ОБЛАСТЬ ТЕХНИКИ
[0001] Изобретение относится к соединительному жгуту для сети возвратного тока, позволяющему соединять металлические детали, в частности, позволяющему соединять электрические сети самолетов нового поколения, с обшивкой, выполненной из композитного материала. Изобретение относится также к способу монтажа такого жгута на раме фюзеляжа самолета из композитного материала.
[0002] Композитный материал для этого нового поколения обшивки самолетов содержит неоднородный материал на основе углеродного волокна. Обычно, функции внутреннего сетевого электрического соединения в авиации предыдущего поколения осуществляются алюминиевой обшивкой. Авиаконструкторы фактически использовали ее для возврата тока используемого оборудованием, для приведения к одному и тому же потенциалу всех металлических деталей, для CEM защиты (Электромагнитная Совместимость) электрооборудования, и для стекания токов молнии - опосредованных и индуцированных - и электростатических зарядов.
[0003] Изобретение может также быть применимо в любой конструкции или сооружении с прохождением электрического тока, требующем контроля возвратного тока, для обеспечения безопасности этой конструкции, в частности, но не исключительно, в фюзеляжах пассажирских отсеков самолета с композитной обшивкой.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0004] Композитные материалы с углеродным волокном являются не очень хорошими проводниками электричества и плохо выдерживают тепловой (Джоулев) нагрев. Таким образом, такая обшивка не может быть использована для обеспечения вышеупомянутых функций.
[0005] Для получения функционирующих внутренних электрических соединений для самолета с обшивкой с композитной структурой, была разработана конструкция, составленная из металлических деталей, чтобы создать, в частности, двустороннюю токовую электрическую сеть. В целом, эта сеть состоит из трех продольных сетей, которые протянуты вдоль фюзеляжа самолета:
- сеть в верхней части (потолок, составленный из металлических деталей поддержки контейнеров для багажа, трассы кабелей и главной опоры);
- сеть в средней части, содержащей профилированные направляющие для кресел, металлические опоры профилированного кабеля и эквивалентные детали,
- сеть в нижней части (пол), состоящей из профилированных металлических грузовых рельсов и эквивалентных деталей.
[0006] Эти продольные сети соединяются между собой поперечным образом металлическими деталями (поперечины, тяги структуры, и т.д.), или кабелями большого сечения, или другими электрически проводящими элементами. Эффективная ячеистая структура двусторонней токовой сети создается так, чтобы реализовать вышеуказанные функции.
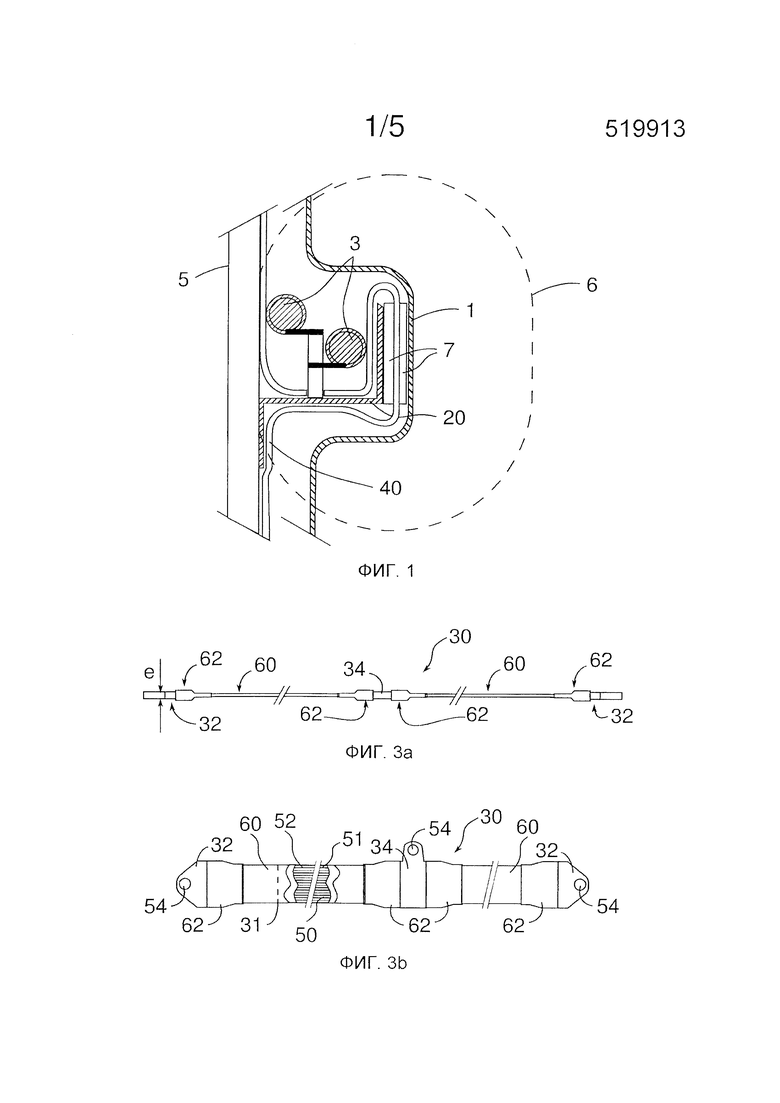
[0007] При этом поперечное соединение сетей с возвратным током представляет, как показано на Фиг. 1, в месте расположения пассажирского отсека, - за панелью 1 облицовки отсека, - весьма малое пространство для проводки жгутов электрических кабелей 3. Эти проводки наиболее локализованы вдоль структурной рамы 20 из композитного углеволокнистого материала, обозначаемой как "углепластиковая рама", монтируемой на обшивку 5 самолета.
[0008] Однако разграничение 6 CEM защиты этих жгутов 3 должно быть обеспеченным их близостью с элементом сети возвратного тока. Использование кабеля большого сечения не приспособлено к окружению, поскольку он требует исключения, по меньшей мере, одного жгута прокладки электрического кабеля самолета, чтобы располагать достаточным объемом. Доступные объемы 7 располагаются с той и с другой стороны термоакустической защиты 40, между этой защитой и структурной углепластиковой рамой 20, смонтированной на обшивке 5 и/или между этой защитой и облицовочной панелью 1 отсека.
[0009] Рассматривались варианты вставки в этот объем 7 с элементами приспособленной структуры:
- металлическая ткань (сетка, проволочная решетка, трикотаж, дренаж и т.д.) впеченная и включенная в структурную раму 20,
- плоская металлическая плетенка,
- металлическая фольга против структурной рамы 20,
- открытое бронированное покрытие, происходящее из жгутов 3,
- несколько электрических кабелей малого сечения.
[0010] Для общих вопросов о проводимости, малой плотности, стоимости и в связи с требованиями к технологическим параметрам, а также к состоянию бортового оборудования, металл, который подходит лучше всего, - это алюминий для ткани, фольги, плетенки или кабелей малого сечения. Для бронированного покрытия предпочтительный материал - это медь. Вместе с тем все эти решения имеют серьезные недостатки по следующим причинам.
[0011] Относительно присоединения алюминиевой ткани, спеченной со структурной рамой 20:
- алюминий и углепластик имеют сильно различающиеся коэффициенты расширения/сжатия, даже противоположные, в зависимости от температуры: неприемлемые внутренние напряжения устанавливаются с течением времени;
- электрохимическая совместимость между углепластиком и алюминием очень плоха, и может образовываться гальваническая коррозия, которая может повлечь за собой исчезновение алюминия;
- электрическое соединение между алюминием в виде ткани и металлическими деталями двусторонней токовой сети является очень сложным в реализации;
- никакой электрический ток не должен проходить между алюминиевой тканью и углепластиком структуры 20: между ними должна быть установлена электрическая изоляция.
[0012] Использование плоской алюминиевой плетенки ставит следующие проблемы:
- никакая плоская плетенка из никелированных алюминиевых нитей, пригодных для электрического соединения, не существует, в частности, в авиационной промышленности;
- надежную герметичность крайне трудно реализовать для присоединения плетенки, поэтому такая плетенка не используется в авиационной промышленности;
- занимаемый объем существенно больше, чем кабель (приблизительно на 45%) при эквивалентном эффективном сечении;
- те же требования к электрической изоляции, что и для ткани.
[0013] Относительно металлической фольги, ее внедрение на самолете требует несколько метров на раме, и эта длина будет мешать ее установке как единого целого. Дополнительный электрический интерфейс с трудом помещается в объеме 7, предусмотренном для этой цели. Кроме того, поскольку фольга получается из профильного металла, электрическое соединение двух участков оказывается очень затрудненным, и затруднительно обеспечить надежную герметичность соединений на длительное время. К тому же:
- уже упомянутые проблемы электрохимической несовместимости между алюминием и углепластиком также должны быть учтены для фольги;
- должны быть предусмотрены дополнительные крепежные детали для формирования точек закрепления на структурной раме из углепластика;
- фольга плохо приспособлена для реализации непосредственного электрического присоединения к схеме возвратного тока в верхней и средней части самолета: эти соединения требуют кабелей большого сечения, оснащенных наконечниками, что увеличивает число электрических контактов и массу;
- те же требования к электрической изоляции между алюминием и углепластиком, что и для ткани и плетенки.
[0014] Что касается открытой бронированной оболочки, то проводники, которые составляют бронирование, в настоящее время являются медными, и технология такого бронирования не должна быть пересмотренной: детали, на которых это бронирование присоединяется посредством запрессовки с их оконечностями с медными жилами, стандартизированы, тогда как алюминиевые контакты поставили бы проблемы герметичности в воздухе и, как следствие, проблемы образования оксида алюминия. Кроме того, CEM защита электрических жгутов, которые покрывает оболочка, требует незначительного количества меди.
[0015] Вместе с тем соединения и соединительные разъемы, предусмотренные для бронированных оболочек, не предполагались для пропускания такого тока, как определено для соединений электрической сети возвратного тока. Таким образом, эти открытые бронированные оболочки не могут соответственно заменить кабели большого сечения.
[0016] Использование кабелей малого сечения в жгутах, для соединения между ними и для размещения в доступном объеме 7, ставит проблемы скрепления между ними и со структурной углепластиковой рамой 20, без износа изоляторов трением при вибрации - наличие изоляторов необходимо для нейтрализации электрохимической несовместимости алюминий/углепластик. Таким образом, необходима отдельная фиксация этих жгутов: точки закрепления должны быть добавлены на раме, в доступном пространстве.
[0017] Кроме того, в оконечности, каждый жгут должен быть уплотнен отдельно для получения эффективной герметичности. Таким образом, баланс по массе и по стоимости очень неблагоприятен в этом варианте. Кроме того, известная технология электрических соединений оконечностей предполагает соединительные разъемы с нормализованным числом кабелей, обычно с шестью кабелями. В случае использования восьми или десяти кабелей два соединительных разъема и две соответствующие установки необходимы на заделку одной оконечности: при этом баланс массы, занимаемого объема и затрат остается очень неблагоприятным.
[0018] К тому же технология промежуточных электрических соединений предполагает разрезание кабелей главной линии для каждого ответвления и зачистку всех кабелей, соединяемых в ответвлении, чтобы не создавать неоднородность прохождения электрического тока. Число соединительных разъемов, которые надо предусмотреть, равно по существу числу соединяемых кабелей в ответвлении. Появляются те же самые проблемы: проблема массы, занимаемого объема, затрат и, в данном случае особенно, надежности с предполагаемым числом разрезов кабеля.
[0019] Известны Патентные заявки WO 2007/075931 и FR 2962712, которые описывают системы сети возвратного тока для летательного аппарата, планер которого выполнен из композитного материала. Они не демонстрируют шлейфов проводников, обеспечивающих достаточную гибкость.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0020] Изобретение направлено на реализацию структуры, пригодной для минимизации проблем массы, занимаемого пространства, затрат, надежности, герметичности и электрической и электрохимической совместимости. Для этого изобретение предусматривает жгут в виде шлейфа голых проводников, в общем случае, в сочетании с соединительными разъемами.
[0021] Более конкретно, настоящее изобретение имеет целью получение жгута эквипотенциального соединения между структурными металлическими деталями, проходящего вдоль защитной структуры, и расположенного в доступном объеме, проходящем между поперечной рамой из композитного материала на основе углеродного волокна, обозначаемой как углепластиковая рама, и облицовочной панелью, чтобы установить эквипотенциальные соединения между частями сети возвратного тока. Этот жгут включает в себя промежуточные соединительные разъемы, оконечные соединительные разъемы и проводящее устройство, составляющее эквипотенциальное соединение между промежуточными соединительными разъемами соединения металлических деталей посредством ответвления без разрезания проводников, и оконечными соединительными разъемами, связанными с металлическими деталями возвратного тока, по меньшей мере, защитную оболочку, покрывающую устройство, и оконечные зоны соединительных разъемов, причем эта оболочка предназначена для обеспечения механической, электрической и электрохимической защиты жгута в сочетании с термоакустической защитой и/или с углепластиковой рамой или облицовочной панелью, отличающийся тем, что вышеупомянутое проводящее устройство представляет собой плоский и гибкий шлейф относительно своих продольного и поперечного направлений, сформированный проводниками, не изолированными и помещаемыми параллельно и рядом друг с другом. Соединительные разъемы, - модульные и многоконтактные относительно числа проводников, и присоединяются, с помощью локальных средств уплотнения в месте расположения каждого присоединяемого проводника.
[0022] В соответствии с предпочтительными вариантами реализации:
- каждый проводник составлен из множества элементарных алюминиевых жил, сгруппированных в прядь;
- соединительные разъемы обработаны по своей поверхности, в частности, никелированием, лужением, серебрением или эквивалентной обработкой, чтобы реализовать сборку с запрессовкой с плотной подгонкой с соответствующими соединяемыми деталями с целью воспрепятствовать гальванической коррозии;
- промежуточные многоконтактные соединительные разъемы в сочетании со шлейфом и соединяемыми деталями могут позиционироваться по всему шлейфу посредством Т-образного ответвления;
- оконечные и промежуточные соединительные разъемы включают в себя ориентированные гнезда, причем каждый проводник вставляется и фиксируется в гнезде;
- гнезда оконечных соединительных разъемов представляют собой глухие выемки, и гнезда промежуточных соединительных разъемов являются сквозными;
- защитная оболочка состоит из внешней оболочки, покрывающей шлейф, и общей оболочки, заключающей в себе края соединительных разъемов и внешней оболочки;
- внешняя оболочка составлена из участков материала на основе PVF (полифторвинил), PTFE (политетрафторэтилен) или эквивалентного материала, пригодного для реализации механической защиты, так же как электрохимической и электрической изоляции с углепластиковой рамой и/или термоакустической защитой или облицовочной панелью;
- общая оболочка составлена из участков полиолефинового термоусаживаемого покрытия или из локализованных заливок полимерного материала, термопластичного или термоотверждаемого, пригодного для реализации механической защиты зон уплотнения проводников в сочетании со сторонами соединительных разъемов;
- локальные средства уплотнения составлены из термоусаживаемых муфт, окружающих проводники, покрытых продуктом уплотнения в месте расположения зон уплотнения, во входах соединительных разъемов, так, чтобы отдельно уплотнялся каждый проводник;
- соединительные разъемы выполнены из алюминиевого сплава с малым удельным сопротивлением.
[0023] Преимущественно то, что технология оконечных и промежуточных электрических соединений и проводники шлейфа могут быть приспособлены в зависимости от критериев необходимости, определяемых конструктором: удельное сопротивление соединений, интенсивности транзитных токов и токов перегрузки, занимаемое пространство, число точек закрепления и число соединяемых деталей, конкретные механические стыковочные поверхности, и т.д.
[0024] Изобретение также относится к способу монтажа жгута на углепластиковой раме фюзеляжа самолета. В этом способе, клейкое двустороннее покрытие приклеивается на внешней оболочке жгута для непосредственной установки шлейфа на углепластиковой раме, снимаемая пленка постепенно удаляется, и жгут накладывается на раму. Позиционирование жгута затем фиксируется и надежно обеспечивается пружинными зажимами, вставляемыми с нажимом в ниши, предварительно образованные в раме, и соединительные разъемы жестко скрепляются с соединяемыми деталями. В случае установки шлейфа между термоакустической защитой и облицовкой отсека, вдоль термоакустической защиты предусмотрены жесткие кронштейны и гибкие кронштейны шлейфа.
[0025] Преимущественно, жгут фиксируется зажимами с двумя оконечными ветвями, отклоненными от оси к внешней стороне угла, приспособленного так, чтобы обеспечивать невыпадающее состояние зажима, когда он установлен в своем посадочном месте. Кроме того, жгут может быть также поддержан между двумя соединительными разъемами посредством локальных закреплений, в частности, обертыванием в зажимных хомутах в сочетании с элементом структуры.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0026] Прочие объекты и, в частности, применения изобретения будут понятны из чтения нижеследующего подробного описания с сопровождающими приложенными чертежами, на которых соответственно представлено:
Фиг. 1 изображает вид сечения двусторонней токовой сети в соответствии с первым уровнем развития техники (уже прокомментированной);
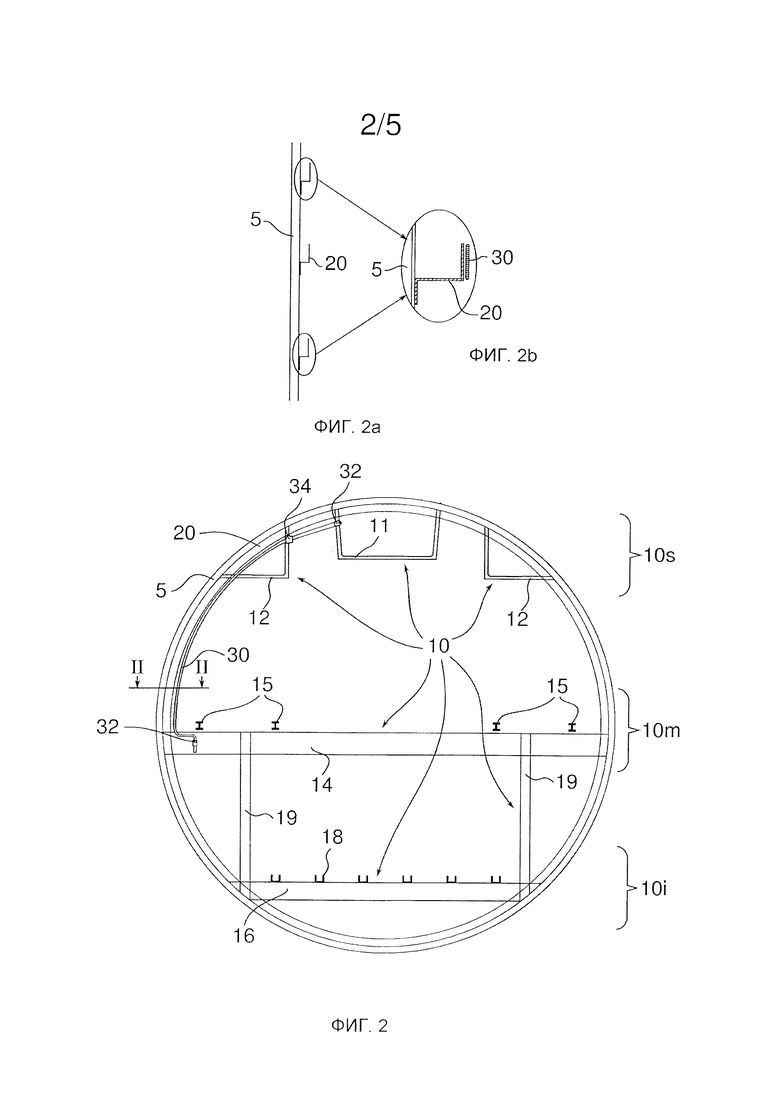
Фиг. 2, 2a и 2b - вид сечения по срезу II-II и увеличенный вид этого среза в месте расположения углепластиковой рамы для части пассажирского отсека самолета, оборудованного примерным жгутом в соответствии с изобретением;
Фиг. 3a и 3b - главный вид и вид сверху жгута в соответствии с Фиг. 1;
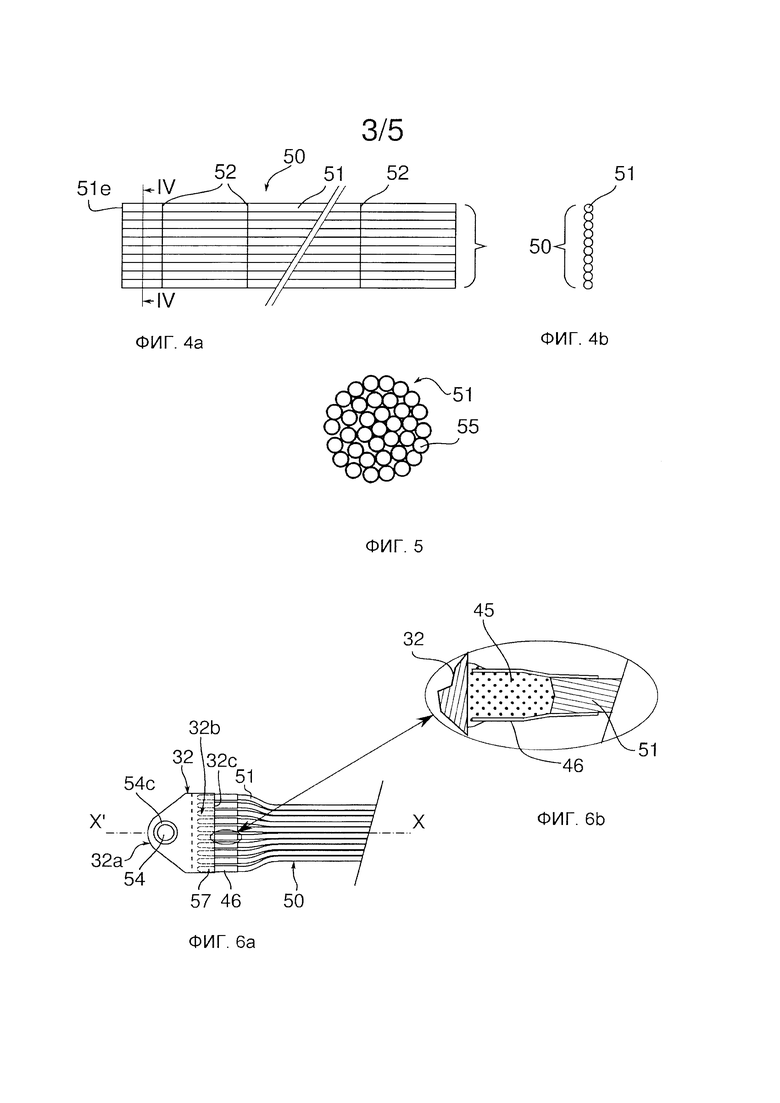
Фиг. 4a и 4b - частичный фронтальный вид и вид сечения по линии IV-IV шлейфа проводников для предыдущего примера жгута;
Фиг. 5 - вид сечения проводника показанного выше шлейфа;
Фиг. 6a и 6b - фронтальный вид и увеличенный вид примера оконечного соединительного разъема жгута вместе с уплотнительными муфтами в соответствии с изобретением;
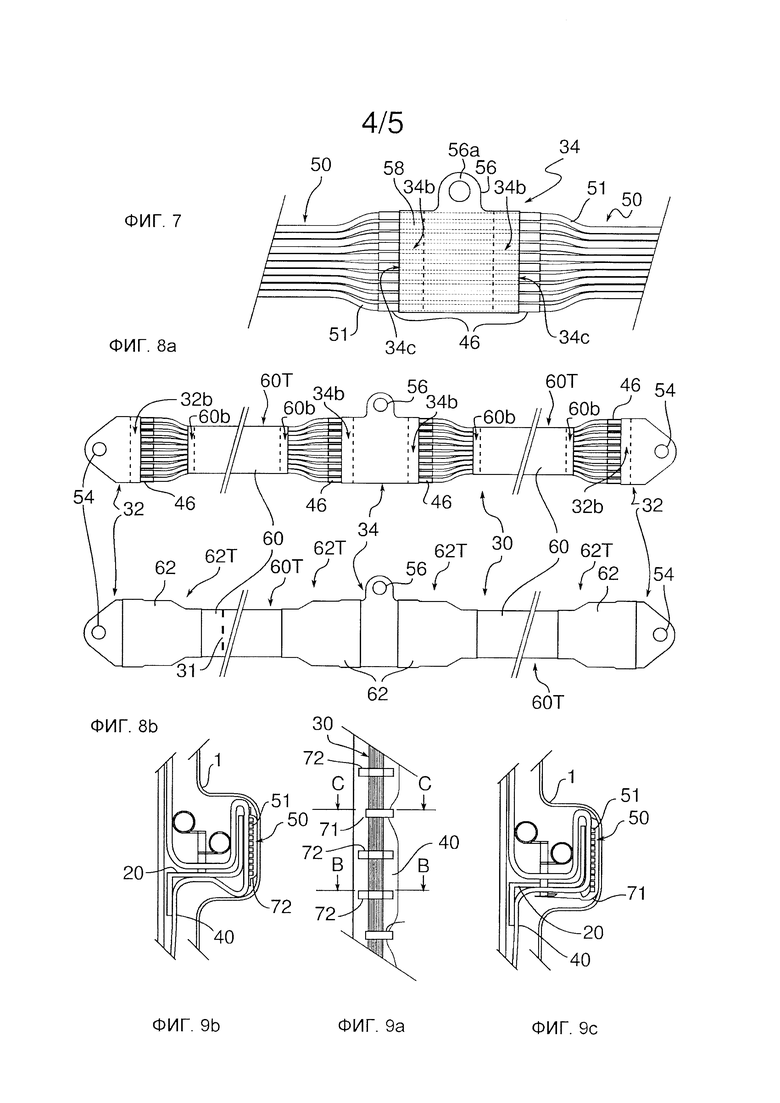
Фиг. 7 - вид сверху примера промежуточного соединительного разъема жгута вместе с уплотнительными муфтами в соответствии с изобретением;
Фиг. 8a и 8b - два этапа получения покрытия шлейфа проводников для формирования защитной оболочки для шлейфа и соединительных разъемов;
Фиг. 9a и 9c - фронтальные виды (Фиг. 9a) и в сечении (Фиг. 9b и 9c) в соответствии с планами BB и CC монтажа жгута на термоакустической защите с соответствующим чередованием жестких и гибких кронштейнов;
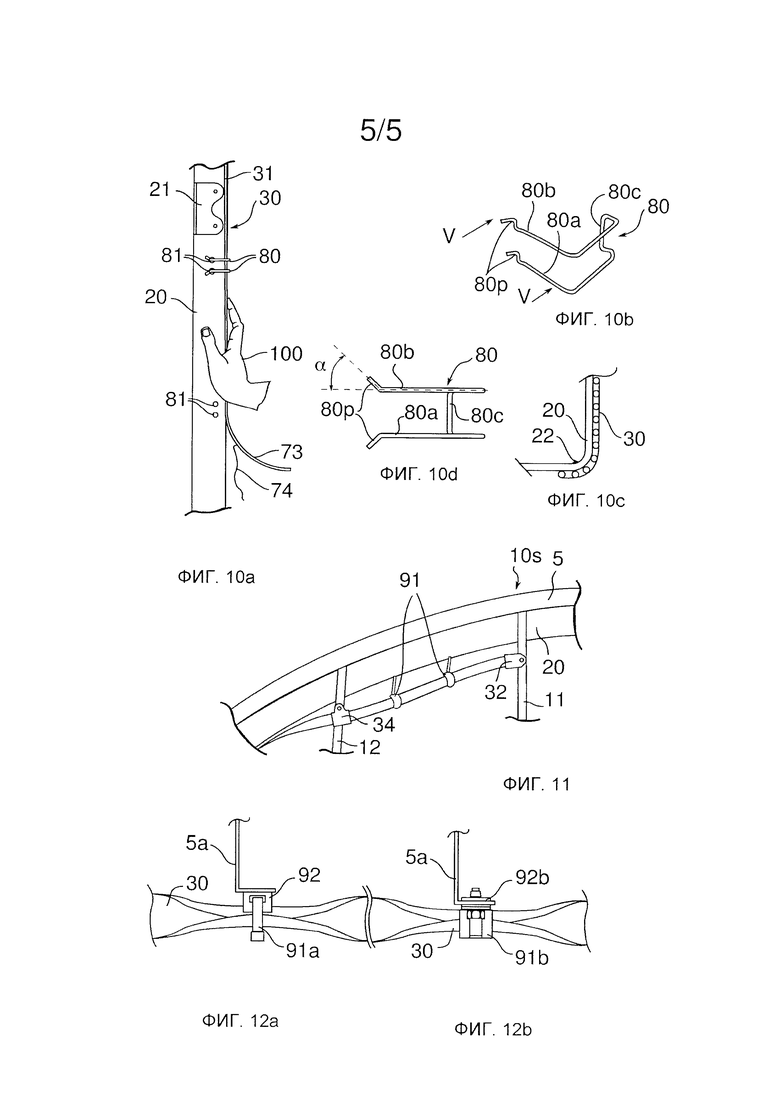
Фиг. 10a и 10b - два профильных вида монтажа жгута на углепластиковой раме в соответствии с линейным участком и изогнутым участком этого шпангоута соответственно;
Фиг. 10c и 10d - увеличенные виды зажима для поддержания жгута, соответственно в перспективном виде и виде по направлению V-V из Фиг. 10c;
Фиг. 11 - пример установки вышеупомянутого жгута в верхней части двусторонней токовой сети с традиционными локальными закреплениями и промежуточный и оконечный соединительные разъемы, и
Фиг. 12a и 12b - два примера закрепления жгута посредством закручивания в конкретных хомутах.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0027] Условные обозначения, идентичные или представляющие общую основу, использованные в различных чертежах, относятся к идентичным или к технически эквивалентным элементам. Выражения "верхний", "средний" и "нижний" относятся к позиционированию относительно стандартного варианта использования или монтажа. Выражения "продольный" и "поперечный" квалифицируют элементы, вытянутые в соответствии с направлением и плоскостью, перпендикулярной этому направлению, в частности, "продольный" относится к направлению оси фюзеляжа самолета.
[0028] Относительно сечения пассажирского отсека на Фиг. 2 самолетная обшивка 5 из углепластикового материала показана в виде изогнутой стенки, на которой зафиксированы продольные части - верхняя 10s, средняя 10m и нижняя 10i, двусторонней токовой сети 10.
[0029] Верхняя часть 10s сети содержит центральную опору 11 и боковые металлические опоры 12. Центральная опора 11 принимает прокладку кабеля и технологическое оборудование, тогда как боковые опоры 12 поддерживают багажные контейнеры.
[0030] Средняя часть 10m состоит из одной металлической поперечины 14, на которой помещаются металлические рельсы 15 пассажирских мест.
[0031] Нижняя часть 10i включает в себя другую металлическую поперечину 16 опоры металлических грузовых рельсов 18. Металлические штанги 19 структуры связывают среднюю металлическую поперечину 14 и нижнюю металлическую поперечину 16.
[0032] Верхняя, средняя и нижняя части соединяются механически между собой поперечной структурной рамой 20 из композитного материала на основе углеродного волокна. На этой углепластиковой раме 20 примерный плоский и гибкий жгут 30 эквипотенциального соединения в соответствии с изобретением электрически соединяет опоры 11 и 12 верхней части 10s со средней поперечиной 14.
[0033] В отношении Фиг. 2, жгут 30 включает в себя два оконечных соединительного разъема 32, зафиксированных на центральной опоре 11 и на средней поперечине 14, так же как промежуточный соединительный разъем 34 фиксируется на боковой опоре 12 сети возвратного тока. Жгут является плоским и гибким, так чтобы позволить соединение в доступном объеме, заданным между углепластиковой рамой 20 и термоакустической защитой 40 обшивки самолета 5 (см. Фиг. 1).
[0034] Вид сечения на Фиг. 2a, по плоскости II-II из Фиг. 2, показывает последовательность углепластиковых рам 20, сформированных вдоль обшивки 5 самолета в соответствии со структурой, показанной на Фиг. 1. На увеличенном виде на Фиг. 2b схематизировано наличие жгута 30 в соответствии с изобретением в сочетании с рамой 20.
[0035] Вид спереди на Фиг. 3a иллюстрирует малую толщину относительно обозначения "e" жгута 30 в соответствии с изобретением, порядка толщины отдельного проводника, составляющую порядка 3 мм для калибров толщиной 12 при калибровке, известной как стандарт "AWG", за исключением промежуточных и оконечных соединительных разъемов 34 и 32.
[0036] Гибкость жгута 30 следует из гибкости шлейфа 50 металлических проводников 51, предпочтительно из алюминия или из сплава алюминия, образующего основу жгута 30, как показано раскрытой частью этого жгута на виде сверху на Фиг. 3b. В одном варианте соединения 52 сборки, перпендикулярные проводникам 51 и распределенные вдоль шлейфа 50, поддерживают проводники 51 параллельными и расположенными рядом друг с другом.
[0037] В данном примере число проводников 51 равно 10. В общем случае сечение каждого проводника, число проводников, соединения между проводниками и соединительными разъемами, так же как соединения между соединительными разъемами и соединяемыми деталями определяются так, чтобы сохранить эквипотенциальную характеристику возвратного электрического тока в пространстве установки, совместимым с доступным объемом. Различные модели шлейфов проводников, образующих таким образом эквипотенциальное соединение, могут быть так изготовлены и сохранены.
[0038] Что касается установки данного шлейфа, специальное оборудование позволяет разрезать и заправить каждый участок шлейфа в соединительные разъемы 32 и 34, чтобы реализовать желаемый жгут. Техника электрических соединений для жгута, таким образом, приспосабливается в зависимости от конфигурации и размеров реализуемой установки. В частности, эта техника электрических соединений может быть приспособлена к удельному сопротивлению соединения с соединительным разъемом, к переходному току или току перегрузки, к числу точек закрепления и пространству установки, а также к числу соединяемых деталей. Реперные отметки 31 установки сформированы на оболочке 60 для выравнивания с элементами структуры (см. описание примера монтажа жгута в связи с Фиг. 10a).
[0039] Геометрия соединительных разъемов позволяет снизить их общую массу до безусловного минимума. В частности, толщина "e" соединительных разъемов 32 и 34 немного превосходит максимальный диаметр проводников 51, чтобы сохранять жесткость, совместимую с имеющимися гнездами или выемками, которые их пересекают.
[0040] Соединительные разъемы преимущественно составлены из сплава алюминия для электрического применения и, следовательно, имеют малое удельное сопротивление. Обработка поверхности соединительных разъемов (никелирование, лужение, серебрение, …) предпочтительно реализуется так, чтобы эта поверхность имела малое сопротивление и образовывала электрические соединения в месте стыка при тугой посадке посредством стягивания хомутами с опорами 11, 12 и поперечинами 14, 16 до их соединения (см. Фиг. 2). Таким образом, устраняются риски гальванической коррозии в месте расположения электрического соединения. В предпочтительном варианте соединительные разъемы прикрепляются к опорам посредством отверстий 54.
[0041] Шлейф также является модульным для облегчения его адаптивности: число проводников, а также их сечение, размеры соединительных разъемов, толщина и ширина шлейфа и число промежуточных соединительных разъемов могут регулироваться. Кроме того, электрические и механические контакты для соединения могут быть приспособлены к присоединяемой детали.
[0042] Шлейф 50 покрывается внешней защитной оболочкой 60 из пластичного материала PVF (полифторвинил) или PTFE (политетрафторэтилен) или эквивалентного материала, обеспечивая оболочку механической защиты. Эта оболочка 60 позволяет также обеспечить электрохимическую и электрическую изоляцию жгута относительно углепластикового шпангоута.
[0043] Окончательная отделка в месте расположения оконечных и промежуточных соединительных разъемов 32 и 34 обеспечивается отрезками полиолефиновой термоусаживаемой оболочки, образующими общую оболочку 62. Эта общая оболочка заключает под одним из своих окончаний края 60b внешней оболочки 60 и частично покрывает оконечные и промежуточные соединительные разъемы 32 и 34 на своем другом окончании. Таким образом, своим покрытием она механически защищает отдельные уплотнения, реализованные на каждом проводнике 51 шлейфа 50. Более точное описание будет предоставлено в связи со сборкой, показанной на Фиг. 8a и 8b.
[0044] Фронтальный вид и вид сечения IV-IV на Фиг. 4a и 4b иллюстрируют шлейф 50 проводников 51, в данном примере жестко скрепленных монтажными соединениями 52, регулярно разделенными промежутками вдоль шлейфа 50. Шаг между двумя соединениями выбирается при этом так, чтобы позволить образованному таким образом плоскому шлейфу сохранять достаточную гибкость. В зависимости от случая эти монтажные соединения могут также отсутствовать.
[0045] Каждый проводник 51 составлен из элементарных алюминиевых жил 55, сгруппированных в прядь, как показано на виде сечения на Фиг. 5. Проводник 51 представляет в этом примере, конечно же, не ограничительном, стандартный калибр "AWG 12", что составляет диаметр порядка 2 мм. С целью получения выигрыша в гибкости и в массе, проводники преимущественно выбираются голые, то есть без электрической изоляции.
[0046] Оконечные соединительные разъемы 32, такие как показанные на фронтальном виде на Фиг. 6a и на увеличенном виде на Фиг. 6b, имеют индивидуальные ориентированные гнезда 57, расположенные по всей ширине с одной стороны 32c соединительного разъема, причем каждое гнездо пригодно для приема оконечности вставляемого в него проводника 51. Альтернативно, проводники 51 фиксируются в гнездах 57 сваркой, горячей посадкой с запрессовкой, обжатием, ультразвуком и т.д. В случае оконечных соединительных разъемов, гнезда 57 представляют собой глухие выемки, сформированные вдоль края 34b этих соединительных разъемов.
[0047] Оконечные соединительные разъемы 32 соединяются с металлическими деталями опоры 11 и поперечины 14 (Фиг. 2) посредством соответствующих креплений и соответствующих стыковочных поверхностей. Область 54c электрического контакта, которая окружает отверстие 54 для закрепления, расширена настолько, чтобы не превышать пределов, определяемых Джоулевым нагревом.
[0048] В данном примере закрепления осуществляются винтами через отверстия 54. Показанный оконечный соединительный разъем 32 обладает продольной осью симметрии X'X с выступом 32a на оконечности, причем отверстие 54 реализуется по существу в центре этой оконечности. Такая стыковочная поверхность закрепления может использоваться с обжимом, сгибанием в соответствии с данным углом и т.д. В соответствии с другими вариантами, стыковочная поверхность может иметь быстрое разъединение, посредством 1/4 оборота, или эквивалентное.
[0049] Соединение между проводниками 51 и оконечным соединительным разъемом 32 герметизируется уплотняющим полимерным покрытием в упомянутых зонах 45 уплотнения, например, полиэфирной смолой, эпоксидной смолой, или эквивалентным покрытием, применяемым с термоусаживаемой муфтой 46. Проводники, таким образом, герметизируются по отдельности.
[0050] Более детальная иллюстрация примера промежуточных соединительных разъемов 34 приведена на фронтальном виде на Фиг. 7. Так же, как для оконечных соединительных разъемов, промежуточные соединительные разъемы 34 присоединяются к металлическим деталям опоры 12 (Фиг. 2) посредством креплений и соответствующих стыковочных поверхностей. Значение площади электрического контакта 56a, который окружает отверстие 56 для закрепления, оптимизируется в зависимости от выделения тепла, и крепления осуществляются, например, винтами через отверстия 56.
[0051] Также, стыковочная поверхность промежуточного многоконтактного соединительного разъема 34 с плоским шлейфом 50 реализуется вставкой каждого проводника 51 в отдельное гнездо 58.
[0052] Эти гнезда образованы выемками 58, проходящими в продольном направлении, и проводники 51 фиксируются в этих выемках так, как в гнездах оконечных соединительных разъемов. Герметичность реализуется в контакте с каждой из сторон 34c соединительного разъема 34, воспроизводя таковую, описанную для оконечных соединительных разъемов 32 в связи с Фиг. 6a и 6b: сочетание уплотняющего полимера и термоусаживаемой муфты 46. Этот вариант предоставляет следующие преимущества:
- отсутствует разрезание проводников 51, которые формируют эквипотенциальное соединение, что дает выигрыш в сопротивлении контакта и увеличение надежности соединения;
- выигрыш в массе;
- возможность частичного закрепления каждого проводника в гнездах промежуточного соединительного разъема 34 (фиксация обжимом в оправе или эквивалентная фиксация, как для закрепления в оконечных соединительных разъемах), вблизи от одной и/или другой стороны 34c, в месте расположения краев 34b: закрепление на единственной стороне позволяет сэкономить на другом закреплении, но влечет за собой удвоение сопротивления контакта между проводником и промежуточным соединительным разъемом.
[0053] Стыковочная поверхность промежуточного соединительного разъема 34 с другими металлическими деталями самолета приспосабливается к конкретным нуждам. Таким образом, промежуточные соединительные разъемы 34 могут предоставить единственный выступ 35 с отверстием 54 для закрепления винтом (см. Фиг. 3a и 3b) или несколько выступов с закреплениями одного типа.
[0054] Как для оконечных соединительных разъемов, эта стыковочная поверхность может подвергаться обжиму, изгибу под данным углом, или эквивалентной операции. Также, другие варианты этой стыковочной поверхности могут иметь быстрое разъединение, посредством 1/4 оборота, или эквивалентное.
[0055] Эти промежуточные соединительные разъемы позволяют соединить кабель возвратного тока для оборудования, находящегося в непосредственной близости к данному оборудованию, образовывая Т-образные ответвления.
[0056] Общие фронтальные виды примера монтажа жгута 30 в соответствии с изобретением на двух этапах получения покрытия общей оболочкой показаны на Фиг. 8a и 8b. Жгут включает в себя шлейф 50 проводников с оконечными многоконтактными соединительными разъемами 32 и промежуточным многоконтактным соединительным разъемом 34.
[0057] Сборка шлейфа 50 из алюминиевых голых проводников 51 с оконечными многоконтактными соединительными разъемами 32 и промежуточным многоконтактным соединительным разъемом 34 реализуется, например обжимом в оправе: проводники 51 вставляются в оправу в единственной операции благодаря специальной оснастке в каждом соединительном разъеме 32 и 34. После обжатия в оправе достигаются следующие электрические и механические показатели:
- значение электрического сопротивления после обжатия в оправе строго ниже значения электрического сопротивления эквивалентной длины проводника без обжатия в оправе;
- в данном соединительном разъеме, электрические сопротивления обжатий, все, находятся в пределах порядка 5% изменения одних по отношению к другим, что позволяет избежать циркуляции неоднородных токов в проводниках 51 шлейфа 50;
- значение сопротивления растяжению равно, по меньшей мере, значению предела упругости проводника 51.
[0058] Процесс реализации примера плоского и гибкого жгута эквипотенциального соединения начинается с приготовления проводников 51 необходимой длины из алюминиевого сплава, преимущественно предварительно скомпонованных в плоском шлейфе. Приготовление оконечностей 51е, вставляемых в оправу, начинается с удаления, если это необходимо, соединений 52 сборки, могущих затруднить сборку вставляемых в оправу окончаний. Каждый проводник 51 затем точно корректируется по размеру (не показано). Разрезание проводников реализуется с помощью специальной оснастки.
[0059] Каждый проводник 51 затем вводится в гнездо 57 или в выемку 58, которые для него предназначены в оконечных или промежуточных соединительных разъемах 32 или 34. Перекрещивания проводников 51 не допускаются.
[0060] Технологическая операция начинается (Фиг. 8a) с получения покрытия участков 60T шлейфа проводников 50, создавая внешнюю оболочку 60, образованную наматыванием эластичной пленки механической защиты, электрической и электрохимической изоляции, например, из PTFE, заранее покрытой клейким слоем на своей внутренней поверхности. Монтажные метки 31 формируются на участках 60T.
[0061] Затем шлейф между соединительными разъемами 32, 34 и внешней оболочкой 60 покрывается термоусаживаемой оболочкой 62 на участках 62T (Фиг. 8b). Эти участки образуют общую оболочку 62, покрывая, с одной стороны, края 60b участков 60T внешней оболочки 60 и, с другой стороны, зоны 46 соединения проводников 51 с соединительными разъемами 32, 34, до получения покрытия краев 32b и 34b этих соединительных разъемов, для того, чтобы обеспечить механическую защиту зон 46 уплотнения проводников и окончательную обработку в месте расположения соединительных разъемов 32, 34.
[0062] Монтаж жгута 30, защищенного таким образом на участке термоакустической защиты 40, показан фронтальным видом на Фиг. 9a и в сечении (в соответствии с плоскостями BB и CC) на Фиг. 9b и 9c. Жгут 30 проходит под опорами между защитой 40 и облицовкой отсека 1. Он пристраивается к защите 40 жесткими и гибкими кронштейнами 71 и 72, соответственно. Каждый жесткий кронштейн 71 (Фиг. 9c) имеет форму "L" в данном примере и окружает шлейф 50 проводников 51 на ветви "L". Он закрепляется на термоакустической защите 40 другой ветвью "L".
[0063] Между двумя жесткими кронштейнами 71, гибкие кронштейны - из волокнистого материала или из эквивалентного материала - образовывают петли 72 (Фиг. 9b). Эти петли связаны с защитой 40 соответствующими средствами: сшиванием, приклеиванием, сваркой, склеиванием липкой лентой, или эквивалентным средством. Эти петли исключают возможные вспучивания, которые мог бы образовать жгут 30 между двумя жесткими кронштейнами 71 и, таким образом, позволяют избежать преждевременного его износа трением.
[0064] Монтаж жгута 30 на линейном участке углепластиковой рамы 20, до установки термоакустической защиты и панели 1 облицовки отсека, показан профильным видом на Фиг. 10a. Перед установкой жгута, двусторонняя клейкая лента 73 приклеивается на поверхность жгута 30 для жесткого его присоединения к раме 20.
[0065] Установка жгута 30 начинается с выравнивания реперной отметки первоначального положения 31, сформированного на жгуте 30 с элементом структуры рамы 20, в показанном примере - край детали 21 поддержки рамы.
[0066] Оператор 100 затем постепенно удаляет съемную пленку 74, чтобы освободить клейкую поверхность ленты 73, и начинает прикладывать жгут 30 к раме 20 для его приклеивания. Это приклеивание, не структурное, позволяет сохранить жгут на месте для облегчения его размещения и его закрепления. Позиционирование жгута 30 тогда фиксируется и надежно обеспечивается пружинными зажимами 80, которые втыкаются с нажимом в ниши 81 посадочных мест, образованные на раме 20. Преимущественно, размер и форма зажимов 80 варьируется и приспосабливается к средам и к механическим стыковочным поверхностям.
[0067] На изогнутом участке 22 рамы 20, как показано схемой на Фиг. 10c, изогнутая поверхность может вместить в себя жгут 30. Фактически, благодаря гибкости шлейфа проводников, жгут 30 может быть установлен на вогнутых, выпуклых или более сложных поверхностях.
[0068] Увеличенный вид на Фиг. 10b показывает пружинный зажим 80. Этот зажим составлен из двух изогнутых ветвей 80a и 80b соединенных мостиком 80c. На каждом окончании ветвей 80a, 80b изгиб с окончанием 80p сформирован для помещения в нише 81 рамы 20. Как показано на виде на Фиг. 10d в соответствии с направлением V-V из Фиг. 10b, окончания 80p смещены по оси к внешней стороне угла α относительно ветвей 80a и 80b. Этот угол α приспособлен для обеспечения естественно невыпадающего зажима, как только он установлен в своем посадочном месте 81, благодаря упругости своих ветвей 80a и 80b.
[0069] В некоторых зонах, позиционирование жгута 30 приклеиванием на раме 20 оказывается труднее вследствие механического окружения или занимаемого объема. Как это показано на Фиг. 11, в зоне верхней части 10s сети возвратного тока, жгут 30 фиксируется с помощью локальных креплений 91 (хомуты, скобы, и т.д.) к раме 20. На опорах 11 и 12, фиксация преимущественно реализуется с помощью оконечных и промежуточных соединительных разъемов 32 и 34.
[0070] В качестве примеров, два закрепления обертыванием жгута 30 в конкретных зажимных хомутах показаны на Фиг. 12a и 12b. Относительно Фиг. 12a, жгут 30 обернут локально и поддерживается хомутом для горячего прессования из пластичного материала 91a в соединении с элементом 5a структуры через фиксированную опору 92. На Фиг. 12b, жгут 30 обернут хомутом типа P 91b, используемым стандартно на самолетах для закрепления жгута. Хомут P 91b позволяет также фиксацию на элементе 5a структуры через монтажный элемент 92b.
[0071] Изобретение не ограничивается описанными и представленными вариантами реализации. Возможно, например, предусмотреть гибридные промежуточные соединительные разъемы, составленные частично поперечными выемками и глухими гнездами для размещения проводников. Кроме того, проводники предпочтительно алюминиевые, но могли бы также быть в случае необходимости из сплава меди. К тому же жесткое присоединение соединительных разъемов к соединяемым деталям может быть реализованным также винтовым соединением, приклепыванием, соединением хомутом, сваркой, пайкой или любым промежуточным эквивалентом.
Изобретение направлено на предоставление эквипотенциальных соединений между различными частями сети обратного тока. Проводной соединительный жгут выполнен в виде шлейфа проводников, покрытых герметичной оболочкой и пригоден для соединения структурных металлических деталей в имеющемся объеме между защитной структурой и поперечным рамочным набором, выполненном из композитного углеволоконного материала, или облицовкой отсека. Он содержит проводники, уложенные параллельно (51), образующие плоский и гибкий шлейф (50), модульные многоконтактные оконечные соединительные разъемы (32) и модульные многоконтактные промежуточные соединительные разъемы (34), защитную оболочку, составленную из внешней оболочки (60), которая в участках (60T) покрывает жгут, и общей оболочки (62), которая в участках (62T) покрывает края (32b, 34b; 60b) соединительных разъемов (32, 34) и внешней оболочки (60). Отверстия (54, 56) сформированы на соединительных разъемах (32, 34) для средства фиксации. Проводники (51) по отдельности зафиксированы в соединительных разъемах (32, 34) и покрыты уплотнителем в термоусаживаемой муфте (46) в месте расположения соединительных разъемов (32, 34). Изобретение обеспечивает повышение гибкости шлейфа проводников. 2 н. и 11 з.п. ф-лы, 12 ил.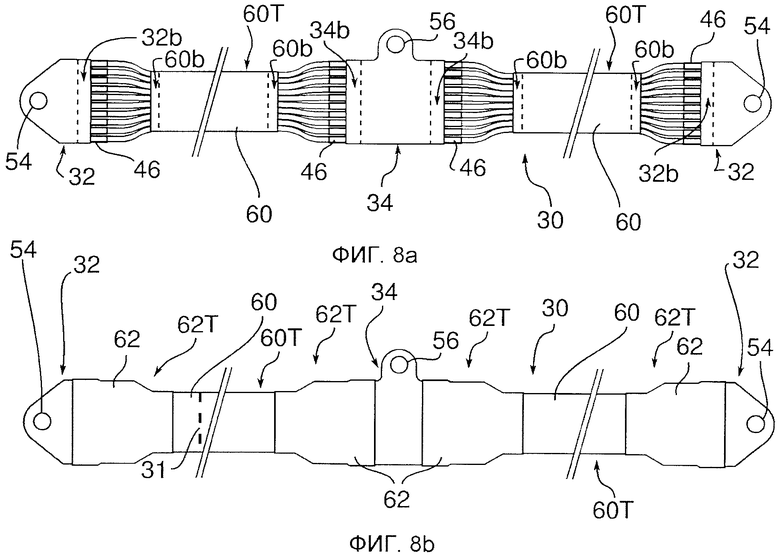
1. Проводной жгут для эквипотенциального соединения между структурными металлическими деталями (10; 11, 12, 14, 16), проходящий вдоль защитной структуры (40), расположенной в имеющемся объеме (7), проходящем между поперечной рамой (20) из композитного материала на основе углеродного волокна, называемой углепластиковой рамой, и облицовочной панелью (1), для установления эквипотенциальных соединений между частями сети возвратного тока, содержащий
промежуточные соединительные разъемы (34),
оконечные соединительные разъемы (32), и
проводящее устройство (50), формирующее эквипотенциальное соединение между промежуточными соединительными разъемами (34) соединения металлических деталей (12) посредством ответвления без разрезания проводников, и оконечными соединительными разъемами (32), связанными с металлическими деталями (11, 14) возврата тока,
по меньшей мере одну защитную оболочку (60, 62), покрывающую устройство (50) и оконечные зоны (32b, 34b) соединительных разъемов (32, 34), причем эта оболочка (60, 62) предназначена для обеспечения механической, электрической и электрохимической защиты жгута в сочетании с термоакустической защитой (40) и/или с углепластиковой рамой (20) или облицовочной панелью (1),
при этом вышеупомянутое проводящее устройство представляет собой шлейф (50), плоский и гибкий вдоль своих продольного и поперечного направлений, сформированный неизолированными проводниками (51), расположенными параллельно и рядом друг с другом, при этом соединительные разъемы являются модульными и многоконтактными относительно числа проводников (51) и связаны с помощью локального средства (45, 46) герметизации в месте расположения каждого соединяемого проводника (51).
2. Проводной жгут для эквипотенциального соединения по п. 1, в котором каждый проводник (51) составлен из элементарных жил (55) из алюминия и сгруппированных в прядь.
3. Проводной жгут для эквипотенциального соединения по п. 1 или 2, в котором соединительные разъемы (32, 34) имеют обработанную поверхность посредством обработки, выбранной из никелировки, лужения и серебрения, чтобы реализовать сборку с запрессовкой с плотной подгонкой с соответствующими соединяемыми деталями (11, 12, 14, 16) с целью воспрепятствовать гальванической коррозии.
4. Проводной жгут для эквипотенциального соединения по п. 1 или 2, в котором оконечные соединительные разъемы (32) и промежуточные соединительные разъемы (34) включают в себя ориентированные гнезда (57, 58), причем каждый проводник (51) вставлен и фиксирован в гнезде (57, 58).
5. Проводной жгут для эквипотенциального соединения по п. 4, в котором гнезда оконечных соединительных разъемов (32) представляют собой глухие выемки (57) и гнезда промежуточных соединительных разъемов (34) являются сквозными (58).
6. Проводной жгут для эквипотенциального соединения по п. 1 или 2, в котором защитная оболочка состоит из внешней оболочки (60), покрывающей шлейф (50), и общей оболочки (62), заключающей в себе края (32b, 34b; 60b) соединительных разъемов (32, 34) и внешней оболочки (60).
7. Проводной жгут для эквипотенциального соединения по п. 6, в котором внешняя оболочка (60) состоит из участков (60Т), выполненных из материала на основе полифторвинила, PVF, или политетрафторэтилена, PTFE, пригодных для реализации механической защиты, а также электрохимической и электрической изоляции с углепластиковой рамой, и/или с термоакустической защитой, или с облицовочной панелью.
8. Проводной жгут для эквипотенциального соединения по п. 6, в котором общая оболочка (62) состоит из участков (62Т) термоусаживаемой полиолефиновой трубки или из локализованного формованием поверх полимерного термопластичного или термоотверждаемого материала, пригодного для реализации механической защиты зон уплотнения (45) проводников (51) в сочетании со сторонами (32с, 34с) соединительных разъемов (32, 34).
9. Проводной жгут для эквипотенциального соединения по п. 8, в котором локальные средства уплотнения составлены из термоусаживаемых муфт (46), окружающих проводники (51), покрытые уплотняющим материалом в месте расположения зон уплотнения (45) так, чтобы был уплотнен отдельно каждый проводник (51).
10. Проводной жгут для эквипотенциального соединения по п. 1 или 2, в котором соединительные разъемы (32, 34) выполнены из сплава алюминия с малым удельным сопротивлением.
11. Способ установки проводного жгута по п. 1 или 2 на раме фюзеляжа самолета из композитного материала, отличающийся тем, что клейкое двустороннее покрытие (70) приклеивают на внешнюю оболочку (60) жгута (30) для непосредственной установки шлейфа (50) на углепластиковой раме (20),
съемную пленку (73) постепенно извлекают и жгут (30) накладывают на шпангоут (20),
позиционирование жгута затем фиксируют и надежно обеспечивают пружинными зажимами (80) после их введения под нажимом в ниши (81), предварительно сформированные в раме (20),
соединительные разъемы (32, 34) жестко скрепляют с соединяемыми деталями (11, 12, 14, 16),
в случае установки шлейфа между термоакустической защитой и облицовкой отсека, жесткие кронштейны (71) и гибкие кронштейны (72) шлейфа (50) предусматривают вдоль термоакустической защиты (40).
12. Способ установки проводного жгута по п. 11, в котором жгут позиционируют зажимами (80) с двумя ветвями (80а, 80b) концов (80р), смещенных к внешней стороне под углом (α), приспособленным так, чтобы сделать зажим (80) невыпадающим, когда он установлен в своей нише (81).
13. Способ установки проводного жгута по п. 12, в котором жгут (30) также поддерживают между двумя соединительными разъемами (32, 34) посредством локальных закреплений (91), в частности посредством закручивания в зажимных хомутах (91а, 91b) в сочетании с элементом структуры (5а).
| WO 2007075934 A1, 05.07.2007 | |||
| FR 2962712 A1, 20.01.2012 | |||
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ПОТРЕБИТЕЛЕЙ ОБЪЕКТОВ ПОВЫШЕННОЙ ОПАСНОСТИ ОТ НЕСАНКЦИОНИРОВАННЫХ ДЕЙСТВИЙ | 2001 |
|
RU2218641C2 |
| DE 102006052359 A1, 08.05.2008 | |||
| КАБЕЛЬНЫЙ ОТВЕТВИТЕЛЬ | 2005 |
|
RU2293414C1 |

