1
Изобретение относится к оптическому приборостроению, предназначено для центрирования линз и может быть использовано в производстве оптичес- ких деталей и узлов, а также при сборке оптических систем.
Цель изобретения - повьшение точности центрирования и расширение номенклатуры центрируемых линз путем усреднения результатов измерения центров кривизны поверхностей линз и обеспечения .стабильности траектори движения шпинделя, а также за счет координатной привязки центров кри- визны поверхностей линз к базовым элементам шпинделя.
На чертеже изображена схема предлагаемого устройства.
Устройство содержит патрон 1, ус- тановленный на шпинделе 2, вмонтиро- ванну в узел 3 смещения опорную линзу 4, автоколлиматорный микроскоп 5 с позиционно-регистрирующей системой 6 и проекционным объективом 7, строящим изображение светящейся марки последовательно в автоколлимационные точки поверхностей опорной линзы 4 и центрируемой линзы 8. Оправа центрируемой линзы 8 базируется со- осно оптической оси опорной линзы 4
на посадочные поверхности узла 3 смещения, например цилиндрическое гнездо 9 и торец 10, которые могут быть обработаны методом алмазного точения после выставления центров кривизны опорной линзы на ось шпинделя обрабатывающего станка. Узел 3 смеще- ния и узел 11 качения патрона 1 связаны с шпинделем 2.
Автоколлимационный микроскоп 5 установлен с возможностью перемещения вдоль оси шпинделя 2.
Опорная линза 4 выполнена вогнуто-выпуклой и установлена вогнутой поверхностью в сторону автоколлимационного микроскопа 5. Автоколлимационные точки от выпуклой и вогнутой поверхностей линзы 4 находятся в зоне максимального увеличения .автоколлимационного микроскопа 5, а расстояние между центрами кривизны поверхностей (не менее 200 мм) определяется достаточной точностью аттестации углового положения оптичес- ,кой оси опорной линзы 4,
Позиционно-регистрирующая система 6 выполнена в виде позиционно- , чувствительного фотоприемного устройства, содержащего линейный фотометрический клин, за которым по ходу лучей расположен фотоприемник.
Шпиндель 2 снабжен датчиком 12 угла поворота, выполненным, например, в виде фотоэлектрической системы и установленным на шпинделе диска 13, имеющего две разнесенные по радиусу дорожки, на одной из которых выполнена группа равномерно расположенных отверстий, а на другой - отверстие, определяющее начало отсчета угловой координаты. Шпиндель 2 и автоколлимационный микроскоп 5 установлены на общем основании 14.
На каждой дорожке установлена соответствующая оптронная пара (например, светодиод и фотодиод).
10
15
Автоколлимационный микроскоп 5 наводят на автоколлимационную точк контролируемой поверхности линзы 4 При этом проекционный объектив 7 у танавливают в положение наибольшей чувствительности автоколлимационно микроскопа 5.
Шпиндель 2 приводят во вращение С микро-ЭВМ 19 через блок 18 парал лельного обмена на делитель 15 час ты выдается код приращения угла по ворота гшинделя 2 и разрешается об работка прерываний микро-ЭВМ 19.
Импульсы с фотоэлектрической си темы Датчика 12 угла поворота чере делитель 15 частоты запускают АЦП и вырабатьгеают прерывания через бл 18 параллельного обмена. Микро-ЭВМ
Устройство также содержит последо- 20 9 снимает после временной задержвательно соединенные делитель 15 частоты и блок 16 вьщеления и обра- ботки сигналов. Первый и второй выходы датчика 12 соединены соответственно с первыми информационными входами делителя 5 частоты и блока 16. Второй информационный вход делителя 15 частоты соединен с выходом блока 16, а выход - с вторым входом блока 16, третий вход которого соединен с выходом позиционно- регистрирующей системы 6.
Блок 16 вьщеления и обработки сигналов содержит аналого-цифровой преобразователь (АЦП) 17, блок 18 параллельного обмена и вычислительный узел, например микро-ЭВМ 19. В качестве микро-ЭВМ 19 может служить одноплатная ЭВМ Электроника МС J201.01 диалогового вычислительного комплекса ДВК-2М.
Шпиндель 2 и автоколлимационный микроскоп 5 установлены на общем основании 14.
Управляемый делитель 15.частоты выполнен, например, на базе вычитающего счетчика.
Устройство работает следующим образом.
Перед установкой центрируемой линзы 8 узел 3 смещения и узел 11 качания патрона приводят в исходное положение, для чего измеряют радиальные координаты центра кривизны одной из поверхностей опорной линзы 4.
Измерение координат проводят следующим образом.
ки данные с А1Щ 17.
Импульс со второго выхода фотоэлектрической системы датчика 12 у ла поворота вырабатывает прерывание
25 в микро-ЭВМ 19, сигнализирующее о п хождении шпинделем 2 начала отсчета угловой координаты.
Микро-ЭВМ 19 накапливает массив из мерений координат положений марки в
30 плоскости фотоприемника позиционно- регистрирующей системы 6 за заданное число оборотов шпинделя 2.
Полученные значения координат ум ножаются на синус и косинус угла по
35 ворота шпинделя 2, после чего полученные данные суммируются по формулам.
/J/n
40
Y l./n где X и Y и
И А; л г
П
IlAr
cosetj;
45
50
55
sin«L;
i 1
радиальные координаты .центра кривизны контро лируемой поверхности в системе координат шпин деля 2;
|3 - суммарный коэффициент увеличения смещения центра кривизны контролируемой поверхности; oil - значение угла поворота (задается дискретно через управляемьш делитель 15 частоты);
А- - значение напряжения, снятого с АЦП 17 при угле поворота об ;
п - число измерений.
Автоколлимационный микроскоп 5 наводят на автоколлимационную точку, контролируемой поверхности линзы 4, При этом проекционный объектив 7 устанавливают в положение наибольшей чувствительности автоколлимационного микроскопа 5.
Шпиндель 2 приводят во вращение. С микро-ЭВМ 19 через блок 18 параллельного обмена на делитель 15 частоты выдается код приращения угла поворота гшинделя 2 и разрешается обработка прерываний микро-ЭВМ 19.
Импульсы с фотоэлектрической системы Датчика 12 угла поворота через делитель 15 частоты запускают АЦП 17 . и вырабатьгеают прерывания через блок 18 параллельного обмена. Микро-ЭВМ
9 снимает после временной задерж20 9 снимает после временной задержки данные с А1Щ 17.
Импульс со второго выхода фотоэлектрической системы датчика 12 угла поворота вырабатывает прерывание
25 в микро-ЭВМ 19, сигнализирующее о прохождении шпинделем 2 начала отсчета угловой координаты.
Микро-ЭВМ 19 накапливает массив измерений координат положений марки в
0 плоскости фотоприемника позиционно- регистрирующей системы 6 за заданное число оборотов шпинделя 2.
Полученные значения координат умножаются на синус и косинус угла по5 ворота шпинделя 2, после чего полученные данные суммируются по формулам.
/J/n
0
Y l./n где X и Y и
И А; л г
П
IlAr
cosetj;
5
0
5
sin«L;
i 1
радиальные координаты .центра кривизны контролируемой поверхности в системе координат шпинделя 2;
|3 - суммарный коэффициент увеличения смещения центра кривизны контролируемой поверхности; oil - значение угла поворота (задается дискретно через управляемьш делитель 15 частоты);
А- - значение напряжения, снятого с АЦП 17 при угле поворота об ;
п - число измерений.
455235
ро мы ус з т мы т т в м
Результаты расчета X и Y oj контолируемой поверхности при необходи- ости выводятся через микро-ЭВМ 19 а ее внешние устройства (например, исплей).
Аналогично измеряют радиальные оординаты центра кривизны второй оверхности линзы 4.
I Далее по известному положению в системе координат шпинделя 2 цент- pja качания узла 11 качания и изме- р|енному положению координат центров к|ривизны поверхностей опорной линзы 1 производят выделение оптической с|си опорной линзы /4 на ось вращения Шпинделя 2, устранением заслона и Смещения в следующей последователь1 ОСТИ.
Первоначально при помощи узла 3 (|;мещен1 Я (или узла 11 качания) опор- ую линзу 4 выставляют в промежуточ- ую позицию С контролем по смещению JteHTpa кривизны одной из ее поверх- юстей, рассчитанному так, что за- |гем при помощи узла 1 i качания / или узла 3 смещения) производят ее Ькончательное выставление. Измерение координат центров кривизны поверхностей опорной линзы 4 производят на низкой скорости враще- :ния шпинделя 2, обеспечивающей от- .сутствие влияния дебалансировки системы вращающихся частей на траекто- рии движения шпинделя 2. Далее ба- лансируют систему вращающихся частей для уменьшения влияния дисбаланса на биение оси вращения при рабочих скоростях центрирования.линзы 8. Последнюю операцию производят периодически при настройке и аттестации устройства.
На узел 3 смещения устанавливают центрируемую линзу 8.по базовым элементам, обеспечивающим соосность оправы центрируемой линзы 8 с оптической осью опорной линзн 4.
Измерение радиальных координат центров кривизны поверхностей центрируемой лиизы 8 и ее выставление на ось вращения шпинделя 2 производят аналогично одноименным операциям, вьтолняемым на опорной линзе 4.
Устройство центрирования линз позволяет центрировать линзы с точностью 0,1-0,3 мкм.
Достижение указанной точности обеспечивается высокой точностью /измерения радиальных координат цент
0
5
20
ров кривизны поверхностей центрируемых линз благодаря многократному усреднению результатов отсчета показаний аналого-цифрового преобразователя 17 в моменты времени, задаваемые с управляемого делителя 15 частоты, а также высокой стабильности траектории движения гшинделя 2 и по- вътенной жесткости консольной системы шпиндель - центрируемая линза.
В устройстве возможна компенсация систематических погрешностей траектории движения оси шпинделя 2 путем считывания и занесения в память микро-ЭВМ 19 траекторий движения центров кривизны поверхностей опорной линзы 4 с последующим учетом полученных данных при центрировании линз. Повышение жесткости консольной системы шпиндель - центрируемая линза обеспечивается использованием в предлагаемом усд ройстве координатной привязки центров, кривизны по- 25 верхностей центрируемой линзы к базовым элементам шпинделя. Это позволяет реализовать алгоритм выставле ния центрируемой линзы на ось вращения щпинделя без совмещения центра 30 кривизны одной из ее поверхностей с центром качания патрона при помош,и специальной оправки. При этом снимаются ограничения на радиусы кривизны поверхностей центрируемых линз и обеспечивается возможность автоматизации процесса центрирования в мелкосерийном и индивидуальном производстве с повьш1ением его производительности в несколько раз. Кроме того, в случае выполнения узла качания патрона в виде планшайбы, подвижной в радиальном направлении относительно расположенной на оси патрона сферической направляющей, появляется возможность повышения ,чувствитель- ности углового выставления без усложнения конструкции за счет увеличения радиуса сферической направляющей.
35
40
50
Формула из
обретения
1. Устройство для центрирования линз, содержащее основание, установленные на нем шпиндель и с возможностью перемещения вдоль оси шпинделя автоколлимационный микроскоп с по- зиционно-чувствительной регистрирующей системой, установленный на шпинделе патрон с узлами качания смещения и базовыми элементами для крепления центрируемой линзы, блок выде- ления и обработки сигналов, информационный- вход которого подключен к вы4 ходу позиционно-чувствительной регистрирующей системы, отличающееся тем, что, с целью повышения точности центрирования и расширения номенклатуры центрируемых линз, оно снабжено вогнуто-выпуклой опорной линзой, установленной в узле смещения патрона и обращенной вогнутой поверхностью в сторону ав- токолпимационного микроскопа, управляемым делителем частоты и датчиком угла поворота шпинделя, выход счетных импульсов которого соединен со счетным входом управляемого делителя частоты, а импульсный выход Начало оборота - с первым входом блока выделения и обработки сигналов, второй вход которого соединен с выходом управляемого делителя частоты, вход
14
4 1455235
управления которого соединен с выходом блока выделения и обработки i сигналов, блок выделения и обработки g сигналов выполнен в виде соединенных последовательно аналого-цифрового преобразователя, узла управления и узла вычислений, первый вход аналого-цифрового преобразователя являет0 ся информационным входом блока выделения и обработки сигналов, второй вход соединен с вторым входом узла управления, который является вторым входом блока выделения и обработки
5 сигналов, первым его входом является третий вход узла управления, а выходом блока выделения и обработки- сигналов является выход данных узла управления.
0 2. Устройство по п.1, о т л и - чающееся тем, что базовые злементы крепления центрируемой линзы выполнены соосно оптической оси опорной линзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центрирования линз | 1990 |
|
SU1755086A1 |
| Способ центрировки линз | 1986 |
|
SU1381356A1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1992 |
|
RU2082138C1 |
| Патрон для центрирования линз | 1983 |
|
SU1149201A1 |
| Оптико-электронное устройство для автоматического центрирования линз | 1980 |
|
SU972293A1 |
| Способ центрирования линз в оправах | 1987 |
|
SU1582167A1 |
| Способ центрирования в оправе линз, работающих в инфракрасной области спектра | 2016 |
|
RU2634078C1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
| Устройство для центрировки линз | 1986 |
|
SU1365016A1 |
| Патрон для центрировки линз | 1985 |
|
SU1282042A1 |
Изобретение относится к оптическому приборостроению. Цель изобретения - повышение точности центрирования и расширение диапазона радиусов центрируемых линз путем усреднения результатов измерения центров кривиэ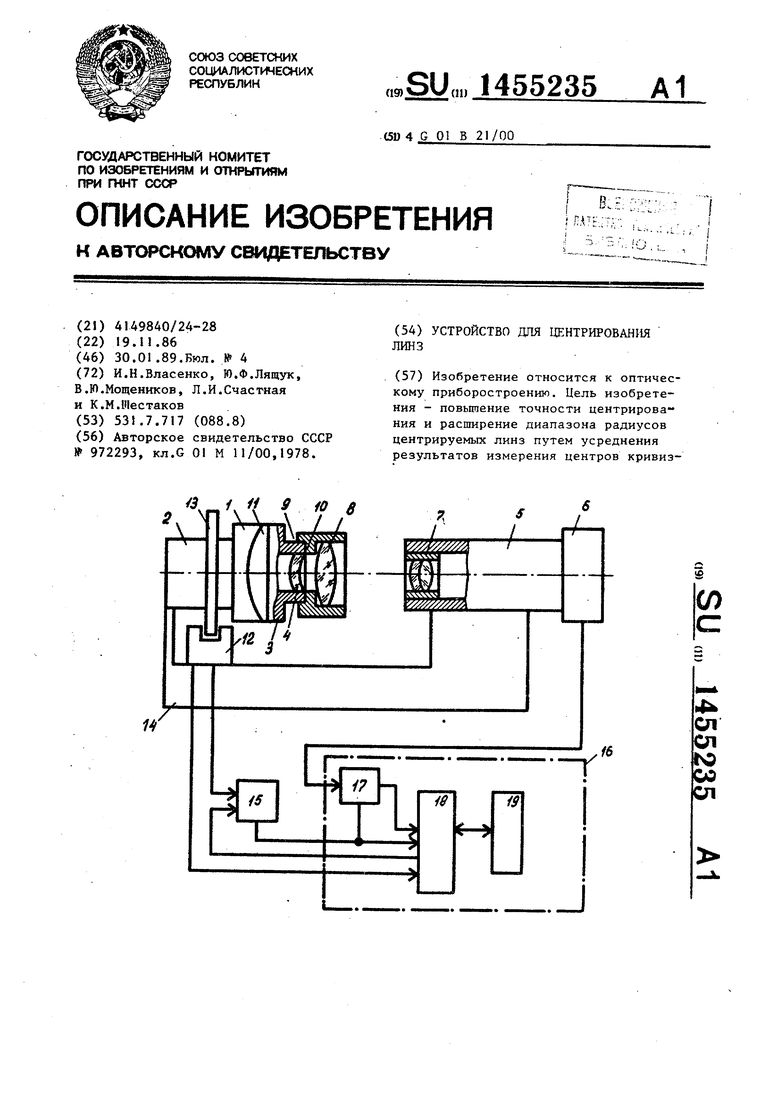
| Оптико-электронное устройство для автоматического центрирования линз | 1980 |
|
SU972293A1 |
