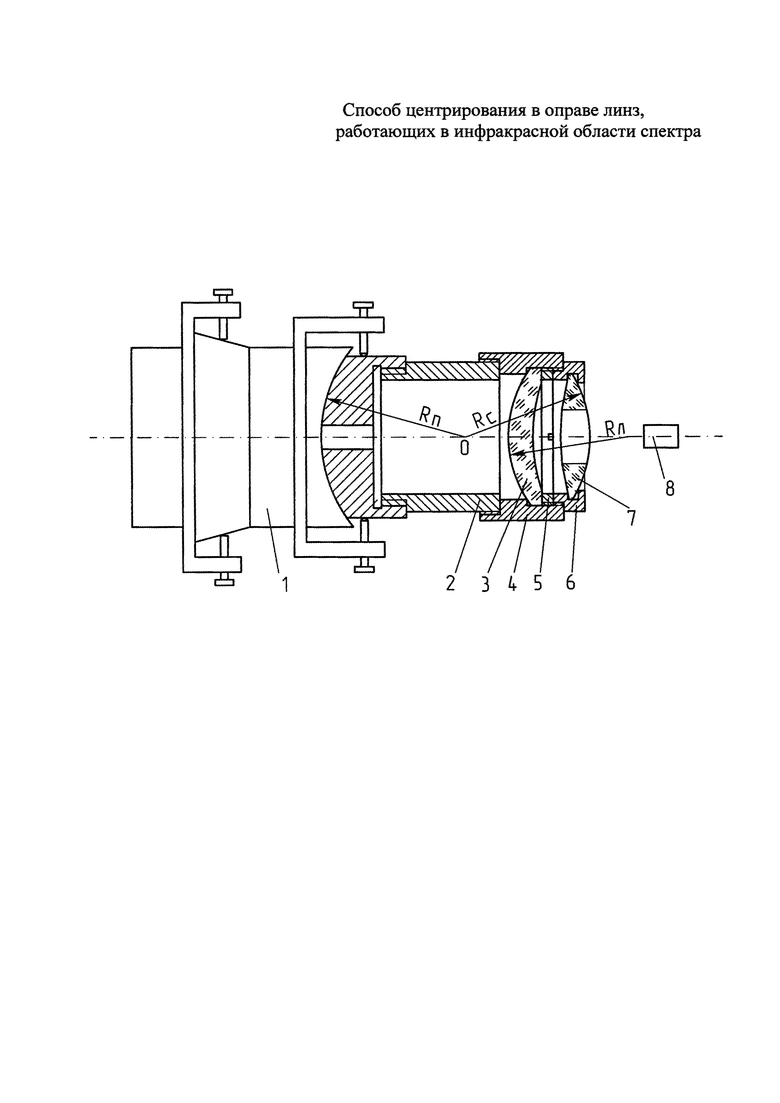
Предлагаемый способ реализуется с помощью представленного на чертеже устройства для центрирования в оправе линз, работающих в инфракрасной области спектра.
Устройство содержит центрирующий патрон 1 токарного станка (на чертеже не показан), в котором через переходную оправку 2 закреплена центрируемая линза 3 в оправе 4, зажимное резьбовое кольцо 5, насадку 6 с линзой-свидетелем 7, закрепленную в оправе 4, и автоколлимационный микроскоп 8, установленный на задней бабке токарного станка. Поверхность линзы-свидетеля 7, ближайшая к автоколлимационному микроскопу 8, имеет радиус RС, равный радиусу невидимой поверхности RЛ центрируемой линзы 3. Центр кривизны этой поверхности линзы-свидетеля 7 путем подбора длины переходной оправки 2 совмещен с центром кривизны О поворотной сферической части патрона 1, имеющей радиус RП. Линза-свидетель 7 выполнена со сквозным центральным отверстием, из стекла марки К8 или ТФ10. Размер отверстия определяется ходом нулевых лучей и зависит от формы поверхности центрируемой линзы 3 и линзы-свидетеля 7.
Способ центрирования линз, работающих в инфракрасной области спектра, осуществляют следующим образом.
В оправу 4 устанавливают центрируемую линзу 3, поджимают ее зажимным резьбовым кольцом 5, затем закрепляют насадку 6 с линзой-свидетелем 7 так, чтобы линза-свидетель 7 была на одной оптической оси с линзой 3. Центрируют ближайшую к автоколлимационному микроскопу 8 поверхность линзы-свидетеля 7, т.е. получают автоколлимационное изображение центра кривизны этой поверхности и смещением сдвиговой части патрона 1 перпендикулярно оси вращения шпинделя станка выставляют центр кривизны этой поверхности на ось вращения шпинделя. Т.к. радиус центрированной ближайшей к автоколлимационному микроскопу 8 поверхности линзы-свидетеля 7 равен радиусу невидимой (в автоколлимационный микроскоп 8) поверхности центрируемой линзы 3, при этом происходит самоцентрирование невидимой поверхности линзы 3.
Затем перемещением поворотной сферической части патрона 1 центрируют видимую в автоколлимационный микроскоп 8 поверхность линзы 3 через отверстие в линзе-свидетеле 7. При этом автоколлимационное изображение центра кривизны поверхности линзы 3 получают без учета хода луча через линзу-свидетель 7. Благодаря этому не сбивается автоколлимационное изображение от центрированной поверхности линзы-свидетеля 7. После этого извлекают насадку 6 с линзой-свидетелем 7 из оправы 4 с линзой 3 и обрабатывают торцевые и цилиндрическую поверхности оправы 4.
Предлагаемый способ включает центрирование только двух поверхностей линз, а не трех, как в прототипе. Невидимая поверхность линзы 3 самоцентрируется после центрирования одной поверхности линзы-свидетеля 7, а не обеих поверхностей линзы-имитатора в способе-прототипе. Кроме того, в предлагаемом способе исключается погрешность, неизбежно возникающая в способе-прототипе при установке центрируемой линзы на место имитатора.
По предлагаемому способу проведена экспериментальная проверка с использованием линзы-свидетеля. Получена точность центрирования в оправе линзы, работающей в инфракрасной области спектра, равная 3 мкм, значительно более высокая, чем точность известных в настоящее время способов центрирования методом автоколлимации. Объективы, собранные с использованием предлагаемого способа центрирования, обеспечивают более высокое качество изображения.
Таким образом, предлагаемое изобретение позволяет повысить точность центрирования в оправах линз, работающих в инфракрасной области спектра, и снизить трудоемкость способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ОБЪЕКТИВОВ, РАБОТАЮЩИХ В ИНФРАКРАСНОЙ ОБЛАСТИ СПЕКТРА | 2007 |
|
RU2355002C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| Способ центрирования непрозрачной линзы в оправе | 1984 |
|
SU1180688A1 |
| Способ центрирования линз в оправах | 1987 |
|
SU1582167A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ЛИНЗ | 1988 |
|
SU1841111A1 |
| Способ центрирования линз | 1990 |
|
SU1755086A1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
| Оптико-электронное устройство для автоматического центрирования линз | 1980 |
|
SU972293A1 |
| Устройство для центрирования линз | 1986 |
|
SU1455235A1 |
| Устройство контроля центрирования линз и линзовых систем | 1988 |
|
SU1582003A1 |
Способ может использоваться при сборке объективов для тепловизионных приборов. Способ включает установку в центрирующий патрон токарного станка оправы с линзой и закрепление в оправе насадки с линзой-свидетелем и центрирование поверхностей линз с контролем автоколлимационным микроскопом. Линза-свидетель выполнена прозрачной в видимой области спектра и имеет сквозное центральное отверстие. Радиус поверхности линзы-свидетеля, ближайшей к автоколлимационному микроскопу, равен радиусу невидимой поверхности линзы. Смещением сдвиговой части патрона центрируют ближайшую к микроскопу поверхность линзы-свидетеля, выставляя автоколлимационное изображение центра кривизны этой поверхности на ось вращения шпинделя станка, при этом происходит самоцентрирование невидимой поверхности линзы. Затем перемещением поворотной сферической части патрона центрируют видимую поверхность линзы через отверстие в линзе-свидетеле. После этого извлекают насадку с линзой-свидетелем из оправы линзы и обрабатывают торцевые и цилиндрические поверхности оправы. Технический результат - повышение точности центрирования линз и снижение трудоемкости процесса центрирования. 1 ил.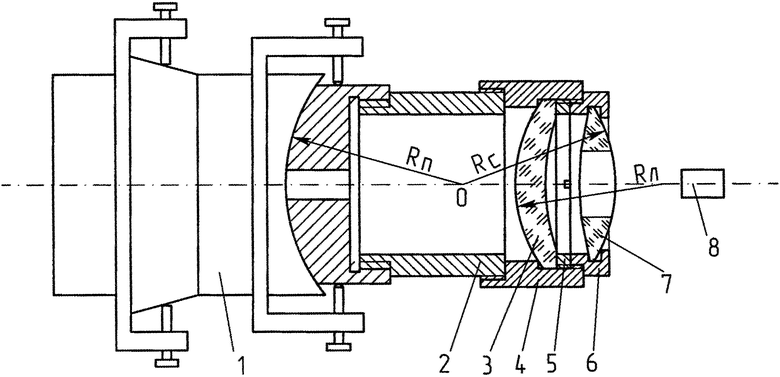
Способ центрирования в оправе линз, работающих в инфракрасной области спектра, включающий установку линзы в оправу, центрирование ее видимой поверхности в центрирующем патроне токарного станка путем выставления автоколлимационного изображения ее центра кривизны на ось вращения шпинделя токарного станка перемещением поворотной сферической части патрона станка и центрирование ее невидимой поверхности с помощью вспомогательной линзы, изготовленной из прозрачного в видимой области спектра материала, поверхность которой, ближайшая к автоколлимационному микроскопу, имеет радиус, равный радиусу невидимой поверхности линзы, причем сначала центрируют ближайшую к автоколлимационному микроскопу поверхность вспомогательной линзы путем выставления автоколлимационного изображения ее центра кривизны на ось вращения шпинделя станка поперечным смещением сдвиговой части патрона перпендикулярно оси вращения шпинделя, а затем центрируют видимую поверхность линзы и обрабатывают торцевые и цилиндрическую поверхности оправы линзы, отличающийся тем, что в качестве вспомогательной линзы используют линзу-свидетель, выполненную со сквозным отверстием в центре, линзу-свидетель закрепляют перед центрируемой линзой, соосно с ней, в насадке, установленной в оправе линзы так, чтобы центр кривизны ближайшей к автоколлимационному микроскопу поверхности линзы-свидетеля был совмещен с центром кривизны поворотной части патрона, при центрировании ее ближайшей к автоколлимационному микроскопу поверхности получают самоцентрирование невидимой поверхности линзы, а видимую поверхность линзы центрируют через отверстие в линзе-свидетеле, после чего извлекают насадку с линзой-свидетелем из оправы линзы.
| СПОСОБ СБОРКИ ОБЪЕКТИВОВ, РАБОТАЮЩИХ В ИНФРАКРАСНОЙ ОБЛАСТИ СПЕКТРА | 2007 |
|
RU2355002C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ЛИНЗ | 1988 |
|
SU1841111A1 |
| CN 102998767 A, 27.03.2013 | |||
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| GB 1147521 А, 02.04.1969. | |||

